Orde satu
c (t) r (t)
Unit step Makalah Seminar Kerja Praktik
SISTEM KONTROL POSISI ELEKTRODA PADA LADLE FURNACE DIVISI BILLET STEEL PLANT PT KRAKATAU STEEL (PERSERO) TBK. Cahyono Hadi (21060110130074), Dr. Aris Triwiyatno, ST,MT (197509081999031002)
Teknik Elektro, Universitas Diponegoro Jalan Prof. H. Soedarto, S.H., Tembalang, Semarang
Kode Pos 50275 Telp. (024) 7460053, 7460055 Fax. (024) 7460055 [email protected]
ABSTRAK
Billet merupakan baja batangan setengah jadi yang dibuat dari hasil pengecoran biji besi (pig iron) maupun besi bekas yang dilebur dengan temperatur tertentu serta dituang dalam cetakan ukuran tertentu. Hasil olahan billet baja yang sering kita temui dalam kehidupan sehari-hari contohnya seperti kawat, baja beton, per kasur, paku, kawat las, baut, mur dan lain-lain. Secara umum proses produksi pada pabrik billet baja tebagi menjadi tiga tahapan, yaitu proses peleburan (Melting), proses Ladle Furnace, proses Pencetakan/ pengecoran (Casting).
Pada proses Ladle Furnace, baja dimurnikan dengan menambahkan bahan-bahan tertentu dan menghilangkan bahan yang tidak dibutuhkan. Untuk melakukan pemurnian tersebut, diperlukan proses pencairan baja dengan menggunakan prinsip pemanasan arus busur elektroda. Sistem pemanasan ini meliputi elektroda grafit sebagai pemanas baja, Voltage Transformer dan Current Transformer sebagai sensor, sistem hidrolik sebagai aktuator, dan PLC sebagai kontroler. Dimana kontroler yang digunakan adalah PI Controller. Selain dapat dioperasikan secara manual, sistem ini juga dapat dioperasikan secara otomatis dengan PLC sebagai pengaturnya.
Kata Kunci : Elektroda, PLC, PI 1. PENDAHULUAN 1.1 Latar belakang
Pembentukan tenaga kerja yang terampil dan memiliki kemampuan soft skill yang memadai merupakan prioritas utama yang harus dimiliki setiap peserta didik yang nantinya akan terjun langsung kedunia kerja. Pembentukan soft skill dan tenaga kerja yang terampil dan berkompeten di bidangnya tidak akan terbentuk hanya mengandalkan proses belajar mengajar (teori) dalam kelas saja, namun pembentukan soft skill dan tenaga kerja yang ahli, akan terbentuk dengan salah satu cara yaitu terjun langsung kedunia kerja yang nyata (real). Dengan terjun langsung kedunia kerja atau industri maka akan terbentuk soft skill dan dapat secara langsung mengetahui apa saja yang dikerjakan dan kondisi kerja dalam industri, dengan semua itu mahasiswa dapat mengetahui bagaimana kondisi kerja yang nyata dalam industri serta mahasiswa bisa berkompeten dalam bekerja dan berhasil dalam pembentukan soft skill.
Sebagai industri pembuat baja, PT Krakatau Steel dalam menjalankan produksinya tentu berkaitan dengan ilmu yang juga dipelajari di Jurusan Teknik Elektro. Selain itu, PT. Krakatau Steel juga mempunyai banyak anak perusahaan dan menggunakan berbagai peralatan pendukung produksi yang mutakhir sehingga diharapkan mahasiswa dapat mengambil manfaat dan banyak belajar dari operasional perusahaan sehari-hari. Maka penulis memilih untuk melaksanakan kerja praktik di PT. Krakatau Steel Cilegon, Banten
1.2 Tujuan
Adapun tujuan dari pelaksanaan Kerja Praktik di PT Krakatau Steel ini secara rinci adalah sebagai berikut:
a. Untuk memenuhi salah satu persyaratan mendapatkan gelar sarjana di Jurusan Teknik Elektro.
b. Mengetahui proses pembuatan baja di PT Krakatau Steel.
c. Mengetahui sistem otomasi yang digunakan di PT Krakatau Steel, khususnya di Pabrik Billet Baja.
1.3 Batasan Masalah
Adapun batasan masalah dalam laporan Kerja Praktik ini adalah:
a. Membahas tentang komponen pengendali pada sistem pengendali elektroda.
b. Membahas tentang proses pengendalian posisi elektroda di Ladle Furnace. 2. TINJAUAN PUSTAKA
2.1 Respon Transien
2.1.1 Respon Transient Orde Satu
Orde dua
c (t) r (t)
Unit step
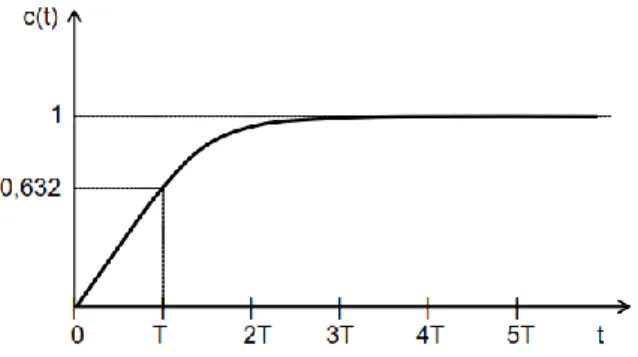
Untuk system orde satu, ketika diberikan unit step sebagai masukan, akan didapat grafik respon transien sebagai berikut:
Gambar 2 Respon Transien Orde Satu untuk Unit Step
Pada saat t = T, nilai c(t) = 0,632 = 63,2 %. Waktu pada saat nilai keluaran c(t) mempunyai nilai 63,2 % dari nilai masukannya disebut waktu konstan (time constant).[2]
2.1.2 Respon Transient Orde dua
Gambar 3 Diagram Blok Sistem Orde Dua
Untuk system orde satu, ketika diberikan unit step sebagai masukan, akan didapat grafik respon transien sebagai berikut:
Gambar 4 Respon Transien Orde Dua untuk Unit Step
Spesifikasi tanggapan transien dalam domain waktu yang adalah:
1. Waktu tunda (delay time), t(d)
Waktu tunda adalah waktu yang dibutuhkan tanggapan untuk mencapai setengah dari nilai akhir dari tanggapan untuk pertama kali.
2. Waktu naik (rise time), t(r)
Waktu naik adalah waktu yang dibutuhkan untuk naik dari 10% – 90%, 5% – 95%, atau 0% – 100% dari nilai
akhir dari tanggapan. Untuk kasus underdamped, biasanya digunakan kriteria 0% – 100%. Untuk kasus overdamped, biasanya digunakan kriteria 10% – 90%.
3. Waktu puncak (peak time), t(p)
Waktu puncak adalah waktu yang dibutuhkan tanggapan untuk mencapai nilai puncak dari overshoot pertama kali. 4. Overshoot maksimum (maximum
overshoot), Mp
Overshoot maksimum adalah nilai puncak maksimum dari tanggapan diukur dari nilai akhir dari tanggapan.
5. Waktu settling (settling time), t(s) Waktu settling adalah waktu yang dibutuhkan tanggapan untuk mencapai nilai akhir dari tanggapan dan tetap berada pada nilai tersebut dalam range persentase tertentu dari nilai akhir (biasanya 5% atau 2%).[2]
2.2 Kontroler PID
Kontroler PID terdiri dari 3 komponen yaitu kontroler P, kontroler I, dan kontroler D. Penjelasan untuk ketiga kontroler tersebut adalah sebagai berikut:
2.2.1 Kontroler Proporsional
Gambar 5 Diagram Blok Kontroler Proporsional
Kontroler P jika G(s) = kp, dengan k adalah konstanta. Jika U(s) = G(s) • E(s) maka U(s) = Kp • E(s) dengan Kp adalah Konstanta Proporsional. Kp berlaku sebagai Gain (penguat) saja tanpa memberikan efek dinamik kepada kinerja kontroler. Penggunaan kontrol P memiliki berbagai keterbatasan karena sifat kontrol yang tidak dinamik ini. Walaupun demikian dalam aplikasi-aplikasi dasar yang sederhana kontrol P ini cukup mampu untuk memperbaiki respon transien khususnya rise time dan settling time.[7]
2.2.2 Kontroler Integral
Gambar 6 Diagram Blok Kontroler Integral
Persamaan matematis dari kontroler I adalah
𝑈(𝑠) = 𝐾𝑖
𝑠 𝐸(𝑠) (2.2)
dimana 𝐾𝑖 adalah konstanta integral.
Jika e(t) mendekati konstan (bukan nol) maka u(t) akan menjadi sangat besar sehingga diharapkan dapat memperbaiki error. Jika e(t) mendekati nol maka efek kontrol I ini semakin kecil. Kontrol I dapat memperbaiki sekaligus menghilangkan respon steady-state, namun pemilihan 𝐾𝑖 yang tidak tepat dapat menyebabkan
respon transien yang tinggi sehingga dapat menyebabkan ketidakstabilan sistem. Pemilihan Ki yang sangat tinggi justru dapat menyebabkan output berosilasi karena menambah orde sistem.[7] 2.2.3 Kontroler Derivatif
Gambar 7 Diagram Blok Kontroler Derivatif
Persamaan matematis dari kontroler I adalah 𝑢(𝑡) = 𝐾𝑑
𝑒(𝑡)
𝑑𝑡 (2.3)
𝑈(𝑠) = 𝐾𝑑𝑠 𝐸(𝑠) (2.4)
dimana 𝐾𝑑 adalah konstanta derivatif.
Dari persamaan di atas, nampak bahwa sifat dari kontrol D ini dalam konteks "kecepatan" atau rate dari error. Dengan sifat ini ia dapat digunakan untuk memperbaiki respon transien dengan memprediksi error yang akan terjadi. Kontrol Derivatif hanya berubah saat ada perubahan error sehingga saat error statis kontrol ini tidak akan bereaksi, hal ini pula yang menyebabkan kontroler Derivatif tidak dapat dipakai sendiri.[7]
2.3 Programmable Logic Controller
Programmable Logic Controller (PLC) merupakan suatu pengontrol berbasis mikroprosesor yang memanfaatkan memory yang dapat diprogram untuk menyimpan instruksi-instruksi dan untuk mengimplementasikan fungsi-fungsi-fungsi semisal logika, pewaktuan(timing), pencacahan(counting), dan aritmatika guna mengontrol mesin-mesin dan proses-proses.
PLC ini dirancang untuk menggantikan suatu rangkaian relay sequensial dalam suatu sistem kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan dioperasikan oleh orang yang tidak memiliki pengetahuan di bidang pengoperasian komputer secara khusus. PLC ini memiliki bahasa pemrograman yang mudah dipahami dan dapat dioperasikan bila program yang telah dibuat dengan menggunakan software yang sesuai dengan jenis PLC yang digunakan sudah dimasukkan.
Alat ini bekerja berdasarkan input-input yang ada dan tergantung dari keadaan pada suatu waktu tertentu yang kemudian akan meng-ON atau meng-OFF kan output-output. 1 menunjukkan bahwa keadaan yang diharapkan terpenuhi sedangkan 0 berarti keadaan yang diharapkan tidak terpenuhi. PLC juga dapat diterapkan untuk pengendalian sistem yang memiliki output banyak. Fungsi dan kegunaan PLC sangat luas. Dalam prakteknya PLC dapat dibagi secara umum dan secara khusus.
Secara umum fungsi PLC adalah sebagai berikut:
1. Sequensial Control
PLC memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step atau langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
2. Monitoring Plant
PLC secara terus menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.[1]
Terdapat lima tipe bahasa pemrograman yang bisa dipakai untuk memprogram PLC antara lain :
Bahasa pemrograman Ladder Diagram (LD)
Bahasa pemrograman Instruction List (IL)/Statement List (SL)
Bahasa pemrograman Sequential Function Chart (SFC)/Grafcet
Bahasa pemrograman Function Block Diagram (FBD)
Bahasa pemrograman tingkat tinggi (high-level), contohnya Visual Basic
PLC yang diproduksi oleh berbagai perusahaan sistem kontrol terkemuka saat ini biasanya mempunyai ciri-ciri sendiri yang menawarkan keunggulan 𝐾𝑑 𝑠
sistemnya, baik dari segi aplikasi (perangkat tambahan) maupun modul utama sistemnya. Meskipun demikian pada umumnya setiap PLC (sebagaimana komputer pribadi Anda yang cenderung mengalami standarisasi dan kompatibel satu sama lain) mengandung empat bagian (piranti) berikut ini: modul catu daya, modul CPU, modul perangkat lunak, modul I/O.[1]
3. PEMBAHASAN 3.1 Elektroda Grafit
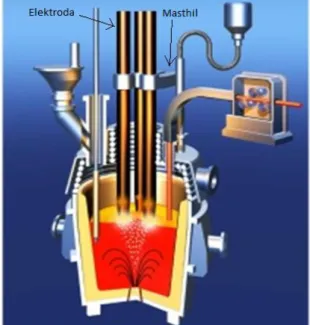
Elektroda dipakai untuk menghantarkan arus busur listrik menuju bahan peleburan, terbuat dari karbon atau grafit (normal power atau ultra high power). Untuk peleburan dipakai bahan grafit, karena untuk diameter yang sama rapat arus karbon hanya 5-11 A/m2 sedangkan grafit standar 13-20 A/m2 dan grafit murni 21-28 A/m2 serta thermal dan mekanical shock lebih tinggi. Dengan menggunakan elektroda grafit berkualitas maka konsumsi elektroda pada peleburan menjadi rendah dan biaya untuk elektroda dapat diperkecil.[3]
Gambar 8 Elektroda yang dipasang pada Masthil
Pemakanan pada ujung dan sisi elektroda dipengaruhi oleh beberapa faktor, antara lain:
1. Daya furnace
Dengan bekerja pada daya optimum (arus rendah dan tegangan tinggi) diperoleh konsumsi elektroda yang rendah.
2. Panjang busur
Penambahan panjang busur mempercepat peleburan scrap, sehingga mengurangi kemungkinan keretakan ujung dan konsumsi elektroda.
3. Pengaturan gerakan elektroda
Keretakan ujung elektroda dapat dikurangi bila pengaturan gerakan elektroda sempurna, yaitu kecepatan turun elektroda harus dikurangi dan kecepatan naik elektroda harus ditambah. 4. Arus kerja
Arus kerja berpengaruh kepada pemakanan ujung elektroda. Semakin besar arus yang bekerja pada elektroda maka akan semakin cepat pemakanan ujung elektroda.
5. Pemegang elektroda
Pada furnace berdaya besar perlu diperhatikan kekuatan pemegang elektroda, dengan pemilihan yang tepat dapat menghindari lepasnya elektroda jika kekuatan clamp kecil, atau overheating pada elektroda dan diperlukan sistem pendingin yang efektif jika kekuatan clamp terlalu besar. 6. Karakteristik elektroda
Pemilihan diameter elektroda berdasarkan kemampuan hantaran arus (kHA) sesuai daya furnace supaya kHA elektroda optimum, dengan dibatasi oleh temperatur pada saat mulai terjadi oksidasi pada elektroda bila mengalirkan arus (± 1000oC)[3]
3.2 Sensor Tegangan dan Sensor Arus
Gambar 9 Rangkaian Pengganti Ketiga Elektroda
Gambar diatas adalah rangkaian pengganti ketiga elektroda yang masing-masing mewakili fase R, S, dan T. sementara Z1, Z2, dan Z3 adalah impedansi yang dihasilkan dari jarak masing-masing elektroda terhadap scrap.
Tegangan elektroda 1 diukur dari titik R sampai titik N, Tegangan elektroda 2 diukur dari titik S sampai titik N, dan Tegangan elektroda 3 diukur dari titik T sampai titik N. Demikian halnya dengan arus elektroda 1, 2, dan 3, diukur dari titik yang sama dengan tegangannya.
Sensor yang digunakan untuk mensensor tegangan adalah Voltage Transformer sedangkan untuk arusnya adalah Current Transformer. Pada prinsipnya kedua sensor tersebut bekerja secara
transfer induksi antara satu lilitan ke lilitan lain. Hasil dari pensensingan ini akan dikirim ke PLC untuk keperluan pengontrolan otomatis dan juga dikirim ke indikator arus dan tegangan pada panel pengontrolan manual.
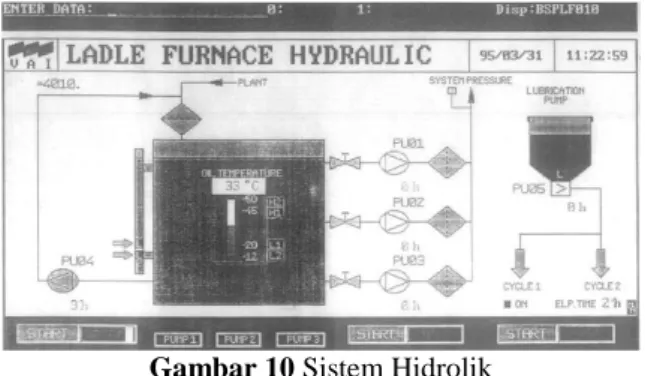
3.3 Sistem Hidrolik
Sistem hidrolik ini difungsikan sebagai actuator yang menggerakan elektroda naik dan turun.
Gambar 10 Sistem Hidrolik
Oli yang ada di tank dikompres oleh 3 pompa. Tetapi hanya dua yang beroperasi. Satu pompa digunakan sebagai cadangan ketika pompa lain butuh diistirahatkan. Dari pompa ini, oli akan masuk ke proportional valve jenis solenoid.
Gambar 11 BOSCH PL10
Sinyal keluaran dari PLC yang sudah dikonversikan oleh analog output masuk ke modul BOSCH PL10. Dari BOSCH PL10 sinyal keluaran akan langsung dikirim ke proportional valve. Ada 6 port keluaran dari modul ini. Dua port untuk menaikan dan menurunkan elektroda dan keempat port yang lain untuk keperluan sinyal feedback (umpan balik).
Di tank oli ini terdapat indicator level fluida dan system pendinginan fluida. Sistem pendinginan ini dibantu oleh sebuah pompa yang mengirim oli ke pipa. Didalam pipa ini, fliuda yang berupa oli akan didinginkan dengan air.
3.4 Prinsip Pemanasan dengan Busur Listrik Elektroda pada Ladle Furnace maupun Electric Arc Furnace berjumlah 3 yang masing-masing mewakili fasa pada sistem daya 3 fasa yaitu
fasa R, S, dan T. Ketika trafo dalam keadaan ON, tegangan sekunder trafo akan terhubung dengan masing-masing elektroda sebesar 400V dari tegangan primernya yang bernilai 30KV. Pemakaian tegangan yang besar ini dimaksudkan untuk mendapat nilai ampere yang besar sehingga baja akan melebur karena panas yang dihasilkan oleh arus ini.
Ketiga elektroda akan bergerak turun mendekati scrap pada Ladle furnace. Karena daya yang cukup besar pada elektroda, maka pada jarak yang cukup besar akan timbul busur api. Tiap elektroda akan menghasilkan busur api ke arah elektroda lain melewati impedansi Z. Impedansi ini timbul karena ada jarak antara elektroda dengan scrap. Semakin dekat jaraknya, nilai impedansi akan semakin kecil. Jika elektroda sampai menyentuh scrap, maka impedansi menjadi nol. Dengan kata lain terjadi hubung singkat dan akan mematikan seluruh sistem karena adanya proteksi Vacuum Cicruit Breaker (VCB).
Ketiga elektroda ini bergerak naik turun mencari steady state. Dimana steady state ini merupakan setpoint nilai impedansi yang sesuai untuk tiap tap pada pengoperasian transformator. 3.5 Pengontrolan Manual Posisi Elektroda
Pada awal pemanasan baja hingga didapatkan suhu yang didinginkan yaitu sebesar 16200 C diwajibkan memakai pengoperasian manual. Hal ini dimaksudkan untuk menghindari patahnya elektroda jika langsung dioperasikan secara automatic.
Gambar 12Main Control Desk
Gambar diatas adalah stick pengontrol posisi elektroda. Ada 3 stick yang masing-masing digunakan untuk mengontrol elektroda 1, 2, dan 3 dan satu stick untuk mengontrol ketiga elektroda sekaligus. S002 adalah stick untuk elektroda 1, S003 untuk elektroda 2, S004 untuk untuk elektroda 3, dan S005 untuk elektroda combinasi (pengontrol ketiga elektroda sekaligus). Indikator tegangan unttuk elektroda 1, 2, dan 3 secara berurutan adalah P001, P002, P003. Sedangkan
indicator arus untuk elektroda 1, 2, dan 3 adalah P004, P005, P006.
Untuk mengubah pengontrolan secara manual, stick digeser ke kiri. Untuk menaikan dan menurunkan elektroda, stick digeser ke kepan dan kebelakang. Sedangkan untuk mengubah menjadi mode pengontrolan automatic, stick digeser ke kanan.
Pada pengontrolan manual, ketika indikator arus menunjukan angka yang sangat besar, ini menandakan bahwa posisi elektroda terlalu dekat dengan scrap. Oleh karena itu elektroda harus dinaikan dengan menggerakan stick ke depan. Demikian sebaliknya, ketika indikator arus menunjukan angka yang terlalu kecil, elektroda perlu diturunkan dengan menggeser stick ke belakang agar jarak antara elektroda dan scrap lebih dekat. Nilai indikator arus yang sesuai ini didasarkan pada impedansi setpoint sesuai dengan tap yang sedang dioperasikan. Arus ini dirumuskan sebagai berikut.
𝐼 =𝑉
𝑍 (3.1)
V adalah tegangan sesuai dengan tap yang dioperasikan
Z adalah impedansi setpoint
3.6 Pengontrolan Otomatis Posisi Elektroda Keluaran dari Transmitter yang masuk ke kartu analog input kemudian dirubah menjadi sinyal digital. Sinyal ini terdiri atas 3 sinyal tegangan dan 3 sinyal arus. Sinyal digital ini kemudian masuk ke PLC dan diproses untuk menghasilkan nilai Impedansi aktual (Za). Perhitungan untuk mencari Za adalah
𝑍𝑎= 𝑉𝑎
𝐼𝑎 (3.2)
Va adalah tegangan actual Ia adalah arus actual
Nilai Za yang telah didapat pada perhitungan dalam PLC kemudian di bandingkan dengan nilai Impedansi setpoint (Zs). Nilai Zs berbeda-beda untuk tiap tap trafo yang dioperasikan. Data nilai-nilai Zs ini disimpan di database komputer HMI (PCIM). Selisih hasil perbandingan ini akan digunakan untuk mengirim sinyal command yang menentukan apakah elektroda harus bergerak turun atau naik.
Jika Za > Zs, Elektroda akan bergerak turun Jika Za < Zs, Elektroda akan bergerak naik Jika Za = Zs, Elektroda akan diam
Sinyal command ini sebagai keluaran dari PLC akan masuk ke Kartu Analog Output. Disini sinyal digital akan diubah menjadi sinyal analog dengan range -10V 0 +10V. Sinyal inilah yang akan menggerakan proportional valve yang mengatur penggerak hidrolik.
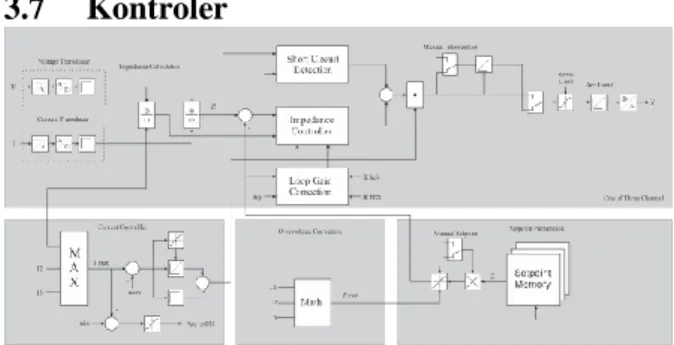
3.7 Kontroler
Gambar 13 Diagram Kontrol Elektroda
Dari diagram blok di atas, terlihat bahwa nilai tegangan yang terdeteksi oleh Voltage Transducer akan dibagi oleh nilai arus yang terdeteksi oleh Current Transducer hingga menghasilkan nilai Impedansi aktual Za. Sementara pada blok Overvoltage Correction, nilai tegangan sekunder actual untuk tiap elektroda akan diproses hingga menghasilkan nilai Zmin sebagai nilai Impedansi terendah yang diperbolehkan agar tidak terjadi Overcurrent pada rangkaian atau bahkan shortcircuit.
Nilai setpoint impedansi Zs yang ada didata memory akan dibatasi oleh nilai Zmin hasil perhitungan pada blok Overvoltage Correction. Jika nilai Zs ini kurang dari Zmin, maka setpoint impedansi yang akan dipakai adalah Zmin. Jika nilai Zs lebih besar dari Zmin, maka setpoint impedance yang akan dipakai adalah Z itu sendiri.
Nilai hasil pembatasan tersebut sebagai setpoint impedance akan dibandingkan dengan nilai actual impedance Za hasil perhitungan Voltage dan Current Transducer. Hasil perbandingan ini dirumuskan sebagai nilai error e
𝑒 = 𝑍𝑎− 𝑍𝑠 (4.3)
dimana 𝑍𝑎 adalah actual impedance
𝑍𝑠 adalah setpoint impedance
Nilai impedance hasil pembatasan pada blok Setpoint Preparation juga masuk ke blok Loop Gain Correction. Di dalam Loop Gain Correction nilai setpoint impedance akan dikuatkan dengan nilai Kp. Penguatan ini dilakukan dengan pemberian Rhcb dan Xhcb sebagai resistance dan inductance.
Hasil pembagian tegangan yang terukur oleh Voltage Transducer terhadap arus maksimal yang disensor pada rentang waktu tertentu yang masuk ke blok Impedance Controller akan dipakai sebagai nilai maksimal impedansi Zmax actual yang diperbolehkan. Nilai-nilai yang masuk ke blok Impedance Controller akan diproses sedemikian sehingga didapatkan nilai error e yang lebih kecil dari sebelumnya.
Pada blok Current Controller, arus maksimal yang diperbolehkan akan diproses dengan tegangan actual yang terukur oleh Voltage Transducer hingga menghasilkan nilai impedance
maksimal yang diperbolehkan. Nilai ini juga masuk ke blok Impedance Controller.
Hasil perhitungan pada Impedance Controller masuk ke Loop Gain Correction untuk diproses lebih lanjut guna menentukan besarnya gain yang akan dikenakan pada setpoint impedance. Ketika nilai impedansi hasil perhitungan pada Impedance Controller terlalu jauh berbeda dengan setpoint impedance, atau dapat dikatakan error yang terjadi terlalu besar, maka Loop Gain Correction akan memberikan penguatan yang besar. Tetapi ketika errornya mulai mendekati nol, maka Loop Gain akan memberikan penguatan yang kecil.
Dari proses diatas, dapat ditarik deskripsi general bahwa kontroler seperti demikian dapat mempercepat rise time maupun settling time dan dapat menghilangkan error steady state yang mungkin terjadi. Kontroler yang demikian adalah jenis kontroler Proporsional Integral (PI). Jadi, kontroler yang digunakan pada sistem pengontrolan posisi elektroda pada Ladle Furnace adalah kontroler PI.
4. PENUTUP 4.1 Kesimpulan
Berdasarkan analisa dan pembahasan didapatkan kesimpulan sebagai berikut:
1. Secara garis besar tahap proses pembuatan baja di Billet Steel Plant terdiri dari 3 tahap, yaitu primary melting di EAF (electrical Arc Furnace), secondary melting di LF (Ladle Furnace) dan continuous casting di CCM (Continuous Casting Machine).
2. Satu system penting dalam pemanasan bahan LF adalah system kontrol pemanas busur listrik yang dikendalikan untuk mencari arc yang tepat.
3. Nilai arc ditentukan oleh tegangan kerja dan arus yang bekerja saat pemanasan dengan nilai setpoint impedance yang sudah ditentukan oleh VAI.
4. Sensor yang digunakan adalah Voltage Transmitter dan Current Transmitter. 5. Aktuator yang digunakan adalah system
hidrolik aliran fluida yang di atur oleh Proportional Valve.
6. Sistem control yang digunakan adalah kontroler Proporsional Integral (PI). 4.2 Saran
Setelah melakukan Kerja Praktik ini, beberapa saran dari penulis antara lain:
1. Karena pabrik billet baja hanya mempunyai sebuah ladle furnace sedangkan ladle furnace merupakan
bagian yang sangat vital dalam penentuan grade baja yang akan diproduksi, maka alangkah baiknya apabila dilakukan penambahan jumlah ladle furnace agar pada saat dilakukan preventive maintenance pabrik masih dapat beroperasi.
2. Penggunaan elektroda sebagai pemanas baja dirasa terlalu memakan daya yang sangat besar. Dalam hal penghematan daya, akan lebih baik kalau pemanasan baja ini dilakukan dengan metode coal-fired plant atau pemanasan dengan batubara.
DAFTAR PUSTAKA
[1] Budiman, Agus. “Laporan Kerja Praktek Pabrik Bilet Baja (PBB) PT. KRAKATAU STEEL”, Cilegon. 2013
[2] Ogata, Katsuhiko. “Modern Control Engineering”. Minnesota: Prentice Hall. 2002.
[3] P.T Krakatau Steel.--.“Buku Panduan Sistem Elektroda Kontrol LF Billet Steel Plant”, Cilegon.
[4] Setiawan, Hendri. “Laporan Kerja Praktek Pabrik Bilet Baja (PBB) PT. KRAKATAU STEEL”, Cilegon. 2013
[5] Skvarenina, Timothy, William E DeWitt. “Electrical Power and Controls”. New Jersy: Prentice Hall. 2001.
[6] http://en.wikipedia.org/wiki/Y-%CE%94_transform
Menyetujui, Dosen Pembimbing
Dr. Aris Triwiyatno, ST,MT NIP.197509081999031002 BIOGRAFI
Cahyono Hadi lahir di Brebes pada tanggal 22 Desember 1990. Menempuh sekolah dasar di SD Negeri Grinting II dan lulus pada tahun 2003. Tahun 2006 lulus SMP Negeeri II Bulakamba. Di tahun 2009 telah menyelesaikan pendidikan sekolah menengah atas di SMA Negeri I Brebes. Dan sekarang masih aktif sebagai mahasiswa Teknik Elektro Universitas Diponegoro.