PROSIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator Dan Proses Bahan Yogyakarta, 28 Agustus 2006
EVALUASITERHADAPPENGGUNAANTEMWERATURE
CONTROLLER
TIPE B 170 (MB1) PADA FURNACE TIPE
L3/12/BI70
UNTUK PROSES PEMANGGANGAN
GRAFIT
Triyono, Tunjung Indrati Yuliati, Hidayati PTAPB-BATAN Yogyakarla
ABSTRAK
EVALUASI TERHADAP PENGGUNAAN TEMPERA TURE CONTROLLER TIPE
B
170 (MB1) PADA FURNACE TIPE L3/12/B170 UNTUK PROSES PEMANGGANGAN GRAFIT. Telah dilakukan evaluasi terhadap aplikasi pengujian input program temperature controller B 170 (MB
1)
pada furnace tipe L3/12/8
170 untuk proses pemanggangan grafit 100-1000 ·C. Pengujian input program meliputi : pengaturan suhu setting T1(C),
starting time (detik), pengaturan laju pemanasan time T1 (C/menit), pengaturan waktu operasi sinambung time T2 (menit). Untuk mengetahui kesesuaian antara harga input program terhadap hasi/ operasi temperature controller perfu dilakukan uji fungsi dan evaluasi untuk memperoleh data operasi alat pada daerah suhu 100-1000 ·C. Hasi/ pengujian temperature controller B170 (MB1) pada furnace L3/12/8170 menunjukkan bahwa : suhu setting T1 : 100-1000·C menghasilkan deviasi 0-10·C, time start: 1-10 detik menghasi/kan deviasi 0 detik, laju pemanasan time1 :
10-100 ·C/menit menghasilkan deviasi0
·C/menit. Dalam uji fungsi digunakan tegangan 220 Volt arus 1-10 Amper daya 2200 Watt.ABSTRACT
THE EVALUA TlON TO A PLICA TlON TEMPERA TURE CONTROLLER B170 (MB1) OF TYPE FURNACE L3/12/B170 FOR BAKING PROCESS GRAFHITE. The evaluation to application and examination temperature controller B 170 {MB1) input program of furnace type L3/12/B 170 for baking grafhite process 100-1000 C has been done. The examination input program i.e : temperature control setting T1
(C),
starting time (second), heat velocity setting time T1 (C/minute), operation continue setting time T2 (minute). For understand same of between value input program to result operation temperature controller need done examination and evaluation for get operation data instrument of temperature range 100-1000·C. The result examination temperature controller B 170 (MB1)of fumace L3/12/8 170 showed that : temperature control setting T1 : 100-1000 ·C to product deviation 0-10·C, setting time start: 1-10 second to product deviation0
second, setting heat velocity time1 :
10-100 ·C/minute to product0
·C/minute. In the examination use voltage 220 volts and current 10 Amperes power 2200 Watts.PENDAHULUAN
Dalam
grath prosesdapat tahapdilakukanpemanasandalam euplikanberbagai pelettipefl/rnace, baikjilrnace busur listrik, induksi maupun termal biasa. Furnace yang ada bekerja belum dilengkapi pengatur laju panas (C/menit) secara terprogram, sehingga memerlukan kalibrasi alat.
Tujuan pemanasan cuplikan grafit untuk
mengetahui perubahan dimensi, pcrubahan tahanan jenis (resivitas). Laju panas rerata dalam proses pemanasan cuplikan grafit akan menentukan
keeepatan perubahan volume penyusutan
(densivicalion) atau penggelembungan (swelling).
Densivikasi )'ang terlalu eepat juga akan menimbulkan keretakan, sedangkan swelling juga akan mengakibatkan terbentuknya scrbuk kembali dari bent uk pelet (kompakannya). Fenomena penyusutan akan menguntungkan, sehingga be rat jenis makin tinggi bila penyusutan tersebut berjalan
normal. Akibat penyusutan cuplikan berat jenis pelet akan menyusut bila penggelembungannya berjalan secara normal pula. Untuk mcmperoleh
PROSIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKA T NUKLffi
Pusat Teknologi Akselerator Dan Proses Bahan Yogyakarta, 28 Agustus 2008
mutu pemanggangan grafit yang baik diperlukan
furnace dengan temperature controller yang dapat dikendalikan laju panas rerata secara otomatik dan terprogram [I].
Telah dilakukan aplikasi, pengujian dan evaluasi terhadap temperature controller tipe B 170 (MB I) buatan Jerman Barat tipe L3/12 IB 170 pada suhu 100-1000
'c.
Fasilitas yang dimiliki olehtemperature controller B170 (MB]) meliputi : pengatur suhu setting 0-1000
'c
(TI), time starting(detik), laju panas time ] (C/menit), waktu pemanasan time 2 (men it). Untuk mengetahui unjuk kerja alat perlu dilakukan uji coba alat sebagai berikut :
1. Pengaturan time start
Pengaturan time start dimaksudkan untuk program pengawalan operasi temperature controller
untuk menghubungkan ke operasi furnace. Time start dapat diset mulai 1-10 detik atau lebih tergantung keperluan, semakin besar harga time startpengawalannya semakin lama.
2. Pengaturan suhu setting Tt
Pengaturan suhu setting dapat dilakukan
pada daerah suhu 0-1000
'c
dengan caramemasukkan input program berupa data numerik melalui key pad dan disimpan pada Enter.
3. Pengaturan time ]
Pengaturan time ] dimaksudkan untuk mengatur laju panas (C/menit) pada sumber panas atau furnace. Pengaturan laju panas pada
temperature control merupakan fasilitas penting untuk melakukan proses pemanasan cuplikan pelet grafit, karena akan menentukan terhadap perubahan struktur cuplikan hasil pemanasan. Laju panas dapat diatur dengan memasukkan inputke program time
I
dan kemudian disimpan ke program Enter, makatemperature controller akan bekerja secara otomatik pada laju panas yang diinginkan.
4. Pengaturan time 2
Pengaturan time 2 berfungsi sebagai pengatur waktu operasi sinambung pada suhu
setting yang diinginkan dengan cara memasukkan data waktu operasi (men it) ke dalam program input time2 dan disimpan ke dalam Enter.
Sistem operasional temperature controller
B170 (MB/) dapat dilakukan pada sebuah panel
yang terdiri dari panel kontrol berupa key pad
dengan tombol 0-9, tombol Enter, tombol stop,
tombol start dan saklar utama on-off(O/I).
I. Tombol key pad 0-9 : berfungsi untuk mengubah pengaturan suhu yang diinginkan
(\'etting vulue) 0-1000
'c.
2. Tombol Enter : berfungsi untuk menyimpan perubahan data input berupa suhu setting value,
waktu slart, laju panas dan waktu pemanasan.
3. Tombol start : berfungsi untuk
menghubungkan antara program input yang diinginkan kesistemfiirnace.
4. Tombol stop : berfungsi mengakhiri proses pengendalian program program inpul tanpa ada perubahan data input
5. Tombol switch on-off : berfungsi
menghubungkan tegangan input 220 Volt ke instrumen temperature controller B 170 (MB 1) dan melayani furnace L3/12/B170 secara otomatik.
Temperature controller merupakan peralatan baru yang teraplikasi pada furnace tipe
L3/12/B170, sehingga perlu dilakukan uji fungsi dengan variasi program input dan dilakukan evaluasi untuk mengetahui unjuk kerja alat. Dengan mengevaluasi hasil uji fungsi akan diperoleh data output alat, unjuk kerja dan cara operasional yang baik (2].
Kemampuan fitrnace L3/12/B 170
maksimal mencapai suhu 1200
'c
pada tegangan 230 Volt daya 1200 Watt, tetapi dalam uji fungsi hanya dilakukan pada suhu maksimal 1000'c
supayafurnace tidak mengalami kerusakan fatal(3J.
Setiap sistem kontrol, pertama
menggunakan nilai spesifik (range) untuk nilai yang diinginkan sebagai variable yang dikontrol atau sering disebut set point untuk nilai yang diinginkan. Kedua, kondisi dari sistem diukur menggunakan sensor untuk mengukur variablefisik yang akan dijaga dekat dengan nilai yang diinginkan (suhu). Ketiga, setiap sistem mempunyai kalkulasi kontrol atau algoritma, dengan menggunakan hasil pengukuran dan nilai yang diinginkan untuk menentukan koreksi pada proses
on-off. Kalkulasi kontrol akan diimplementasikan dengan mengeset salah satu alat pada sistem, sehingga dapat mengubah kondisi on-offfurnace (4).
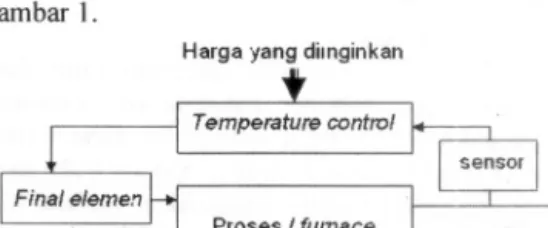
Kunci pokok sistem kontrol suhu dapat dilihat pada Gambar 1.
Harga yang dilnginkan
Proses Ifurnace
Gambar I. Kunci pokok sistem kontrol suhu. Harga set point yang diinginkan pada
lemperalure controler B170 (MBI) dapat dimasukkan program melalui :setting kontrol suhu T I (C), time .1'101'1 (detik) laju panas lime 7'1
(C/menit), waktu operasi sinambung lime 72
(men it). Parameter set pain
I
yang telah dimasukkan harganya perlu disimpan atau dikunci agar dapa!PROSIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKA T NUKLIR
Pusat Teknologi Akselerator Dan Proses Bahan Yogyakarta, 28 Agustus 2008
HASIL DAN PEMBAHASAN
Gambar 5. Siok diagram program input starting time.
3. Program input starting time
Program input starting time atau time start
difungsikan untuk menentukan berapa lama waktu pengawalan operasi program berikutnya (TI, time I. time 2) dengan cara mengaktitkan time start dan
masukkan data waktu pengawalan dengan
mengaktitkan key pard dengan data numerik 1- I0 detik dan kemudian aktitkan Enter, maka data input starting limetelah tersimpan yang dapat digunakan
untuk operasi pengawalan secara otomatik. Siok diagram program input starting time dapat dilihat pada Gambar 5.
Dari penelitian terhadap aplikasi dan uji fungsi untuk mengevaluasi variasi program inplll temperature controller B170 (MBI) pad afurnace
tipe L3/I 2/S 170 pada suhu 100-1000 "c. Variasi pengujian temperature controller B /70 (MB/)
meliputi : suhu setting Tl (C), time siart (detik), laju panas time Tl (C/menit), waktu operasi sinambung timeT2 (menil) pada suhu 100-1000"C. Uji fungsi dimaksudkan untuk mengetahui karakteristik dari berbagai program inpllt utama pad a tempera/lire controller B170 (MBI) pada suhu 100 "c. Uji fungsi program input pada suhu 100·C dapat dilihat pada Tabel I.
Masukkan data harga input dangan l1lengaktifkanEnter.
D
4. Start the program
Sesudah semua program input yang diperlukan dimasukkan ke dalam memori program dan disimpan ke Enter, maka program selanjutnya adalah memulai operasi dengan mengaktitkan start.
Siok diagram start the program dapat dilihat pada Gambar 6.
8--B
PenampilGambar 6. B10k diagram start the program.
Untuk melakukan uji fungsi alat perlu dipelajari manual operational temperature controller B170 (MBI) secara seksama, sehingga kemungkinan terjadinya kerusakan alat dapat dihindarkan.
Dengan dilakukan aplikasi dan pengujian serta evaluasi alat akan dapat diketahui unjuk kerja alat pada suhu setting TI : 100-1000 "C, time start
(1-10 detik), laju panas time I: 1-9 "C/menit, waktu operasi time 2 (15 men it) secara optimal sesuai kebutuhan laboratorium proses.
Gambar 4. Blok diagram program inplll. TAT A KERJA
Gambar 2. Grafik penuntun operasional
temperature controller BI70 (MBI).
Langkah-Iangkah mengaktitkan
temperature controller B170 (MBI) adalah sebagai berikut :
1. Waktu pengawalan operasi (time start)
Aktitkan saklar utama ke kode I, maka pada penampil akan terlihat kode S 170 yang merupakan tipe temperature controller. Siok diagram time startdapat dilihat pad a Gambar 3.
I
0
1
H
b
170
I atau ~ Gambar 3. Siok diagram time start.2. Program Input
Program Input berisi program yang akan dimasukkan ke memori temperature controller
berupa program T I (suhu setting, "C), time I (Iaju panas, "C/menit), time 2 (waktu operasi pada suhu
setting, "C). Harga input dimasukkan melalui key pard dan ditampilkan secara langsung pada
penampil LED. Harga input yang telah diprogram
harus disimpan dalam memori dengan
mengaktitkan Enter, maka semua program telah tersimpan ke dalam memori untuk melakukan kerja secara otomatik sesuai data inputnya (Tf. time I. time 2. time start). Blok diagram program input
dapat dilihat pada Gambar 4.
~L"I
Time I I ~ - Masuk~an harga input~ ---~ numenk dengan Enter
digunakan untuk kerja otomatik sesuai harga set point yang diinginkan.
Peralatan yang digunakan dalam
pelaksanaan penelitian meliputi : multimeter analog atau multimeter digital, pengukur arus (tang ampermeter), toolsets, timer, manual operation temperature controller B170 (MBI). manual operation furnace L3 /12 /BI70.
Sahan yang digunakan meliputi : unit furnace tipe L3/I 2/S 170, unit temperature
controller BI70 (MBI), panellistrik 220 Volt. Dalam aplikasi dan pengujian temperature controller B170 (MBI) dilakukan dengan mengikuti langkah pada gambar grafik penuntun. Grafik penuntun operasional temperature controller B 170 (MBI) dapat dilihat pada Gambar 2.
~11
11_·
~
PROSIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator Dan Proses Bahan
Yogyakarta, 28 Agustus 2008
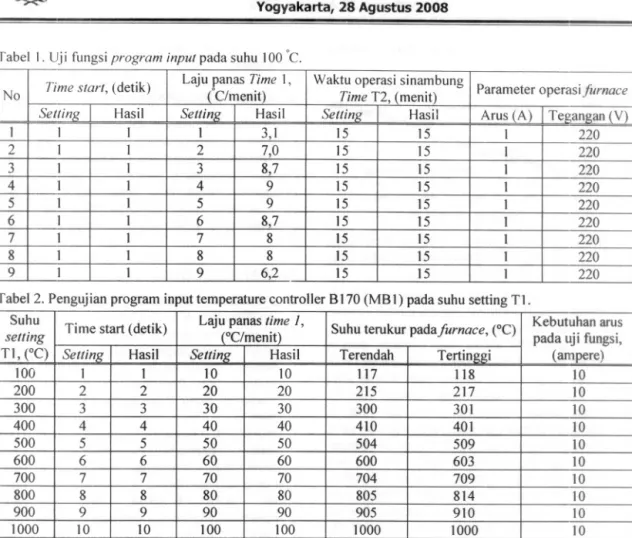
Tabel I. Uji fungsi program inputpada suhu 100"C.
Time start, (detik)
Laju panas TimeI, Waktu operasi sinambung
Parameter operasifurnace
No TimeT2, (menit)(C/menit)
Settinf?,
Hasil
Settinf!Hasil
Settinf!Tegane:an (V)Arus (A)HasiI I
I
3,115I
I22015I
2 I 7,0I22201515I
3 I 8,73I
2201515I
4 I I415159220I 5 I I591515220I 6 I 8,7I615152201 7 I I715158220I 8 I I881515220I 9 I II 6,215922015ITabel 2. Pengujian program input temperature controller B 170 (MB I) pada suhu setting Tl. Suhu
Time start (detik)
Laju panas time l,
Suhu terukur padafurnace, (0C) Kebutuhan arus
setting
(OCImenit) pada uji fungsi, TI, (0C)
Settinf!Hasil
Sellinf!TerendahHasilTertinggi(ampere) 100 I I1010117118 10 200 2 22020215217 10 300 3 33030300301 10 400 4 44040410401 10 500 5 55050504509 10 600 6 66060600603 10 700 7 77070704709 10 800 8 88080805814 10 900 9 99090905910 10 1000 10 101001001000100010
Dari hasi] data pengujian pada Tabel I,
setting suhu rendah TI sebesar 100 ·C menunjukkan konsumsi arus furnace sebesar I Amper dari arus maksimalnya 10 Amper. Kondisi penggunaan arus sebesar I Amper menyebabkan hasil yang diperoleh dari laju panas time T1 menyimpang dari setting program inputnya. Setting program inplll time start
dengan waktu I detik sebanyak 9 kali pengujian menghasilkan harga yang sarna (I detik) dan menunjukkan tidak adanya penyimpangan. Pada
setting program input untuk waktu operasi sinambung time 2 dengan setting waktu 15 menit sebanyak 9 kali pengujian menghasilkan harga yang sama (15 menit) dan menunjukkan tidak adanya penyimpangan. Pada setting input program laju panas time Tl : 1-9 ·C/menit menghasilkan laju panas sebesar 3,1-9 ·C/menit dan cenderung menyimpang dari settingnya. Penyimpangan yang terjadi antara hasil pengujian Time T1 terhadap
setting input program !~u pemanasan Time Tl 1-9 'C/menit karena setting minimal pada Time T1
adalah 10 ·C/menit pada suhu 100
'c.
Pada setting program input time 1untuk !aju panas 1-5 'C/menit menghasilkan laju panas seb~sar 3,1-9 ·C/menit. Sesudah setting time TIdinaikkan dari 6-9 'C/menit menghasilkan Ia,ju panas sebesar 8,7-6,2 "C/menityang cenderung menurun. Hasil pengujian yang ditunjukkan pada Tabel I baru dicapai dua parameter program input yang hasilnya stabil yaitu
time start dan waktu operasi sinambung time 2.
Untuk memperoleh hasil yang maksimal dilakukan uji coba pada suhu setting T1antara 100-1000
'c.
Pengujian program input temperature controller B170 (MBl) pada suhu setting T1 terlihat pada Tabel 2.Dari data hasil pengujian program input temperature controller B170 (MBl) pada suhu
selling TI 100-1000·C pada Tabel 2 menunjukkan bahwa hasil yang diperoleh sesuai dengan setting program inplll untuk time start (detik) dan laju panas time Tl (C/menit). Pada selling program input time start 1-10 detik menghasilkan time start
sebesar 1-10 detik, sehingga tidak ada
penyimpangan (0 detik). Untuk selling program input laju panas time TI : 10-100 'C/menit
menghasilkan tampilan sebesar 10-100 ·C/menit dan tidak terjadi penyimpangan (0 'C/menit). Kedua parameter hasil tampilan dengan simpangan no! menunjukkan temperature controller sudah bekerja secara stabil. Pad a suhu setting TI an tara 100-1000
'c
menghasilkan tampilan suhu terendah sebesarPRO SIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator Dan Proses Bahan Yogyakarta, 28 Agustus 2009
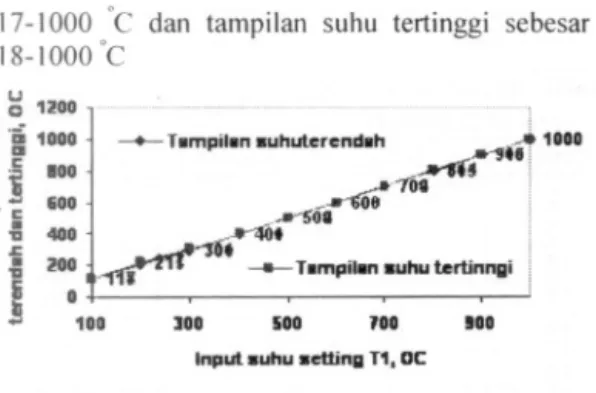
117- I000 "c dan tampilan suhu tertinggi sebesar 118-1000 ·C ~ 1200 ::J _
i
'g1000 --- T.mpil.n .uhute.end.h .--+ 1000 <: _~ •• ., •• i <: ~ 100 _~ •• ~ I.!
oS ~-roa' .~ Ii &00 • ..rt>oa 06 .I!I'" 400 ·lh1Ot'! ~
200 .~ __ T.mpil.n .uhu tertinnll;::
!
~ 0100f--,.--~-~-~
JOO 500 JOO 100Input .uhu .ettinll
n,DC
Gambar 7. Hubungan antara program input suhu
selling TI terhadap hasil tampilan suhu terendah dan suhu tertinggi.
Pada selling suhu TI sebesar 100 ·C memberikan hasil tampilan suhu terendah sebesar
117 ·C dan tampilan suhu tertinggi 118 ·C. Penyimpangan suhu antara hasil tampilan dengan
selling program
TI
cukup besar yaitu an tara 17-18 ·C, artinya kontrol suhu bekerja pada daerah suhu antara 117-118 ·C untuk suhu selling 100.c.
Sedangkan untuk selling suhu TI : 200-1000 ·C menghasilkan simpangan pada suhu terendah yang cenderung menurun dari 15-0 ·C dan simpangan suhu tertinggi juga menurun dari 17-0 ·C. Jadi semakin besar suhu selling TI akan dihasilkan tampilan suhu sesuai sellingnya dan simpangannya menuju 0.c.
Besarnya konsumsi arus padafurnaceakan mempengaruhi pencapaian suhu optimal (1000 ·C). Hubungan an tara program inputsuhu selling T
I
terhadap hasH tampilan suhu terendah dan suhu tertinggi dapat dilihat pada Gambar 7.
Penyimpangan hasil tampilan suhu tertinggi terjadi pada suhu selling program inputTI 100 ·C sebesar 17-18 ·C dan terendah pada suhu
selling 1000 ·C dengan penyimpangan 0
.c.
Pada Gambar 7 menunjukkan hasil penampilan suhu terendah dan suhu tertinggi dengan simpangan 0-18 0c.KESIMPULAN
Dari hasil evaluasi terhadap aplikasi dan uji fungsi temperature controller 8170 (M81) pada
furnace tipe L3/12/B I 70 untuk proses pemanggangan gratH dapat disimpulkan sebagai berikut :
I. Selling time start pada pengujian alat minimal I detik sampai 10 detik sudah cukup memberikan waktu pengawalan terhadap program input
berikutnya.
2. Laju panas time TI pada suhu selling TI 100·C dengan selling 1-9 ·C/menit menghasilkan tampilan sebesar 3,1-9 ·C/menit.
3. Laju panas time
I
pada suhu selling TI 100-1000 ·C dan seffing timeI
antara 10-100·C/menit dihasilkan laju panas sebesar 10-100 ·C/menit.
UCAPAN TERIMAKASIH
Penulis mengucapkan rasa terimakasih yang sebesar-besarnya atas segala bantuan tenaga dan pikirannya kepada Bapak Mujiman dan Bapak Sunaryo, sehingga pelaksanaan evaluasi terhadap penggunaan temperature controller 8170 (M81)
pada furnace tipe L3/1 2/8 I 70 untuk proses pemanggangan grafit dapat diselesaikan dengan baik.
DAFT AR PUSTAKA
I. TUNJUNG INDRATI YULIATI, IMAM
DAHRONI, KASILANI NUR SAYEKTI,
Evaluasi Penggunaan Tungku 900 ·C Terhadap Hasil Pemanggangan Calsine Coke, Prosiding Seminar Penelitian dan Pengelolaan Perangkat Nuklir Pusat Penelitian dan Pengembangan Teknologi Maju Yogyakarta, 13- I4 Nopember 200 I.
2. NONAME, Operating Manual Controller B 170 (MBI), Nabertherm West Germany.
3. NONAME, Operating Manual Laboratory Furnaces, Nabertherm, West Germany.
4. IR, ABDULW AHID, MT, Pengantar
Pengendalian Proses, Departemen Teknik Kimia Fakultas Teknik Universitas Indonesia Depok 2007.
TANYA JAWAB Sumijanto
~ Setelah dilakukan uji fungsi, berapa faktor koreksi peralatan ini guna mengetahui pengukuran sebenamya?
Triyono
{- Faktor koreksi dari temperature controller 8170 (M81) pada suhu Ilji 100-1000°C sebesar 0-18°C.
Sutadi
~ Pada tabel 2 (suhu seting TI), mengapa pada suhu seting IOO°C-IOOO°C arus kerjanya relatif sarna sebesar 10 ampere?
Triyono
{- Dalam uji fungsi temperature controller 131170
(!vf13I) dangan sullll seting I OOOC-Ioonoe membutuhkan ar/Is yang konstan sekitar 10 ampere pada tegangan kerja 220 volt konstan sehingga daya alat pemanas/terlllal juga
PROSIDING SEMINAR
PENELITIAN DAN PENGELOLAAN PERANGKAT NUKLIR
Pusat Teknologi Akselerator Dan Proses Bahan
Yogyakarta, 28 Agustus 2008
konstan sekitar 2200 1I'att. Anls kerja dipero/eh dengan memasangkan atau mengaplikasikan pengukur anls pada pemanas pada suhu 100°C-/00OOC.
Sunardi
>- Dalam gambar ada T I tetapi tidak ada T yang lain, mahan dijelaskan!
~ Berapa suhu maksimum dan minimumyan bias dioperasikan?
Triyono
<}TI merupakan notasi yang menunjukkan temperature setting atau pengaturan suhu yang diinginkan.
<}Suhu maksimum a/at mencapai suhu 1250°C,
tetapi da/am uji fungsi atau ap/ikasinya hanya sampai 1000°C atau sekitar 80% dari suhu maksimumnya. Suhu minimum yang biasa dioperasikan O°C.