Pengoptimuman Parameter Proses Pembentukan Komposit Serat Buah
Kelapa Sawit/Resin Polyester Menggunakan Metode Taguchi
Hendra suherman
1),Yovial Mahyoeddin
2),Puba Pratama
3)Jurusan Teknik Mesin, Universitas Bung Hatta Padang
Kampus III; Jl. Gajah Mnada, Gunung Pangilun
E-Mail: [email protected]
ABSTRAK
Komposit adalah kombinasi antara dua material atau lebih yang berbeda bentuknya,
komposisi kimianya, dan tidak saling melarutkan. Proses pembentukan komposit dipengaruhi
oleh berbagai parameter diantaranya : komposisi bahan, morfologi serat, Weight ability,
polaritas dan sebagainya. Untuk mengoptimumkan Parameter Proses Pembentukan
Komposit Serat Buah Kelapa Sawit/Resin Polyester dengan Menggunakan Metode
Taguchi.Penelit ian ini bertuuan untuk
Mengoptimuman Parameter Proses PembentukanKomposit Serat Buah Kelapa Sawit/Resin Polyester Menggunakan Metode Taguchi
. Pada proses
pembentukan komposit serat buah sawit ini di pilih faktor dan level sebagai berikut:
Komposisi (30%, 40%, 50%), Panjang serat(1cm 2cm 3cm), Katalis (1ml, 2ml, 3ml). Hasil
optimasi dari penelitian ini berupa respon Taguchi terhadap nilai tegangan dan harga impact ,
dengan kondisi spesimen sebagai berikut : spesimen uji tarik Taguchi (Komposisi 50%
Panjang serat 2 cm dan katalis 2 ml) dan spesimen uji impact Taguchi Komposisi 40%
Panjang serat 3cm dan katalis 1 ml).
Kata kunci : Resin Polyester, Komposisi, Panjang serat, katalis, Metode Taguchi, Tarik,
Impak .
1. PENDAHULUAN
Perkembangan dibidang teknologi dan sains pada jaman sekarang ini mendorong material komposit banyak digunakan pada berbagai macam aplikasi produk. Secara global material komposit dikembangkan untuk menggantikan material logam yang banyak digunakan sebelum berkembangnya material komposit.
Menurut Matthews dkk. (1993), komposit adalah suatu material yang terbentuk dari
kombinasi dua atau lebih material
pembentuknya melalui campuran yang tidak homogen, dimana sifat mekanik dari masing-masing material pembentuknya berbeda. Dari campuran tersebut akan dihasilkan material komposit yang mempunyai sifat mekanik dan
karakteristik yang berbeda dari material pembentuknya.
Untuk mendapatkan parameter proses pembentukan komposit serat buah sawit yang optimum, digunakan Design of experiment (DOE) dengan metode parameter taguchi. Metode ini dipilih karena memiliki tingkat keefektifan yang tinggi dibandingkan dengan metode faktorial yang lain. Sebagai contoh jika ada tiga parameter yang diuji dengan masing-masing parameter mempunyai tiga level, jika DOE menggunakan full faktorial
maka akan ada 33 = 27 kombinasi percobaan
hal ini jelaS akan membutuhkan biaya yang besar dan waktu yang lama, sedangkan dengan metode parameter taguchi hanya butuh 9 kombinasi percobaan namun karena pada metode taguchi ini hanya sebagian variasi
percobaan yang dilakukan dibandingkan dengan metoda full faktorial, maka perlu
diteliti tingkat keakuratan metode ini.
Berdasarkan hal tersebut diatas peneliti ingin
mendapatkan pengoptimuman parameter
proses pembentukan komposit serat buah kelapa sawit/resin polyester menggunakan metode taguchi.
2. Tinjauan Pustaka
2.1 Metode Parameter Taguchi
Metode Taguchi pertama kali dicetuskan oleh Dr. Genichi Taguchi pada tahun 1949 saat mendapat tugas untuk memperbaiki sistem komunikasi di Jepang. Dr. Genichi Taguchi memiliki latar belakang engineering, juga mendalami statistika dan metematika tingkat lanjut, sehingga ia dapat menggabungkan antara teknik statistik dan pengetahuan
engineering. Ia mengembangkan metode
Taguchi untuk melakukan perbaikan kualitas dengan metode percobaan „baru‟, artinya melakukan pendekatan lain yang memberikan tingkat kepercayaan yang sama dengan SPC (Statistical Process Controll).
Taguchi memiliki pandangan yang berbeda mengenai kualitas, ia tidak hanya menghubungkan biaya dan kerugian dari suatu produk saat proses pembuatan produk tersebut, akan tetapi juga dihubungkan pada konsumen dan masyarakat. “Kualitas adalah kerugian setelah produk digunakan oleh
masyarakat di samping kerugian yang
disebabkan oleh mutu produk itu sendiri”. Taguchi memperkenalkan suatu ukuran yang disebut Signal-to-noise ratio yang mencerminkan ukuran perbandingan antara besar signal (yang dapat diteliti atau dapat dideteksi) dengan besar noise (yang biasanya tidak terdeteksi atau dapat dideteksi dengan biaya yang mahal) yang mempengaruhi hasil nilai respon (yang dalam hal ini adalah nilai karakteristik kualitas yang diteliti).
Taguchi menghasilkan disiplin dan struktur dari disain eksperimen. Hasilnya adalah standarisasi metodologi disain yang mudah diterapkan oleh investigator. Adapun konsep Taguchi adalah :
1. Kualitas seharusnya didisain ke
dalam suatu produk dan bukan diinspeksi ke dalamnya.
2. Kualitas dapat diraih dengan baik dengan cara meminimasi deviasi target. Produk tersebut harus
dirancang sedemikian rupa
hingga dapat mengantisipasi
faktor lingkungan yang tak
terkontrol.
3. Biaya dari kualitas seharusnya
diperhitungkan sebagai fungsi
deviasi dari standar yang ada dan kerugiannya harus diperhitungkan juga kedalam sistem.
Seven Point Taguchi
Menurut Robert H. Lochner & Joseph E. Matar (1990), filosofi Taguchi dapat dirangkum menjadi 7 elemen dasar (seven
point Taguchi) :
1. Dimensi penting dari kualitas produk yang diproduksi adalah total kerugian yang diteruskan oleh produk tersebut ke konsumen. 2. Dalam era ekonomi yang penuh
persaingan, perbaikan kualitas secara terus menerus dan pengurangan biaya adalah penting untuk dapat bertahan dalam bisnis.
3. Perbaikan yang terus menerus meliputi pengurangan variasi dari karakteristik produk dari nilai target mereka.
4. Kerugian yang diderita konsumen
akibat produk yang bervariasi
seringkali mendekati proporsi
deviasi kuadrat dari karakteristik dari nilai targetnya.
5. Kualitas akhir dan biaya proses produksi ditentukan oleh perluasan yang besar dari desain engineering
dari produk dan proses
6. Variasi dari produk atau proses
dapat dikurangi dengan
mengeksploitasikan efek nonlinear dari parameter produk atau proses pada karakteristik.
7. Desain eksperimen statistik dapat digunakan untuk mengidentifikasi
setting parameter dari produk atau
proses yang akhirnya dapat
mengurangi variasi.
Signal-to-noise ratio dari Taguchi
Untuk memperoleh produk yang
variabilitasnya kecil, eksperimen perlu
dilakukan pengulangan sedikitnya dua kali, dengan tujuan agar keragamannya dapat dihitung. Taguchi merekomendasikan ukuran Signal-to-noise ratio yang tergantung pada permasalahannya (respon yang diinginkan), yaitu :
1) Makin kecil makin baik (Smaller-the-better).
Pada situasi ini respon idealnya adalah nol, besarnya Signal-to-noise ratio adalah : = -10 Log10 [ Mean of Sum of Squares of
measured data]
dimana n adalah jumlah ulangan pada tiap tiap runs percobaan. Contoh : percobaan dengan respon adalah jumlah cacat, keausan dan lain-lain.
2) Makin besarl makin baik (larger-the-better).
Pada situasi ini respon idealnya adalah tak terhingga, besarnya Signal-to-noise ratio adalah :
= -10 Log10 [ Mean of Sum of Squares of
reciprocal measured data]
dimana n adalah jumlah ulangan pada tiap tiap runs percobaan. Kasus ini dapat dipandang sebagai kasus khusus dari situasi
smaller-the-better yaitu responnya dibuat sebagai
kebalikannya sehingga respon idealnya menjadi nol.
3) Terbaik pada nilai nominal (Nominal is the best)
Pada situasi ini respon idealnya adalah nilai target tertentu, besarnya Signal-to-noise ratio adalah :
dimana n adalah jumlah ulangan pada tiap tiap runs percobaan.
3. METODOLOGI PENELITIAN
Metode penelitian menggunakan serat buah kelapa sawit dengan parameter yang dipilih sebagai berikut :
Komposit terdiri dari:
serat buah kelapa sawit
resin poliester
Dengan memvariasikan :
panjang serat
perbandingan resin dengan katalis
dan komposisi (serat:resin)
Matrik yang digunakan pada pengujian ini adalah resin polyester.
i. Peosedur Kerja
Proses pembuatan komposit dilakukan
sebagai berikut :
1. Persiapkan alat dan bahan yang dibutuhkan meliputi:
A. Bahan :
Serat buah sawit
Resin polyester Katalis B. Alat : Cetakan Beaker glass Alat suntik (ml)
Pengaduk
Kertas pasir
2. Siapkan cetakan dan susun serat buah sawit (dengan variasi panjang yang telah ditentukan) dengan susunan sejajar kedalam cetakan.
3. Masukkan resin polyester kedalam
beaker glass sebanyak 30 ml.
4. Ambil katalis dengan menggunakan alat suntik sebanyak yang telah ditentukan sesuai dengan variasi yang telah ditentukan.
5. Masukkan katalis yang telah diambil dengan alat suntik kedalam beaker glass dan aduk selama 2 menit. 6. Tuangkan campuran resin polyester
dengan katalis kedalam cetakan yang telah diisi serat buah sawit yang telah disusun secara sejajar.
7. Bolak balik serat secara perlahan dengan menggunakan sendok agar matriks dapat mengisi seluruh rongga cetakan.
8. Tunggu selama 2-3 jam hingga komposit mengeras.
9. Setelah komposit mengeras, angkat dan keluarkan komposit dari dalam cetakan.
10. Ulangi langkah diatas untuk proses pembuatan spesimen selajutnya dengan variasi komposisi serat, panjang serat, katalis sesuai dengan variasi dibawah ini
(100% Resin Polyester + 1 ml
Katalis)
(100% Resin Polyester + 2 ml
Katalis)
(100% Resin Polyester + 3 ml
Katalis)
(komposisi Serat 30% + Katalis 1 ml +
Panjang Serat 1 cm)
(komposisi Serat 30% + Katalis 2 ml +
Panjang Serat 2 cm)
(komposisi Serat 30% + Katalis 3 ml +
Panjang Serat 3 cm)
(komposisi Serat 40% + Katalis 2 ml +
Panjang Serat 1 cm)
(komposisi Serat 40% + Katalis 3 ml +
Panjang Serat 2 cm)
(komposisi Serat 40% + Katalis 1 ml +
Panjang Serat 3 cm)
(komposisi Serat 50% + Katalis 3 ml +
Panjang Serat 1 cm)
(komposisi Serat 50% + Katalis 1 ml +
Panjang Serat 2 cm)
(komposisi Serat 50% + Katalis 2 ml
+ Panjang Serat 3 cm)
11. Setelah semua spesimen selesai dibuat, bersihkan dan rapikan spesimen.
Gambar. 1 Spesimen Uji tarik taguchi
Gambar. 2 Spesimen Uji impak
taguchi
Proses Pengujian
Tahap ini merupakan tahap terakhir dari penelitian, dimana komposit telah diperoleh dan dilakukan analisa karaktewristik. Tahap ini merupakan tahap untuk menganalisa karakteristik komposit dari serat kulit batang melinjo dengan uji tarik dan uji impak.
Analisa a. Uji Tarik
Pengujian sifat mekanik material ini dilakukan dengan menggunakan ASTM D 3039. Material komposit di beri tegangan tarik sampai putus, dicatat beba maksimum dan regangannya.
b. Uji Impak
Pengujian Impak adalah suatu kriteria
penting untuk mengetahui kegetasan
bahan polymer (Tata dan Sinroku, 1995).
Pengujian
impak
bertujuan
untuk
mengukur berapa energi yang dapat
diserap suatu material sampai material
tersebut
patah.
Pengujian
impak
merupakan respon terhadap beban kejut
atau beban tiba-tiba (beban impak),
(Callister,
2010).
Pengujian
ini
menggunakan ASTM E-23.
4. HASIL ANALISA DAN
PEMBAHASAN
Setelah dilakukan pengujiian tarik dan impak maka didapatkan data hasil pengujian sebagai berikut:
Tabel 1. Hasil Analisa Data Pengujian Tarik
Spesimen Control Nomor spesim en Lebar (mm) Tebal (mm) Panjang (mm) Beba n mak s (Kg) Tegang an (τ) N/mm2 W o Wi T o Ti Lo Li 1 14, 9 14, 3 6, 0 5, 8 117, 5 118, 2 315 34,5 2 14, 6 13, 9 5, 6 5, 3 116, 8 117, 6 150 17,997 3 14, 8 13, 9 5, 6 5, 3 118, 0 122, 3 90 10,625
Spesimen Uji Tarik Taguchi
4 14, 8 14, 4 5, 5 5, 4 117, 4 118, 2 95 11,4434 5 14, 5 13, 8 6, 0 5, 8 118, 0 118, 5 130 14,6586 6 14, 5 14, 2 5, 8 5, 6 118, 0 120, 0 80 9,3317 7 15, 0 14, 7 5, 5 5, 4 118, 0 118, 7 110 13,08 8 15, 0 14, 8 6, 0 5, 8 118, 0 120, 8 80 8,72 9 14, 8 14, 6 6, 0 5, 9 118, 0 118, 2 80 8,837 10 15, 0 14, 7 6, 0 5, 9 117, 5 119, 5 110 11,99 11 14, 5 14, 0 5, 5 5, 2 118, 0 118, 4 125 15,376 12 14, 5 14, 4 5, 6 5, 3 118, 0 119, 3 135 16,309
Tabel 2. Hasil Analisa Data Pengujian Impak
Spesimen Control Nomor spesimen Lebar W (mm Tebal T (mm) Panjang L (mm) Massa Pendulum (Kg) Sudut α Sudut β Harga Impak (J/mm2) 1 10 10 60 22 140 137 0,074 2 10 10 60 22 140 137 0,074 3 10 10 60 22 140 137 0,074
Spesimen Uji Impak Taguchi
4 10 10 60 22 140 137 0,074 5 10 10 60 22 140 137 0,074 6 10 10 60 22 140 137 0,074 7 10 10 60 22 140 136 0,1007 8 10 10 60 22 140 137 0,074 9 10 10 60 22 140 135 0,127 10 10 10 60 22 140 137 0,074 11 10 10 60 22 140 136 0,1007 12 10 10 60 22 140 136 0,1007
4.1 Grafik Respon Taguchi Pengujian Tarik
Respon Taguchi Terhadap Tegangan
50% 40% 30% 23 22 21 20 3 2 1 3 2 1 23 22 21 20 komposisi M e a n o f S N r a ti o s panjang serat katalis
Main Effects Plot for SN ratios
Data Means
Signal-to-noise: Larger is better
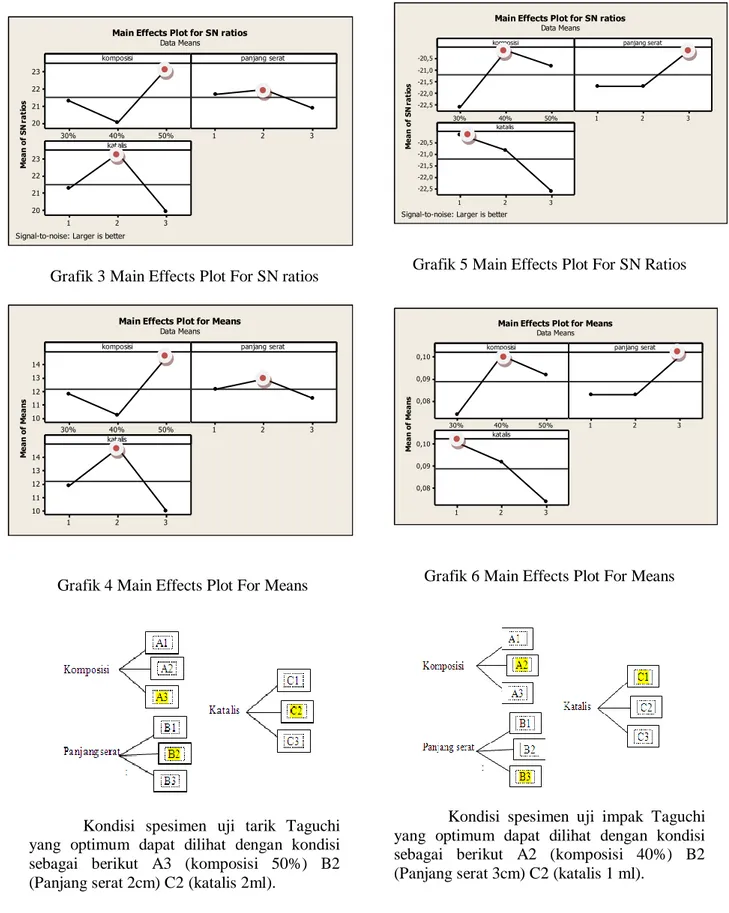
Grafik 3 Main Effects Plot For SN ratios
50% 40% 30% 14 13 12 11 10 3 2 1 3 2 1 14 13 12 11 10 komposisi M e a n o f M e a n s panjang serat katalis
Main Effects Plot for Means
Data Means
Grafik 4 Main Effects Plot For Means
Kondisi spesimen uji tarik Taguchi yang optimum dapat dilihat dengan kondisi sebagai berikut A3 (komposisi 50%) B2 (Panjang serat 2cm) C2 (katalis 2ml).
Pengujian Impak
Respon Taguchi Terhadap Harga Impak
50% 40% 30% -20,5 -21,0 -21,5 -22,0 -22,5 3 2 1 3 2 1 -20,5 -21,0 -21,5 -22,0 -22,5 komposisi M e a n o f S N r a ti o s panjang serat katalis
Main Effects Plot for SN ratios
Data Means
Signal-to-noise: Larger is better
Grafik 5 Main Effects Plot For SN Ratios
50% 40% 30% 0,10 0,09 0,08 3 2 1 3 2 1 0,10 0,09 0,08 komposisi M e a n o f M e a n s panjang serat katalis
Main Effects Plot for Means
Data Means
Grafik 6 Main Effects Plot For Means
Kondisi spesimen uji impak Taguchi yang optimum dapat dilihat dengan kondisi sebagai berikut A2 (komposisi 40%) B2 (Panjang serat 3cm) C2 (katalis 1 ml).
5. KESIMPULAN DAN SARAN 5.1 KESIMPULAN
Berdasarkan hasil pengujian kekuatan
tarik pada spesimen uji tarik taguchi maka didapatkan hasil yang optimum dengan kondisi spesimen sebagai berikut :
- Komposisi 50% Panjang serat 2 cm
dan katalis 2 ml.
Berdasarkan hasil pengujian kekuatan
impak pada spesimen uji impak taguchi maka didapatkan hasil yang optimum dengan kondisi spesimen sebagai berikut :
- Komposisi 40% Panjang serat 3cm
dan katalis 1 ml. 5.2 Saran
Sebaiknya dilakukan pengujian terhadap
spesimen uji tarik dan uji impak yang optimum, seperti yang di sarankan metode Taguchi
DAFTAR PUSTAKA
Taguchi Genichi, Quality Engineering in production systems, McGraw-Hill
book Company, singapore, 1989. Iriawan Nur, Puji Astuti Septin, Mengolah
Data Statistik Dengan Mudah Menggunakan Mini 14, Andi,
Yogyakarta, 2006.
Harinaldi, Prinsip-Prinsip Statistik Untuk Teknik Sains, Erlangga, Jakarta,
2005.
Jamasri, Diharjo, K. Gunesti, W.H. 2005. “Kajian Sifat Tarik Komposit Serat
Buah Acak Bermatrik Polymer”,
Media Teknik FT-UGM.
Savetlana, Shirley, Andriyanto, Andreas. 2012. “Sifat-Sifat Mekanik
Komposit Serat TKKS-Polyester”,
Jurnal Mechanical. Jurusan Teknik Mesin, Universitas Lampung.
Yang, W. H., & Tarng, Y. S. (1998). Design optimization of cutting parameters for turning operations based on the Taguchi method. Journal of
Materials ProcessinG Technology, 84, 122-129.
Montgomery, D. C. Design and analysis
of experiment, 5th edition . John