Abstract—During portland cement production proces, cooler support wheel’s lubrication is very important for cooler’s work continuity. A smooth movement of Rate Plate Cooler’s is mandatory during operations and grate plate’s supporting wheel should have to rotate normally.
Control toward the system is used to manage lubrication time of the wheels in order to prevent wheel stagnancy or worn-out that resulted to in optimum grate plate movement. The needed control system is a reliable automatic lubrication control system for support wheel that could works continuously and easy to trouble shoot in case of problem occurs. The new control system to replace the old and complicated control system that could not be promptly handled whenever trouble occurs.
By using Programmable Logic Controller (PLC), a new and more economic lubrication control system is created and giving an optimum output. The control system is tested successfully. In ready condition whenever a command entered, the control system working directly according to the set time and giving alarm signal and indication lamp in the control panel then deliver signal towards Central Control Room (CCR) whenever there is an operation failure occurs. Index Terms—cooler, lubrication, pico controller PLC, control systems
Abstrak–- Pada proses produksi semen, lubrikasi roda penyangga cooler sangat penting bagi kontinuitas kerja cooler. Pergerakan grate plate cooler harus lancar selama operasi dan roda-roda penyangga grate plate harus dapat berputar secara normal. Pengendalian pada sistem ini digunakan untuk mengatur waktu pelumasan roda-roda tersebut sehingga tidak terjadi kemacetan atau keausan yang mengakibatkan pergerakan grate plate tidak optimal. Sistem kontrol yang diperlukan adalah sistem kontrol lubrikasi roda penyangga cooler otomatis, handal, mampu bekerja terus-menerus dan mudah dilakukan troubleshooting apabila terjadi masalah. Sistem kontrol yang baru ini menggantikan sistem kontrol lama yang rumit, apabila terjadi kerusakan, tidak dapat ditangani secara cepat. Dengan menggunakan Programmable
Logic Controller (PLC), dibuat sistem kontrol lubrikasi baru dengan harga yang lebih murah dan memberikan hasil yang optimal. Hasil pengujian sistem kontrol ini berhasil. Pada kondisi Ready, saat command masuk, sistem kontrol ini langsung bekerja sesuai dengan waktu yang telah diset. Dan memberikan sinyal alarm dengan lampu indikasi di panel serta mengirim sinyal ke Central Control Room (CCR) apabila terjadi kegagalan operasi.
Kata Kunci— cooler, lubrikasi, PLC pico controller,
sistem kontrol
I. PENDAHULUAN
ADA industri semen, cooler adalah bagian yang vital. Apabila gagal bekerja maka pabrik dapat mengalami shutdown. Fungsinya adalah mendinginkan produk terak (clinker) setelah melalui proses pembakaran 1400oC. Cooler mempunyai grate yang berlapis, yang bergerak bergantian sehingga dapat mendorong material menuju alat pengangkut. Di bawah
grate terdapat roda-roda pejal bebas, yang menahan grate plate saat bergerak.
Sistem kontrol lubrikasi roda penyangga cooler sangat diperlukan untuk mengatur waktu pelumasan roda-roda tersebut sehingga tidak terjadi kemacetan atau keausan yang dapat berakibat pergerakan grate tidak optimal. Oleh karena itu sistem kontrol lubrikasi ini harus handal dan memudahkan troubleshooting bila terjadi masalah. Sistem lubrikasi ini dibuat menggunakan PLC Pico Controller yang sangat sederhana dan dilengkapi dengan program ladder, serta didukung komponen-komponen listrik dan lampu indikasi operasi. Sistem kontrol yang baru ini menggantikan sistem kontrol lama yang rumit dan kadang terjadi kerusakan yang tidak dapat ditangani secara cepat. Dengan desain alat ini, dapat dilakukan
troubleshooting yang lebih cepat bila terjadi masalah
dan mudah dipahami. Selain itu, juga diperoleh kontrol baru dengan harga yang lebih murah.
II. TEORIPENUJANG 2.1 Penelitian Terdahulu
Penelitian yang dilakukan oleh Imam Firmansyah (2006) tentang analisis sistem pelumasan pada
Perancangan Sistem Kontrol Lubrikasi Roda
Penyangga Cooler Berbasis PLC
(Programmable Logic Controller)
Diana Rahmawati
1, M.Taqijuddin Alawy
2, A. Sirrul Atho
3Mekatronika Universitas Trunojoyo Madura1, Teknik Elektro Universitas Islam Malang2 [email protected], [email protected], [email protected]
mesin Honda Civic 16 valve menyimpulkan dari hasil analisis yang dilakukan bahwa minyak pelumas memiliki fungsi yang sangat penting dalam melindungi bagian-bagian mesin yang saling bergesekan yaitu dengan cara memberikan pelumasan, pendinginan, perapatan, pembersihan
dan penyerapan tegangan pada
komponen-komponen mesin agar tidak terjadi kerusakan pada komponen-komponen mesin, serta perawatan sistem pelumasan sangat diperlukan untuk mencegah terjadinya kerusakan pada mesin. [1]
Penelitian yang dilakukan oleh Taufan Maulana (2007) tentang aplikasi sistem kontrol weight feeder berbasis PLC sebagai pengganti sistem kontrol Schenck tipe Multicont menyimpulkan dari hasil analisis yang dilakukan bahwa PLC dapat melakukan fungsi-fungsi sistem kontrol weight
feeder lama, serta mampu melakukan pengontrolan
umpan (feedrate) dengan error 1%. [2]
2.2 Sistem Kontrol Lubrikasi Roda Penyangga Cooler
Sistem kontrol lubrikasi berfungsi mengatur waktu maupun urutan (sequence) kerja pelumasan. Sistem kontrol lubrikasi bekerja terus-menerus (aktif) setelah mendapat perintah running dan berhenti bila perintah dicabut atau terjadi alarm.
Sistem kontrol lubrikasi yang ada sebelumnya adalah menggunakan FARVAL SS4500, yang dirancang oleh FLSmidth sebagai pendiri pabrik semen. Dan mulai diaplikasikan di cooler pabrik tuban 2 Semen Gresik mulai tahun 1997. Selama beroperasi, yang menjadi masalah adalah troubleshooting yang sulit karena kontroler ini terdiri dari komponen-komponen kecil.
FARVAL SS4500 board mempunyai dua sinyal
input, yaitu sinyal perintah running dari Central Control Room (CCR) dan sinyal dari cycle switch. Sinyal output-nya ada dua, yaitu sinyal untuk menjalankan
pompa lubrikasi dan sinyal alarm ke CCR. Kontroler ini mempunyai tiga LED, yaitu hijau, kuning, dan merah, yang menginformasikan mode atau status :
1. Normal – ketika LED hijau berkedip maka kontroler mode operasi normal, yang berarti sedang beroperasi atau tidak ada alarm.
2. Cycle In Progress – ketika LED kuning berkedip maka kontroler mode lubrikasi, yang berarti pompa lubrikasi running.
3. Fault – ketika LED merah berkedip maka kontroler mode alarm, yang berarti kontroler mendeteksi suatu masalah.
4. Standby Mode - ketika LED hijau menyala terus (tidak berkedip) maka kontroler mode standby, yang berarti menunggu perintah beroperasi.
Penjelasan mengenai kerja sistem kontrol lubrikasi roda penyangga cooler yang lama dan spesifikasinya dapat dijadikan pedoman untuk perencanaan sistem kontrol yang baru berbasis Programmable Logic
Controller (PLC).[3]
2.3 Dasar Teori Cooler
Grate Cooler sebagai pendingin dengan
berpendingin udara dilakukan dengan jalan melewatkan udara melalui celah-celah dari landasan (grate) dari klinker, kemudian panas akan ditransfer dari klinker ke udara. Tekanan udara yang tinggi mengakibatkan diperlukannya mempertahankan material flow feed dan apabila hal ini tidak diperhatikan perpindahan panas rata-rata dapat lebih tinggi dari keluaran yang sebenarnya dan juga dapat omputer lebih rendah. Hal ini disebabkan karena kondisi perubahan panjang pendingin yang dilalui klinker, undergrate dipisahkan ke dalam beberapa kompartemen, yang mana setiap kompartemen mempunyai fan tersendiri untuk mensuplai udara pada suatu tekanan dan volume yang kompatibel dengan kondisi pada setiap section tersebut.[4]
Gambar 1 Grate Plate Cooler 2.4 Pico Controller
Pico Controller adalah sebuah relay kontrol
elektronik dengan fungsi logika, timer, counter, dan real
time clock yang ada di dalamnya. Dengan kata lain, Pico Controller adalah sebuah kontrol dan peralatan input
yang dapat melakukan berbagai macam tugas di dalam suatu aplikasi mesin dan bangunan.
Pico Controller diprogram menggunakan diagram
ladder. Masing-masing elemen pemrograman
dimasukkan secara langsung melalui layar Pico
Controller. Atau melaui komputer (PC) dengan
menggunakan software Picosoft.[5]
Gambar 2 Pico Controller 2.5 Program Ladder
Program ladder adalah salah satu metode sederhana yang digunakan untuk program PLC. Itu adalah bahasa pemrograman grafis berevolusi dari relay rangkaian listrik. Setiap pernyataan program diwakili dengan baris, yang disebut anak tangga, yang memiliki semua masukan yang relevan ke kiri dan output ke kanan.[6]
2.6 Pemrograman PicoSoft
Software pemrograman PicoSoft adalah sebuah
program keluaran Allen Bradley, yang digunakan untuk membuat proyek program (diagram rangkaian) dan dapat di-download-kan ke Pico Controller.[5]
2.7 Komponen Pendukung
MCB adalah alat yang berfungsi untuk memutus hubungan listrik yang bekerja secara otomatis apabila ada arus atau beban lebih yang melebihi kapasitas
nominal dari MCB tersebut. Tidak seperti sekering (fuse), yang beroperasi hanya sekali kemudian diganti, MCB dapat direset (baik secara manual maupun otomatis) untuk mengembalikan operasi normal.[7]
Kontaktor adalah peralatan listrik yang bekerja berdasarkan prinsip induksi elektromagnetik. Pada kontaktor terdapat sebuah belitan yang mana bila dialiri arus listrik akan timbul medan magnet pada inti besinya, yang akan membuat kontaknya tertarik oleh gaya magnet yang timbul tadi. Kontak Bantu NO (Normally Open) akan menutup dan kontak Bantu NC (Normally Close) akan membuka.[8]
Relay adalah suatu piranti yang menggunakan elektromagnet untuk mengoperasikan seperangkat kontak saklar. Susunan paling sederhana terdiri dari kumparan kawat penghantar yang dililit pada inti besi. Bila kumparan ini dienergikan, medan magnet yang terbentuk menarik armatur berporos yang digunakan sebagai pengungkit mekanisme saklar.[9]
III. PERENCANAAN DAN PEMBUATAN 3.1 Konfigurasi Sistem
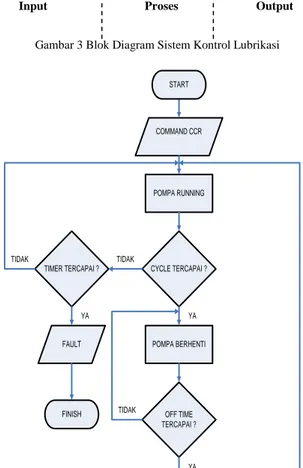
Gambar 3 Blok Diagram Sistem Kontrol Lubrikasi
CYCLE TERCAPAI ? POMPA RUNNING COMMAND CCR OFF TIME TERCAPAI ? TIMER TERCAPAI ?
FAULT POMPA BERHENTI
YA YA YA TIDAK TIDAK TIDAK FINISH START
Gambar 4 Flowchart Kerja Kontroler
Sistem ini terbagi dalam 3 bagian, yaitu input, proses, dan output. Bagian input terdiri dari sinyal
command dari CCR (Central Control Room) dan sinyal input dari tombol di panel. Di bagian proses hanya ada
PLC Pico Controller yang memproses sinyal atau mengatur sequence kerja sistem sesuai program yang dijalankan. Sedangkan di bagian output, sistem ini akan memberikan sinyal ke CCR, dan ke lampu indikasi di depan panel serta memberikan perintah ke aktuator.
3.2 Perencanaan Panel Kontrol
Panel kontrol dibuat dari bahan besi yang mempunyai panjang (p), lebar (l), dan tinggi (t) yaitu 30 cm X 20 cm X 40 cm. Barangnya sudah jadi dan banyak terjual di pasaran. Komponen utama dirangkai di atas
base plate bagian dalam panel dan berada di pintu panel
untuk tombol dan lampu indikasi.
POWER READY RESET ALARM PUMP RUNNING LOCAL START LAMP TEST PLC PICO SK R1 F1 5K7 4Q1
Gambar 5 Panel Kontrol Komponen yang dibutuhkan :
4 buah lampu, yaitu indikasi power, ready, pompa
running, dan alarm.
3 tombol (push button), yaitu local start, reset, dan tes lampu.
1 breaker single phase untuk safety kontroler.
1 breaker three phase untuk safety motor.
1 kontaktor untuk motor.
1 relay berfungsi sebagai kontak alam ke CCR. 3.3 Perancangan Program
Program berupa diagram ladder dibuat dengan menggunakan software Picosoft 6.0, kemudian men-download-nya ke Pico Controller.
Gambar 6 Tampilan Circuit Diagram PicoSoft 6.0 Program utama dalam sistem kontrol ini adalah program timer dan counter.
PLC Pico Controller Sinyal ke CCR Lampu Indikasi Aktuator Command CCR Tombol Panel
Input Proses Output
Cycle Switch
p l t
Gambar 7 Rung Timer
Gambar 8 Rung Counter
Gambar 9 Parameter Fungsi Timer di PicoSoft
Gambar 10 Parameter Fungsi Counter di PicoSoft 3.4 Perakitan dan Pemasangan Panel Kontrol
Gambar 11 Pemasangan Komponen dan Pengkabelan pada Panel
Gambar 12 Sistem Kontrol Lubrikasi Roda Penyangga Cooler yang telah Terpasang di Area
IV. PENGUJIANDANANALISA
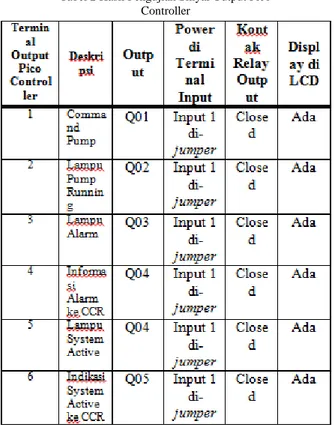
4.1 Pengujian Rangkaian Input Pico Controller Tabel 1 Hasil Pengujian Sinyal Input Pico Controller
Dari hasil pengujian diketahui bahwa rangkaian sudah benar dan Pico Controller dapat menerima sinyal
input.
4.2 Pengujian Rangkaian Output Pico Controller
Gambar 13 Contoh Rung Pengujian Output Pico Controller Dengan membuat satu rung sebagaimana Gambar 13 dan men-download-kannya ke dalam Pico
Controller, maka output dapat diuji satu per satu dengan
Tabel 2 Hasil Pengujian Sinyal Output Pico Controller
Dari hasil pengujian diketahui bahwa Pico
Controller dapat mengeluarkan sinyal output..
4.3 Pengujian Program dan Perangkat Keras Tabel 3 Hasil Pengujian Program dan Perangkat Keras
Dari hasil pengujian diketahui bahwa program bekerja dengan benar dan sesuai dengan konfigurasi sistem.
V. KESIMPULAN
Setelah melakukan perencanaan dan pembuatan sistem kemudian dilakukan pengujian dan analisanya, maka dapat diambil kesimpulan tentang sistem kontrol lubrikasi roda penyangga cooler, yaitu sebagai berikut : 1. Sistem kontrol lubrikasi roda penyangga cooler yang
baru, menggunakan Pico Controller yang merupakan
spare part umum di gudang PT Semen Gresik,
dirancang dengan mudah dari dua bagian yang terintegrasi yaitu perangkat keras dan perangkat lunak. Desain rangkaian perangkat keras disesuaikan dengan komponen yang digunakan dan support
dengan Pico Controller. Sistem ini dapat menggantikan sistem kontrol lama FARVAL SS4500 dan mampu bekerja sesuai dengan sistem kontrol lama.
2. Perangkat lunak yang berupa diagram ladder dibuat menggunakan software PicoSoft yaitu software khusus untuk Pico Controller yang memiliki fasilitas fungsi timer dan counter.
DAFTAR PUSTAKA
[1] Firmansyah, Imam. 2006. Analisis Sistem Pelumasan
pada Mesin Honda Civic 16 valve. Semarang.
[2] Maulana, Taufan. 2007. Aplikasi Sistem Kontrol
Weight Feeder Berbasis PLC Sebagai Pengganti Sistem Kontrol Schenck Tipe Multicont di PT Semen Gresik (Persero) Tbk Pabrik Tuban 1. Malang.
[3] _______. 2004. FARVAL SS4500 Multi-Function
Controller/Monitor. USA : Bijur Delimon.
[4]http://lachigau.wordpress.com/2009/02/24/grate-coo ler-pabrik-semen
[5] Bradley, Allen. 2005. User Manual of Pico
Controller. Jerman : Rockwell Automation.
[6]http://ww.plc-course.com/PLC-Basic/Introduction-to -ladder-diagram-course.html
[7] http://id.wikipedia.org/wiki/Circuit_Breaker [8] http://www.scribd.com/doc/26789954/kontaktor [9] http://id.wikipedia.org/wiki/Relai
Diana Rahmawati 1(E’97–E’04) Probolinggo, 25 Oktober 1979. S1 Teknik Elektro Konsentrasi Sistem Kontrol Universitas Brawijaya Malang (2003), S2 Teknik Elektro Sistem Pengaturan Institut Teknologi Sepuluh Nopember Surabaya (2007)
Ketua Program Studi dan pengajar di D3 Mekatronika Universitas Trunojoyo Madura. Fokus penelitian pada kecerdasan buatan, sistem pengambilan keputusan dan green
energy automation.
Muhammad Taqijjuddin A 2(E’91–E’04) Malang, 8 April 1963. S1 Teknik Elektro Konsentrasi Sistem Tenaga Universitas Islam Malang (1996), S2 Teknik Elektro Universitas Brawijaya Malang (2007)
Ketua Jurusan dan pengajar di Teknik Elektro Universitas Islam Malang. Fokus penelitian pada sistem tenaga, pengendalian dan sistem pembangkit mikrohidro.
Achmad Sirrul Atho’ 3(E’09)
S1 Teknik Elektro Universitas Islam Malang (2011), Bekerja di Pabrik Tuban 2 PT. Semen Gresik (Persero ) Tbk.