Jurnal Rekayasa Teknologi dan Sains Terapan | Vol.1, No.1 Februari 2018 | Page 19
Sistem Kontrol Otomatis Mesin Fibre Dryer Berbasis
PLC SCHNEIDER SR-B261BD
Dani Usman
1; Agung Sarita Pujo Ramadon
2;
1,2Program Studi Teknik Elektro, Sekolah Tinggi Teknologi Dr. KHEZ Muttaqien
email: [email protected]
Diterima 12 Januari 2020; Dipublikasikan 27 Februari 2018
Abstrak
Dalam situasi saat ini teknologi sektor yang sangat penting dan mempunyai prospek untuk dikembangkan dan kemajuan teknologi mendorong manusia untuk berpikir untuk mengatasi kendala atau pemecahan Teknologi yang berkembang saat ini adalah PLC (Programmable Logic Controller), pada tugas akhir ini penulis membuat perancangan “Simulator Mesin Fiber Dryer berbasis PLC SCHNEIDER SR3B261BD”. Pada perancangan Mesin Fiber Dryer ini yaitu dengan mengumpulkan data seperti sistem mesin produksi yang diharapkan, menentukan sistem kerja mesin yang diharapkan, menentukan program kontrol. Setelah mengumpulkan data selanjutnya dengan membuat simulator mesin sesuai sistem kerja dan simulator program sesuai sistem yang diharapkan. Setelah selesai masuk ke tahap pengujian (apakah simulator bekerja sesuai sistem atau tidak), jika masih ada kekurangan bisa dengan mengkoreksi atau memperbaiki sistem dan apabila tidak ada kekurangan maka tahapan perancangan sistem selesai.
Masalah yang sering dihadapi pada mesin dryer ini selama masih menggunakan sistem manual yaitu dalam pemecahan masalah cukup membutuhkan waktu yang lama, sehingga membuat produksi terganggu dan jika dalam pemecahan masalah melewati waktu yang telah ditentukan untuk mesin stop, maka akan membuat pihak perusahaan mengalami kerugian dalam produksi. Untuk itu penulis mengembangkan sistem kontrol guna mempermudah dalam pemecahan masalah dengan menggunakan PLC. Tujuan yang diharapkan dari perancangan mesin ini yaitu mengembangkan sistem kontrol manual ke sistem kontrol otomatis. Dengan hasil penelitian pada simulator mesin Fiber Dryer ini, nampak jelas bahwa dengan menggunakan PLC sistem kontrol yang sebelumnya hanya menggunakan sistem konvensional diganti dengan sistem otomatis, dan dari hasil perbandingan sistem kerja lebih unggul dari pada menggunakan sistem manual, secara perawatan dan pemecahan masalah lebih mudah.
Kata Kunci: Sistem Kontrol, PLC SR3-B261BD, Hardware, Software
A. Pendahuluan
Kualitas merupakan hal yang sangat penting dalam meningkatkan nilai atau harga dari suatu produk. Semakin baik kualitas dari produk, maka semakin tinggi pula nilai atau harga produk tersebut. Maka kesalahan sekecil apapun dalam suatu proses produksi akan berakibat fatal bagi kualitas hasil produksi. Mesin Dryer merupakan mesin yang digunakan untuk mengeringkan kapas. Mesin dryer terdiri dari satu sistem kontrol conveyor, satu sistem circulation fan, dan temperature kontrol mesin dryer. Pada mesin conveyor terdiri dari Take a Way Conveyor, Main Conveyor Zone A and Zone B, Dry and wet Feeder Pin Beater, Dry and Wet Back Beater, Dry and Wet Incline Latice, Wet Feeder Hooper. Latar belakang pada mesin Dryer sistem kontrol masih menggunakan sistem manual dan setiap pengoperasian harus menjalankan motor satu per satu dari awal yaitu motor Take Away Conveyor sampai akhir yaitu motor Wet Feeder Hooper, sehingga membutuhkan waktu pengoperasian yang cukup lama. maka dari hal tersebut penulis ingin mengembangkan sistem kontrol otomatis berbasis PLC untuk merubah sistem kontrol manual ke sistem kontrol otomatis dan hanya tertuju pada satu sistem kontrol konveyor yaitu memperingkas komponen yang digunakan dan mempermudah dalam pengoperasian maupun pengawasan. Pada sistem otomatis ini hanya memerlukan satu tombol untuk start mesin dan satu tombol untuk stop
Jurnal Rekayasa Teknologi dan Sains Terapan | Vol.1, No.1 Februari 2018 | Page 20 mesin, berbeda dengan sistem kontrol manual dari masing-masing kontrol motor memerlukan satu tombol start dan stop sehingga membutuhkan komponen yang cukup banyak.
B. Metode Penelitian
Pada panduan ini akan dijelaskan tentang prosedur peneltian. Berikut tahapan-tahapan pada penelitian ini: Langkah 1: Perancangan sistem pengontrolan Fibre Dryer secara otomatis berbasis PLC
SR3B261BD
Langkah 2: Proses pengumpulan data
Langkah 3: Perancangan Hardware & Software Langkah 4: Tahap pembuatan Hardware & Software
Uji Coba analisis, tahap pengujian untuk menguji keseluruhan sistem. Yang mencakup: Langkah 1: Pengujian sistem sequence mesin Fibre Dryer
Langkah 2: Pengujian motor apakah motor akan bekerja bila push button di on dan apakah sistem bekerja secara sequence otomatis
C. Hasil dan Pembahasan
1. Pengujian Perangkat Keras (Hardware) a. PLC
Pada bagian ini akan dibahas mengenai pengujian tegangan input dan output. Pada PLC Zelio SR3B261BD disesuaikan dengan tabel di bawah ini:
Tabel 1. Tegangan Input dan Output
Komponen
Input (V)
Output Relay (V)
PLC Zelio SR3B261BD
24
0
Berdasarkan tabel diatas dijelaskan bahwa PLC Zelio SR3B261BD mendapatkan sumber tegangan sebesar 24VDC dan dapat menghasilkan keluaran 0VDC, hal ini disebabkan karena output dari PLC Zelio SR3B261BD merupakan relay, sehingga tidak ada tegangan yang dihasilkan karena relay hanya berfungsi sebagai kontak yang bekerja ketika ada tegangan.
Tabel 2. Pengecekan Komponen Kontroler.
b. Relay
Pengujian Relay meliputi koil dan kontak-kontaknya, Pengecekan mengunakan Multitester dan Power Supply. Pengecekan menggunakan Power Supply difungsikan untuk mengecek apakah koil bekerja atau tidak, sedangkan pengecekan kontak-kontaknya dengan menggunakan multitester untuk memastikan apakah kontaknya masih berfungsi atau tidak.
Komponen Input Output
PLC 24VDC Free Contact
MCB Free Contact Free Contact Lampu Indikasi 24VDC Menyala Push Button/Sel. Switch Free Contact Free Contact
Power Supply 220VAC 24VDC
Jurnal Rekayasa Teknologi dan Sains Terapan | Vol.1, No.1 Februari 2018 | Page 21
2. Pengujian Lunak (Software)
Setelah PLC terprogram, sistem siap dipergunakan. Penyusun mencoba untuk melaksanakan simulasi menggunakan program PLC nya secara individual artinya cara mengimplementasikan sistem berdasarkan simulasi program.
a. Buka Program Zelio Soft
Gambar 1. Program Zelio Soft
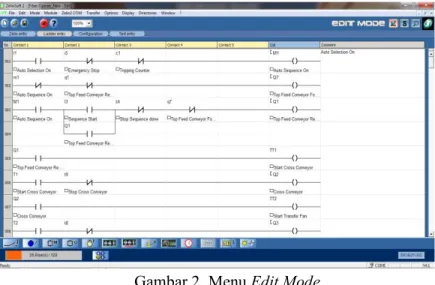
b. Buka folder yang berisi program dengan cara klik folder, pilih file yang akan di buka.
Gambar 2. Menu Edit Mode
c. Download programnya sesuai dengan program yang telah dibuat.
Jurnal Rekayasa Teknologi dan Sains Terapan | Vol.1, No.1 Februari 2018 | Page 22 d. Setelah selesai, cek simulasi pada laptop sebelum dimulai percobaan.
Gambarb 3. Menu Simulasi
D. Kesimpulan
Dari hasil penelitian dapat disimpulkan bahwa sistem kontrol yang sebelumnya manual atau rangkaian kontrolernya menggunakan sistem konvensional yang membutuhkan banyak komponen, kemudian dikembangkan ke sistem kontrol otomatis sehingga mempermudah dalam pengontrolan sistem dan mengurangi jumlah komponen yang digunakan yaitu dengan menggunakan PLC. Prototype simulator terpadu yaitu suatu sistem yang disatukan dan dapat disimulasikan. Dapat menggambarkan secara sederhana dalam mengembangkan PLC pada sistem kontrol industri yang tadinya sistem kerja secara manual menjadi sistem kerja otomatis. Mempermudah dalam proses monitoring plan area (mesin dryer) karena pengontrolan mesin menggunakan PLC.
Daftar Pustaka
Soemantri,Oman. 1993. Sistem Pengontrolan Motor di Industri. Jakarta : Pusat Pembukuan Depdikbud. Suprijanto,Bambang dan Sariadi. 1994. Perencanaan Instalasi Listrik Jilid 2. Bandung, Angkasa.
Margiono Abdillah”Pengendalian motor listrik secara electromagnetic”, Yayasan Kemajuan Teknik, 2013.
RaditaArindya, (“Penggunaan dan pengaturan motor listrik”, GrahaIlmu)
Yusnita,Hendro Tjahjono, 2012, Jurnal motor listrik AC “Sistem Pengendali Arus Star Motor Induksi Phasa Tiga dengan variasi Beban”
M. Khairul Amri Rosa, “Electric Machinery Fundamentals”, Sthepen J Chapman, 4th ed, 2005. S. Chand, B.L. THERAJA (Fundamentals of Electrical Engineering and Electronics).
BOLTON. W, 2004, Programmable Logic Controller (PLC), Alih bahasa oleh : Irzam Harmeni, Edisi ke tiga, Penerbit Erlangga.
Iwan Setiawan, Buku Ajar Sensor dan Tranducer, Semarang, 2009.
Fraden, J. 2003, “Handbook of modern sensors : physics, design, and aplication”, 3rd-ed, Springer-verlag, Inc, New York.
Ogata, Katsuhiko, Teknik Kontrol Otomatik Jilid 1. 1994, Erlangga. Jakarta. Ogata, Katsuhiko, Teknik Kontrol Otomatik Jilid 2. 1994, Erlangga. Jakarta.
Jurnal Rekayasa Teknologi dan Sains Terapan | Vol.1, No.1 Februari 2018 | Page 23 Setiawan Irawan, Programmable Logic Controller (PLC) dan Teknik Perancangan Sistem Kontrol, Andi,
Yogyakarta, 2006.
Guo, L (2009), “Design Projectin a Programmable Logic Controller (PLC) “Course in Electrical Engineering Technology”, “The Technology Interface Journal”
Yulianto, Anang, Panduan Praktis Belajar PLC ( Programmable Logic Controller ), Elekmedia Komputindo, Jakarta, 2006.