Universitas Gadjah Mada
IV. PEMILIHAN HEAD UNTUK VESSEL SILINDER DENGAN PENUTUP
4.1 Pertimbangan Dasar
4.1a Perkerabangan pengelasan
Pada awalnya dipakai paku keiing unluk penyambungan head dengan shell pada berbagai macam vessel. Tetapi ternyata sering timbul masalah yaitu seringnya terjadi kebocoran pada daerah sekitar paku keiing, terutama ketika tekanan operasi jauh lebih besar dari tekanan luar. Selain itu sering pula terjadi lepasnya paku keiing. Untuk mengatasi hal tersebut mak dikembangkan jenis paku keiing yaitu dengan fillet welding dan seal welding. Kemudian ditemukan bahwa temyata denagn adanya pengelasan kekuatan menjadi lebih besar, sehingga dewasa mi penggunaan las menjadi cara yang dipakai pada kebanyakan sambungan head pada shell.
4.1b Kegunaan formed head
Vessel silinder dengan head sudah digunakan secara luas. Secara umum penggunaan vessel dapat dikelompokkan dalam tiga katagori :
1. Fungsi
2. pertimbangan tekanan 3. batasan ukuran
Pada peralatan proses seperti kolom distilasi, unit desorpsi, menara bahan isian, evaporator, kristalizer dan HE pengggunaan head sangat penting dengan berbagai perlengkapan proses lairmya. Jika tekanan proses tidak atmosferis, penggunaan head menjadi penting untuk menutup vessel.
Pada umumnya semua vessel silinder yang beroperasi pada tekanan bagian nap sekitar 5 psig atau lebih diproduksi dengan formed head. Vessel flat-bottomed dengan diameter besar, tangki penyimpanan cone-roofed terbatas pemakaiannya untuk tekanan pada bagian uap beberapa ons. Vessel silinder flat-bottomed dengan diameter kecil digunakan untuk tekanan operasi beberapa psig dengan roof berbentuk payung atau kubah. Alat yang digunakan pada tekanan di bawah atmosferis juga memerlukan formed head. Tangki penyimpanan horizontal yang kecil biasanya juga memakai formed head.
4.1c Vertikal versus horizontal
Pada umumnya yang menentukan tangki vertikal atau horizontal adalah fungsi tangki tersebut. Sebagai contoh kolom distilasi dan menara bahan isian yang memanfaatkan gaya grafitasi untuk memisahkan fasa, memerlukan instalasi vertikal. Heat exchanger dan tangki penyimpanan bisa berbentuk vertikal maupun horizontal. Pada heat exchanger penentuan horizontal dan vertikal ditentukan oleh arah aliran fluida dan pertimbangan perpindahan panas. Pada tangki penyimpanan penentuan horizontal vertikal lebih ditentukan oleh tempat instalasi. Jika tangki penyimpanan dipasang di luar ruangan maka angin mempunyai pengaruh pada kekuatan penyangga, sehingga tangki horizontal lebih ekonomis. Selain itu pertimbangan penting lainnya seperti ketersediaan, ruang head pemeliharaan menjadi faktor penentu.
4.2 SPESIFIKASI BAHAN
Vessel (dengan head yang dibentuk = vessel with formed head) umumnya dibuat dari bahan low carbon steel, yang mana bahan ini akan jadi pilihan yang lebih murah apabila dikaitkan dengan pertimbangan suhu dan korosi. Selain itu, bahan ini memiliki kekuatan yang cukup tinggi, mudah dibuat dan baja lunaknya (sebagai bahan dasar baja) mudah didapat. Sedangkan low dan high alloy steel umumnya digunakan untuk keperluan-keperiuan fabrikasi tertentu.
Baja yang umum digunakan terbagi menjadi dua kategori umum:
• Baja yang dispesifikasi oleh ASME
Lebih sering merujuk pada boilerplate steel. Digunakan untuk vessel bertekanan.
• Struksural grade steel
Sebagian baja ini ada yang sesuai dengan spesifikasi dari ASME yang khusus digunakan untuk keperluan fabrikasi tertentu dan juga yang khusus digunakan untuk konstruksi vessel storage (vessel penyimpan)
Universitas Gadjah Mada
4.3 Tipe structural steel plates
Jenis tipe ini yang banyak tersedia dapat dilihat pada daftar 67, pada ASTM A6-54T. Tipe yang cocok untuk konstruksi vessel adalah A-7, A-113, A-131 dan A-283. Spesifikasi ASTM-A6-54T memberikan pertimbangan umum, seperti variasi dimensi dan berat yang diijinkan, metode pengetesan, koreksi,
ASTM A-7, A-283 grade C dan A-283 grade D adalah yang paling umum digunakan untuk konstruksi vessel penyimpanan dan vessel dengan head yang dibentuk, khususnya baja yang didesign, seperti ASTM A-283 grade C. Baja A-283-54 tipe structural digunakan untuk fabrikasi vessel secara umum. Tipe ini tersedia dalam 4 grade yaitu A, B, C dan D dengan daya regang minimum sebesar 45.000,50.000,55.000 dan 65.000 psi. ketebalannya tersedia dari ukuran 2 in keatas. Tapi untuk perancangan vessel, ketebalannya dibatasi dari ukuran % in keatas. Grade A dan B memiliki duktilitas (kegetasan) yang tinggi dan daya regang yang rendah sementara grade D duktilitasnya tidak memadai untuk membentuk
shell dan head dan lebih sulit di las. Sehingga grade C-lah yang paling banyak
digunakan untuk konstruksi vessel. Yang paling banyak adalah untuk tangki penyimpanan minyak, tangki bertingkat, pipa air tegak, dan berbagai penggunaan tangki.
Baja A-7 umumnya digunakan untuk konstruksi jembatan, bangunan, dan berbagai aplikasi structural lainnya. Tipe ini memiliki sifat fisis yang mirip dengan A-283 grade D. Dua tipe baja ini dibuat dengan proses yang sama yaitu dengan proses pada tungku perapian terbuka atau electric furnace. Bagaimanapun juga, baja A-7 juga dibuat melalui proses acid-Bassemer, dan baja yang dibuat melalui proses ini tidak direkomendasikan untuk konstruksi vessel. Baja A-7 tersedia dalam berbagai ukuran fcetebalan standar. Baja ASTM A-l 13-55 merupakan baja structural yang umum digunakan untuk konstruksi lokomotif dan jalan rel. Dibuat melalui proses tungki perapian terbuka atau proses menggunakan electric
furnace. Baja ini juga tersedia dalam berbagai ukuran ketebalan standar dan
dalam ti§a grade yaitu A, B dan C. Baja A-113-55 grade B memiliki sifat fisis diantara baja A-283 grade B dan C, tapi daya regangnya kurang lebih sama dengan baja A-283. Tidak ada keuntungan lain lebih memilih baja tipe ini dibandingkan dengan baja A-283 kecuali bahwa baja ini tersedia dalam bentuk yang siap pakai. Baja ini juga bisa digunakan untuk konstruksi vessel untuk mendapatkan spesifikasi yang sama dengan batasan seperti baja A-283.
Baja ASTM A-131-55 merupakan baja structural yang lebih baik dan digunakan untuk konstruksi kapal. Spesifikasi baja ini pada dasarnya mirip dengan baja A-7 dan A-283 grade D. untuk memperbaiki mutu dari baja kapal ini, tahun 1950 spesifikasinya pernah diubah dengan menambah ketebalan. Peningkatan kualitas dengan menambah ketebalan, memberikan dampak pada baja ini sebagai bahan konstraksi. Untuk baja ini, terdapat batasan persen maksimum kandungan karbon dan batasan 0,6% - 0,9% kandungan mangan untuk fcetebalan yang kurang dari ½ inch begitu juga untuk fcetebalan baja 1 in atau lebih, dipersyaratkan kandungan silicon sebesar 0,15% - 0,3%. Baja ini tersedia dalam banyak ukuran ketebalan dan memiliki kualitas yang lebih tinggi dari baja A-7 tapi tidak diijinkan penggunaannya untuk konstruksi vessel bertekanan yang sesuai standar. Ukuran plat baja yang lebih tebal akan lebih mahal harganya.
Baja structural lain yang distandarkan ASTM untuk perancangan adalah A-8, A-94, A-284 dan A-242. Baja A-8 memiliki kandungan 3% - 4% baja nikel dan kandungan karbon maksimum sebesar 0,43% dengan daya regang sebesar 90.000 psi hingga 115.000 psi.
Digunakan untuk beban tegangan yang sangat besar. Tambahan nikel menyebabkan baja ini lebih kokoh, kuat dan lebih berkilau dibandingkan kilau
carbon steel, meningkatkan yield point, batas kelelahan, dan menambah
kekuatan. Kesulitan dalam pengelasan dan biaya extra karena penambahan nikel menyebabkan baja ini tidak digunakan untuk konstruksi vessel. Baja A-94 merupakan baja silicon structural yang mimiliki kandungan karbon maksimum 0,2% dan kandungan silicon minimum 0,2% dengan daya regang berkisar antara 80.000 psi hingga 95.000 psi. Yield point minimum sebesar 45.000 psi. Baja ini juga dihindari penggunaannya untuk konstruksi vessel sebab pengelasannya sulit dan ada biaya extra untuk pematian sempurna baja (fully killed steel). Baja A-284 merupakan baja silicon-karbon dengan kekuatan rendah hingga menengah yang memiliki 0,1% - 0,3% kandungan silicon dan daya regang sebesar 50.000 hingga 60.000 psi, tergantung pada grade yang dimiliki. Baja ini memiliki ukuran butir yang kasar dan dibutuhkan proses pemanasan lebih lanjut untuk perbaikan ukuran
Universitas Gadjah Mada
Baja A-242 merupakan low alloy structural steel yang digunakan terutama sebagai material tumpuan tegangan diantara semua baja structural yang ada, dimana berat dan tahanan korosi pada kondisi atmosferis menjadi pertimbangan penting. Ketebalannya dibatasi tidak lebih tipis dari 3/16 inch dan tidak lebih tebal dari 2 inch. Baja ini memiliki kandungan mangan sebesar 1,25% dan kadar karbon maksimum 0,2%. Yield point sebesar 50.000 psi untuk ketebalan 3/16 - 3/4 inch, 45.000 psi untuk ketebalan 3/4 - 1 ½ inch dan 40.000 psi untuk ketebalan 1 ½ - 2 inch. Bandingkan dengan yield point 30.000 psi yang dimiliki oleh baja A-283 grade C. Untuk ketebalan 1 ½ inch, mem'ngkatnya ketebalan akan meningkatkan kekuatan sebesar 50% lebih. Dengan menggunakan factor design aman yang sama berdasar pada yield point, dihasilkan bahwa penurunan ketebalan logam yang digunakan akan menurunkan pula kemampuan menahan beban yang diberikan. Pada perancangan vessel dimana tegangan bahan lebih mengontrol dibanding stabilitas elastis, maka penggunaan baja ini akan lebih aman jika dibanding dengan penggunaan baja A-283 grade C.
4.4 PERSAMAAN UNTUK VESSEL DENGAN ELIPTICAL DISHED HEADS Volume tangki silinder tertutup dengan eliptical dished heads sama dengan volume silinder ditanbah dua kali volume head. Volume head dapat dihitung dengan menggunakan persamaan untuk silinder dengan volume yang ekivalen dan diameter dalam yang sama dengan bagian silindris dari head. Gambar di bawah ini memperlihatkan irisan melintang dari elipsoidal head dengan rasio sumbu mayor: sumbu minor = 2:1
Pemilihan tangki dibatasi oleh diameter atau panjang maksimum yang dapat diangkut dengan railroad flatcar ( kereta dengan gerobak datar), umumnya sekitar 13ft 6in. Tangki yang lebih besar daripada itu bisa didapatkan dengan cara: a. Diangkut dengan kapal (jika antara lokasi dan pembuat terdapat sarana
transportasi laut)
b. Pengelasan sambungan dan pembentukan dilakukan di lokasi c. Plat dipotong dan dibentuk di penjual dan dirakit di lokasi
Hal lain yang perlu diperhatikan adalah jumlah sambungan karena berpengaruh terhadap proporsi tangki. Usahakan jumlah sambungan seminimal mungkin.
Universitas Gadjah Mada
Pemilihan dimensi plate yang optimum
Lebar Plate, tangki silinder dapat dibuat dengan meng-roll dan mengelas 1 atau beberapa plate. Pilihan pengelasan tergantung pada ukuran plate yang digunakan.
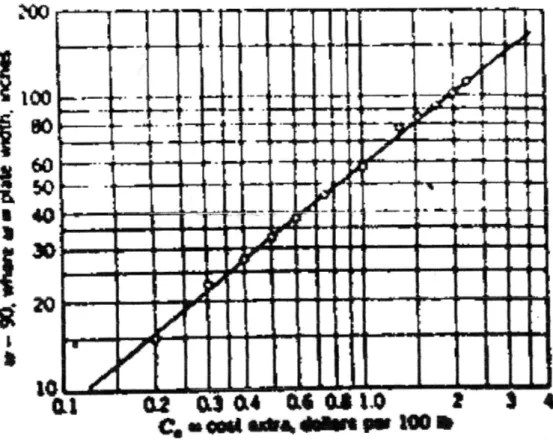
Pengelasan keliling dan mendatar dapat dihilangkan dengan menggunakan plate yang ukurannya lebih besar, Plate dengan lebar lebih dari 90 inch akan lebih mahal setiap inch kelebihannya. Tetapi penghematan yang didapatkan dengan mnggunakan plat yang lebih lebar sehingga mengurangi jumlah sambungan dan pengelasan melebihi biaya tambahan dari plate yang lebih lebar.
GAMBAR : Hubungan lebar plat yang optimum untuk dinding shell
Sebagai contoh penghematan yang dapat dilakukan, diberikan oleh W.G. Theisinger. Penggunaan dua buah plate menghabiskan total USD 17,440 sedangkan penggunaan satu buah plate hanya menghabiskan total USD 9,853. Penghematan yang dapat dilakukan adalah USD 7,587 dan 5800 jam kerja.
Biaya ekstra yang dibutuhkan untuk plain-carbon-steel adalah : Ce= . (w-90)1,23
Dengan :
Ce = dollar per 100 lb W = lebar plate, inch
Universitas Gadjah Mada
Biaya fabrikasi per circumferential weld adalah xc.D.Cw. Sehingga biaya total untuk pengelasan plate sejumlah N (tanpa head) adalah :
Persamaan di atas akan memberikan lebar plate optimum dengan biaya fabrikasi minimum.
• Tebal Plate, Plate dengan tebal 0,5 - 1 inch tidak membutuhkan biaya tambahan. Penggunaan tebal lebih dari 1 inch akan memerlukan biaya tambahan sehingga serittgkali digunakan plate yang lebih kuat.
• Panjang Plate, Plate dengan panjang antara 8-50 feet tidak memerlukan biaya tambahan. Persediaan yang ada biasanya mempunyai panjang tidak lebih 40 ft dengan tebal % inch dan lebar plate maksimal 72 inch. Tetapi persediaan juga tergantung pada fcemampuan untuk rnenangani ukuran plate yang tersedia.
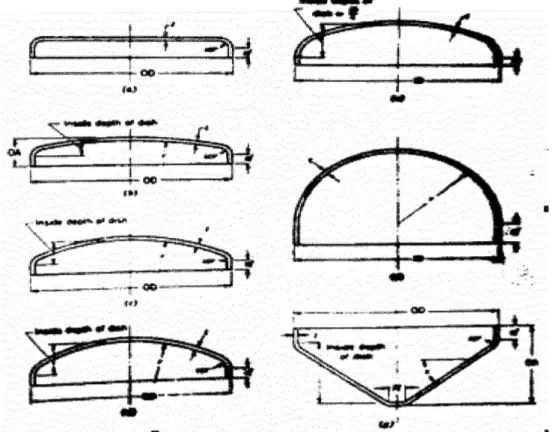
4.5 Tipe Head yang Umum Dipakai dan Pemilihannya
Hampir semua head dibuat dari plate melingkar yang di spin atau dengan metode press. Meskipun membutuhkan biaya tambahan untuk membentuk head dari plate datar, tetapi penggunaan head yang telah dibentuk akan lebih ekonomis daripada penggunaan head yang datar, kecuali untuk diameter tangki yang kecil. Penghematan dapat diperoleh dengan berkurangnya tebal head yang digunakan.
Gambar di atas menunjukkan macam-maeam head yang umum digunakan, dengan:
t = tebal head, inch
icr = inside comer radius, inch sf = straight flange, inch r = radius of dish, inch
Universitas Gadjah Mada
OA = overall dimension, inch H = diameter of flat spot, inch
4.5a Flanged-only Heads
Head jenis ini adalah yang paling ekonomis dalam pembuatannya, karena hanya membentuk flange dengan radius pada plate datar. Penggunaannya yang paling banyak adalah pada tangki bertekanan atmosferis. Head ini juga dapat digunakan sebagai dasar dari tangki silinder vertikal dengan diameter maksimal 20 ft. Head jenis ini diukur dengan basis diameter luar dan tersedia untuk ukuran
12-42 in dengan selisih 2 in, 42 -144 in dengan selisih 6 in, 144 - 240 in dengan
selisih 12 in, juga tersedia untuk ukuran lebih dari 246 in.
4.5b Flanged standard dished and Flanged shallow dished Head
Untuk meningkatkan kemampuan menahan tekanan maka bagian datar dari flanged only head harus dirubah menjadi lengkungan. Pada head semacam ini, terdapat dua radius yaitu radius lengkungan dan inside comer radius. Jika radius dari lengkungan lebih besar dari diameter luar shell maka disebut flanged and shallow dished head. Jika radius tersebut sama atau lebih kecil maka disebut flanged and standard dished head. Head yang tersedia ukurannya sama dengan flanged only head. Head ini tidak boleh digunakan untuk tangki bertekanan tinggi, Penggunaan umumnya adalah untuk tangki vertikal dengan tekanan rendah, tangki horisontal untuk fluida yang volatile, dan tangki berdiatneter besar yang tekanan uap dan tekanan hidrostatisnya terlalu besar untuk flaged only head.
4.5c Torispherical Head
Dengan mengurangi stress lokal pada inside corner head, batas tekanan dari flanged and dished head dapat ditingkatkan. Hal ini dapat dilakukan dengan membentuk head sehingga inside comer radius paling tidak sama dengan tiga kali ketebalan plate, atau radiusnya tidak kurang dari 6% diameter dalam, dan radius lengkungan harus sama atau kurang dengan diameter head. Head ini umumnya digunakan untuk tangki bertekanan antara 15-200 psig bahkan dapat lebih dari 200 psig. Tetapi untuk penggunaan lebih dari 200 psig lebih ekonomis untuk menggunakan elliptical flanged and dished head. Head ini dapat digunakan untuk tangki vertikal maupun horisontal pada berbagai alat proses
4.5d Elliptical Dished Head
Head ini digunakan untuk tangki bertekanan antara 100 psig hingga lebih dari 200 psig. Jika rasio sumbu mayor : sumbu minor = 2:1 maka kekuatan head akan sama dengan kekuatan shell silinder dengan diameter dalam dan luar yang sama. Kedalaman bagian dalam dari lengkungan sama dengan setengah dari sumbu minor atau sama dengan \4 diameter dalam dari head.
4.5e Hemispherical Head
Untuk ketebalan yang sama, Head ini merupakan yang paling kuat. Head ini dapat menahan tekanan hingga 2 kali lipat dari elliptical head ataupun shell silinder dengan tebal dan diameter yang sama. Tetapi harga pembuatan dan biaya lain-lain dari head ini paling besar dibandmgkan dengan yang lain. Ketersedian head ini juga terbatas dalam ukurannya, karena pembuatan dari plate tunggal lebih sulit.
4.6 Perancangan Tebal Plat Untuk Tutup ( Vessel Head) Mengaeu pada ASME Code
(under internal working pressure)
Perancangan tebal plat untuk dinding vessel mengacu pada ASME VIII div 1, paragraph : Part UG- 32 (d) dan Appendix 1 ( Supplementary Design Formulas ) l-4(c)
Part UG:
General requirement ( persyaratan yang harus dipenuhi secara umum) untuk semua cara / method untuk kontruksi dan berlaku untuk seaiua material
Part UG - 32 : General requirement untuk : FORMED HEAD, PRESSURE ON CONCAVE SIDE
Universitas Gadjah Mada
(b) Simbol yang dipakai
t = ketebalan minimum yang diperluaka setelah pembentukan head, tidak termasuk corrosion allowance, inci
P = design pressure, psi ataupun working pressure maksuimum yang diizinkan untuk vessel yang terancang ( existing vessel)
D = inside diameter dari " head skirt" atau inside length dari major axis dari ellipsoidal head, inci
S = tegangan maksimum yang diizinkan dari bahan konstrufcsi, psi E = efisiensi sambungan terendah pada sembarang bagian di head. Ini
mencakup sambungan antara shell dan head ( head to shell joint) Untuk welded vessel, efisiensi dipergunakan mengacu pada UW - 12 , yaitu pada label UW - 12 ( Max. allowable joint efficiencies for arc and gas welded joints)
Part UG - 32 (d): Ellipsoidal head
Ketebalan yang diperlukan untuk dished head yang berbentuk semi-ellipsoid , dimana separuh dari minor axis (inside depth dari head dikurangi fcetinggian skirt) sama dengan ¼ dari inside
diameter dari" head skirt", haras dihitung dengan persamaan :
T =
.
atau :
P =
4.7 Perhitungan Tebal Head Mengacu Appendix 1 - 4c (Supplementary design formulas)
RUMUSAN UNTUK PERANCANGAN " FORMED HEAD " UNDER INTERNAL WORKING PRESSURE
(a) Rumusan dari paragraph ini berlakuk untuk perancangan tutup vessel dengan bentuk tertentu ( formed head ) dengan proporsi ukuran lain daripada seperti tertulis ada UG - 32 (ASME Div. VTII, section 2 ) dalam besaran diameter dalam (inside diameter) dan diameter luar (outside diameter)
(b) Simbol yang dipakai dibawah ini digunakan dalam rumusan perancangan dari paragraph ini.
t = tebal dari head minimum yang diperlukan setelah pembentukan head inci
P = tekanan perancangan ( internal design pressure ) , psi ( lihat UG -21) untuk tekanan kerja maksimum (maximum allowable working pressure untk vessel yang sudah ada, lihat UG - 98) D = diameter dalam dari " head skirt", atau inside length dari major
axis dari ellipsoidal head, inci
Do= diameter luar dari" head skirt" atau panjang luar dari major axis dari ellipsoidal head, inci
S = tegangan kerja dari bahan konstruksi maksimum yang diperkenankan, psi
E = efisiensi sambungan yang terendah dari katagori sambungan jenis A ( Category A joint ) untuk hemispherical mencakup sambungan head to shell joint. Untuk vessel dengan sambungan cara las (welded vessels, efisiensi dipakai seperti tertulis pada UW - 12
r = inside knuckle radius , inci
h = one - half of length dari minor axis dari ellipsoidal head atau inside depth dari ellipsoidal head yang diukur dari tangent line
Universitas Gadjah Mada
(D/2h) = rasio dari major axis dengan minor axis pada ellipsoidal head, harganya sama dengan inside diameter dari "skirt" dari head dibagi dengan dua kali inside height dari ellipsoidal head, dapat dilihat dari table
TABLE 1-4.1 VALUE OF FACTOR K
( use nearest value of D/2h, interpolation unnecessary)
D/2h K 3 1.83 2.9 1.73 2.8 1.64 2.7 1.55 2.6 1.46 2.5 1.37 2.4 1.29 2.3 1.21 2.2 1.14 2.1 1.07 2.0 1.00 1.9 0.93 1.8 0.87 1.7 0.81 1.6 0.76 1.5 0.71 1.4 0.66 1.3 0.61 1.2 0.57
FORMULA 2 2 0.1 Atau : 2 2 0.1 Dimana :
4.8 Peraneangan Tebal Plat Untuk Dinding / Shell (under internal working pressure )
Perancangan untuk menghitung ketebalan dinding shell dari vessel absorber, mengacu pada kode ASME VIII, div. 1, paragraph UG -27 (c) dan Appendix 1 - (1-1)
Part UG 27 (c): Menghitung ketebalan shell under internal working pressure
PartUG-27(a):
Ketebalan dinding shel yang terkena beban internal working pressure haras tidak boleh lebih tipis dari ketebalan yang dihiutng dari formula (c)
PartUG-27(b)
Symbol - symbol yang dipakai:
t = ketebalan minimum plat yang diperlukan untuk shell, tidak termasuk corrosion allowance, inci
P = design pressure, psi ataupun working pressure maksuimum yang 1
6 2 2 !
Universitas Gadjah Mada
E = efisiensi sambungan terendah pada sembarang bagian di head. Ini mencakup sambungan antara shell dan head (head to shell joint) Untuk welded vessel, efisiensi dipergunakan mengacu pada UW
-12 , yaitu pada label UW - 12 (Max. allowable joint efficiencies for
arc and gas welded joints)
Part UG- 27 (c): Ketebalan Shell Silinder
Ketebalan plate minimum yang diperlukan untuk beban working pressure yang bekerja pada silinder seharusnya dipakai ketebalan yang lebih besar dari persamaa / formula dibawah ataupun ketebalan yang memberikan tekanan yang lebih rendah dari formula dibawah : 1. Circumferential stress (longitudinal joints) jika ketebalan plate tidak melebihi ½ dari inside radius atau P tidak melebihi 0.385 SE, dipakai formula sbb.:
#
.$ atau
#.$
2. Longitudinal stress ( circumferential joints )
Jika ketebalan plate tidak melebihi ½ dari inside radius dari shell ataupun P tidak melebihi dari 1.25 SE , maka dipakai formula sbb.
#
. atau
#.
4.9 Perancangan Tebal Plat Untok Binding/ Shell Mengacu Appendix 1-1
APPENDIX 1 : Supplementary Design formulas
1-1 : Ketebalan untuk kulit (shell) silinder dan kulit ( shell) bola
(a) : Rumusan untuk kulit silinder didasarkan pada jari - jari luar silinder analog dengan formula yang diberikan pada UG -27 (c ).
Untuk ketebalan kulit silinder (under circumferential stress)
#%
. atau
#%.
dengan: Ro= out side radius dari kulit silinder yang ditinjau ( cylinder
shell course ), inci
4.10 Rumusan untuk design stabilitas dari vessel (Design of vessel stability : Tall vessel design)
1. Untuk vessel / tower yang menjulang tinggi, maka pada vessel akan mendapatkan beban angin. Jika angin yang bertiup kencang, maka akan memberikan moment puntir pada vessel yang dapat mengakibaikan vessel patah (failure). Demikian juga dengan gempa. Gempa akan menggetarkan vessel, yang dapat mengakibatkan gaya geser bekerja pada dinding vessel dan akan menimbulkan tegangan geser bekerja pada dinding vessel ( seismic stress)
2. Kegagalan vessel di pabrik, dapat dijumpai pada bewrbagai kondisi pelayanan ( loading case) vessel itu. Ada beberapa loading case yang selalu dialami olea vessel di industri :
Universitas Gadjah Mada
vessel terdapat cairan proses yang bekerja pada tekanan dan suhu operasi yang ditargetkan.
c. Vessel dipakai untuk test hidrostatik, Untuk setiap design dari vessel dan test commissioning dari vessel sebelum dilakukan penyerahan ke pemiliknya, maka selalu dilakukan test hidrostatik untuk melifaat ketahanan vessel terhadap beban yang bekerja. Pada test hidrostatik, vessel disi penuh dengan air dan tekanan test dipakai lebih besar ( kira - kiran 50 % ) dari maksimum allowable working pressure (MAWP)
d. Pada tahapan perancangan, diantara tiga kondisi vessel diatas, dicari beban - beban (stress atupun moment) yang bekerja, yang paling berpengaruh. Untuk mengetahui kondisi yang berpengaruh , maka dapat dilakukan perhitungan " loading case ", ataupun Netto stress yang bekerja. Loading yang paling besar ataupun netto stress yang bekerja yang paling besar, adalah yang berpengaruh.
Up- wind side :
Netto stress yang bekerja kearah atas , berupa tensile stress tensile stress keatas nilai positif
dead weight stress araahnya selalu kebawah , nilai negatif
1. Netto stress yang bekerja untuk ketebalan plat yang terpakai :
∑ Sup-wind = (Sw + Sap + Ss) - Sdw
2. Netto stress yang bekerja pada down-wind side , adalah
tegaangan tekan ( compressive stress ) , denga arafa kebawah nilainya positif :
∑ Sdown-wind = (Sdw + Sw + Ss) - Sap Pengkajian stress yang bekerja:
Plat yang dipakai oleh absorber di Pabrik akan aman ( safe in operation ) , jika memnuhi persaratan sbagai berikut :
∑ Sdown-wind≤ S allowable dari material.
∑ Sdown-wind ≤ Sc allowable (= compressive stress) 4.11 Perhitungan Kemiringan dari Vessel
(Design of vessel deflection)
(a) Untuk menara yang terfcena beban angin ataupoun gempa, maka vessel hams dirancang agar defleksi (yang diukur sebagai penyimpan dari arah vertical / poros vessel di bagian puncak menara / vessel tidak melebihi 6 in per 100 ft ketinggian menara / vessel
(b) Defleksi ini disebabkan olen beban angin yang bekerja ( wind load) pada menara.
(c) Defleksi dihitung sebagai berikut:
∆() +,,-. 12,-/
Universitas Gadjah Mada
H = ketinggian vessel, ft
E = modulus elastisitas material yang dipakai, psi I = moment inertia (kelebaman) dari silinder tipis I = 3,UxR3xt