PROCEEDING
SEMINAR NASIONAL DAN CALL FOR PAPER 2012
Tema : INOVASI TEKNOLOGI MENUJU
KEMANDIRIAN BANGSA
08 SEPTEMBER 2012
AULA KAMPUS 1
PROCEEDING
SEMINAR NASIONAL DAN CALL FOR PAPER 2012
COPYRIGHT@2012
Fakultas Teknik
Universitas Muhammadiyah Sidoarjo
SEMINAR NASIONAL DAN CALL FOR PAPER 2012
FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SIDOARJO
PENANGGUNG JAWAB
Hindarto, S.Kom., MT
KETUA PELAKSANA
Wiwik Sulistiyowati, ST., MT
PROCEEDING EDITOR
Verani Hartati., ST., MT
A’rasy Fakhrudin., MT
Hindarto., S.Kom., MT
TIM REVIEWERS
Prof. Udisubakti Ciptomulyono., Ph.D
Dr. Wibowo Harso Nugroho., M.Sc
Dr. Arif Muntasa
Dr. Eko Setijadi
Hana Catur Wahyuni, MT
Edi Widodo., MT
Abdullah Basuki, M.Si
Irwan Al-Kautsar., MT
Izza Anshory., MT
FAKULTAS TEKNIK
UCAPAN TERIMA KASIH
Rektor UMSIDA
Onno W. Purbo., M.Eng., Ph.D
Dr. Henry Subiakto., MA
Telkom Sidoarjo
Barcom – IT Supplier
Indograf Printpack
KATA PENGANTAR KETUA PANITIA
Assalamu’alaikum Wr. Wb
Puji sykur kehadirat Allah SWT, atas berkat Rahmat dan Hidayah – Nya Seminar
Nasional Fakultas Teknik – Universitas Muhammadiyah Sidoarjo dapat dilaksanakan sesuai
dengan jadwal yang telah direncanakan, 08 September 2012.
Fakultas Teknik Universitas Muhammadiyah Sidoarjo, dalam berprosesnya selalu
berusaha untuk meningkatkan kualitas dan atmosfer akademik. Baik kualitas dalam hal
akademik dan non akademik. Serta peningkatan atmosfer akademik dapat terbentuk dengan
adanya interaksi yang berkelanjutan antar sivitas akademika yang ada dalam internal institusi
pendidikan tinggi tersebut, maupun antar institusi pendidikan tinggi lainnya.
Salah satu cara untuk meningkatkan Interaksi yang berkelanjutan tersebut, dengan
adanya suatu kegiatan publikasi hasil penelitian yang dapat membentuk interkasi positif
antara mahasiswa, dosen, praktisi dan masyarakat.
Seminar Nasional dan Call For Paper merupakan agenda rutin bagi Fakultas Teknik
Universitas Sidoarjo. Pada Seminar Nasional dan Call for Paper tahun 2012 mengusung
tema “ Inovasi Teknologi Menuju Kemandirian Bangsa”. Diharapkan dengan adanya
kegiatan ini pula dapat dijadikan sebagai sarana komunikasi antar peneliti, akademisi
maupun praktisi, sekaligus sebagai sarana publikasi pendidikan tinggi penyelenggara.
Akhirnya, atas nama panitia kami mengucapkan selamat mengikuti Seminar Nasional
dan Call for Paper Fakultas Teknik 2012, semoga bermanfaat bagi diri kita, instusi
pendidikan tinggi, masyarakat dan bangsa, serta perkembangan ilmu pengetahuan dan
teknologi.
Wassalamu’alaikum Wr.Wb
Sidoarjo, 05 September 2012
Ketua Panitia,
KATA PENGANTAR DEKAN FAKULTAS TEKNIK
Assalamu’ alaikum Wr. Wb
Alhamdulillah, puji syukur kepada Allah SWT, yang selalu melimpahkan rahmat dan
hidayahNya pada kita semua. Selamat datang dan terima kasih atas peran serta peserta
Seminar Nasional Fakultas Teknik Universitas Muhammadiyah Sidoarjo.
Dalam rangka memfasilitasi semua kalangan, dosen, mahasiswa, peneliti, pelaku
bisnis dan masyarakat umum dalam mempublikasikan hasil penelitiannya, dan sebagai
jembatan untuk melakukan sharing dalam rangka meningkatkan daya saing bisnis, maka
Fakultas Teknik menyelenggarakan Seminar dengan tema inovasi teknologi menuju
kemandirian bangsa
Seminar ini diharapkan dapat memberikan wawasan mengenai pentingnya inovasi
teknologi dalam memajukan bangsa. Selain itu, berbagai konsep, dan hasil penelitian bidang
rekayasa teknologi dibahas dalam seminar ini. Konsep dan hasil penelitian ini akan disajikan
dalam presentasi dan diskusi ilmiah yang melibatkan peneliti dengan berbagai macam bentuk
penelitian rekayasa teknologi.
Akhirnya, kami mewakili civitas akademik Fakultas Teknik Universitas
Muhammadiyah Sidoarjo menyampaikan terimakasih kepada semua pihak, panitia seminar,
peserta seminar, sponsorship dan semua pihak yang telah membantu pelaksanaan seminar
ini. Selamat melaksanakan seminar dan diskusi ilmiah, semoga acara ini mendapat ridlo dari
Allah SWT dan bermanfaat bagi kita semua. Amin.
Wassalamu ‘alaikum Wr .Wb
Sidoarjo, 05 September 2012
Dekan Fakultas Teknik
SUSUNAN PANITIA SEMINAR NASIONAL FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SIDOARJO
Penanggung Jawab
: Hindarto, S. Kom., MT
Ketua Pelaksana
: Wiwik Sulistiyowati, MT
Sekretaris 1
: Yulian Findawati, ST, M.MT
Sekretaris 2
: Verani Hartati, MT
Bendahara
: Izza Anshory , ST, MT
Kesekretariatan
:
Achmad
Ahfas,
MT
Harjo,
S.Kom
Nidhom, ST
Sie. Publikasi dan Dokumentasi : Roni Pambudi, S.Kom
Arif Rahman, M.PSi
Alfan, S.Kom
Sie Proceeding
: Arif SenjaFitroni, S.Kom
Abdullah
Basuki,
MSi
Hana Catur, MT
Edi Widodo, MT
A’rasy Fakhrudin, MT
Tim ReviewerAhli
: Dr. Wibowo Harso Nugroho.,M.Sc
Dr. Arif Muntasa
Prof. Dr. UdiSubakti
Dr. EkoSetijadi
Sie. Acara
: Atikha Sidhi C., ST
Iswanto, MMT
Abi Nurdian, ST
Ade Eviyanti., ST
Drs. Amirin
Sie. Dana Usaha
: Ir. Sumarno
Ir. Wiwik Sumarmi., MT
JADWAL ACARA SEMINAR NASIONAL FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SIDOARJO
Hari,
Tanggal
Jam Materi
Pemateri
Sabtu,
8 /9/
2012
08.30 – 08.35
08.35 – 09.00
09.00 – 11.00
11.00 – 11.30
11.30 – 12.30
12.30 – 16.00
16.45 – 17.00
Pembukaan
Sambutan-Sambutan
Seminar Nasional
”Inovasi Teknologi
menuju Kemandirian
Bangsa”
Tanya Jawab
ISHOMA
Presentasi
Call For
Paper sesi
Penutupan
PembawaAcara
Ketua Pelaksana SNFT 2012
Rektor UMSIDA
Onno W. Purbo, M.Eng, Ph.D
Dr. Henry Subiakto, MA
Moderator : Irwan Al Kautsar
Notulen : VeraniHartati
Peserta
Seksi konsumsi
Pemakalah
DAFTAR ISI
A.
BIDANG TEKNIK INDUSTRI
1.
Evaluasi Kebijakan Inventori Material Chemical Asam Chlorida Menggunakan
Metode Deterministik Dinamis
Sugiyanto , Verani Hartati ... A. 1 -6
2.
Mengoptimalkan output produksi dengan Model Material Requirement Planning
dan Model Capacity Requirement Planning pada produk tinta
Jaka Purnama, Abbas Sato ... A.7 - 12
3.
Analytical hierarchy process sebagai dasar pemilihan pemasok dan penentuan
anggaran pembiayaan bahan baku di CV. Karya Bahari Surabaya
Nofan Hadi, Widhy W, Achmad S... A. 13 -22
4.
Analisa Tingkat Sophisticated Teknologi Dengan Integrasi Metode Teknometrik-
Analiytical Kierarki Process (AHP) Untuk Meningkatkan Mutu Pendidikan pada
Universitas “X “
Hana Catur W, Atikha S.C, Boy Isma P... A. 23 -26
5.
Analisis Peningkatan Kualitas Tahu Dengan Pendekatan Quality Function
Deployment
Milatul Ulya, Hotib, Iffan M... A. 27 -38
6.
Analisis Pemilihan Supplier Batu Bara Dengan Metode Data Envelopment
Analysis
Heri Sugiono, Hana Catur W ... A. 39 -44
7.
Peningkatan Kualitas Pelayanan dengan Pendekatan Fuzzy dan Metode Serbice
Quality
Muhammad Ainul Yakin, Wiwik Sulistiyowati... A. 45 -50
8.
Usulan perbaikan tata letak pada proses produksi di cv. Mitra setia sejahtera
dengan metode line balancing dan metode space rel
9.
Analisa Kepuasan Konsumen Terhadap Pelayanan Service Sepeda Motor Yamaha
Bebek Menggunakan Metode Intergrasi Servqual Dan Quality Funtion Deployment
Wiwik Sumarmi, Diaz Risky Yuniar ... A. 59 -66
10.
Pemanfaatan metode Delphi dan QFD dalam peningkatan kualitas proses belajar
mengajar pada SMP Dr. Soetomo Surabaya
Taufik Rachmad Fauzy, Evi Yuliawati... A. 67 -74
11.
Evaluasi Penjadwalan Perawatan Untuk Meningkatkan Reliability Mixer Scanima
Pada PT. X
Cristian Hadi W, Tedjo Sukmono ... A. 75 -82
12.
Evaluasi pengalaman pelanggan pada cat tembok durashield produksi PT. Tunggal
Djaja Indah
Rony Prabowo ... A. 83 -92
13.
Analisis Jenis Dan Penyebab Kecacatan Produk Minibus Pada Proses Trimming
Menggunakan Fault Tree Analysis
Desy Meilina Fulani, Retno Wulan ... A. 93 -100
14.
Analisa pemilihan supplier polyurethan dengan vendor performance indicator
berbasis Quality Cost Delivery Flexibility Responsiveness di PT Sinar Foam jaya
Surabaya
Rony Prabowo ... A. 101 -106
15.
Analisa Kepuasan Pelanggan Terhadap Kualitas Layanan Bengkel Dengan Quality
Function Deployment Di Ahass Kebonsari Motor Surabaya
Joko Amianto ...A. 107 -116
16.
Pengendalian Persediaan Bahan Baku Dengan Menggunakan Metode Algoritma
Wagner Within
B.
BIDANG TEKNIK INFORMATIKA
1.
Sistem pendukung keputusan investasi saham Berbasis Fuzzy Logic
Achmad Zakki F, Judi Prajetno S, Hartarto J ... B.1 -10
2.
Non Photorealistic Rendering Untuk Gambar Kartun Menggunakan Bilateral Filter
Dan Luminance Quantization
Endra Rahmawati ... B.11 -20
3.
Identifikasi Sinyal Elektroencephalograph Mengunakan Metode Wavelet Dan
Support Vector Machine (SVM)
Fenny Puspitasari, Hindarto ... B.21 -30
4.
Pengembangan Modul Penilaian Otomatis Terhadap Jawaban Soal Pendek Terbuka
Dalam Sistem E-Learning
Husni Thamrin, Jan Wantoro ... B.31- 38
5.
Sistem Pendukung Keputusan Kualitas Karyawan Berdasarkan Uji Kompetensi Dan
Fuzzy Database Model Tahani
Muhammad Noval R, Judi Prajetno S, Yosi K ... B.39- 50
6.
Penggunaan Algoritma Apriori Untuk Analisa Market Basket Pada Apotek
Noor Fauziah, Ade Eviyanti ... B.51- 58
7.
Pemanfaatan Association Rule Mining Dalam Membantu Pencarian
Dokumen-dokumen Berita yang Saling Berkaitan
Hermawan Andika, Suhatati Tjandra ... B.59 - 66
8.
Evaluasi Aplikasi E-Government Pada Situs Web Pemerintah Daerah Menggunakan
A
nalytic Hierarchy Process
C.
TEKNIK MESIN
1.
Pengaruh Arc On Time Dan Arus Terhadap Kekasaran Permukaan Hasil Permesinan
Sinking Edm (Electric Discharge Machine) Menggunakan Elektroda Kuningan Dan
Material St 41
Bambang Setyono, Mrihreningtyas ...C. 1- 5
2.
Pengaruh Variasi Sudut Potong Utama (K
r) Pada Sudut Orientasi 135
oAntara Pahat
Dan Benda Kerja Terhadap Batas Stabilitas Chatter Pada Proses Bubut Untuk Arah
Putaran Clockwise
Dzulkifli, Suhardjono ... C.6 - 16
3.
Perancangan Ulang Gatting System Dan Riser Untuk Satu Cetakan Dua Produk Pada
Pengecoran Sapu Roda
Hakam Muzakki ... ... C.17 - 26
4.
Desain Alat Pengisi Biji Kopi Semi Otomatis
Judi Prajetno S, Yeni, Edi Suryanto... C.27 - 36
5.
Analisa Pengaruh Beda Sudut Pengapian Dan Beban Poros Terhadap Unjuk Kerja
Pada Mesin Bensin 4 Tak
Purnomo, Efrita AZ, Edi Suryanto... C.37 - 44
6.
Pengaruh Arus Listrik Terhadap Sifat Mekanis Dan Struktur Mikro Pada Baja
Dengan Proses Pengelasan SMAW
Suheni, Purnomo ... C.45 - 52
7.
Analisa Perbandingan Bahan Valve Titanium Terhadap Baja Pada Kinerja Motor
Bensin Empat Langkah
D.
TEKNIK ELEKTRO
1.
Implementasi Penentuan Langkah Search Engine Optimization Berdasarkan Nilai
Bobot Tertinggi
Firma Sahrul Bahtiar, Abdul Kadir, Widyawan ... D.1 - 6
2.
Alat Pembersih Olie Bhzer pada Pipa Stainless Steel di PT. Guntner Indonesia
menggunakan Mikrokontroler ATMEGA 8535
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
Fakultas Teknik Universitas Muhammadiyah Sidoarjo C-
DESAIN ALAT PENGISI BIJI KOPI SEMI OTOMATIS
Judi Prajetno Sugiono
Sekolah Tinggi Teknik Surabaya
Yeni
Sekolah Tinggi Teknik Surabaya
Muhammad Nur Fajar
Sekolah Tinggi Teknik Surabaya
ABSTRAK
Dalam industri kecil pengolahan biji kopi, terdapat tiga proses produksi yang masih dilakukan secara manual yaitu proses persiapan bahan baku, proses penggorengan, dan proses pengemasan. Untuk mengoptimalkan produksi perlu dilakukan perbaikan stasiun kerja terutama pada proses pengemasan karena pada proses tersebut sering terjadi penumpukan. Beberapa aspek yang diperhatikan adalah efisiensi tenaga kerja, waktu produksi, biaya produksi dan reduksi proses. Proses pengemasan awalnya terdiri dari tiga proses (proses pengisian biji kopi kedalam plastik kemasan, penimbangan dan proses penyegelan) menjadi dua proses saja dengan mereduksi proses penimbangan, yaitu dengan mengekuivalensikan berat ke volume. Setiap kali dijalankan, mesin akan melepaskan volume biji kopi yang ekuivalen dengan berat yang diinginkan. Untuk mendapatkan akurasi berat yang baik, maka tiap kali pergantian bahan baku dilakukan kalibrasi. Proses pelepasan biji kopi dilakukan dengan tenaga pneumatic untuk mendapatkan kecepatan dan tenaga yang memadai. Hasil penelitian diujicobakan pada sebuah perusahaan dan dilakukan analisis perbandingan terhadap efektifitas perbaikan. Untuk waktu standar sebelum perbaikan stasiun kerja adalah sebesar 13.6323 detik/produk sedangkan setelah implementasi sebesar 11.7747 detik/produk, jadi dapat menghemat waktu sebesar 17.70901 jam/bulan. Dari analisis penghematan biaya dapat menghemat 13.02%, dan dari perbandingan produktivitas tenaga kerja, produktivitas tenaga kerja pada cara kerja baru (306 produk/orang) lebih tinggi dari pada cara kerja tradisional (264 produk/orang).
KATA KUNCI
Mesin Pengisi Biji Kopi, Kendali Pneumatik, Produktivitas
1. Pendahuluan
Lingkungan kerja yang ergonomis merupakan salah satu faktor yang dapat mempengaruhi kinerja pekerja. Bila lingkungan kerja yang kurang ergonomis dapat menyebabkan kinerja pekerja tidak optimal maka akan mempengaruhi produktivitas dari perusahaan. Lingkungan kerja yang dimaksud adalah lingkungan sekitar pekerja serta peralatan kerja. Fasilitas kerja yang memadai sangat diharapkan oleh pekerja supaya dapat bekerja dengan nyaman dan aman serta mengurangi tingkat kelelahan yang dirasakan. Manusia sebagai operator merupakan faktor yang paling utama dalam suatu sistem yang menentukan berlangsungnya suatu proses, walaupun pada saat ini mesin-mesin sudah banyak digunakan dan dirasakan manfaatnya dalam dunia industri. Tetapi peranan manusia tetap dominan, bahkan dalam beberapa industri, peranan manusia pekerja merupakan kunci utama berlangsungnya suatu kegiatan produksi.
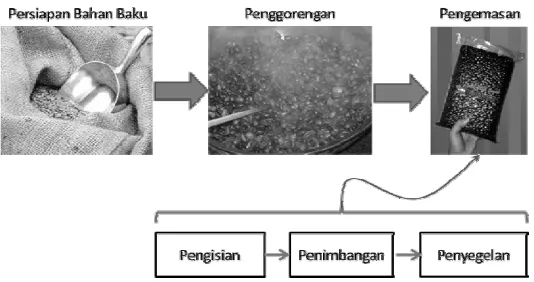
Home Industri biji kopi sangrai sangat berkembang dan dijual dalam berbagai kemasan mulai dari ukuran 250 gram sampai 5 kilogram. Dari survey yang dilakukan Dalam industri ini terdapat tiga proses utama proses persiapan bahan baku, proses penggorengan, dan proses pengemasan. Dalam proses pengemasan sendiri ada tiga proses dasar yaitu proses pengisian biji kopi kedalam plastik kemasan, proses penimbangan dan proses penyegelan (penutupan plastik). Hasil pengamatan menunjukkan bahwa antrian banyak terjadi bagian pengemasan, dikarenakan pekerja masih menggunakan alat yang tradisional (sederhana) dengan posisi kerja yang tidak ergonomis.
Untuk mengatasi hal tersebut dilakukanlah penelitian untuk merancang suatu fasilitas kerja yang ergonomis sebagai penunjang pekerja agar dapat bekerja dengan nyaman berupa suatu alat bantu dalam pengemasan. Fasilitas kerja ini diharapkan mampu menciptakan suatu kondisi kerja yang efisien yang meningkatkan produktivitas perusahaan.
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
C- Fakultas Teknik Universitas Muhammadiyah Sidoarjo
[image:21.612.174.441.59.200.2]
Gambar 1. Proses pembuatan Biji kopi sangrai
2. Landasan Teori
Sistem Manusia Mesin
Kata mesin berkonotasi alat mekanis yang dipakai untuk mngubah atau mengolah suatu bahan menjadi produk. Tetapi tidak terluput selalu ada unsur manusia yang terlibat didalamnya, ada interaksi untuk menghasilkan output berdasarkan input yang diterimanya – dan karenanya disebut Sistem Manusia Mesin. Ada tiga macam kombinasi sistem manusia mesin, yaitu: Manual, Semi Otomotasi dan Otomatis. Sistem Manual berarti bahwa proses transformasi bahan baku menjadi produk sepenunhya dilakukan oleh manusia. Sebaliknya Sistem otomatis berarti bahwa proses transformasi bahan baku menjadi produk sepenuhnya dilakukan oleh mesin. Sistem semi otomatis merupakan kombinasi keduanya, dimana tenaga (power) proses transformasi dilakukan oleh mesin, tetapi proses pengendalian (control) dilakukan oleh manusia. Secara teknologi mungkin sistem otomatis adalah sistem yang ideal – akan tetapi pemilihan dari ketiga jenis sistem tersebut seringkali tidak dihadapkan pada teknologi, tetapi juga pada persoalan kebutuhan dan nilai guna. Mesin semi otomatis menjadi pilihan yang menarik tatkala pendekatan nilai guna dan kebutuhan spesifik menjadi perhatian.
Produktivitas
Produktivitas dapat didefinisikan sebagai perbandingan (rasio) antara output per inputnya. Produktivitas ini merupakan suatu tolak ukur untuk mengukur seberapa baik sumber daya digunakan dalam organisasi untuk menyelesaikan suatu kumpulan output. Jadi produktivitas bukanlah ukuran dari produk atau kekuatan yang diproduksi, tetapi merupakan ukuran dari seberapa baik penggunaan sumber-sumber untuk mencapai hasil-hasil yang diinginkan.
Produktivitas berkaitan erat dengan efektifitas (efektif = tepat sasaran; sasaran yang diincar/dikejar dapat diperoleh) dan efisiensi (efisien = sasaran tercapai dengan upaya, biaya, pengorbanan yang rendah). Artinya dengan diketahuinya nilai produktivitas maka akan diketahui pula seberapa efektif proses produksi telah didayagunakan untuk meningkatkan output dan seberapa efisien pula sumber-sumber input telah berhasil dihemat.
(a) (b)
Gambar 2. Proporsi Faktor Teknis dan Faktor Manusia dalam Upaya Meningkatkan Produktivitas Kerja
Pada hakekatnya produktivitas kerja banyak ditentukan oleh dua faktor utama yaitu, Faktor Teknis dan Faktor Manusia. Faktor Teknis: yaitu faktor yang berhubungan dengan pemakaian dan penerapan fasilitas produksi secara lebih baik, penerapan metode kerja yang lebih efektif dan efisien, dan atau penggunaan bahan baku yang lebih ekonomis. Faktor Manusia: yaitu faktor yang mempunyai pengaruh terhadap usaha-usaha yang dilakukan manusia didalam menyelesaikan pekerjaan yang menjadi tugas dan tanggung jawabnya. Faktor manusia terdiri dari Kemampuan kerja (ability) pekerja, dan Motivasi kerja yang merupakan pendorong kearah peningkatan prestasi kerja. Gambar berikut ini menunjukkan proporsi faktor teknis dan faktor manusia dalam upaya meningkatkan produktivitas kerja.
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
Fakultas Teknik Universitas Muhammadiyah Sidoarjo C-
dijumpai produksi yang sebagian besar mesin/peralatannya menggunakan sistem semi maupun yang otomatis. Namun sekalipun peranan mesin begitu berarti dalam peningkatan volume produksi, peran serta manusia juga masih diperhitungkan sebagai person yang memiliki kemampuan teknis untuk mengendalikan kerja mesin. Oleh karena itu peran manusia tidak dapat dieliminir karena terdapat serangkaian tugas dan interaksi yang terjadi antara mesin dan manusia yang saling menunjang satu sama lain untuk peningkatan produktivitas produksi.
Performance Rating dan Allowance
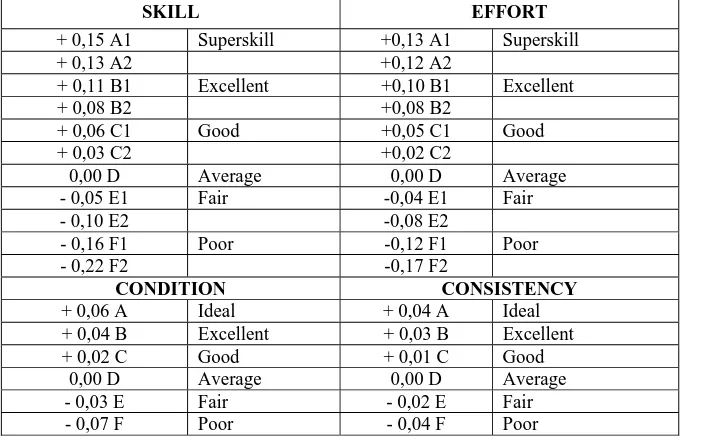
[image:22.612.76.418.208.429.2] [image:22.612.76.427.210.431.2]Penentuan Rating Kinerja adalah langkah penting dalam pengukuran kerja. Penentuan ini dilakukan sepeunhnya berdasar pengalaman, pelatihan dan studi dari para peneliti. Rating Kinerja dapat didefiniskan sebagai prosedur pembandingan kinerja kondisi observasi dan kinerja pada konsisi Normal. Ada beberapa metode yang dapat dipakai, salah satu yang dipergunakan dalam penelitian ini adalah Sistem Westinghouse. Sistem ini menghitung performance rating dalam perhitungan waktu normal (Wn) dalam empat faktor yaitu: Skill, Effort, Condition dan Consistency.
Tabel 1 Performance Rating dengan Sistem Westinghouse
SKILL EFFORT
+ 0,15 A1 Superskill +0,13 A1 Superskill + 0,13 A2 +0,12 A2
+ 0,11 B1 Excellent +0,10 B1 Excellent + 0,08 B2 +0,08 B2
+ 0,06 C1 Good +0,05 C1 Good + 0,03 C2 +0,02 C2
0,00 D Average 0,00 D Average - 0,05 E1 Fair -0,04 E1 Fair - 0,10 E2 -0,08 E2
- 0,16 F1 Poor -0,12 F1 Poor - 0,22 F2 -0,17 F2
CONDITION CONSISTENCY
+ 0,06 A Ideal + 0,04 A Ideal + 0,04 B Excellent + 0,03 B Excellent + 0,02 C Good + 0,01 C Good
0,00 D Average 0,00 D Average - 0,03 E Fair - 0,02 E Fair - 0,07 F Poor - 0,04 F Poor
Untuk mendapatkan ukuran kinerja berdasarkan waktu dihitung waktu normal (WN) dari tiap tugas yang dikerjakan dalam
situasi kecepatan kerja yang normal, yang ditentukan dengan
N C
W
=
W x p
... (1) Waktu Siklus ( ) = rata-rata waktu penyelesaian tugas1 wajar faktor penyesuaian ( ) = 1 cepat 1 lambat C W p = ⎧ ⎪> ⎨ ⎪< ⎩
Allowance atau kelonggaran adalah waktu yang diberikan kepada pekerja untuk menyelesaikan pekerjaannya disamping waktu normal. Misalnya istirahat, kekamar kecil, meminta bantuan dan sebagainya. Kelonggaran dibagi menjadi 4 bagian, yaitu kelonggaran untuk kebutuhan pribadi, kelonggaran untuk menghilangkan rasa fatigue, kelonggaran untuk hambatan-hambatan tak terhindarkan, kelonggaran dalam perhitungan waktu bebas. Dalam penelitian ini dipergunakan tabel allowance menurut Sutalaksana & Anggawisastra (1979). Sehingga waktu Standar (WS) dan Output Standar
(OS)ditentukan sebagai:
100% 100% %
Ws Wn
allowance
= × − ... (2)
1
S S
O
W
=
... (3)Perancangan Alat
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
C- Fakultas Teknik Universitas Muhammadiyah Sidoarjo
[image:23.612.231.383.99.202.2]
ke volume. Berat biji kopi disesuaikan dengan sebuah takaran, yang tentunya sebelum dipergunakan harus dikalibrasi terlebih dahulu pada titik ketelitian berat tertentu. Dalam percobaan, untuk mendapatkan berat biji kopi sangrai 250 gram dibutuhkan diameter takaran berbentuk silinder 14.22 cm dengan tinggi 6.5 cm.
Gambar 3 Dimensi Takaran
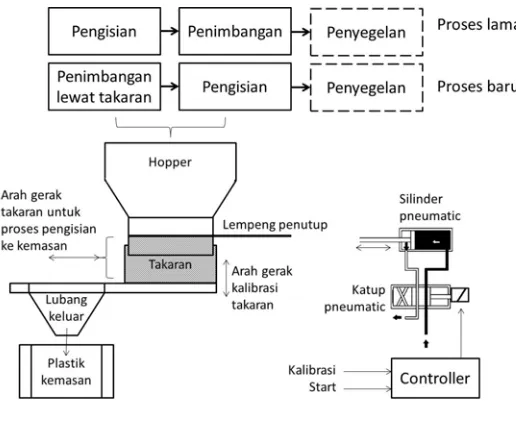
Urutan proses disesuaikan dengan cara membalik urutan proses menjadi penimbangan lewat takaran dan baru kemudian pengisian seperti diperlihatkan gambar 4. Pengisian dilakukan dengan mendorong takaran kearah lubang yang sudah disediakan. Agar dorongan memiliki tenaga dan cepat maka dipergunakan tenaga pneumatic.
Gambar 4. Bagan proses
Dengan memperhatkan bagan proses pada gambar 4, prinsip kerja alat ini secara berturutan adalah seperti berikut:
• Biji kopi sangrai dari penampungan hopper turun langsung ke takaran disebabkan adanya gaya gravitasi.
• Saat Tombol Start ditekan, takaran akan didorong oleh silinder pneumatic dengan tekanan angin dari kompresor melalui pneumatic control valve sehingga bergeser.
• Biji kopi sangrai akan jatuh melewati lubang takaran bawah menuju ke lubang keluar. Biji kopi sangrai langsung menuju ke kemasan pada ujung corong.
[image:23.612.175.433.256.469.2]Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
Fakultas Teknik Universitas Muhammadiyah Sidoarjo C-
[image:24.612.223.391.58.173.2]
Gambar 5. Prototype Alat pengisi biji kopi sangrai
3. Pengolahan dan Analisis Data
Alat yang dibuat kemudian diujicobakan dalam sebuah perusahaan home industry pengemasan biji kopi sangrai. Dalam pengamatan didapatkan waktu proses yang akan dipakai untuk mencari output standar.
a. Pengujian data
[image:24.612.73.548.281.676.2]• Proses pengisian biji kopi kedalam plastic secara manual
Tabel 2 Data proses pengisian secara manual
No Waktu (detik) No
Waktu (detik) No
Waktu (detik) 1 5.50 11 5.23 21 5.03 2 5.70 12 5.64 22 5.60 3 5.02 13 5.12 23 5.01 4 5.09 14 5.24 24 5.71 5 4.92 15 5.16 25 4.96 6 4.67 16 5.56 26 5.09 7 4.82 17 5.58 27 5.61 8 4.98 18 5.54 28 4.67 9 5.44 19 5.65 29 5.38 10 5.36 20 5.77 30 4.73 Uji kecukupan data:
N = 30; k = 2 (tingkat kepercayaan 95%); s = 5% (tingkat ketelitian);
∑
Xi= 157.780 ;2 833.110 i X =
∑
( )
(
)
(
)
(
(
) (
)
)
2 2 2 2 240 30 833.110 157.780
' 6.3482
157.780
i i
i
k s N X X
N X ⎡ − ⎤ ⎡ ⎤ − ⎢ ⎥ ⎢ ⎥ =⎢ ⎥ =⎢ ⎥ = ⎢ ⎥ ⎣ ⎦ ⎣ ⎦
∑
∑
∑
... (4)Kesimpulan: Data cukup Tes keseragaman data
Batas Kendali Atas (BKA) = +x ( . )kσ =(157.780 / 30)+
(
2 x 0.33694 = 5.9332)
... (5) Batas Kendali Bawah (BKB)= +x ( . )kσ =(157.780 / 30)−(
2 x 0.33694 = 4.5854)
... (6) Kesimpulan: Data Seragam• Proses penimbangan biji kopi secara manual 1 9.90 11 9.65 21 9.88
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
C- Fakultas Teknik Universitas Muhammadiyah Sidoarjo
[image:25.612.79.539.63.338.2]
Tabel 3 Data proses penimbangan secara manual
No Waktu (detik) No Waktu (detik) No Waktu (detik) 5 9.53 15 11.25 25 10.88 6 11.29 16 10.08 26 9.69 7 9.66 17 9.07 27 9.78 8 10.69 18 9.18 28 10.91 9 9.31 19 10.97 29 10.09 10 9.63 20 10.13 30 9.86 Uji kecukupan data
N = 30; k = 2 (tingkat kepercayaan 95%); s = 5% (tingkat ketelitian);
∑
Xi= 301.150 ;∑
Xi2= 3, 034.586(
) (
)
(
)
2 2
40 30 3,034.586 301.150
' 6.1089 301.150 N ⎡ − ⎤ ⎢ ⎥ =⎢ ⎥ = ⎣ ⎦ ... (7)
Kesimpulan: Data cukup Tes keseragaman data
BKA =(301.150 / 30)+
(
2 x 0.63088 = 11.3001)
... (8) BKB =(301.150 / 30)−(
2 x 0.63088 = 8.7766)
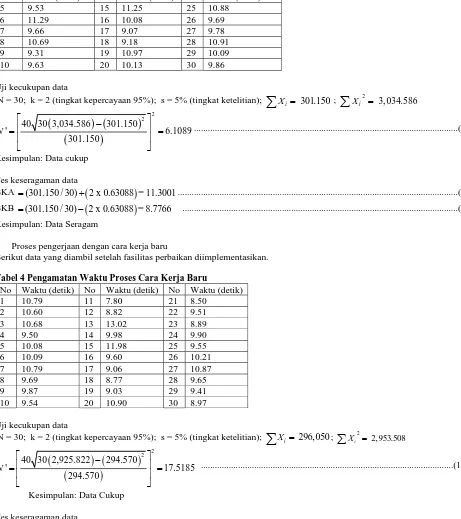
... (9) Kesimpulan: Data Seragam• Proses pengerjaan dengan cara kerja baru
[image:25.612.82.543.78.597.2]Berikut data yang diambil setelah fasilitas perbaikan diimplementasikan.
Tabel 4 Pengamatan Waktu Proses Cara Kerja Baru
No Waktu (detik) No Waktu (detik) No Waktu (detik) 1 10.79 11 7.80 21 8.50
2 10.60 12 8.82 22 9.51 3 10.68 13 13.02 23 8.89 4 9.50 14 9.98 24 9.90 5 10.08 15 11.98 25 9.55 6 10.09 16 9.60 26 10.21 7 10.79 17 9.06 27 10.87 8 9.69 18 8.77 28 9.65 9 9.87 19 9.03 29 9.41 10 9.54 20 10.90 30 8.97 Uji kecukupan data
N = 30; k = 2 (tingkat kepercayaan 95%); s = 5% (tingkat ketelitian);
∑
Xi= 296,050; 22,953.508 i X =
∑
(
) (
)
(
)
2 240 30 2,925.822 294.570
' 17.5185 294.570 N ⎡ − ⎤ ⎢ ⎥ =⎢ ⎥ = ⎣ ⎦ ...(10)
Kesimpulan: Data Cukup Tes keseragaman data
BKA = (2,953.508/30) + (2 x 1.05025) = 11.9688 ...(11) BKB = (2,953.508/30) – (2 x 1.05025) = 7.7678 ...(12) Kesimpulan: Data Seragam
b. Total Produk per Jam
• Proses pengisian biji kopi ke dalam plastic secara manual Performance Rating (P)
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
Fakultas Teknik Universitas Muhammadiyah Sidoarjo C-
Fair Skill : fair (E1) = - 0.05 Good Effort : good (C2) = 0.02 Good Condition : good (C) = 0.02 Ex. Consistency : excellent (B) = 0.03 Total = +0.02 Perhitungan allowance :
Menyekop, ringan = 10%, badan dibungkukkan, bertumpu kedua kaki = 7%, gerakan kerja normal = 0%, pandangan terputus-putus = 3%, temperatur normal = 2.5%, ventilasi kurang baik ada bau-bauan = 2.5%, siklus kerja berulang-ulang antara 5-10 detik = 0.5%. Total allowance = 25.5%
Waktu normal
5.26 1.02 5.3645 detik
N C
W =W × =p x = ...(13) Waktu standar
100% 100%
5.3645 7.2007 detik 100% % 100% 25.5%
S N W W
allowance
= × − = × − = ...(14)
Output standar 1
3600 detik=500 unit/jam 7.2007
Os= × ...(15)
• Proses penimbangan biji kopi secara manual Performance Rating (P)
Good Skill : good (C2) = 0.03 Good Effort : good (C2 = 0.02 Good Condition : good (C) = 0.02 Ex. Consistency : excellent (B) = 0.03 Total = +0.10 Perhitungan allowance :
Dapat diabaikan = 0%, badan dibungkukkan, bertumpu kedua kaki = 7%, gerakan kerja normal = 0%, pandangan hampir terus-menerus = 6.5%, temperatur normal = 2.5%, ventilasi kurang baik ada bau-bauan = 2.5%, siklus kerja berulang-ulang antara 5-10 detik = 0.5%. Total allowance = 19%.
Waktu normal
10.04 1.10 11.0422 detik
N
W = × = ...(16)
Waktu standar
100%
11.0422 13.6323 detik 100% 19%
Ws= × =
− ...(17)
Output standar 1
3600 detik=264 unit/jam 13.6323
Os= × ...(18)
• Proses pengerjaan dengan cara kerja baru Performance Rating (P)
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
C- Fakultas Teknik Universitas Muhammadiyah Sidoarjo
Perhitungan allowance :
Dapat diabaikan = 0%, bekerja duduk ringan = 0.5%, gerakan kerja normal = 0%, pandangan terputus-putus = 3%, temperatur normal = 2.5%, ventilasi kurang baik ada bau-bauan = 2.5%, siklus kerja berulang-ulang antara 5-10 detik = 0.5%. Total allowance = 12%.
Waktu normal
9.87 1.05 10.36 detik
N
W = × = ...(19) Waktu standar
100%
10.36 11.7747 detik 100% 12%
Ws= × =
− ...(20)
Output standar 1
3600 detik=306 unit/jam 11.7747
Os= × ...(21)
c. Analisis Perbandingan Waktu Standar
Dari cara kerja manual sebelum menggunakan alat pengisi biji kopi dan sesudah menggunakan alat pengisi biji kopi pada cara kerja baru maka dapat dibandingkan apakah ada perbaikan kerja pada penggunaan fasilitas kerja yang baru.
Waktu standar cara kerja tradisional = 13.6323 detik/produk Waktu standar cara kerja baru = 11.7747 detik/produk
Penghematan waktu pengerjaan: = Ws cara kerja tradisional – Ws cara kerja baru = 13.6323 - 11.7747 = 1.8576 detik/produk
Jadi dengan menggunakan alat pengisi biji kopi pada cara kerja yang baru dapat menjadi lebih efisien 13.63 %. Sedangkan penghematan waktu dalam 1 bulan adalah = 0.000516 jam/prdk x 1320 prdk/hari = 0.681116 jam/hari
= 17.70901 jam/bulan
Jadi penghematan waktu yang dapat dilakukan dengan metode kerja baru dalam waktu satu bulan sebesar 17.70901 jam.
d. Analisis Biaya per Produk
[image:27.612.77.254.475.524.2]Selanjutnya data total produk per jamnya dari ke dua metode di atas dapat dipakai untuk menganalisa biaya produk per produknya dari masing-metode kerja.
Tabel 5 Hasil Perhitungan Biaya per Produk
Cara kerja
Lama Baru Biaya per
produk Rp. 15,1470 Rp. 13,1753
Dari cara kerja lama sebelum menggunakan alat pengisi biji kopi dan sesudah menggunakan alat pengisi biji kopi pada cara kerja baru maka dapat dibandingkan apakah ada perbaikan dari segi biaya pada penggunaan fasilitas kerja yang baru. Biaya per produk cara kerja lama = Rp. 15,14701
Biaya per produk cara kerja baru = Rp. 13,175367
Penghematan waktu pengerjaan = Biaya per produk cara kerja lama – Biaya per produk cara kerja baru = Rp. 15,14701 - Rp. 13,175367 = Rp. 1,97164
Jadi dengan menggunakan alat pengisi biji kopi pada cara kerja yang baru dapat menjadi lebih efisien 13.02 %.
e. Produktivitas Tenaga Kerja
Dalam pengerjaan dengan sistem yang lama dibutuhkan dua tenaga kerja untuk menghasilkan 264 produk per jam, sedang untuk sistem kerja dengan menggunakan mesin yang dibuat dibutuhkan satu orang tenaga kerja untuk menghasilkan 306 produk per jam. Dengan demikian:
Produktivitas Cara kerja lama 264 132 produk per jam. 2
Proceeding Call for Paper – SNFT UMSIDA
BIDANG TEKNIK MESIN
Fakultas Teknik Universitas Muhammadiyah Sidoarjo C-
Produktivitas Cara kerja baru 306 306 produk per jam. 1
= =
4. Penutup
Berdasarkan analisa yang telah dilakukan, maka dapat ditarik beberapa kesimpulan dari perancangan alat yang telah dilakukan antara lain:
a. Alat pengisi biji kopi yang dirancang sesuai dengan postur tubuh dan kebutuhan pekerja sehingga dapat membantu meningkatkan jumlah produksi perusahaan.
b. Terdapat pengurangan tenaga kerja dengan alat pengisi biji kopi yang pada saat cara kerja tradisional jumlah tenaga kerja ada 2 orang sedangkan pada cara kerja baru penggunaan tenaga kerja menjadi 1 orang, karena perancangan alat pengisi biji kopi mengkombinasikan 2 proses yaitu proses pengisian dan penimbangan biji kopi menjadi 1 proses. c. Dari hasil perhitungan waktu proses yang dilakukan pada proses pengisian biji kopi ke dalam plastik dan proses
penimbangan, waktu standar yang dihasilkan dengan menggunakan alat pengisi biji kopi lebih cepat dari pada waktu standar yang dihasilkan dengan menggunakan fasilitas tradisional, menghemat waktu 13.63 % atau menghemat waktu sebesar 17.70901 jam/bulan.
d. Dari hasil perhitungan biaya per produk yang dilakukan pada proses pengisian biji kopi ke dalam plastik dan proses penimbangan, waktu standar yang dihasilkan dengan menggunakan alat pengisi biji kopi lebih cepat dari pada waktu standar yang dihasilkan dengan menggunakan fasilitas tradisional, menghemat biaya 13.02 %.
e. Pada cara kerja tradisional hasil perhitungan produktivitas tenaga kerja = 264 produk/orang, sedangkan pada cara kerja baru hasil perhitungan produktivitas tenaga kerja = 306 produk/orang. Jadi produktivitas tenaga kerja pada cara kerja baru lebih tinggi dari pada cara kerja tradisional.
Daftar Pustaka
[1] George Dieter, & Linda Schmidt, Engineering Design (Singapore, McGraw Hill, 2008) [2] Eko Nurmianto, Ergonomi Konsep Dasar dan Aplikasinya (Guna Widya, 1996)
[3] Suyatno Sastrowinoto, Meningkatkan Produktivitas dengan Ergonomi, (Jakarta, Pustaka Binaman Pressindo, 1985)
[4] Sutalaksana, Teknik Tata Cara Kerja, Jurusan Teknik (Bandung, Industri Institut Teknologi Bandung, 1979)
[5] Sritomo Wignjosoebroto, Ergonomi Studi Gerak dan Waktu, (Guna Widya, 1995)
[6] William Bolton, Programmable Logic Controller (Jakarta, Erlangga 2004.)