28 BAB IV
ANALISISDAN PEMBAHASAN
4.1. AnalisisKondisi Lingkungan Kerja Sebelum Implementasi 5S
Area yang akan dilakukan implementasi 5S adalah di area pengemalan, pemotongan, penghalusan, pengemalan, pembobokan, perakitan, servis perakitan finishing dan packing. Karena dibagian proses tersebut masih banyak alat dan bahan yang masih kurang tertata dan berserakan hal ini bisa menyebabkan penurunan produktivitas karena saat melakukan pekerjaan tersebaut pekerja membutuhkan waktu yang lama sehingga terjadi pemborosan waktu dan pekerja harus mencari alat dan bahan terlebih dahulu karena kurang tertatanya bahan dan alat yang di butuhkan, dapat dilihat gamabar dibawah ini sebeleum implementasi 5S:
1. Pengemalan
Bahan utama yang digunakan dalam pembuatan meja nakas adalah kayu mahoni yang sudah dikeringkanterlebih dahulu, proses pertama dalam pembuatan meja nakas adalah pengemalan kayu sesuai pola yang diiniginkansebelum memasuki proses kedua pemotongan, gambar 4.1 adalah area pengemalan sebelum implementasi 5S alat pengemalan biasanya di letakkandi tumpukkan pengemalan kursi sehingga saat pengemalan meja nakas membutuhkan waktu yang lama untuk mencari mal meja nakas. Area yang dilakukan penerapan 5S pada kegiatan seiri adalah area pengemalan .
Gambar 4.1 Pengemalan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
Gambar 4.2Layout Pengemalan Sebelum implementasi Sumber : Bayu Furniture (2021)
2. Pemotongan
Langkah kedua saat pembuatan nakas adalah melakukan pemotongan kayu, kayu yang akan dipotong terlihat masih menumpuk tidak sesuai ukuran ketebalan, sehingga saat proses mencari kayu sesuai dengan ukuran yang diinginkan membutuhkan waktu yang lama. Hal ini dapat berpengaruh pada waktu saat pembuatan nakas.
Gambar 4.3 Area pemotongan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
Gambar 4.4Layout pemotongan sebelum implementasi Sumber : Bayu Furniture (2021)
3. Penghalusan
Pada tahap penghalusan masih banyak alat penghalusan seperti amplas dan lem alteco yang sudah tidak dipakai masih berserakan sehingga membutuhkan waktu untuk memilih alat baru dan bekas untuk proses penghalusan.
Gamabar 4.5 Area penghalusan sebelum implementasi 5S Sumber : Pengolahan Data (2021)
Gambar 4.6 layout penghalusan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
4. Pembobokan dan Pembuatan purus
Pada proses pembobokan terlihat masih banyak komponen meja nakas yang masih tercampur dengan komponen yang lainnya dan jarak jangkauan tangan terlalu jauh utnuk mengambil komponen yang akan di bobok.
Gambar 4.7Area pembobokan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
Gamabar 4.8Layout area pembobokan sebelum implementasi Sumber : Bayu Furniture (2021)
5. Perakitan
Pada saat proses perakitan banyak alat-alat yang tercampur antara alat yang digunakan saat perakitan dan alat yang tidak digunakan saat perakitan hal ini bisa membuang waktu untuk penggunaan alat karena alatnya masih tercampur dengan yang lainya.
Gambar 4.9Area perakitan sebelum implementasi 5S+
Sumber : Bayu Furniture (2021)
Gambar 4.10Layout perakitan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
6. Servis Perakitan
Di area servis meja nakas terdapat alat-alat yang tercampur sehingga saat proses servis operator terlalu lama memilih alat yang di gunakan saat servis dan tidak tertatanya alat yang di gunakan pada saat servis hal ini dapat membuang banyak waktu saat servis perakitan
Gambar 4.11 Area servis sebelum implementasi 5S Sumber : Bayu Furniture (2021)
Gambar 4.12 layout servis perakitan sebelum implementasi 5S Sumber : Bayu Furniture (2021)
7. Finishing
Di area Finishing masih banyak bahan-bahan serta alat Finishing yang masih tercampur antara yang digunakan dan yang tidak digunakan, dan juga tidak tertatanya bahan yang di gunakan pada saat proses Finishing.
Gambar 4.13 Area Finishing Sebelum implementasi 5S Sumber : Bayu Furniture (2021)
Gamabar 4.14 layout finishing sebelum implementasi 5S Sumber : Bayu Furniture (2021)
4.2. Pengumpulan Data
Data waktu proses perakitan ini diperoleh dari hasil pengamatan sebelum dilakukan perbaikan metode kerja. Data ini diambil menggunakan jam henti (stopwatch) dengan satuan menit perunit. Adapun data hasil pengukuran dapat dilihat pada tabel 4.1.
Tabel 4.1 Proses Produksi
No Proses
1 Pengemalan 1 dan pengukuran 2 Pemotongan
3 Penghalusan 4 Pengemalan 2
5 Pembobokan dan pembuatan purus 6 Perakitan
7 Servis perakitan 8 Finishing 9 Packing
Sumber : Bayu Furniture (2021)
Tabel di atas menunjukkan langkah-langkah dalam proses produksi pembuatan meja nakas di Bayu furniture.
Tabel 4.2 Waktu Proses Penelitian
Ke-
Proses (menit)
1 2 3 4 5 6 7 8 9
1 25 39 45 16 51 121 19 96 20 2 25 38 47 17 49 124 15 93 22 3 24 40 47 16 49 123 19 94 23 4 26 40 45 16 51 123 17 93 23 5 25 39 48 18 50 123 18 96 26 6 26 37 45 16 50 121 19 90 25 7 24 38 49 17 53 122 17 90 24 8 25 37 48 16 51 125 19 97 23 9 24 41 46 17 53 121 17 93 26 10 25 40 52 17 53 125 19 96 24 11 24 37 49 18 53 123 15 92 22 12 26 37 49 17 49 124 16 92 22
Penelitian Ke-
Proses (menit)
1 2 3 4 5 6 7 8 9
13 25 40 52 18 54 121 16 90 25 14 25 39 46 17 52 123 16 93 24 15 26 38 45 17 52 122 15 93 23 16 24 40 45 16 50 123 15 96 20 17 26 38 46 18 53 124 19 95 24 18 25 38 47 18 52 125 15 96 26 19 25 40 46 16 50 123 17 90 25 20 24 41 52 17 53 123 16 91 21 21 24 40 46 18 50 124 15 93 21 22 26 38 52 16 54 123 17 94 26 23 25 38 50 16 50 124 17 97 26 24 26 38 48 18 51 124 18 90 24 25 26 40 45 18 53 124 15 97 25 26 25 41 46 17 53 121 17 96 21 27 25 39 51 16 53 124 18 91 24 28 26 37 47 16 49 125 18 96 25 29 26 37 51 18 53 124 18 95 20 30 25 41 50 18 51 121 17 96 21
Sumber : Pengolahan Data (2021) 4.3. Pengolahan Data
4.3.1. Uji Keseragaman Data
Setelah memperoleh waktu yang dilakukan menggunakan stopwatch maka langkah selanjutya melakukan uji keseragaman data.
Adapun hasil dari uji keseragaman data adalah sebagai berikut : 1. Pengemalan 1 dan Pengukuran
a. Rata-Rata ̅
̅ = ∑
=
=25,1 menit
b. Standar Deviasi = √∑ ( ̅ )
=√( ) ( ) ( ) ( ) ( )
=0,756 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=25,1+3(0,758)
=25,1 + 2,276
=27,376 menit d. Batas Kontrol Bawah (BKB)
BKB = ̅ ( )
=25,1 – 3(0,758)
=25,1 – 2,276
=22,824 menit
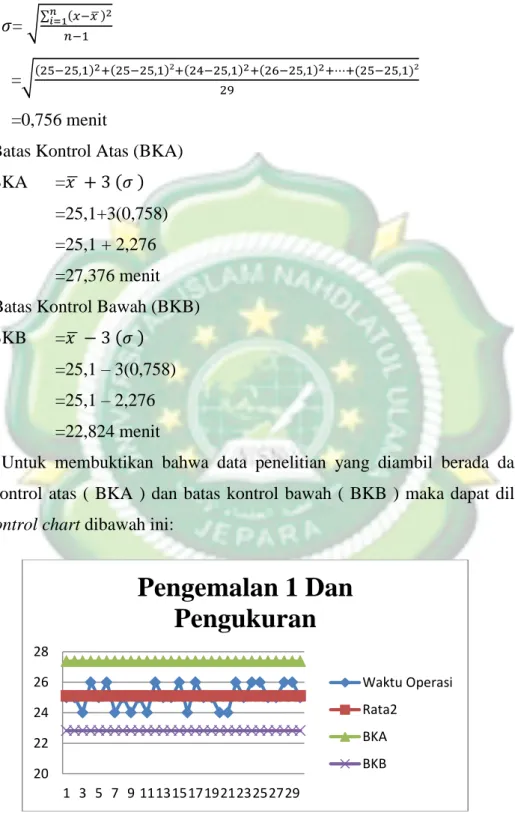
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.15Control Chart Pengemalan 1 dan Pengukuran awal Sumber : Pengolahan Data (2021)
20 22 24 26 28
1 3 5 7 9 11131517192123252729
Pengemalan 1 Dan Pengukuran
Waktu Operasi Rata2
BKA BKB
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
2. Pemotongan a. Rata-rata
̅ = ∑
=
=38,87 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( ) ( )
=1,382 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=38,87+3(1,382)
=38,87 + 4,148
=43,018 menit d. Batas Kontrol Bawah (BKB)
BKB = ̅ ( )
=38,87 – 3(1,382)
=38,87 – 4,148
=34,722 menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.16Control Chart Pemotongan awal Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
3. Penghalusan a. Rata-rata
̅ = ∑
=
=47,8333 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=2,450 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=47,83+3(2,450)
=47,83+ 7,351
=55,181 menit
34 36 38 40 42 44
1 4 7 10 13 16 19 22 25 28
Pemotongan
Waktu Operasi Rata2
BKA BKB
d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=47,83 – 3(2,450)
=47,83 – 7,351
=40,479menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.17 Control Chart Penghalusan awal Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA) dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
4. Pengemalan 2 a. Rata-rata
̅ = ∑
=
=16,97 menit
39 41 43 45 47 49 51 53 55 57
1 4 7 10 13 16 19 22 25 28
Penghalusan
Waktu Operasi Rata2
BKA BKB
b. Standar Deviasi = √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=0,850 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=16,97+3(0,850)
=16,97+ 2,550
=19,52 menit d. Batas Kontrol Bawah (BKB)
BKB = ̅ ( )
=16,97 – 3(0,850)
=16,97– 2,550
=16,12 menit
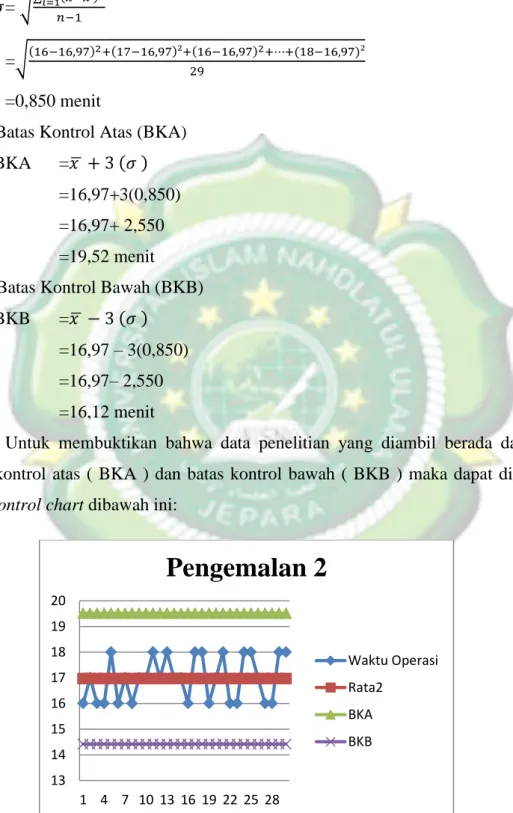
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.18 Control Chart Pengemalan 2 Sumber : Pengolahan Data (2021)
13 14 15 16 17 18 19 20
1 4 7 10 13 16 19 22 25 28
Pengemalan 2
Waktu Operasi Rata2
BKA BKB
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
5. Pembobokan dan Pembuatan Purus a. Rata-rata
̅ = ∑
=
=51,5 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=1,613 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=51,5+3(1,613)
=51,5+ 4,840
=56,34 menit d. Batas Kontrol Bawah (BKB)
BKB = ̅ ( )
=51,5 – 3(1,613)
=51,5– 4,840
=46,66 menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.19 Control Chart Pembobokan dan Pembuatan Purus awal Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
6. Perakitan a. Rata-rata
̅ = ∑
=
=123,1 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=1,322 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=123,1+3(1,322)
=123,1+ 3,966
=162,76 menit
45 47 49 51 53 55 57
1 4 7 10 13 16 19 22 25 28
Pembobokan
Waktu Operasi Rata2
BKA BKB
d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=123,1 – 3(1,322)
=123,1 – 3,966
=119,134 menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.20 Control Chart Perakitan Awal Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
7. Servis Perakitan a. Rata-rata
̅ = ∑
=
=16,966menit
114 116 118 120 122 124 126 128
1 4 7 10 13 16 19 22 25 28
Perakitan
Waktu Operasi Rata2
BKA BKB
b. Standar Deviasi = √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=1,449 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=16,967+3(1,449)
=16,967+ 4,349
=21,316 menit d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=16,967 – 3(1,449)
=16,967 – 4,349
=12,618 menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.21Control Chart Servis Perakitan Awal Sumber : Pengolahan Data (2021)
10 12 14 16 18 20 22
1 4 7 10 13 16 19 22 25 28
Servis Perakitan
Waktu Operasi Rata2
BKA BKB
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
8. Finishing a. Rata-rata
̅ = ∑
=
=93,7 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=2,423 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=93,7+3(2,423)
=93,7+ 7,269
=100,969 menit d. Batas Kontrol Bawah (BKB)
BKB = ̅ ( )
=93,7 – 3(2,423)
=93,7 – 7,269
=86,431 menit
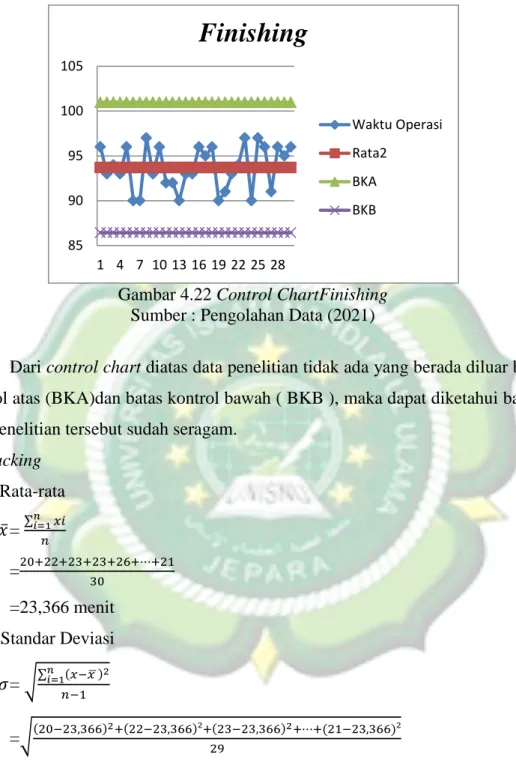
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.22 Control ChartFinishing Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
9. Packing a. Rata-rata
̅ = ∑
=
=23,366 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( )
=1,973 menit
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=23,366+3(1,973)
=23,366+ 5,921
=29,287 menit
85 90 95 100 105
1 4 7 10 13 16 19 22 25 28
Finishing
Waktu Operasi Rata2
BKA BKB
d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=23,366 – 3(1,973)
=23,366 – 5,921
=17,445 menit
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.23 Control Chart Packing Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat diketahui bahwa data penelitian tersebut sudah seragam.
4.3.2 Uji Kecukupan Data
Berdasarkan data pengamatan diatas maka dapat dilakukan uji kecukupan data proses operasi sebagai berikut:
1. Pengemalan I dan pengukuran
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
15 17 19 21 23 25 27 29 31
1 4 7 10 13 16 19 22 25 28
Packing
Waktu Operasi Rata2
BKA BKB
= [ √ ( ) ( )
]
= 1,189≈ 2
Dikarenakan N’ = 2 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
Berdasarkan data pengamatan diatas maka dapat dilakukan uji kecukupan data proses operasi sebagai berikut:
2. Pemotongan
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 1,339 ≈ 2
Dikarenakan N’ = 2 dan N = 30, dapat diketahui bahwa N’ < N. Makadata penelitian tersebut dianggap cukup.
3. Penghalusan
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 2,01≈ 2
Dikarenakan N’ = 2 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
4. Pengemalan 2
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 1,97≈ 2
Dikarenakan N’ = 2 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
5. Pembobokan dan Pembuatan Puru
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 1,23≈ 2
Dikarenakan N’ = 2 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
6. Perakitan
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 0,422≈ 1
Dikarenakan N’ = 1 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
7. Servis Perakitan
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 3,36≈ 4
Dikarenakan N’ = 4 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
8. Finishing
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 1,01≈ 1
Dikarenakan N’ = 1 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
9. Packing
N’ =[ √ (∑ (∑ ) ( ∑ )
) ]
= [ √ ( ) ( )
]
= 3,32≈ 4
Dikarenakan N’ = 4 dan N = 30, dapat diketahui bahwa N’ < N. Maka data penelitian tersebut dianggap cukup.
4.3.3 Faktor Penyesuaian
Faktor penyesuaian digunakan untuk menyeimbangkan waktu hasil pengamatan terhadap operator mesin operasi dalam menyelesaikan suatu aktivitas pekerjaan. Dalam penelitian ini terdapat 9 proses produksi. Maka dapat dianalisis faktor penyesuaian pekerja pada setiap proses produksi dengan menggunakan sistem westinghouse, berikut merupakan sampel dari perhitungan faktor penyesuaian pekerja proses produksi nakas di Bayu Furniture :
Tabel 4.3 Faktor penyesuaian
Elemen Kerja Rating Kondisi Pekerja Score Total
Pengemalan dan pengukuran
Skill Cocok dengan pekerjannya dan
terlatih pada bidangnya 0,08
0,16 Effort
Bekerja secara ekonomis dan dapat menerima saran atau masukan
0,05
Condition Kondisinya baik 0,02
Consistency Konsistensi kerjanya baik 0,01
Pemotongan
Skill
Pekerja terlatih dengan baik dan dapat menggunakan perlatan dengan baik
0,08
0,18 Effort Kualitas kerjanya baik dan
stabil 0,02
Condition Kondisi kerjanya baik 0,02 Consistency Konsistensinya sangat baik 0,03 Penghalusan Skill bekerja dengan teliti dan terlihat
terlatih 0,08 0,18
Elemen Kerja Rating Kondisi Pekerja Score Total
Effort Kecepatan kerjanya baik dan
dapat dipertahankan 0,05 Condition Kondisi kerjanya baik 0,02 Consistency Konsistensinya sangat baik 0,03
Pengemalan
Skill Cocok dengan pekerjannya dan
terlatih pada bidangnya 0,08
0,19 Effort kecepatan kerjanya tinggi dan
gerakannya ekonomis 0,08 Condition Kondisi kerjanya baik 0,02 Consistency Konsistensi kerjanya baik 0,01
Pembobokan dan pembuatan purus
Skill bekerja dengan teliti dan terlihat
terlatih 0,08
0,16 Effort waktu menganggurnya sedikit 0,02
Condition Kondisi kerjanya baik 0,02 Consistency Konsistensinya sangat baik 0,03
Perakitan
Skill Cocok dengan pekerjannya dan
terlatih pada bidangnya 0,08
0,18 Effort Kecepatan kerjanya baik dan
dapat dipertahankan 0,05 Condition Kondisi kerjanya baik 0,02 Consistency Konsistensinya sangat baik 0,03
Servis perakitan Skill
Pekerja terlatih dengan baik dan dapat menggunakan perlatan dengan baik
0,08 0,16
Elemen Kerja Rating Kondisi Pekerja Score Total
Effort
Bekerja secara ekonomis dan dapat menerima saran atau masukan
0,05
Condition Kondisi kerjanya baik 0,02 Consistency Konsistensi kerjanya baik 0,01
Finishing
Skill bekerja dengan teliti dan terlihat
terlatih 0,08
0,19 Effort kecepatan kerjanya tinggi dan
gerakannya ekonomis 0,08 Condition Kondisi kerjanya baik 0,02 Consistency Konsistensi kerjanya baik 0,01
Packing
Skill
Pekerja terlatih dengan baik dan dapat menggunakan perlatan dengan baik
0,08
0,18 Effort
Bekerja secara ekonomis dan dapat menerima saran atau masukan
0,05
Condition Kondisi kerjanya baik 0,02 Consistency Konsistensinya sangat baik 0,03
Sumber : Pengolahan Data (2021)
Dari tabel diatas maka dapat diketahui faktor penyesuaian proses operasi sebagai berikut
Tabel 4.4Perhitungan Faktor penyesuaian
No. Proses RF (1+Total Nilai)
1
Pengemalan 1 dan
Pengukuran 1,16
2 Pemotongan 1,16
No. Proses RF (1+Total Nilai)
3 Penghalusan 1,18
4 Pengemalan 2 1,19
5 Pembobokan 1,16
6 Perakitan 1,18
7 Servis Perakitan 1,16
8 Finishing 1,19
9 Packing 1,18
Sumber : Pengolahan Data (2021) 4.3.4 Waktu Kelonggaran
Allowance atau kelonggaran dimaksudkan untuk memberikan kesempatan kepada operator untuk melakukan hal-hal yang harus dilakukannya, sehingga waktu baku yang diperoleh menjadi waktu kerja lengkap. Berikut merupakan perhitungan sampel nilai allowance pekerja:
Tabel 4.5 Allowance
Elemen Kerja Faktor Kondisi Pekerjaan Kelonggaran
(%) Jumlah
Pengeamalan dan pengukuran
Tenaga
yangdikeluark
an Ringan
7,5
17
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Pria 2
Pemotongan
Tenaga yang
dikeluarkan Sedang 9
16,5
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Elemen Kerja Faktor Kondisi Pekerjaan Kelonggaran
(%) Jumlah
Kelelahan Mata
Pandangan terus-menerus
dengan fokus berubah-ubah 1
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan
lingkungan Sangat Bising 1
Kebutuhan
Pribadi Pria 2
Penghalusan
Tenaga yang
dikeluarkan Sedang 9
16,5
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan terus-menerus
dengan fokus berubah-ubah 1
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan
lingkungan Sangat Bising 1
Kebutuhan
Pribadi Pria & Wanita 2
Penghalusan
Tenaga yang
dikeluarkan Ringan 7,5
17
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Pria 2
Pengemalan 2
Tenaga yang
dikeluarkan Ringan 7,5
Sikap Kerja Berdiri diatas 2 kaki 1 17
Gerakan Kerja Normal 0
Elemen Kerja Faktor Kondisi Pekerjaan Kelonggaran
(%) Jumlah
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Pria 2
Pembobkan dan pembuatan
purus
Tenaga yang
dikeluarkan Sedang 9
16,5
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan terus-menerus
dengan fokus tetap 1
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan
lingkungan Sangat Bising 1
Kebutuhan
Pribadi Pria 2
Perakitan
Tenaga yang
dikeluarkan Ringan 7,5
17
Sikap Kerja Berdiri diatas 2 kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Pria 2
Servis perakitan
Tenaga yang
dikeluarkan Ringan 7,5
17
Sikap Kerja Berdiri diatas 2 kaki 1
Elemen Kerja Faktor Kondisi Pekerjaan Kelonggaran
(%) Jumlah
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Pria 2
Finishing
Tenaga yang
dikeluarkan Ringan 7,5
16
Sikap Kerja Duduk 0
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan berubah-ubah
dengan fokus tetap 4
Keadaan Suhu Normal 2,5
Keadaan
Atmosfer Baik 0
Keadaan lingkungan
Bersih, sehat, cerah dengan
kebisingan rendah 0
Kebutuhan
Pribadi Wanita 2
4.3.5 Perhitungan Waktu Siklus
Berdasarkan data pengamatan diatas maka dapat diketahui waktu siklus seluruh proses operasi sebagai berikut:
1. Pengemalan 1 dan pengukuran Waktu siklus = ∑
=
=25,1 menit 2. Pemotongan
Waktu sikluis = ∑
=
=38,87 menit
3. Penghalusan Waktu Siklus = ∑
=
=47,8333 menit 4. Pengemalan 2
Waktu Siklus = ∑
=
=16,97 menit
5. Pembobokan dan Pembuatan Purus Waktu Siklus = ∑
=
=51,5 menit 6. Perakitan
Waktu Siklus = ∑
=
=123,1 menit 7. Servis Perakitan
Waktu Siklus = ∑
=
=16,97 menit 8. Finishing
Waktu Siklus = ∑
=
=93,7 menit 9. Packing
Waktu Siklus = ∑
=
=23,366 menit
4.3.6 Perhitungan Waktu Normal
Setelah diketahui waktu siklus dan faktor penyesuaian pekerja maka dapat dihitung pula waktu normal proses operasi sebagai berikut:
1.Pengemalan 1 dan Pengukuran Waktu Normal = Ws x PR
= 25,1 x 1,16
=29,116 menit 2.Pemotongan
Waktu Normal = Ws x PR = 38,87x1,16
=45,089 menit
3.Penghalusan
Waktu Normal = Ws x PR = 47,833x1,18
=56,442 menit 4.Pengemalan 2
Waktu Normal = Ws x PR = 16,97x1,19
=20,194 menit
5.Pembobokan dan Pembuatan Purus Waktu Normal = Ws x PR
= 51,5x1,16
=59,74 menit 6.Perakitan
Waktu Normal = Ws x PR = 123,1 x 1,18
=145,258 menit 7.Servis Perakitan
Waktu Normal = Ws x PR = 16,966 x 1,6
=19,680 menit 8.Finishing
Waktu Normal = Ws x PR =93,7 x 1,19
=111,503 menit 9.Packing
Waktu Normal = Ws x PR = 23,366 x 1,18
=27,571 menit
4.3.7 Perhitungan Waktu Baku
Berdasarkan hasil waktu normal proses operasi dan allowance diatas maka dapat dihitung waktu baku proses operasi berikut ini:
1. Pengemalan
Waktu Baku =Wn x
=29,116 x
=35,08 menit 2. Pemotongan
Waktu Baku =Wn x
=45,0853x
=53,99 menit 3. Penghalusan
Waktu Baku =Wn x
=56,443x
=67,60 menit 4. Pengemalan 2
Waktu Baku =Wn x
=20,190 x
=24,33 menit 5. Pembobokan
Waktu Baku =Wn x
=59,74x
=71,98 menit 6. Perakitan
Waktu Baku =Wn x
=145,258 x
=173,96 menit 7. Servis Perakitan
Waktu Baku =Wn x
=19,6813 x
=23,71 menit 8. Finishing
Waktu Baku =Wn x
=111,503x
=134,34 menit 9. Packing
Waktu Baku =Wn x
=27,5727x
=32,82 menit
Tabel 4.6 Perhitungan Waktu Baku
No Nama Proses Waktu Baku (Menit)
1 Pengemalan 1 dan pengukuran 35,08
2 Pemotongan 53,99
3 Penghalusan 67,60
4 Pengemalan 2 24,33
5 Pembobokan dan pembuatan purus 71,98
6 Perakitan 173,96
7 Servis perakitan 23,71
8 Finishing 134,34
9 Packing 32,82
Jumlah 617,81
Sumber : Pengolahan Data (2021)
Dari pengolahan data di atas waktu baku untuk pembuatan nakas dari proses pengemalan sampaipacking diperoleh:
= 10,30 jam
4.4. Analisis Sesudah Penerapan 5S 4.4.1. Kegiatan Seiri/Pemilihan 1. Pengemalan
Diproses pengemalan ini harus membedakan antara mal yang di gunakan untuk proses pengemalan meja nakas dan mal yang tidak digunakan, sehingga operator mudah untuk proses pengemalan.
Gambar 4.24 Area Pengemalan Sesudah implementasi seiri Sumber : Bayu Furniture (2021)
2. Pemotongan
Yang dilakukan pada area pemotongan adalah bahan yang diperlukan dengan yang tidak diperlukan dipilah berdasarkan kebutuhan. Bahan yang di gunakan di letakkan pada tempat yang mudah di jangkau sehingga pekerja tidak harus mencari bahan tersebut, dapat dilihat pada gambar kondisi dibagian pemotongan setelah penerapan Seiri.
Gambar 4.25Area Pemotongan Sesudah Implementasi Seiri Sumber : Bayu Furniture (2021)
3. Penghalusan
Diproses penghalusan operator harus mebedakan antara bahan atau alat yang masih di gunakan dan tidak digunakan, karena alat yang tidak digunakan bisa mengganggu saat operator ingin mengganti peralatan yang sudah tidak bisa di pakai lagi.
Gambar 4.26Area Penghalusan Sesudah implementasi Seiri Sumber : Bayu Furniture (2021)
4. Pembobokan dan pembuatan purus
Pada saat proses pembobokan bahan baku harus di bedakan sesuai dengan ukranya hal ini dapat memudahkan operator saat proses pembobokan
Gambar 4.27Area Pembobokan Sesudah implementasi Seiri Sumber : Bayu Furniture (2021)
5. Perakitan
Peralatan yang menunjang untuk aktivitas perakitan adalah gergaji tangan, planner, bor, penggaris siku, sekrup, karet, palu, obeng, dan alat pahat, dapat di lihat pada gamabar sebelum implementasi masih banyak alat yang tidak digunakan sehingga dapat mengganggu proses aktivitas perakitan, berikut adalah kondisi lingkungan setelah penerapan Seiri dengan pemilihan alat yang perlu di gunakan.
Gambar 4.28Area Perakitan Sesudah implementasi 5S Sumber : Bayu Furniture (2021)
6. Servis Perakitan
Di area perakitan alat yang digunakan masih tercampur dengan alat yang masih tidak digunakan, untuk memudahkan operator harus dilakukan pemilihan alat yang masih digunakan.
Gambar 4.29Area Servis Perakitan Sesudah implementasi 5S Sumber : Bayu Furniture (2021)
7. Finishing
Pada area Finishing terdapat bahan-bahan yang sudah tidak digunakan seperti kaleng bekas cat , tindakan yang dilakukanadalah memilih bahan yang masih di gunakan dan membuang bahan yanhg sudah tidak digunakan lagi sehingga kondisi area finishing tidak lagi menjadi berantakan dan penumpukan bahan .
Gambar 4.30Area Finishing Sesudah implementasi 5S Sumber : Bayu Furniture (2021)
4.4.2. KegiatanSeiton/ Penataan
Tahap kedua adalah Seiton , Seiton adalah kegiatan penataan barang-barang yang sudah dipilih kemudian ditata dengan baik. Penataan tidak hanya menyimpan barang, namun harus mencari cara penyimpanan yang optimal.
1. Pengemalan
Area kerja pengemalan terdapat rak untuk menaruh mal/pola meja nakas, mal/pola meja nakas diletakkan di rak meja dan di bedakan antara pola untuk kaki meja, sunduk meja, dan daun meja , hal ini sangat berpengaruh terhadap produktivitas kerja karena operator tidak lagi mencari pola yang di perlukan untuk proses pengemalan dan juga tidak adanya waktu yang terbuang suntuk proses pengemalan.
Gambar 4.31 Area Pengemalan Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gambar 4.32layout pengemalan sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
2. Pemotongan
Area pemotongan adalah proses lanjutan setelah bahan dimal/pola, area pemotongan membutuhkan tempat yang cukup luas untuk penataan bahan supaya bahan tidak menumpuk saat akan di potong , oleh karena itu operator harus melakukan tindakan penataan bahan sesuai ketebalan yang akan di potong , sehingga saat proses pemotongan tidak lagi memilih bahan yang akan di potong terlebih dahulu.
Gambar 4.33 Area Pemotongan Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gambar 4.34layout pemotongan sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
3. Penghalusan
Di area penghalusan sebelum implementasi 5S terlihat masih banyak alat dan bahan seperti amplas dan lem alteco yang masih berserakan oleh karena itu akan dibuatkan tempat untuk menaruh alat supaya operator mudah untuk menggunakan dan tidak mencari terlebih dahulu saat proses penghalusan.
Gambar 4.35 Area Penghalusan Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gambar 4.36 layout penghalusan sesudah implementasiSeiton Sumber : Bayu Furniture (2021)
4. Pembobokan
Di areapembobokan purus bahan harus tertata dengan baik sehingga memudahkan operator dalam proses pembobobokan dan tidak memenuhi tempat produksi.
Gambar 4.37 Area Pembuatan Purus Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gambar 4.38layout pembobokan sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
5. Perakitan
Peralatan yang menunjang untuk aktivitas perakitan adalah gergaji tangan, planner, bor, penggaris siku, sekrup, karet, palu, obeng, dan alat pahat. Sebeleum implementasi 5S alat-alat tersebut masih berserakan bercampur dengan sisa-sisa potongan kayu sehingga hal ini sangat mengganggu operator saat proses perakitan, oleh karena itu perlu di terapkan 5S untuk penataan alat sehingga pada saat perakitan memudahkan operator.
Gambar 4.39 Area Perakitan Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gamabar 4.40layout perakitan sesudah implementasiSeiton Sumber : Bayu Furniture (2021)
6. Servis perakitan
Setelah dilakukan pemilihan alat selanjutnya adalah menempatkan alat tersebut ditempat yang sudah di sediakan, karena ditempatkan alat tersbut dapat memudahkan operator saat penggunaanya.
Gambar 4.41 Area Servis Perakitan Sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
Gambar 4.42layout servis perakitan sesudah implementasi Seiton Sumber : Bayu Furniture (2021)
7. Finishing
Setelah implementasi seiri/ pemilihan, barang yang sudah di pilih sesuai dengan kebutuhan maka harus diletakkan diwadah yang sudah dibuat hal ini bisa memotong waktu pencarian bahan saat proses finishing dan memudahkan karyawaan saat pengambilan bahan maupun alat.
Gambar 4.43 Area Finishing Sesudah implementasi 5S Sumber : Bayu Furniture (2021)
Gambar 4.44Layout finishing sesudah implementasi 5S Sumber : Bayu Furniture (2021)
4.4.3. Kegiatan Seiso/Pembersihan
Seiso adalah kegiatan pembersihan mesin, peralatan, sampah, kotoran yang ada di area produksi Bayu furniture. Berikut adalah rancangan seiso untuk Bayu furniture :
1. Menentukan skala pembersihan (makro, individual, mikro) a. Makro
Dalam area produksi Bayu furniture harus selalu terjaga kebersihannya.
Kebersihan pada area mesin, area bahan baku dan area produksi harus di perhatikan. Area produksi harus bersih dari kotoran, debu dan juga sisa limbah kayu.
b. Individual
Tiap barang yang ada di area produksi hanya barang yang menunjang proses produksi saja. Barang pribadi milik operator seharusnya di tempatkan di luar ruang area produksi agar tidak mengganggu proses kerja dan konsentrasi operator yang sedang bekerja seperti contohnya handphone milik operator.
c. Mikro
Dalam skala mikro yang harus lebih diperhatikan adalah kebersihan mesin, peralatan dan perlengkapan area produksi. Alat-alat produksi harus dibersihkan setelah selesai digunakan supaya keesokan harinya saat akan digunakan keadaan alat sudah bersih. Hal ini untuk menghindari debu-debu yang akan menempel apabila tidak dibersihkan.
2. Jadwal pembersihan
Tabel 4.7 Jadwal Pembersihan Bayu Furniture
Area Pembersihan Alat Standar Jadwal Petugas Pengemalan
1
Membersihkan segala kotoran dan debu
Kemoceng dan sapu
Alat yang ada di area pengemalan bebas dari debu
Setiap sore (setiap hari)
Operator
Pemotongan Memebersihkan sisa limbah kayu pemotongan dan serbuk kayu
Sapu dan ekrak
Area
pemotongan harus bebas dari lembah kayu dan serbuk kayu
Setiap selesai pemotongan
Operator
Penghalusan Membersihkan debu di area penghalusan
Sapu dan kemoceng
Di area penghalusa n harus bebas dari debu dan kotoran
Setiap pagi dan sore
Operator
Pengemalan 2
Membersihkan segala kotoran dan debu
Kemoceng dan sapu
Alat yang ada di area pengemalan bebas dari debu
Setiap sore (setiap hari)
Operator
Pembobokan Membersihkan serbuk kayu dan mesin bobok
Sapu Di area
pemboboka n harus bersih dari serbuk kayu
Setelah selesai pembobokan
Operator
Area Pembersihan Alat Standar Jadwal Petugas Perakitan Membersihkan
debu dan serbuk kayu dan alat perakitan harus bersih
Sapu Di area
perakitan harus bersih dari debu dan serbuk kayu
Siang dan sore Operator
Servis perakitan
Membersihkan debu dan serbuk kayu
Sapu Di area
perakitan harus bersih dari debu dan serbuk kayu
Siang dan sore Operator
Finishing Membersihkan sisa cat yang menempel di lantai dan di alat finishing
Kuas dan tiner
Di area finishing harus bersih dari cat
Siang dan sore Operator
Packing Membersihkan sisa pembungkus
Sapu Di area
packing harus bersih dari sisa pembungku s
Setiap selesai pembungkusan
Operator
Sumber : Bayu Furniture (2021) 4.4.4 Kegiatan Seiketsu/Pemantapan
Maka dari itu implementasi seiri, seiton dan seiso tidak akan ada artinya apabila tidak ada tindakan yang bisa mendukung implementasi seiri, seiton, dan seiso. Beberapa tindakan yang mendukung implementasi tersebut adalah :
1. Menggunakan kontrol visual
Kontrol visual dimaksud untuk menegaskan ketika melakukan kegiatan operasional, diperlukan adanya standar yang harus di taati agar kegiatan seiri, seiton dan seiso dapat berjalan dengan baik. Kontrol visual dapat dilakukan dengan menggunakan tulisan-tulisan maupun gambar-gambar yang diletakkan disekitar area tertentu dan dipastikan agar dapat terlihat oleh semua orang.
2. Alat dan metode kontrol visual
Gambar 4.45 Implementasi Gambar untuk Mendukung Kontrol Visual Sumber : Bayu Furniture (2021)
Contoh pada gambar diatas ditempelkan di area produksi Bayu Furniture.
gambar bisa terlihat oleh semua operator. Dalam hal ini pemilik juga harus memberikan contoh pada operatornya agar tidak bermain handphone untuk keperluan pribadi pada saat produksi berlangsung.
Gambar 4.46 Implementasi Gambar untuk Mendukung Kontrol Visual Sumber : Bayu Furniture (2021)
Gambar diatas ditempelkan di area produksi supaya operator tidak merokok jika operator merokok di lingkungan produksi , karena bisa terjadinya bahaya kebakaran oleh karena itu perlu di tempelkan gambar visual tersebut.
Gambar 4.47Implementasi Gambar untuk Mendukung Kontrol Visual Sumber : Bayu Furniture (2021)
Gambar di atas bertujuan untuk mengajak operator untuk menjaga kebersihan di area produksi Bayu furnitur.
4.4.5. Kegiatan Shitsuke/ Pembiasaan
Tahap pembiasaan merupakan tahap terakhir dalam penerapan metode 5S.
Setelah keempat tahap di atas (seiri, seiton, seiso, seiketu) sudah diterapkan maka tahap selanjutnya adalah tahap pembiasaan. Pada tahap ini operator menerapkan tahap-tahap di atas secara berulang sehingga menjadi sebuah kebiasaan padapekerja supaya terbiasa dengan penerapan 5S ini, dalam hal ini atasan juga harus melakukan kontrol setiap harinya.Mengontrol pekerja dapat dilakukan dengan alat bantu atau instrument ceklist audit harian.
Tabel 4.8 Ceklist Audit Harian
4.5. Analisis Perbandingan Implementasi 5S 4.5.1. Analisis Perbandingan Implementasi Seiri
Dari analisis dan pembahasan diatas maka dapat diperoleh perbandingan sebelum dan sesudah implementasi 5S Seiri:
Tabel 4.9 Analisis Perbandingan Implementasi Seiri
No Elemen Kerja
Implementasi 5S
Keterangan
Sebelum Sesudah
1 Pengemala n
Sebelum implementasi kayu masih tercampur, setelah implementasi kayu sudah dipilih mana yang akan dipakai mana yang tidak.
2 Pemotonga n
Sebelum implementasi kayu masih tercampur, setelah implementasi kayu sudah dibedakan sesuai ketebalan kayu
3 Penghalusa n
Sebelum implementasi peralatan masih
berserakan setelah implementasi alat yang akan digunakan
disisihkan.
No Elemen Kerja
Implementasi 5S
Keterangan
Sebelum Sesudah
4 Pembobok an dan Pembuatan purus
Sebelum implementasi kayu yang dibobok dan dipurus masih bercampur jadi satu, setelah implementasi kayu sudah dibedakan sesuai dengan ukuran.
5 Perakitan Sebelum implementasi
alat masih berserakan tidak rapi setelah implementasi alat yangdigunakan untuk produksi dipilih dan disisihkan.
6 Servis Perakitan
Sebelum implementasi jarak alat dan tempat produksi lumayan jauh setelah implementasi alat
yang digunakan
diletakkan di tempat produksi.
7 Finishing Sebelum implementasi
cat masih berserakan setelah implementasi cat
yang digunakan
dipisahkan
Sumber: Data yang diolah (2021)
4.5.2. Analisis Perbandingan Implementasi Seiton
Dari analisis dan pembahasan diatas maka dapat diperoleh perbandingan sebelum dan sesudah implementasi 5S Seiton :
Tabel 4.10 Analisis Perbandingan Implementasi Seiton No Elemen
Kerja
Implementasi 5S
Keterangan
Sebelum Sesudah
1 Pengemala n
Sebelum implementasi kayu masih tercampur setelah implemntasi kayu sudah tertata rapi sesuai ukuran.
2 Pemotong an
Sebelum implementasi kayu masih tercampur setelah implemntasi kayu sudah tertata rapi sesuai ketebalan.
3 Penghalus an
Sebelum implementasi alat masih berserakan setelah implementasi alat tertata rapi ditempat penyimpanan alat.
No Elemen Kerja
Implementasi 5S
Keterangan
Sebelum Sesudah
4 Pembobok andan Pembuata n purus
Sebelum implementasi kayu masih berserakan setelah implementasi kayu sudah tertata rapi.
5 Perakitan Sebelum implementasi
alat masih berserakan setelah implementasi alat tertata rapi ditempat penyimpanan alat.
6 Servis Perakitan
Sebelum implementasi alat masih berserakan setelah implementasi alat tertata rapi ditempat penyimpanan alat.
7 Finishing Sebelum implementasi
cat masih berserakan setelah implementasi cat tertata rapi ditempat penyimpanan bahan.
Sumber : Data yang diolah (2021)
4.5.3. Analisis Perbandingan Implementasi Seiso
Dari analisis dan pembahasan diatas maka dapat diperoleh perbandingan sebelum dan sesudah implementasi 5S Seiso :
Tabel 4.11 Analisis Perbandingan Implementasi Seiso
Area Pembersihan Implementasi 5S
Sebelum Sesudah
Pengemalan 1
Membersihkan segala kotoran dan debu
Masih terdapat kotoran dan debu sisa proses produksi
Alat yang ada di area pengemalan bebas dari debu
Pemotongan Membersihkan sisa limbah kayu
pemotongan dan serbuk kayu
Masih terdapat sisa limbah kayu dan serbuk.
Area pemotongan harus bebas dari lembah kayu dan serbuk kayu
Penghalusan Membersihkan debu di area penghalusan
Tempat produksi masih berdebu
Di area penghalusan harus bebas dari debu dan kotoran
Pengemalan 2
Membersihkan segala kotoran dan debu
Tempat produksi masih terdapat debu dan kotoran
Alat yang ada di area pengemalan bebasdari debu
Pembobokan Membersihkan serbuk kayu dan mesin bobok
Masih terdapat serbuk kayu dan mesin bobok yang kotor
Di area pembobokan harus bersih dari serbuk kayu
Perakitan Membersihkan debu dan serbuk kayu dan alat
perakitan harus bersih
Masih terdapat debu dan serbuk kayu pada tempat dan alat perakitan
Di area perakitan harus bersih dari debu dan serbuk kayu
Area Pembersihan Implementasi 5S
Sebelum Sesudah
Servis perakitan
Membersihkan debu dan serbuk kayu
Masih terdapat debu dan serbuk kayu
Di area perakitan harus bersih dari debu dan serbuk kayu Finishing Membersihkan
sisa cat yang menempel di lantai dan di alat finishing
Masih terdapat sisa cat yang menempel pada lantai dan alat finishing
Di area finishing harus bersih dari cat
Packing Membersihkan sisa
pembungkus
Masih terdapat sisa bahan pembungkus
Di area packing harus bersih dari sisa pembungkus Sumber : Data yang diolah (2021)
4.5.4. Analisis Perbandingan Implementasi Seiketsu
Dari analisis dan pembahasan diatas maka dapat diperoleh perbandingan sebelum dan sesudah implementasi 5S Seiketsu:
Tabel 4.12 Analisis Perbandingan Implementasi Seiketsu Implementasi
Keterangan
Sebelum Sesudah
Sebelum implementasi tidak ada alat bantu kontrol visual sebagai standar yang harus di taati agar kegiatan
Sebelum implementasi tidak terdapat alat bantu kontrol visual, setelah implementasi dengan adanya alat
seiri, seiton dan seiso dapat berjalan dengan baik
bantu kontrol visual sebagai aturan yang harus ditaati oleh operator agar proses produksi berjalan kondusif
Sumber: Data yang diolah (2021) 4.5.5. Analisis Perbandingan Implementasi Shitsuke
Dari analisis dan pembahasan diatas maka dapat diperoleh perbandingan sebelum dan sesudah implementasi 5S Shitsuke:
Tabel 4.13 Analisis Perbandingan Implementasi Shitsuke Implementasi 5S
Sebelum Sesudah
Kegiatan pemilihan (seiri), penataan (seiton),
pembersihan (seiso) jarang dilakukan.
Mulai melakukan pembiasaan yang jika tidak dilakukan maka akan diberikan sanksi bagi setiap operator.
Tidak memberikan apresiasi bagi operator yang berinisiatif melakukan pemilihan (seiri), penataan (seiton) dan pembersihan (seiso) tanpa instruksi dari atasan
Memberikan apresiasi bagi operator yang berinisiatif tinggi dengan memberikan penghargaan.
Operator tidak diberikan Mulai memberitahukan
Implementasi 5S
Sebelum Sesudah
pengetahuan dan wawasan tentang pentingnya 5S pada lingkungan kerja
tentang informasi seputar pentingnya 5S pada lingkungan kerja.
Sumber: Data yang diolah (2021) 4.5.6 Audit Checklist
Berdasarkan analisis diatas maka dapat diperlukan audit checklist pembiasaan yang akan menjadi acuan kontrol pada proses produksi selanjutnya dapat dilihat dibawah ini:
Tabel 4.14 Tabel Audit Checklist
No Daftar Kegiatan Yes No
1 Pemisahan bahan dan alat yang akan digunakan dan tidak digunakan dalam proses produksi 2 Pemisahan bahan sesuai ukuran
3 Peletakan alat dan bahan ditempat penyimpanannya masing-masing.
4 Melakukan pembersihan lingkungan kerja 5 Melakukan pembersihan alat
6 Merapikan tempat proses produksi 7 Merapikan alat dan bahan
8 Mentaati standarisasi peraturan perusahaan 9 Menjaga kebersihan lingkungan kerja 10 Tidak merokok
11 Tidak menggunakan smartphone saat bekerja 12 Tidak membuang sampah sembarangan 13
Memberikan apresiasi kepada operator yang berinisiatif tinggi menjaga kondusivitas lingkungan kerja
14 Memberikan sanksi kepada operator yang tidak patuh dengan peraturan atau standarisasi.
15 Memberikan informasi tentang menjaga lingkungan kerja dengan 5S
Mengetahui, 1
2
Sumber : Data yang diolah (2021)
4.6. Pengolahan Data Waktu Baku Setelah Implementasi 5S
Data waktu proses perakitan ini diperoleh dari hasil pengamatan sebelum dilakukan perbaikan metode kerja. Data ini diambil menggunakan jam henti (stopwatch) dengan satuan menit perunit. Adapun data hasil pengukuran dapat dilihat pada tabel 4.14.
Tabel 4.15 Proses Produksi
No Proses
1 Pengemalan 1 dan pengukuran 2 Pemotongan
3 Penghalusan 4 Pengemalan 2
5 Pembobokan dan pembuatan purus 6 Perakitan
7 Servis perakitan 8 Finishing 9 Packing
Sumber : Bayu Furniture (2021)
Tabel di atas menunjukkan langkah-langkah dalam proses produksi pembuatan meja nakas di Bayu furniture
Tabel 4.16 Waktu Proses Penelitian
Ke-
Proses(Menit)
1 2 3 4 5 6 7 8 9
1 23 36 45 16 52 124 16 88 20
2 23 38 47 17 49 122 15 89 22
3 23 39 46 16 49 121 15 93 23
4 22 38 45 16 51 121 16 90 23
5 24 38 44 18 50 120 16 91 26
6 23 39 46 16 50 124 17 92 25
7 23 37 46 17 53 123 15 91 24
8 22 36 46 16 51 124 16 93 23
9 22 39 48 17 53 120 18 90 26
10 24 36 48 17 53 123 17 91 24
11 23 38 48 18 53 122 15 90 22
12 24 36 47 17 49 121 15 92 22
13 24 36 48 18 54 123 16 93 25
14 24 36 46 17 52 122 17 87 24
Penelitian Ke-
Proses(Menit)
1 2 3 4 5 6 7 8 9
15 22 37 45 17 52 123 15 89 23
16 23 39 45 16 50 124 15 91 20
17 22 39 46 18 53 122 15 88 24
18 24 39 44 18 52 123 18 90 26
19 22 39 48 16 50 121 18 92 25
20 22 38 45 17 53 124 16 87 21
21 22 38 44 18 50 122 15 87 21
22 24 37 44 16 54 121 17 92 26
23 23 38 47 16 50 120 18 91 26
24 24 39 47 18 51 122 16 92 24
25 23 36 45 18 53 120 18 87 25
26 24 37 45 17 53 123 17 87 21
27 24 39 47 16 53 122 18 87 24
28 22 39 47 16 49 121 15 87 25
29 22 37 45 18 53 123 15 88 20
30 22 38 46 18 51 122 17 90 21
Sumber : Pengolahan Data (2021) 4.7 Pengolahan Data
4.7.1 Uji Keseragaman Data
Setelah memperoleh waktu yang dilakukan menggunakan stopwatch maka langkah selanjutya melakukan uji keseragaman data. Adapun hasil dari uji keseragaman data adalah sebagai berikut :
1. Pengemalan 1 dan Pengukuran a. Rata-Rata ̅
̅ = ∑
=
=22,96
b. Standar Deviasi = √∑ ( ̅ )
=√( ) ( ) ( ) ( ) ( )
=0,85
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=22,96+3(0,85)
=22,96 + 2,550
=25,51
d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=22,96 – 3(0,85)
=22,96 – 2,550
=20,41
Untuk membuktikan bahwa data penelitian yang diambil berada dalam batas kontrol atas ( BKA ) dan batas kontrol bawah ( BKB ) maka dapat dilihat pada control chart dibawah ini:
Gambar 4.48Control Chart Pengemalan 1 dan Pengukuran Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
0 5 10 15 20 25 30
1 4 7 10 13 16 19 22 25 28
Pengemalan dan Pengukuran
Waktu Operasi Rata2
BKA BKB
2. Pemotongan a. Rata-Rata ̅
̅ = ∑
=
=37,70 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( ) ( )
=1,178
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=37,70+3(1,178)
=37,70+ 3,536
=41,236
d. Batas Kontrol Bawah (BKB) BKB = ̅ ( )
=37,70 – 3(1,178)
=37,70 – 3,536
=34,164
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
Gambar 4.49Control Chart Pemotongan Setelah Perbaikan Sumber : Pengolahan Data (2021)
Dari control chart diatas data penelitian tidak ada yang berada diluar batas kontrol atas (BKA)dan batas kontrol bawah ( BKB ), maka dapat dikatakan bahwa data penelitian tersebut sudah seragam.
3. Penghalusan a. Rata-Rata ̅
̅ = ∑
=
=46,00 menit b. Standar Deviasi
= √∑ ( ̅ )
=√( ) ( ) ( ) ( ) ( )
=1,313
c. Batas Kontrol Atas (BKA) BKA = ̅ ( )
=46,00+3(1,313)
=46,00+ 3,939
=49,939
34 36 38 40 42
1 4 7 10 13 16 19 22 25 28
Pemotongan
Waktu Operasi Rata2
BKA
BKB