MODEL OPTIMASI UKURAN BLOK OPTIMAL
KRITERIA MINIMISASI TOTAL WAKTU TINGGAL AKTUAL
Umar Wiwi
1; Zahedi
2ABSTRACT
Article proposes optimization model to determine optimal block measurement subject to all production conditions concurrently to center main machine ship cases. The proposed model created from single machine batch scheduling model by Halim et. al.(1993a, 1993b, 1994) with fit batch measurement to block measurement subject to technical conditions in ship production system. This paper is continuity from Zahedi (2006) in back machine ship cases.
Keywords: optimization model, block, single machine, batch scheduling, actual flow times
ABSTRAK
Artikel mengusulkan model optimasi penetapan ukuran blok dengan mempertimbangkan semua kendala produksi secara serempak, dalam kasus mesin induk ditengah. Model ini dikembangkan dari model single machine batch scheduling yang dikembangkan Halim dkk.(1993a, 1993b, 1994) dan Zahedi (2006), dengan melakukan penyesuaian ukuran batch menjadi ukuran blok serta memasukkan kendala teknis yang terkait dengan sistem produksi kapal. Penelitian ini adalah kelanjutan dari penelitian model optimasi ukuran blok optimal dengan kriteria minimasi total waktu tinggal aktual untuk kasus mesin induk di belakang.
Kata kunci: model optimasi, blok, mesin tunggal, penjawalan batch, waktu tinggal aktual
1
Jurusan Teknik Perkapalan, Fakultas Teknik, Universitas Pattimura Jl. Ir. Putuhena Poka, Ambon, [email protected]
PENDAHULUAN
Kapal merupakan produk berukuran besar sehingga dalam pembuatannya tidak dapat dilakukan pembentukan seluruh badan kapal secara serempak. Oleh karena itu, seluruh badan kapal harus dibagi menjadi bagian yang dirakit menjadi kapal. Seluruh badan kapal dibagi dalam arah memanjang menjadi bagian yang disebut blok yang merupakan hasil rakitan dari seksi dasar, seksi dinding samping, dan seksi geladak. Proses perakitan blok dilakukan di dalam shop perakitan blok yang tertutup dan dilengkapi dengan peralatan mekanis khusus. Blok yang telah selesai dirakit kemudian diangkut ke building berth untuk digabung menjadi kapal dalam proses yang disebut ereksi (erection). Ukuran konstruksi optimal dapat digunakan sebagai ukuran elemen yang akan dirakit menjadi seksi. Hal yang diperlukan sekarang adalah ukuran blok yang dapat menentukan ukuran seksi yang harus dirakit yang sekaligus memenuhi keterbatasan faktor produksi. Optimalitas konstruksi digunakan pada tahap desain dan perlu ada optimalitas blok yang menjadi interface antara tahap desain dan tahap produksi. Dari gambaran singkat tersebut, perlu adanya pengembangan model optimasi yang dapat menentukan ukuran blok optimal.
Dengan analogi antara batch dan blok, dan proses perakitan itu sendiri dianggap menggunakan mesin tunggal, dapat dikembangkan metoda untuk menentukan panjang dan berat blok optimal serta jadwal perakitan blok, dengan mengembangkan model penjadwalan batch pada mesin tunggal sebagaimana Halim dkk. (1993a, 1993b, 1994), dengan fungsi tujuan minimasi total waktu tinggal aktual blok di shop perakitan. Penyesuaian mencakup penyesuaian parameter batch menjadi parameter blok, perubahan fungsi tujuan dari minimasi waktu tinggal aktual dari part menjadi minimasi waktu tinggal aktual dari blok, serta kendala yang terkait dengan parameter kapal dan faktor produksi kapal. Penelitian adalah kelanjutan dari penelitian model optimasi ukuran blok optimal dengan kriteria minimasi total waktu tinggal aktual untuk kasus mesin induk di belakang (Model-MB) yang telah sipublikasikan pada edisi yang lalu.
Dalam produksi kapal banyak sekali faktor yang berpengaruh, namun dalam pengembangan model dalam penelitian ada beberapa pembatasan sebagai berikut. Pertama, tujuh stasiun kerja dalam aliran proses pembuatan kapal, yaitu gudang baja, shop prefabrikasi hull, gudang antara, shop perakitan elemen, shop perakitan seksi/blok, building berth, dan stasiun kerja pemasangan perlengkapan akhir. Dalam penelitian ini yang diperhatikan hanya bagian shop perakitan blok dan building berth. Kedua, komponen yang tiba di shop perakitan blok dari stasiun kerja sebelumnya diasumsikan tepat waktu dan dalm jumlah yang tepat. Ketiga, jumlah seluruh komponen out fitting yang akan diinstall ke dalam blok, tiba di shop perakitan blok dalam jumlah yang tepat dan dalam waktu yang tepat. Keempat, waktu set up perakitan blok dan ereksi blok dianggap konstan untuk setiap blok yang akan dipasang. Kelima, blok hull utama dan bangunan atas (rumah geladak) dan perlengkapan lain merupakan satu kesatuan dan diproses pada shop perakitan blok.
TINJAUAN PUSTAKA
Pembentukan Badan Kapal
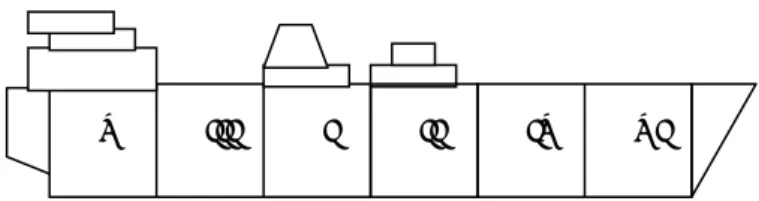
Membentuk badan kapal dengan metode blok, kapal dibagi dalam arah memanjang atas blok. Menurut Eyres (1988), blok adalah hasil rakitan dari seksi yang telah difabrikasi sebelumnya. Blok adalah bagian yang lengkap dari badan kapal karena setiap blok terdiri dari seksi dasar, dinding samping, dan geladak. Blok adalah bentuk rakitan tiga dimensi.
V III I II IV VI Gambar 1 Pembagian Hull Atas Blok
Blok kapal dibagi menjadi blok hull utama dan blok bangunan serta rumah geladak. Hull utama adalah bagian kapal mulai dari dasar sampai geladak terus sampai yang tertinggi. Bangunan atas adalah bangunan di atas geladak utama yang lebarnya sama dengan lebar kapal sedangkan rumah geladak adalah bangunan di atas geladak utama atau geladak bangunan atas yang lebarnya lebih kecil dari lebar kapal.
Total Waktu Tinggal Aktual
Waktu tinggal aktual dalam penelitian ini dikembangkan dari konsep yang dikemukakan Halim dkk. (1993a, 1993b, 1994) dalam pembahasan tentang penjadwalan batch. Dikemukakan dalam pembahasan tersebut bahwa misalkan ada suatu kumpulan n job Ji (i = 1,2,…,n) diproses pada suatu mesin dan diserahkan pada due date (waktu jatuh tempo) yang bersamaan d. Waktu proses pi untuk job Ji diketahui, waktu set up untuk jo Ji tidak tergantung dari urutan job dan tidak termasuk dalam waktu proses. Waktu siap-siap yang menyatakan jo Ji telah tersedia untuk diproses diasumsikan berhubungan dengan waktu mulai pemrosesan Bi. Jika semua job harus diselesaikan sebelum atau bertepatan dengan due date dan meninggalkan shop secara serentak pada due date bersama maka waktu tinggal aktual dari job Ji dapat dinyatakan sebagai berikut.
i
s
ir
a i F i a i d B F = − (1)Rumusan itu menyatakan bahwa waktu tinggal aktual adalah rentang waktu job Ji tinggal di shop dari waktu mulai pemrosesan sampai due date d. Jika hal itu dikaitkan dengan penjadwalan mundur dan posisi job dihitung dari posisi akhir pada skala waktu maka rumus (1) dapat diilustrasikan dengan gambar gant chart (Gambar 2) dan dapat ditulis kembali dalam bentuk rumusan (2) berikut: J[N] s J[N−1] . . . s J[1] a
FJ
[1] a NFJ
[ ] 0 dGambar 2 Gant Chart Penjawalan Batch
i = 1,2,…,N (2)
∑
=−
+
=
i j j a ip
s
s
FJ
1 ] [(
)
,
Untuk batch yang jumlah part dalam batch dinyatakan dengan , waktu untuk menyelesaikan satu part dinyatakan dengan t, dan jumlah seluruh batch adalah N, maka waktu tinggal aktual dari batch yang dikerjakan pada posisi i dapat dinyatakan sebagai:
] [j Q ] [i L i = 1,2,…, N (3)
,
)
(
tQ
s
s
FL
i a=
∑
+
−
Dalam teori yang dikemukakan berkaitan dengan sequencing N batch dengan waktu setup konstan yang diproses pada satu mesin, dinyatakan bahwa dengan meminimalkan total waktu tinggal aktual dari batch yang melalui shop maka penjadwalan LPT (batch terkecil dijadwalkan pada posisi terakhir) akan memberikan solusi optimal sehingga total waktu tinggal aktual semua batch dapat ditulis sebagai: a
FL
(4){
[] 1 ] [ 1)
(
i i j j N i aQ
s
s
tQ
FL
∑
∑
= =−
+
=
}
}
Penjadwalan Batch pada Mesin Tunggal
Model penjadwalan batch pada mesin tunggal dikemukakan oleh Halim dan Miyazaki (1993a) dan halim dan Ohta (1993b). Misalkan ada n part dari item tunggal diserahkan pada due date bersama d dan part tersebut diproses dengan mesin tunggal. Diasumsikan bahwa waktu set up yang diperlukan sebelum batch diproses tidak tergantung dari urutan batch dan nilainya konstan. Hal itu berarti bahwa kedatangan part ke tempat pemrosesan dapat dinyatakan tepat sama dengan waktu kedatangan batch. Akibatnya, waktu setup dari batch tidak termasuk dalam waktu tinggal aktual dari batch yang sedang diproses tetapi ia termasuk dalam waktu tinggal aktual dari batch yang diproses sebelumnya, dan waktu set up dari batch yang diproses pertama, yaitu batch , tidak termasuk dalam total waktu tinggal aktual dari part yang melalui shop. Problem dalam penjawalan batch tersebut adalah menentukan ukuran batch dan menjadwalkan batch yang telah dihitung ukurannya untuk meminimalkan total waktu tinggal aktual dari part yang melalui shop.
] [N L
Total waktu tinggal aktual dirumuskan sebagaimana (4), kendala dalam model penjadwalan tersebut adalah: (5) d tQ s N N i i ≤ + −
∑
=1 ] [ ) 1 ( Q n (6) N i i =∑
=1 [] (7) d tQ B[1] + [1] = i = 1,2,…,N (8) , 1 , 0 ] [ > N ≥ QiKendala (5) menunjukkan semua part diproses dengan interval waktu dari nol (time zero) sampai due date d. Implikasinya adalah batch yang diproses pertama harus mulai pada atau sesudah waktu nol. Kendala (6) menjelaskan tentang keseimbangan material dalam shop, sedangkan kendala (7) memperlihatkan bahwa waktu penyelesaian batch yang diproses terakhir tepat pada due date. Kendala (8) menjelaskan bahwa ukuran batch harus positif dan jumlah batch harus sama atau lebih besar dari satu.
OPTIMASI MODEL UKURAN BLOK OPTIMAL
Fungsi Tujuan
Berdasarkan analogi blok dan batch, dan karena fokus penelitian ini pada shop perakitan yang prosesnya berupa pengelasan yang dianggap sebagai mesin tunggal maka fungsi tujuan model dapat dikembangkan dari fungsi tujuan penjadwalan batch pada mesin tunggal sebagai berikut.
(9)
{
[] 1 [ ] 1)
(
i i j j N i aQ
s
s
tQ
FL
∑
∑
= =−
+
=
Untuk kasus blok yang merupakan produk yang utuh, job tidak diorientasikan sebagai pengerjaan sejumlah item dalam satu batch tetapi lebih berorientasi pada pengerjaan blok secara keseluruhan. Oleh karena itu, waktu proses job ( ) pada rumus (2) yang pada batch ditulis dalam bentuk ( ), pada blok dapat ditulis dalam bentuk ]. Besaran t adalah waktu yang diperlukan untuk memproses satu ton blok yang merupakan satuan produktivitas yang dipakai industri perkapalan sedangkan adalah berat blok ke j. Selanjutnya, rumus (4) dapat diaplikasikan untuk kasus blok dalam bentuk j p ] [j tQ tG[j ] [j G (10)
∑
∑
= =−
+
=
i j j N i as
s
tG
FB
1 ] [ 1)
(
Waktu set up pada rumus tersebut hanya dengan simbol s karena diasumsikan besarnya sama untuk setiap blok. Bentuk fungsi tujuan pada model yang dikembangkan untuk mesin induk di tengah sama saja dengan model untuk mesin induk di belakang.
Model Ukuran Blok optimal
Sebelumnya definisikan simbol dan notasi berikut:
=
s
L
Panjang shop perakitan ;L
OA=
Panjang seluruh kapal=
AA
C
Kapasitas alat angkut blok ;t = tingkat produktifitas perakitan di shop (jam/ton)
=
ΔL Jarak antara gading teoritis
s = Waktu setup perakitan ; d = Batas waktu perakitan seluruh blok
= ] [j
q Intensitas berat antara dua gading
= ] [j
qh Intensitas berat antara dua gading di daerah haluan
= ] [j
qb Intensitas berat antara dua gading di daerah buritan
=
N
G
Berat blok terakhirk = kelipatan ΔL dari panjang blok tengah di daerah buritan l = kelipatan ΔL dari panjang blok tengah di daerah haluan o = kelipatan ΔL dari panjang blok di daerah haluan p = kelipatan ΔL dari panjang blok di daerah buritan
=
KSLG
Berat kapal sebelum diluncurkan NL
= Panjang blok terakhir [ ]1Lh = Panjang blok tengah di di daerah haluan [ ]1
Lb = Panjang blok tengah di daerah buritan
] [i
L = Panjang Blok ke-i k
L
= Panjang blok yang telah disesuaikan dengan kondisi konstruksii
G
= Berat blok ke-iN = Jumlah semua blok pada kapal
Ui = Selisih panjang blok ke-i dengan perkalian m dan ∆L [ ]1
Uh = Selisih panjang blok tengah di daerah haluan dengan perkalian k dan ΔL [ ]1
Model yang dikembangkan adalah untuk kapal dengan letak mesin induk di tengah adalah sebagai berikut. Model MT Minimasi
∑
∑
(11) = =−
+
=
i j j N i as
s
tG
FB
1 ] [ 1)
(
Pembatas d tG s N N i i ≤ + −∑
=1 [] ) 1 ( (12)∑
= = N i KSL i G G 1 ] [ (13) [ ] [ ]∑
= = + + N i OA i L L Lb Lh 2 ] [ 1 1 ) ( (14) [ ] Lb[ ] Lk Lh + )≤ ( 1 1 (15) K i L L[] ≤ , i = 1,2,…,N (16) AA iC
G
≤
, i = 1,2,…,N (17) [ ] Lb[ ]L G i N Lh1, 1 i, i ≥0, =1,2,..., (18) [ ](
(
))
(
(
[ ])
(
[ ] [ ]1 1))
1 1 ] 1 [ ] 1 [ ] [ 1 + = + =+
Δ
+
+
Δ
=
∑
k∑
I j I j j k jUh
qh
L
qb
Ub
qb
qh
L
G
(19) [ ]1 / L, Lhk = Δ integer pembulatan kebawah (20)
[ ]1 Lh[ ]1 (k L) Uh = − Δ (21) [ ]1 / L, Lb I = Δ pembulatan ke bawah (22) [ ]1 Lb[ ]1 (I L) Ub = − Δ (23) [ ]
(
(
))
(
[ ] [ ]),
2
,
4
,
6
,...,
(
1
)
1 2 2 1 ] 1 [ ] [ ] [+
−
+
=
−
Δ
=
∑
∑
= − = +Gh
G
i
N
qh
U
qh
L
G
o j i i i o i j i (24) [ ]∑
− = Δ + = 1 2 ] [ 1 )/ , ( N i i L L Lh o pembulatan kebawah, i = 2,4,6,…, (N-1) (25) [ ] [ ]∑
− = − = Δ − + = 1 2 ] [ 1 ( ), 2,4,6,...,( 1) ( N i i i Lh L o L i N U (26) [ ]∑
= ++
Δ
=
k j k jUh
qh
qh
L
Gh
1 ] 1 [ ] 1 [ ] [ 1(
)
(
)
(27) [ ]L
qb
U
qb
Gb
[ ]G
[ ]i
N
G
p j N i i p i j i(
)
(
)
(
),
3
,
5
,
7
,...,
1 2 3 1 ] 1 [ ] [ ] [+
−
+
=
Δ
=
∑
∑
= − = + (28) [ ]∑
= Δ + = N i i L L Lb p 3 [] 1 )/ , ( pembulatan kebawah, i = 3,5,7,…,N (29) [ ] [ ]∑
= = Δ − + = N i i i Lb L p L i N U 3 ] [ 1 ) ( ), 3,5,7,..., ( (30) [ ]∑
= ++
Δ
=
I j I jUb
qb
qb
L
Gb
1 ] 1 [ ] 1 [ ] [ 1(
)
(
)
(31)Model MT tersebut menjelaskan bahwa persamaan (11) adalah fungsi tujuan. Kendala (12) berkaitan dengan waktu yang menjelaskan bahwa seluruh blok harus selesai dikerjakan tepat pada saat atau sebelum batas waktu perakitan seluruh blok. Kendala (13) menyatakan total berat blok harus sama dengan berat blok kapal sebelum diluncurkan. Kendala (14) menyatakan total panjang blok harus sama dengan panjang kapal seluruhnya sedangkan kendala (15) menjelaskan bahwa panjang blok tengah kapal yang merupakan blok pertama yang diproses tidak melampaui panjang konstruksi, dan kendala (16) membatasi panjang blok lain juga tidak boleh melampaui panjang sesuai konstruksi disetiap lokasi blok. Kendala (17) membatasi berat setiap blok tidak boleh melebihi kapasitas alat angkut blok ke building berth. Kendala (18) menyatakan bahwa baik panjang maupun berat blok harus positif. Persamaan (19) sampai (23) merupakan formula untuk menghitung berat blok di tengah kapal sedangkan rumus (24) sampai (27) untuk menghitung berat blok di daerah haluan kapal. Untuk menghitung berat blok di daerah buritan, digunakan rumus (28) sampai (31).
Penentuan Variabel
Memperhatikan bentuk model yang dikembangkan tersebut terlihat bahwa model tersebut dapat dipecahkan dengan teknik Lagrangian. Menurut Liebermann dkk. (1995), untuk pemecahan dengan metoda Lagrangian, fungsi tujuan harus dimodifikasi menjadi rumusan berikut.
∑
= + = n i i ig y F 1λ
(32)y adalah fungsi tujuan, λi adalah Lagrangian multiplier, serta gi adalah fungsi kendala. Dari (32) dapat ditentukan komponennya sebagai berikut.
∑
∑
= =−
+
=
i j j N is
s
tG
y
1 ] [ 1,
)
(
i = 1,2,…, N (33)Fungsi (33) dapat diuraikan menjadi bentuk:
∑
= − + + − = N i i N s Ns G i N t y 1 2 )/2 ( )/2 ( ) ) 1 ( ( (34)Komponen gi dalam (32) merupakan persamaan kendala. Pada model MT persamaan gi diambil dari persamaan (12) sampai (31). Semua persamaan tersebut ditulis dalam bentuk implisit. Kendala yang berbentuk ketidaksamaan diubah menjadi persamaan dengan menambah slack variable. Persamaan itu juga sekaligus merupakan turunan parsial fungsi terhadap lagrangian multipliernya.
ALGORITMA MODEL MT
Berdasarkan karakteristik model sebagaimana diuraikan tersebut, dirancang suatu heuristik penyelesaian sebagai berikut.
Step-0: Tentukan parameter galangan tempat kapal akan dibangun, yaitu: d, , s, , t, serta data kapal yang akan dihitung ukuran blok optimalnya yaitu,
s
L
C
AA FP AP j KSL FP AP AF k OAL
n
L
L
L
L
G
q
q
dan
q
L
,
,
,
Δ
,
,
,
,
,
,
,
.Step-1 : Ubah nomor intensitas berat (qj) sebagai berikut: …,
[ ]10 qh[ ]1,
q = q[ ]9 =qh[ ]2, q[ ]1 =qh[ ]10,
Step-2 : Perhatikan kondisi konstruksi sesuai gambar untuk menentukan panjang blok tengah menggunakan formula (15), lanjutkan step-3.
Step-3 : Gunakan persamaan (19) sampai (23) untuk menentukan berat blok, lanjutkan step-4. Step-4 : - Jika berat blok >
C
AA , lanjutkan step-5.- Jika berat blok ≤
C
AA , lanjutkan step 8.Step-5 : Kurangi panjang blok sampai berat blok ≤
C
AA , lanjutkan step-6.Step-6 : Periksa apakah panjang blok sudah sesuai dengan kondisi konstruksi kapal. - Jika belum sesuai, lanjutkan ke step-7
- Jika sudah sesuai, lanjutkan ke step-8.
Step-7 : Set panjang blok baru yang telah sesuai konstruksi dengan syarat harus lebih kecil dari panjang blok sebelumnya.
Step-8 : Set panjang blok di daerah haluan dimulai dari batas blok tengah di daerah haluan menggunakan persamaan (16).
Step-9 : Hitung berat blok di daerah haluan dengan persamaan (24) sampai (27), kembali ke step-4, dan ikuti langkah sampai step-9 sampai tercapai syarat selisih panjang kapal dengan total panjang blok di daerah haluan yang telah dihitung (panjang kapal sisa) ≤ , dan selisih dengan total berat blok yang telah dihitung (berat kapal sisa) ≤CAA, lanjutkan step-10.
s
L
KSL
G
Step-10 : Tentukan panjang kapal sisa sebagai panjang blok terakhir di daerah haluan dan berat kapal sisa sebagai berat blok terakhir di daerah haluan.
Step-11 : Tentukan berat blok di daerah haluan sebagai N1, lanjutkan step-12
Step-12 : Tentukan panjang blok di daerah buritan dimulai dari batas blok sebelumnya dengan persamaan (16), lanjutkan step-13.
Step-13 : Hitung berat blok di daerah buritan dengan persamaan (28) sampai (31), kembali ke step-4 dan ikuti langkah sampai step-7 dan lanjutkan step-12, sampai tercapai panjang kapal sisa di daerah buritan ≤
L
s, dan berat kapal sisa di daerah buritan ≤ CAA.Step-14 : Tentukan panjang kapal sisa di daerah buritan sebagai panjang blok terakhir di daerah buritan, dan berat kapal sisa sebagai berat blok terakhir di daerah buritan.
Step-15: Tentukan jumlah blok di daerah buritan sebagai N2.
Step-16 : Tentukan jumlah seluruh blok dengan rumus N= N1 + N2 + 1, dan substitusikan berat blok yang telah diperoleh ke ruas kiri pertaksamaan (12),
- Jika pertaksamaan (12) terpenuhi, berarti solusi dasar yang layak tercapai, lanjutkan step-17.
- Jika pertaksamaan (12) tidak terpenuhi, berarti tidak ada solusi layak, stop.
Step-17: Urutkan nomor blok sesuai ketentuan penjadwalan mundur: nomor N, nomor N-1, …, nomor 2, nomor 1.
[ ]1
G G[ ]2
[ ]N1
G G[ ]N2
Step-18: Masukkan nilai N dan yang telah dihitung serta nilai s dan T yang diketahui ke dalam persamaan fungsi tujuan (11), hitung total waktu tinggal aktual ( ).
i
G
a B
F
HASIL DAN PEMBAHASAN
Untuk memberikan ilustrasi penerapan model MT yang dikembangkan untuk penentuan ukuran blok optimal kapal dengan mesin induk di tengah, berikut diperlihatkan hasil perhitungan dengan algoritma yang diusulkan dan hasilnya dibandingkan dengan teknik yang digunakan selama ini di galangan. Data diambil di galangan PT P pada suatu tipe kapal penumpang yang telah selesai dirakit. Panjang, berat tiap blok, dan waktu perakitan untuk setiap blok dengan metode blok optimal dengan kriteria total waktu tinggal aktual dapat dilihat pada tabel di bawah ini dan sebagai pembanding disajikan data kapal yang sama dengan metode yang biasa dilakukan di galangan kapal PT P dengan kriteria yang sama.
Hasil Perhitungan dengan Metoda Model-MT
Hasil Perhitungan dengan Metoda yang Biasa Digunakan No Blok Panjang Blok Berat Blok Waktu Perakitan No Blok Panjang Blok Berat Blok Waktu Perakitan 1 15,000 70,006 38,504 1 9,000 33,715 18,543 2 4,200 46,395 25,517 2 6,000 26,633 14,648 3 3,600 43,242 23,783 3 5,400 69,619 38,290 4 3,600 41,957 23,076 4 6,000 69,081 37,995 5 3,600 45,664 25,115 5 5,400 69,464 38,205 6 3,600 44,464 24,455 6 6,000 70,486 38,767 7 4,200 48,617 26,739 7 5,400 55,196 30,358 8 4,800 50,068 27,537 8 6,000 59,621 32,792 9 4,800 48,185 26,502 9 5,400 73,071 40,192 10 3,600 41,354 22,745 10 5,400 59,649 32,807 11 3,000 40,599 22,329 11 6,000 56,798 31,239 12 3,600 45,641 25,103 12 4,800 63,562 34,959 13 5,400 56,801 31,241 13 3,000 12,387 6,813 14 4,200 44,439 24,441 14 15,800 4,487 2,468 15 6,800 61,803 33,991 15 4,800 5,464 3,005 Total Waktu Tinggal Aktual
= 4473,298 Jam
Total Waktu Tinggal Aktual = 4843,011 Jam
PENUTUP
Penelitian mencoba mengembangkan suatu model optimasi untuk menentukan ukuran blok optimal dengan kriteria minimasi total waktu tinggal aktual serta mengembangkan kendala yang disesuaikan dengan sistem produksi kapal. Kasus yang diambil dalam penelitian adalah kapal dengan mesin induk di tengah. Simpulan yang dapat ditarik dari penelitian adalah model penjadwalan batch pada mesin tunggal yang dikembangkan Halim dkk (1993a, 1993b, 1994) dapat dikembangkan untuk membangun model optimasi untuk menghitung ukuran blok optimal untuk mesin induk di tengah. Dari hasil perhitungan pada data kapal dengan mesin induk di tengah dan kriteria yang sama, metodeoptimasi model-MT yang dikembangkan dapat memberikan total waktu tinggal yang lebih kecil dibanding dengan metoda yang biasa dipakai selama ini.
DAFTAR PUSTAKA
Eyres, D.J. (1988). Ship construction. 3th Edition. B.H. Newness.
Halim, AH., Miyazaki, S., & Ohta, H. (1993). Batch scheduling problems to minimize actual flow times of parts through the shop under JIT environment. European Journal of Operational Research, 71,529-544, North Holland.
Halim, AH. & Ohta, H. (1993). Batch scheduling problems through the flowshop with both receiving and delivery just in time. International Journal of Production Research, Vol 31, No 8, 1943-1955.
Halim, AH., Miyazaki, S.& Ohta, H. (1994). Lot scheduling problems of multiple items in the shop with both receiving and delivery just in time. Production Planning and Control, Vol 5, No 2, 175-184.
Hillier, L. (1995.) Operations Research, application and Algorithm. USA: McGraw-Hill.
Zahedi. (2006). Model optimasi ukuran blok optimal dengan kriteria minimasi total waktu tinggal aktual. Jurnal Matstat, Vol. 6, No. 2, 165-176.