STUDI PARAMETER TEMPERATUR NOZZLE DAN
BASE PLATE PADA MATERIAL ABS SEBAGAI BAHAN
BAKU 3D PRINTER TERHADAP HASIL KEHALUSAN
PERMUKAAN
Bambang Sahputra*, Rahman Hakim*Ihsan Saputra*
Batam Polytechnics
Mechanical Engineering Study Program Jl. Ahmad Yani, Batam Centre, Batam29461, Indonesia
E-mail:[email protected]
Abstrak
Printer 3D adalah sebuah printer yang menampilkan data dalam bentuk cetakan. Dengan teknologi dari 3D printing
(FDM) sebuah perusahaan dapat membuat sebuah prototype tanpa harus menghabiskan bahan baku ataupun material. Dalam penelitian ini, dikaji tentang pengaruh parameter temperature nozzle dan base plate pada material ABS terhadap hasil kekasaran permukaan. Pada proses penelitian ini mengggunakan bahan Acrylonytrile Butadine Stryne
yang dibentuk menjadi specimen dengan dimensi panjang 3cm x lebar 3cm x tinggi 1cm. Menggunakan tiga parameter temperatur setting nozzle yaitu 240ºc,250ºc dan 260ºc(single nozzle dan dual nozzle),temperatur base plate 30ºc,dan100ºc serta adhesive type dengan lem atau tanpa lem. Dari penelitian ini akan didapat data pengaruh temperatur nozzle,temperatur base plate,pengaruh lem dan nilai density yang paling baik. Dari penelitian ini temperatur terbaik untuk mencetak adalah temperatur nozzle 240ºc dan base plate 30ºc menggunakan lem untuk
single nozzle,dan untuk dual nozzle temperatur untuk mencetak yang paling baik adalah pada temperatur nozzle
260ºc dan base plate 30ºc menggunakan lem. Dari penelitian ini juga didapat lem sangat direkomendasikan saat proses pencetakan 3D print. Untuk density yang paling mendekati nilai spesifikasi density material ABS yaitu pada temperatur nozzle 240ºc, base plate 30ºc,100ºc with glue dan no glue (single nozzle) dan pada temperatur nozzle
240ºc, base plate 30ºc with glue(dual nozzle). Pada setting semua temperatur nozzle baik single nozzle ataupun dual nozzle dengan temperatur base plate 30º c tanpa menggunakan lem semua hasilnya reject.
Kata kunci: 3d print,ABS,Density,Adhesive type
Abstract
3D printer is a printer that displays data in the form of mold. With technology from 3D printing (FDM) a company can create a prototype without having to spend raw materials or material. In this study, studied about the influence of parameters of temperature nozzle and base plate on the material ABS to the results of surface roughness. In this research process using Acrylonytrile Butadine Stryne material formed into specimen with dimension length 3cm x width 3cm x height 1cm.Using three parameters nozzle setting temperature that is 240ºc, 250ºc and 260ºc (single nozzle and dual nozzle) base plate temperature 30ºc, and100ºc and adhesive type with glue or without glue. From this research will be obtained data influence the temperature of nozzle, base plate temperature, the effect of glue and density value the best. From this research the best temperature to print is the temperature nozzle 240ºc and base plate 30ºc using glue for single nozzle, da n for dual temperature nozzle for best printing is at 260ºc nozzle temperature and base plate 30ºc using glue.From this research also obtained glue is highly recommended when printing process 3D print. For density is closest to the value specification density material ABS that is at the temperature nozzle 240ºc, base plate 30ºc, 100ºc with glue and no glue (single nozzle) and at nozzle temperature 240ºc, base plate 30ºc with glue (dual nozzle) . In setting all nozzle nozzle temperature either single nozzle or dual nozzle with base plate temperature 30º c without use glue all reject result.
1.Pendahuluan
Latar BelakangPada tahun 1984, Charles W. Hull memiliki hak paten dengan teknologi stereolithography. Teknologi ini merupakan teknologi untuk membuat objek 3D.Printer dengan teknologi 3D sangatlah mahal. Printer tradisional yaitu printer 2D bisa anda beli dengan hanya beberapa ratus ribu rupiah saja. Sedangkan untuk printer 3D, anda harus mengeluarkan uang ratusan juta rupiah untuk memilikinya.[1]
Oleh karena harga yang sangat mahal, berbagai orang mulai membuat printer 3D yang setidaknya dapat mengurangi harganya. Dari kemampuan itulah 3D Printing disebut-sebut sebagai teknologi terbaru yang akan mampu mengubah dunia. Oleh karena itu, kami akan menjelaskan tentang pengaruh dari temperatur Nozzle dan base plate pada material ABS sebagai bahan baku 3D printer terhadap hasil kehalusan permukaan.Sehingga diharapkan, pembaca dapat memahami cara kerja dan mekanime printer 3D. Seperti halnya untuk mempermudah pekerjaan manusia baik di bidang manufaktur, kesehatan dan lain – lain.[1]
3D printing juga dikenal sebagai prototyping
yang dimana proses desain dengan panduan pemrograman komputer pembuatan model tiga dimensi melalui layering bahan fabrikasi. Insinyur, desainer dan teknisi akan mendapat manfaat dari produksi prototipe maju. Baru-baru ini Teknologi baru telah dikembangkan memproduksi banyak.
Keuntungan bagi mereka yang membutuhkan teknologi prototipe cepat. Printer 3D tersedia saat ini adalah lebih cepat, lebih mudah dan lebih terjangkau daripada teknologi fabrikasi sebelumnya.3D printing juga menghilangkan kebutuhan untuk alat mahal dan pengrajin terampil untuk menghasilkan desain prototipe, membuat proses lebih terjangkau, biaya efisien dan diinginkan.Printer 3D bekerja dengan cara lapis demi lapis yang meggunakan heater nozzle
sebagai tempat pelelehan filament.Komponen ini memanaskan plastik ABS sampai mencapai titik leleh material kemudian dicetak di base plate meggunakan perintah kordinat sama seperti CNC.Untuk melakukan proses printing suahu temperature pada nozzle harus 240̊ C - 260̊ C (sesuai spesifikasi dari software 3D print).Maka oleh karena itu penelitian ini perlu diteliti untuk mengetahui suhu dari heater nozzle yang pas dan hasil produk yang dihasilkan bagus.
ABS (Acrylonitrile Butadiene Styrene) adalah polimer berbasis minyak bumi, memiliki formula kimia: (C8H8)x· (C4H6)y·(C3H3N)z. Material ini bersifat
thermoplastic yang memiliki pengertian material akan melunak dan mudah dibentuk jika dipanaskan hingga pada suhu tertentu namun akan menjadi keras setelah didinginkan. Jenis material ini sangat tahan terhadap suhu tinggi dan juga cuaca yang membuatnya digemari untuk dijadikan sebagai komponen pembentuk
objek/benda yang real di dunia nyata.Dengan ini penulis akan meneliti temperatur mana yang pas dengan mengambil data dari range temperatur sesuai spesifikasi mesin untuk material ABS.
Tujuan Penelitian
1. Untuk mengetahui pengaruh suhu
temperature pada nozzle dan base plate
terhadap produk yang dihasilkan.
2. Untuk mengatahui pengaruh dari penambahan material perekat (adhesive) terhadap hasil produk 3D print.
Batasan Masalah
1. Menggunakan mesin 3D printer tipe extrusion dual nozzle dan heated table merek Leap frog
dengan teknologi FDM (Fused Deposition Modeling)
2. Material filament yang digunakan adalah ABS diameter 1.75 mm.
3. Suhu dan kelembapan udara pada ruangan adalah 25 ºC-27 ºC dan 40 – 50 %.
4. Infill setting pada penelitian ini adalah 50 % 5. Temperatur Nozzle pada penelitian ini yaitu
240 ºC, 250 ºC dan 260 ºC.
6. Temperatur base plate pada penelitian ini yaitu 30 ºC dan 100 ºC.
Landasan Teori 3D printing
3D printing atau sering juga disebut sebagai
additive manufacturing adalah suatu proses pembuatan suatu obyek solid 3 dimensi dari suatu model digital. Proses pencetakan 3D dikerjakan dengan proses aditif, dimana obyek dibuat dengan cara meletakkan/ menambahkan material lapis demi lapis. [1]
Gambar 1.mesin 3D print merk leap frog[5]
Cara kerja mesin 3D print
Fused Deposition modeling
Fused Deposition modeling(FDM) adalah sebuah teknologi addictive manufacture yang biasa digunakan untuk pemodelan,prototyping, dan produksi. Teknologi ini adalah salah satu teknik yang digunakan untuk
printer 3D. Sebab sebuah filamen plastik yang dimasukan ke nozzle ekstrusi. Nozzle dipanaskan untuk melelehkan plastik dan memiliki mekanisme yang memungkinkan aliran meleleh plastik.Nozzle dipasang ketahap mekanik yang dapat dipindahkan dari kedua
arah yaitu vertikal dan horizontal. Kemudian nozzle
tersebut akan berjalan sampai diatas meja sesuai dengan potongan geometrinya,kemudian plastik diekstrusi tipis untuk membentuk setiap lapisannya, Setelah itu plastik akan mengeras dengan cepat setelah dikeluarkan dari nozzle. Proses ini dapat diilustrasikan pada gambar 2 [2]
Gambar 2.Cara kerja proses 3D print[2]
Model dicetak 3D dapat dibuat dengan paket komputer dibantu desain CAD (Computer Aided Design), melalui scanner 3D atau oleh software. Proses pemodelan manual dan fotogrametri geometris mempersiapkan data untuk komputer grafis. 3D mirip dengan seni plastik seperti mematung. Scanning 3D adalah proses pengumpulan data digital pada bentuk dan penampilan dari benda nyata, menciptakan model digital berdasarkan itu.[2]
Gambar 3..Cara kerja proses 3D print[2]
Sebuah filament termoplastik dari kumparan bawah di teruskan ekstrusi melalui feeder ke heater nozzle. Dari heater nozzle setelah material termoplastik dilelehkan menuju ke nozzle. Motor servo digunakan untuk penggerak atau memindahkan kepala ekstrusi atau nozzle dan menyesuaikan aliran. Printer 3D
menggunakan 3 sumbu gerak yaitu x,y dan z. Sebuah perangkat lunak manufactur dibantu komputer CAM
(Computer Aided Manufacturing) digunakan untuk menghasilkan G code yang dikirim ke mikrocontroler
yang mengontrol pergerakan motor.[2]
Gambar 4..Cara kerja proses 3D print[6]
Printer software
Model 3D membutuhkan tiga jenis perangkat lunak. Penggunaan perangkat lunak untuk prototipe objek fisik telah disebut sebagai komputer desain dengan bantuan (CAD). Kedua, ada program manufaktur dengan bantuan komputer (CAM) yang juga disebut sebagai penggeser yang mengubah model Anda menjadi spesifik, instruksi mekanis untuk printer robot. Ketiga, ada perangkat lunak kontrol printer yang mengirimkan instruksi ke printer pada waktu yang tepat, dan menyediakan waktu nyata antarmuka (visual data) ke fungsi dan pengaturan printer. (Gambar 4)[3]
Gambar 5.flow proses software yang digunakan 3D print[3]
Perangkat keras dan pengaturan software
3D printer menggunakan serangkaian perintah yang disebut G-code. G-code memberikan perintah pada printer dari komputer yang terhubung melalui
port USB ada juga sebagian printer yang membaca G- code dengan menggunakan kartu SD (Secure Digital) sebagai opsi lain. Menjalankan perangkat lunak pada printer (firmware) meneruskan G-code ke printer untuk eksekusi lebih lanjut,informasi status printer baik suhu dan parameter lain dapat dilihat melalui software pada komputer.Dapat dilihat pada gambar 6[3]
Component material filament
Current layer of material being depsosite
Desrod component Built platform
Support material filament
Heated nozzles
Support material Moving direction Visual filament extrusion
Gambar 6.Controlling of 3D print[3]
Gambar 7.Skema rangkain menghubungkan printer ke pc
(sumber: Adeprinting.blogspot.com)
Printing Process Parameters
Ada banyak parameter pengolahan yang dapat dikendalikan dan dapat mempengaruhi hasil dari produk yang dicetak. Efek dari dari proses pencetakan sudah di teliti secara komperenhensif. Proses ini termasuk suhu temperatur nozzle,base plate,suhu ruangan,kecepatan cetak dll. dapat diilustrasikan pada tabel1.[4]
Tabel 1.paramater yang berpengaruh terhadap produk printer
Adapun manfaat dari 3D print meliputi:
1. Mengurangi lead time dalam memproduksi komponen prototype.
2. Meningkatkan kemampuan untuk
memvisualisasikan bagian geometri karena keberadaan fisiknya.
3. Mendeteksi dini dan pengurangan kesalahan
design.
4. Menguntungkan dalam pengurangan limbah dan biaya design yang mahal..
5. Melalui proses layer manufacturing, produk yang dibuat tidak dibatasi oleh tingkat
kompleksitas geometri, dimana kondisi itu tidak dapat dikerjakan dengan proses-proses konvensional (machining, casting).[1]
Komponen-komponen Pada Printer
1. 3DFilament 2. Fan 3. Heater 4. Base Plate
5. Spull Filament ABS 6. Body
7. Nozzle
Gambar 8.Component of 3D print
Proses printer 3D secara garis besar saat melakukan proses pencetakan dapat dilihat pada gambar 9.Dimana proses pembentukan produk dengan proses layering secara horizontal dan vertikal yang digerakkan motor servo dengan sumbu x,y dan z dengan perintah G-code.
Gambar 9.Component of 3D print
Pengertian Acrylonitrile ButadieneStyrene (ABS)
Acrylonitrile Butadiene Styrene(ABS) dalam rumus senyawa kimia adalah (C8H8) x (C4H6) y (C3H3N) z,Acrylonitrile Butadiene Styrene (ABS)
adalah bahan polimer amorf maksudnya ABS tidak memiliki titik leleh yang jelas, nilai yang berbeda,kondisi proses yang sangat berbeda, suhu leleh 217 – 237oC, suhu dekomposisi termal lebih besar dari 250oC. Acrylonitrile Butadiene Styrene (ABS) juga dapat dikatakan bahan polimer yang kuat dan tangguh selama berada pada suhu atau temperatur
yang direkomendasikan yaitu – 30oCsampai 60oC ( Suhalim W, 2011).
Sifat dari Acrylonitrile Butadiene Styrene (ABS) yaitu: a. Ketahanan kimia yang baik
b. Ketahanan abrasi
c. Ketangguhan yang tinggi.
d. Dapat didesain menjadi berbagai bentuk. e. Biaya proses rendah
f. Dapat direkatkan
Gambar 10.ABS Filament material[7]
Aplikasi 3D printer machine
Aplikasi industri
1. Kendaraan,pada awal 2014, produsen
supercar Swedia,
Koenigsegg,mengumumkan One: 1,
supercar yang memanfaatkan banyak komponen yang 3D dicetak.
2. Senjata,pada tahun 2012, kelompok yang berbasis di AS Pertahanan terdistribusi diungkapkan rencana untuk "[desain] pistol plastik kerja yang bisa didownload dan direproduksi oleh siapa saja dengan
printer3D.
Aplikasi Medis
1. Printer 3D membantu untuk
merencanakan operasi.
2. Printer 3D membantu untuk edukasi masa depan untuk para dokter.
3. Printer 3D dapat membuat perlengkapan medical dan laboratorium.
Aplikasi Manufactur
1. Pembuatan prototype,alat alat elektronik dll.[2]
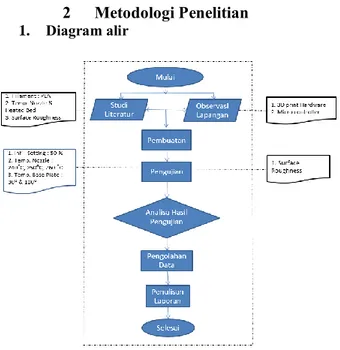
2 Metodologi Penelitian
1. Diagram alir
Gambar 11..Diagram alir peneliti
Proses yang dilakukan pada penelitian ini adalah dengan mengumpulkan data awal sebagai Study Literature. Study Literature bertujuan untuk mengenal masalah yang dihadapi, serta untuk menyusun rencana kerja yang akan dilakukan.Pada studi awal dilakukan langkah langkah survey dilapangan terhadap hal-hal yang berhubungan dengan penelitian yang akan dilakukan serta mengambil data-data penelitian sudah ada untuk dijadikan sebagai pembanding terhadap hasil pengujian yang akan di analisa.[1]
2.Alat dan Bahan
1. Satu set komputer/laptop 2. Kapi
3. Gunting 4. Filament ABS
5. Alat penguji kekasaran (Surface Rougness) 6.Mesin 3d print (leap frog)
Gambar 12. Surface Rougness machine
3.Langkah Pengerjaan
1. Membuat design dengan solidwork kemudian
save as dengan format (.stl)
2. Connect printer dengan laptop/pc 3. Load file (.stl) di aplikasi reptier host
4. Slicer file STL (Stereolithography) G-code 5. Print specimen
3.Analisa Data Dan Pembahasan
1.Density (Massa jenis)
Rumus untuk mencari densitas :
p = massa jenis zat kg/m^3 atau g/cm^3 m = massa benda kg atau g
V = volume benda m^3 atau cm^3
P=m/v
Densitas atau rapatan merupakan perbandingan antara dua besaran pokok, yaitu massa dan volume. Besarnya densitas atau massa jenis tergantung pada jumlah benda (ekstensif).
Pengambilan data density pada penelitian ini menggunakan alat ukur berat merk Kern. Specimen akan di ukur berat /massa nya satu persatu sebagai data awal sebelum dilakukan perhitungan nilai
density dari material ABS.
Gambar 13. Alat ukur berat
Sebelum menghitung nilai densitas dari material specimen,specimen uji harus di timbang terlebih dahulu. Dengan alat ukur berat, material di timbang 1 persatu diambil data berat specimen uji kemudian akan dihitung nilai densitasnya.
Dimensi Specimen
Gambar 14. Specimen uji single nozzle & Dual nozzle
Setelah pengambilan data berat semua specimen,maka akan dilakukan perhitungan seperti diatas untuk semua specimen.selanjutnya data berat jenis specimen dipindahkan dalam bentuk tabel seperti terlihat pada tabel 2 dan tabel 3.
Karena infiil setting 50% sehingga kerapatan massa hanya separuh dari volume. Maka,oleh karena itu untuk menganalisa nilai density yang pas pada temperatur berapa yang hasil density yang paling bagus infill setting harus 100%.Maka hasil dari tabel x2 dapat dilihat pada tabel 2.
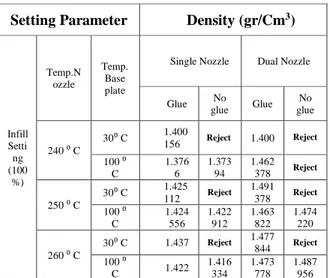
Tabel 3.Nilai density bahan uji (infill 100%)
Perhitungan nilai density ini bertujuan untuk mengetahui density pada setiap spesimen produk
printer 3D. Prinsip dari perhitungan ini yaitu untuk mengetahui density pada spesimen printer 3D karena salah satu kelemahan pada printer 3D yaitu kurangnya tingkat presisi dan akurasi pada dimensi salah satunya yaitu nilai density.[1]Untuk kategori specimen reject dapat dilihat pada gambar dibawah.
Gambar 15. Speciment reject by process printing
Specimen atau bahan uji reject proses,dimana filament tidak menempel pada base plate. Ini dikarenakan base plate tidak di berikan adhesive/temperatur base plate yang kurang panas.
Setting Parameter Density (gr/Cm3)
Infill Setti ng (50 %) Temp.No zzle Temp.B ase plate
Single Nozzle Dual Nozzle
Glue No glue Glue No glue 240 ⁰ C 30⁰ C 0.7000 78 Reject 0.7 Reject 100 ⁰ C 0.6883 44 0.6869 7 0.7311 89 Reject 250 ⁰ C 30⁰ C 0.7125 56 Reject 0.7456 89 Reject 100 ⁰ C 0.7122 78 0.7114 56 0.7319 11 0.7371 11 30⁰ C 0.7185 Reject 0.7389 22 Reject 100 ⁰ C 0.711 0.7081 67 0.7368 89 0.7439 78
Setting Parameter Density (gr/Cm3)
Infill Setti ng (100 %) Temp.N ozzle Temp. Base plate
Single Nozzle Dual Nozzle
Glue No glue Glue No glue 240 ⁰ C 30⁰ C 1.400 156 Reject 1.400 Reject 100 ⁰ C 1.376 6 1.373 94 1.462 378 Reject 250 ⁰ C 30⁰ C 1.425 112 Reject 1.491 378 Reject 100 ⁰ C 1.424 556 1.422 912 1.463 822 1.474 220 260 ⁰ C 30⁰ C 1.437 Reject 1.477 844 Reject 100 ⁰ C 1.422 1.416 334 1.473 778 1.487 956 = 6.3007 g 9 cm^3 = 0.700078 g/cm^3 p = m/v
Dari hasil perhitungan density,perbedaan nilai
density antara tiap-tiap spesimen yang disebabkan beberapa hal. Antara lain disebabkan karena kecepatan
nozzle pada saat mencetak spesimen dan juga suhu yang diberikan pada spesimen agar dapat meleleh.[1] Maka hasil yang diperoleh yaitu :
1. Single nozzle
Specimen dengan temperatur nozzle 240ºc, base plate 30ºc,100ºc with glue dan no glue memiliki nilai density lebih kecil. Untuk nilai density terbesar yaitu pada temperatur nozzle 260ºc,base plate 30ºc,100ºc with glue dan no glue. Berdasarkan data diatas maka untuk mencetak menggunakan 3D print maka suhu yang recommended yaitu pada temperatur nozzle 240ºc, base plate 30ºc,100ºc with glue dan no glue.
2. Dual nozzle
Specimen dengan temperatur nozzle 240ºC, base plate 30ºC with glue memiliki nilai density lebih kecil. Untuk nilai density terbesar yaitu pada temperatur nozzle 250ºC,base plate 30ºC with glue. Berdasarkan data diatas maka untuk mencetak menggunakan 3D print maka suhu yang recommended yaitu pada temperatur nozzle 240ºC, base plate 30ºC with glue.
Berdasarkan data nilai density 1.06 kg/cm^3 untuk material ABS[1] maka suhu temperatur yg recommended adalah suhu temperatur terendah.[1]
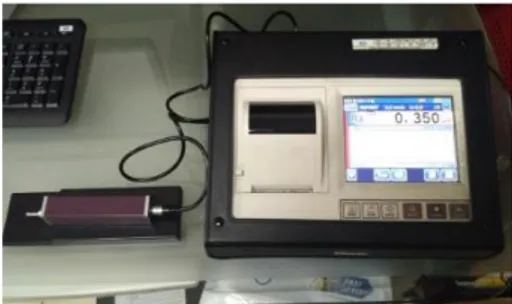
2. Kehalusan Permukaan (Surface Roughness)
a. Proses pengambilan data
Pada penelitian ini untuk mengukur tingkat kehalusan permukaan specimen menggunakan alat surface roughness.Alat ini berfungsi untuk mengukur kekasaran dri suatu permukaan dengan standar atau properties pengukuran Ra,Rz,Rq.Rmax.Dan dengan ketelitian alat 0.02µm.Dalam penelitian ini mencari nilai kekasaran yg paling halus dari specimen. Surface Rougness Measurement menguji kekasaran permukaan dengan menggunakan dial indicator sebagai sensor untuk memeriksa profil dari permukaan specimen uji.
Gambar 16. Alat ukur kehalusan permukaan(surface roughness)
b. Experimen method Surface Roughness
Pada penelitian ini setiap profil yang akan diukur
alur permukaan untuk surface nya berbeda beda Tergantung bagaimana cara untuk mengambil
data,dapat mengambil data dengan sudut 0º ,45º atau perpendicular dengan alur specimen uji yaitu 90º.Untuk lebih jelas nya dapat dilihat pada gambar17.[4]
Gambar 17. Proses pengambilan data(surface roughness)[4]
Pada penelitian ini pengambilan data untuk surface rougness untuk satu specimen atau benda uji diambil pada tiga titik. Setelah itu hasilnya akan di rata rata kan dapat dilihat pada gambar 18.
Gambar 18. Proses pengambilan data(surface rougness)
Sehingga data yang diperoleh adalah: = x1+x2+x3 = x bar ( rata rata)
45º (single nozzle) 90º (dual nozzle
Gambar 19. Proses pengambilan data(surface roughness)
c. Grafik single nozzle untuk temperatur 240 ̊C
Gambar 20. Grafik surface roughness untuk temperatur 240 ̊C
Pada gambar 20 dapat dilihat bahwa di temperatur
base plate 30ºC tidak menggunakan lem hasilnya
zero(reject). Karena pada proses pembuatan specimen filament tidak dapat menempel ke base plate. Untuk temperatur yang paling baik nilai kekasaran rata rata yaitu pada temperatur nozzle 240ºC base plate 30̊C menggunakan lem dengan nilai kekasaran rata rata 4.461 µm.
d.Grafik single nozzle untuk temperatur 250ºC
Gambar 21. Grafik surface roughness untuk temperatur 250 ̊C
Pada gambar 21 di temperatur base plate 30ºC tidak menggunakan lem hasilnya reject. Untuk temperatur yang paling baik dengan nilai kekasaran rata rata yaitu pada temperatur nozzle 250ºC base plate
30̊C menggunakan lem dengan nilai kekasaran rata rata 5.81 µm.
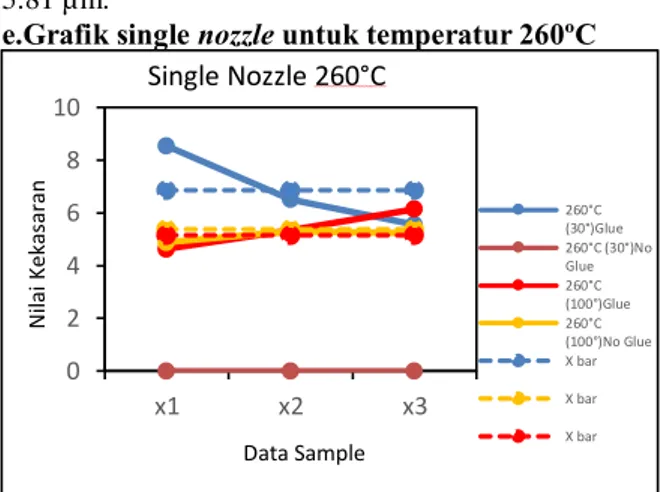
e.Grafik single nozzle untuk temperatur 260ºC
Gambar 22 Grafik surface roughness untuk temperatur 260 ̊C
Pada gambar 22 di temperatur base plate 30ºC tidak menggunakan lem hasilnya reject. Untuk temperatur yang paling baik dengan nilai kekasaran rata rata yaitu pada temperatur nozzle 250ºC base plate
100̊C tidak menggunakan lem dengan nilai kekasaran rata rata 5.142 µm. 0 2 4 6 8 10 x1 x2 x3 N ila iK eka sa ran Data Sample Single Nozzle 240°C 240°C (30°)Glue 240°C (30°)No Glue 240°C (100°)Glue 240°C (100°)No Glue X bar X bar 0 2 4 6 8 x1 x2 x3 N ila iK eka sa ran Data Sample Single Nozzle 250°C 250°C (30°)Glue 250°C (30°)No Glue 250°C (100°)Glue 250°C (100°)No Glue X bar X bar X bar 0 2 4 6 8 10 x1 x2 x3 N ila i K eka sa ran Data Sample Single Nozzle 260°C 260°C (30°)Glue 260°C (30°)No Glue 260°C (100°)Glue 260°C (100°)No Glue X bar X bar X bar
Setting Parameter
Surface Roughness (mikron)
Infill Setting (50%) Temp.Nozzle Temp.Base plate Single Nozzle Glue No glue X1 X2 X3 X_bar X1 X2 X3 X_bar 240 ⁰ C 30⁰ C 4.998 4.676 3.71 4.461 ̶ ̶ ̶ ̶ 100 ⁰ C 5.459 5.775 5.627 5.62 7.555 7.911 6.282 7.249 250 ⁰ C 30⁰ C 5.203 5.701 6.526 5.81 ̶ ̶ ̶ ̶ 100 ⁰ C 6.48 5.511 6.316 6.102 6.425 5.318 7.024 6.256 260 ⁰ C 30⁰ C 8.538 6.516 5.555 6.87 ̶ ̶ ̶ ̶ 100 ⁰ C 4.631 5.343 6.153 5.376 4.885 5.304 5.239 5.142
Tabel 5. Surface rougness test single
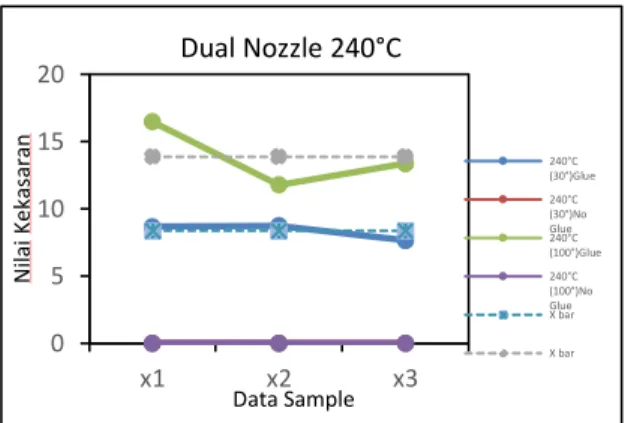
f. Grafik dual nozzle untuk temperatur 240ºC
Gambar 23. Grafik surface roughness untuk temperatur 240 ̊C
Pada gambar 23 dapat dilihat ada 2 temperatur yang hasilnya reject yaitu pada temeperatur base plate 30ºC dan 100ºC yang kedua nya tidak menggunakan lem.sehingga pada proses print specimen hasilnya reject. Untuk temperatur yang paling bagus yaitu pada pada temperatur nozzle
240ºC,base plate 30̊C menggunakan lem dengan nilai kekasaran rata rata 8.357 µm.
g.Grafik dual nozzle untuk temperatur 250ºC
Gambar 24. Grafik surface roughness untuk temperatur 250 ̊C
Pada gambar 24 dapat dilihat dari grafik untuk temperatur base plate 30ºC tidak menggunakan lem hasil nya reject karena gagal saat proses pembuatan specimen.Untuk tempearatur base plate 100ºC menggunakan lem pada proses uji kekasaran hasilnya
over range sehingga nilai nya juga zero.
Gambar 25. Over range
Pada saat pengujian kekasaran over range terjadi karena perbedaan tinggi antara single nozzle build
dan dual nozzle build dapat dilihat pada gambar diatas. Untuk temperatur yang paling bagus yaitu pada pada temperatur nozzle 250ºC base plate 30̊C dan menggunakan lem dengan nilai kekasaran rata rata 10.563 µm. 0 5 10 15 20 x1 x2 x3 N ila iK eka sa ran Data Sample Dual Nozzle 240°C 240°C (30°)Glue 240°C (30°)No Glue 240°C (100°)Glue 240°C (100°)No Glue X bar X bar 0 5 10 15 x1 x2 x3 N ila i K eka sa ran Data Sample Dual Nozzle 250°C 250°C (30°)Glue 250°C (30°)No Glue 250°C (100°)Glue 250°C (100°)No Glue X bar X bar
Setting Parameter
Surface Roughness (mikron)
Infill Setting (50%) Temp.Nozzle Temp.Base plate Dual Nozzle Glue No glue X1 X2 X3 X_bar X1 X2 X3 X_bar 240 ⁰ C 30⁰ C 8.677 8.745 7.649 8.357 ̶ ̶ ̶ ̶ 100 ⁰ C 16.483 11.779 13.36 13.874 ̶ ̶ ̶ ̶ 250 ⁰ C 30⁰ C 11.882 10.043 9.763 10.563 ̶ ̶ ̶ ̶ 100 ⁰ C Over range Over range Over range ̶ 10.755 11.434 10.964 11.051 260 ⁰ C 30⁰ C 6.026 7.076 5.993 6.365 ̶ ̶ ̶ ̶ 100 ⁰ C 14.708 10.637 11.155 12.167 Over range Over range Over range ̶
Tabel 6. Surface roughness test dual nozzle
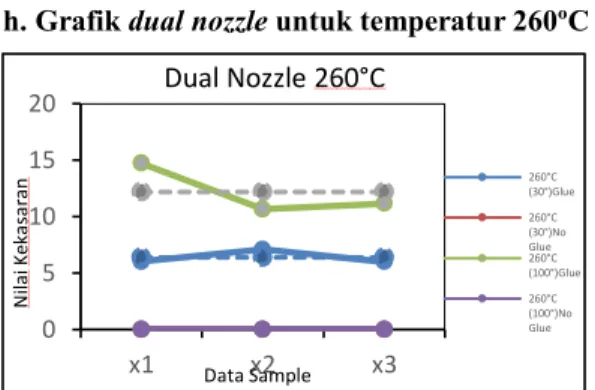
h. Grafik dual nozzle untuk temperatur 260ºC
Gambar 26. Grafik surface roughness untuk temperatur 260 ̊C
Pada gambar 26 dari grafik dapat dilihat untuk temperatur base plate 30ºC tidak menggunakan lem hasil nya reject karena gagal saat proses pembuatan specimen. Untuk temperatur base plate 100ºC tidak menggunakan lem pada proses pembuatan spicimen berhasil namun pada proses uji kekasaran hasilnya
over range sehingga nilai nya juga zero. Untuk temperatur yang paling bagus yaitu pada pada temperatur nozzle 260ºC, base plate 30̊C dan menggunakan lem dengan nilai kekasaran rata rata 6.365 µm.
4.KESIMPULAN
Dari hasil penelitian dan analisa pengujian serta pembahasan data yang diperoleh dapat disimpulkan: 1. pengaruh suhu temperature pada nozzle dan
base plate terhadap produk yang dihasilkan. Temperatur yang baik untuk mencetak menggunakan 3d print merk leapfrog yaitu pada temperatur nozzle 240ºC dan base plate 30ºC menggunakan lem untuk single nozzle karena memiliki kekasaran rata rata 4.461 µm. Untuk dual nozzle temperatur untuk mencetak yang pling baik adalah pada temperatur nozzle 260ºC dan base plate 30ºC karena memiliki kekasaran rata rata 6.365 µm.
2. Pada setting semua temperatur nozzle baik single nozzle ataupun dual nozzle dengan temperatur base plate 30ºC tanpa menggunakan lem semua hasilnya reject. 3. Penggunaan lem sangat direkomendasikan
untuk proses mencetak dengan
menggunakan mesin merk leapfrog. Dari penelitian ini pula temperatur base plate
yang paling baik adalah 30ºC dan pada proses pencetakan harus menggunakan lem.
4. Dari penelitian ini juga didapat bahwa nilai
kekasaran menjadi over hange karena pada saat proses pencetakan vibration dari proses mesin sangat besar sehingga menimbulkan
aligment atau penyimpangan tinggi dari
dual tone. Dan solusinya adalah dengan memindahkan ke lantai atau meja yang kokoh dan tidak goyang pada proses pencetakan.
5. Dari penelitian ini juga didapat nilai density
yang lebih mendekati nilai density dari material ABS yaitu pada temperatur nozzle
240ºC, base plate 30ºC,100ºc with glue dan
no glue untuk single nozzle dan pada temperatur nozzle 240ºC, base plate 30ºC
with glue pada dual nozzle. 5. Daftar Pustaka
[1] Sulayman,Donny,”Pengaruh Suhu Dari
Heater Nozzle Terhadap Produk Printer
3d”,Fakultas Teknik Universitas Muhammadiyah
Surakarta,Surakarta,Indonesia,2015
[2] Shahi,S.,Baljinder,”Advanced Manufacturing
Teknik (Printing 3D)”,Master's of Technology CAD/CAM Department of Mechanical Engineering, BBSBEC Fatehgarh Sahib,Volume- 4,2016
[3] Khamran,Medhavi,.Saxena,Abhishek,”Comp
rehensive Study on 3D Print Technology”, M.Tech Scholar Mechanical Engineering Department, AKGEC, Ghaziabad,U.P.India, Faculty of MED, MIT,Moradabad, U.P., India,Vol-6,No- 2,India, 2016.
[4] Al soufi,S.Mohammad,” How Surface
Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer withPLA+ is Influenced by Measuring Direction”, Department of Mechanical Engineering, College of Engineering and Islamic Architecture, Umm Al-Qura University, Makkah, KSA,.Saudi Arabia,Vol-5 No.5,2017.
[5] Alec,”Leapfrog 3D Printers unveils partnership with Ingram Micro and Materialise at CES”. Jan 8, 2015.diakses 05- 2018. http://www.3ders.org/articles/leapfrog-
3d-printers-unveils-partnership-with-ingram-micro-and-materialise-at-ces.html05-
2018,
[6] Fikri,Pratama.”Makalah 3D print”,8 july 2017,diakses07/05/2018,https://pratamafikry. wordpress.com/author/pratamafikry.2017. [7] “Filament ABS “diakses 10-05-2018”
https://www.aliexpress.com/item/Anet-ABS- 3D-Printer-Filament-3D-Plastic-Filament-3D-Filament-for-Printer-Pen-1kg- roll-2017 0 5 10 15 20 x1 x2 x3 N ila iK eka sa ra n Data Sample Dual Nozzle 260°C 260°C (30°)Glue 260°C (30°)No Glue 260°C (100°)Glue 260°C (100°)No Glue
![Gambar 1.mesin 3D print merk leap frog[5]](https://thumb-ap.123doks.com/thumbv2/123dok/3070880.2324204/2.893.540.780.755.909/gambar-mesin-d-print-merk-leap-frog.webp)
![Gambar 3..Cara kerja proses 3D print[2]](https://thumb-ap.123doks.com/thumbv2/123dok/3070880.2324204/3.893.490.826.124.371/gambar-cara-kerja-proses-d-print.webp)