Informasi Dokumen
- Penulis:
- Lilik Rohmatin
- Pengajar:
- Ahmad Ikhwan Setiawan, SE, MT
- Sekolah: Universitas Sebelas Maret
- Mata Pelajaran: Manajemen Industri
- Topik: Evaluasi Layout Dengan Metode Analisis Beban Jarak Dan Waktu Pada Perusahaan Plastik Burung Mas Surakarta
- Tipe: tugas akhir
- Tahun: 2005
- Kota: Surakarta
Ringkasan Dokumen
I. PENDAHULUAN
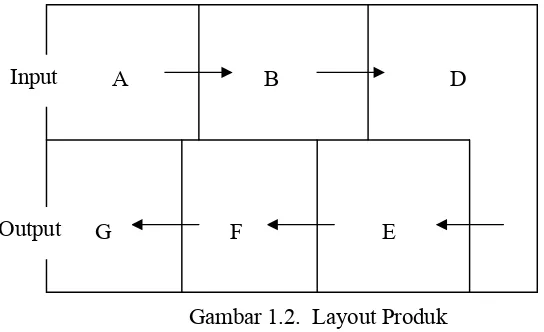
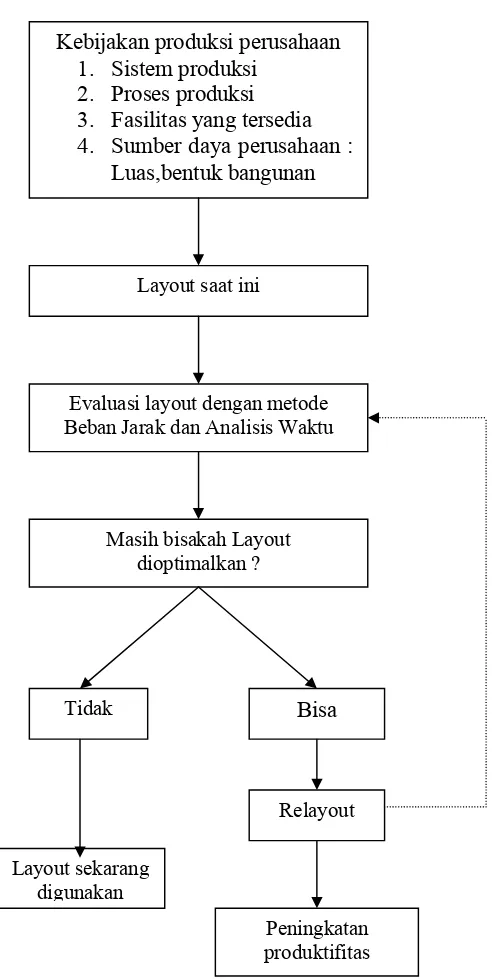
Bagian ini menjelaskan latar belakang pentingnya evaluasi layout dalam perusahaan, terutama dalam konteks persaingan global. Penekanan diberikan pada bagaimana layout yang efektif dapat meningkatkan efisiensi produksi dan mengurangi biaya. Rumusan masalah yang diangkat mencakup pertanyaan mengenai optimalitas layout yang ada, beban jarak dan waktu pemindahan material, serta langkah-langkah yang perlu diambil untuk melakukan relayout. Tujuan penelitian ini adalah untuk mengidentifikasi apakah layout saat ini sudah optimal dan memberikan rekomendasi yang tepat untuk perbaikan.
1.1. Latar Belakang Masalah
Latar belakang masalah menekankan pada tantangan yang dihadapi perusahaan dalam menciptakan layout yang efisien dan efektif. Dengan meningkatnya persaingan, perusahaan dituntut untuk memaksimalkan penggunaan sumber daya dan meminimalkan pemborosan. Layout yang buruk dapat menyebabkan biaya tinggi dan mengurangi produktivitas. Oleh karena itu, evaluasi layout menjadi krusial untuk mencapai tujuan bisnis yang lebih baik.
1.2. Rumusan Masalah
Rumusan masalah dalam penelitian ini berfokus pada tiga pertanyaan utama: 1) Bagaimana kondisi layout yang ada saat ini? 2) Apa beban jarak dan waktu pemindahan material yang ada? 3) Langkah-langkah apa yang perlu dilakukan untuk melakukan relayout jika layout yang ada belum optimal? Pertanyaan-pertanyaan ini menjadi panduan dalam analisis dan evaluasi layout.
1.3. Tujuan Penelitian
Tujuan utama dari penelitian ini adalah untuk mengevaluasi layout yang ada, menentukan apakah sudah optimal, dan merancang layout baru yang lebih efisien. Penelitian ini juga bertujuan untuk memberikan rekomendasi kepada perusahaan tentang bagaimana mengoptimalkan pemindahan material dan meningkatkan produktivitas. Dengan demikian, diharapkan penelitian ini dapat memberikan kontribusi positif bagi perusahaan.
II. GAMBARAN UMUM PERUSAHAAN
Bagian ini memberikan informasi mendalam tentang Perusahaan Plastik Burung Mas, termasuk sejarah berdirinya, lokasi, visi dan misi, serta struktur organisasi. Informasi ini penting untuk memahami konteks di mana evaluasi layout dilakukan. Dengan mengetahui sejarah dan tujuan perusahaan, analisis layout dapat lebih relevan dan terfokus pada kebutuhan spesifik perusahaan.
2.1. Sejarah Berdirinya Perusahaan Plastik Burung Mas
Perusahaan Plastik Burung Mas didirikan pada tahun 1984 dan telah mengalami perkembangan signifikan, termasuk produksi bijih plastik secara mandiri. Sejarah ini menunjukkan komitmen perusahaan dalam inovasi dan efisiensi operasional, yang menjadi dasar untuk evaluasi layout yang lebih baik.
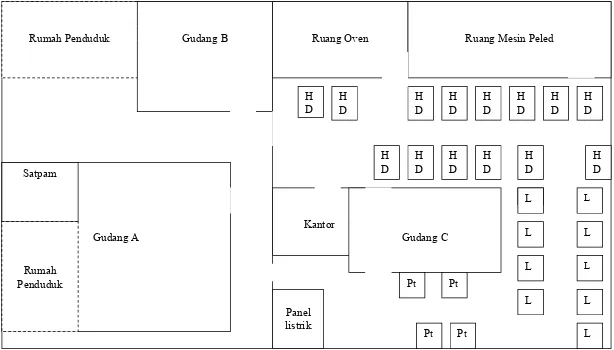
2.2. Lokasi
Perusahaan ini memiliki dua lokasi operasi yang strategis, yang berfungsi untuk memproduksi dan mendistribusikan produk. Memahami lokasi fisik perusahaan sangat penting dalam analisis layout, karena dapat mempengaruhi aliran material dan waktu produksi.
2.3. Visi dan Misi
Visi dan misi perusahaan berfokus pada pemanfaatan bahan daur ulang dan peningkatan kualitas produk. Visi ini menjadi acuan dalam perancangan layout yang harus mendukung tujuan keberlanjutan dan efisiensi produksi.
III. LAPORAN MAGANG KERJA DAN ANALISIS DATA
Bagian ini menjelaskan pengalaman magang yang dilakukan di perusahaan serta analisis data yang diperoleh. Melalui magang, penulis dapat mengamati secara langsung proses produksi dan layout yang ada. Analisis data dilakukan untuk mengevaluasi efisiensi layout saat ini dan untuk merancang layout baru yang lebih optimal.
3.1. Laporan Magang Kerja
Laporan magang kerja mencakup pengalaman penulis dalam menerapkan teori yang dipelajari di kampus ke dalam praktik nyata di perusahaan. Melalui magang, penulis mendapatkan wawasan tentang tantangan yang dihadapi dalam pengelolaan layout dan pemindahan material.
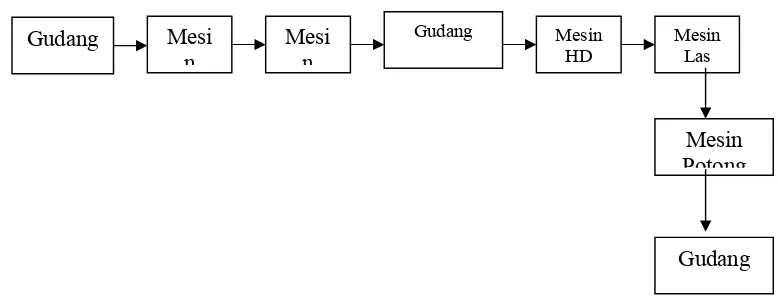
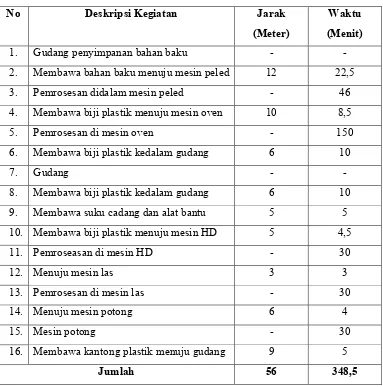
3.2. Analisis Data
Analisis data dilakukan dengan menggunakan metode analisis beban jarak dan waktu untuk mengevaluasi layout yang ada. Data yang diperoleh digunakan untuk membandingkan efisiensi antara layout yang ada dan layout yang diusulkan, dengan fokus pada penghematan biaya dan waktu produksi.
IV. KESIMPULAN DAN SARAN
Bagian ini menyajikan kesimpulan dari hasil penelitian dan rekomendasi untuk perusahaan. Kesimpulan mencakup temuan utama tentang optimalitas layout yang ada dan dampaknya terhadap efisiensi produksi. Saran diberikan untuk melakukan relayout berdasarkan analisis yang telah dilakukan, dengan tujuan untuk meningkatkan produktivitas dan mengurangi biaya.
4.1. Kesimpulan
Kesimpulan menegaskan bahwa layout yang ada di Perusahaan Plastik Burung Mas belum optimal. Hasil analisis menunjukkan bahwa relayout diperlukan untuk meningkatkan efisiensi dan efektivitas operasional. Hal ini penting untuk mempertahankan daya saing di pasar yang semakin kompetitif.
4.2. Saran
Saran yang diberikan mencakup langkah-langkah yang perlu diambil untuk melakukan relayout, termasuk pertimbangan untuk penggunaan ruang yang lebih efisien dan pengurangan jarak pemindahan material. Implementasi saran ini diharapkan dapat meningkatkan produktivitas dan mengurangi biaya operasional perusahaan.
Referensi Dokumen
- Managemen Produksi Seri Perencanaan Sistem Produksi ( Ahyari, Agus )
- Tata Letak Pabrik dan Pemindahan Bahan, Edisi 2 ( Apple, James M. )
- Manajemen Produksi/Operasi, Jilid 2, Edisi ke Enam ( Buffa, Woods )
- Dasar-dasar Manajemen Produksi dan Operasi, Edisi I ( Handoko, T.Hani )
- Rancangan Layout Fasilitas yang Baik untuk Meningkatkan Produktivitas yang Optimum pada Batik ( Hidayat, Agung )