Laporan Kerja Praktek
Program Studi Teknik Mesin 22
BAB III
PERAWATAN CHILL DRUM PADA PROSES
LAMINATING DI PT. INDOGRAVURE
3.1 Proses Produksi
Ruang lingkup observasi yang dilakukan pada saat kegiatan kerja praktek adalah Proses Produksi laminating Process dan Maintenance Plant. Pada proses produksi kemasan di PT. Indogravure ini memiliki beberapa tahapan proses yang dilakukan satu persatu dengan menggunakan mesin-mesin yang berbeda dan memiliki fungsinya masing-masing untuk memproses bahan baku menjadi bahan jadi, pengamatan dilakukan pada setiap jenis tahapan proses secara teliti. Proses produksi pada PT.Indogravure ini menggunakan proses silinder berputar dengan kecepatan tertentu tergantung pada jenis bahan bakunya.
Printing Laminating Drying Slitting Packaging
Gambar 3.1 Proses Produksi di PT. Indogravure Sumber. Data Perusahaan
Gambar diatas menjelaskan tahapan-tahapan proses produksi yang terdiri dari proses printing, proses laminating, proses drying, proses slitting dan yang terakhir adalah packaging. Hampir semua jenis proses produksinya dilakukan dengan menggunakan proses silinder kecuali pada proses packaging.
Laporan Kerja Praktek
Program Studi Teknik Mesin 23
3.2 Proses Printing
Tahapan proses yang dilakukan pertama adalah proses Printing, proses printing ini adalah proses pencetakan gambar desain dengan cat pada plastik polos PET (Poly
Ester), proses printing ini berjalan dengan sangat cepat dan harus diamati secara
terus-menerus dengan menggunakan strobo (lampu kedip) agar mempermudah dalam proses pemeriksaannya. Mesin printing disini mampu menggunakan 7 buah silinder yang berbeda yang berarti memliki warna yang berbeda pula, sehingga apabila proses
produksi menggunakan mesin dengan kemampuan maksimal, dengan hasil dari
printing dapat mencetak 7 jenis warna yang berbeda. Tahap awal pada proses printing
ini adalah pemilihan desain oleh customer, atau bisa juga customer sudah memiliki desain yang diinginkan sehingga pihak pabrik hanya perlu membuat silindernya saja, setelah tahapan pemilihan desain beserta warna, pihak pabrik akan membuat silinder sesuai desain dan warna yang diinginkan oleh customer, pembuatan silinder pada awalnya dibuat oleh pihak pabrik tetapi karena menyebabkan tingkat polusi yang tinggi sehingga PT. Indogravure memesan silinder tersebut pada pabrik lain, setelah silinder selesai, proses produksi diawali dengan membuat 3 jenis cetakan prototype dengan warna yang berbeda, produk cetakan kemasan tersebut kepada customer untuk disetujui, yaitu darken, middle, lighten, setelah mendapat kesepakatan warna dengan customer proses pencetakan baru dimulai.
Pada proses pencetakan ini harus dilakukan pemeriksaan pada tahap awalnya, pemeriksaan yang dilakukan adalah pemeriksaan warna, apakah terjadi ketidaksamaan warna antara prototype dengan warna yang akan dipakai untuk pencetakan, lalu yang kedua adalah pembuatan sampel untuk dijadikan perbandingan.
3.3 Proses Laminating
Laminating adalah proses pelapisan plastik polos atau PET (Polyester) dengan Alumunium Foil Surlin, bentuknya seperti alumunium dengan warna dove, pelapisan
Laporan Kerja Praktek
Program Studi Teknik Mesin 24
CUSTOMER SALES DESIGN/ARTWORK CYLINDER MAKING PROOF PRINT PRINTING LAMINATING FINISHING FINISHED GOOD DELIVERY
ini berfungsi untuk menjaga produk yang akan dikemas oleh customer tidak rusak. Setelah proses Printing dilakukan proses Extrude Laminasi atau biasa disebut dengan proses laminating
Proses laminating ini dilakukan dengan menggunakan silinder berputar, pada proses laminating PET direkatkan dengan menggunakan bahan adesive (LDPE/EAA yang berbentuk biji plastik lalu dipanaskan dengan suhu kira-kira 200 derajat celcius agar mencair), setelah pemanasan bahan adesive atau LDPE/EAA, perekatan
alumunium foil dengan PET dilakukan dengan cara memasukan LDPE/EAA diantara
PET dan alumunium foil lalu di pres menggunakan silinder agar merekat. 3.3.1 Proses Kerja Laminating Proses
Laporan Kerja Praktek
Program Studi Teknik Mesin 25
3.3.2 Mesin – mesin Laminating
Gambar. 3.2 Mesin – mesin laminating
Sumber. PT. Indogravure
Sung An SA-EL 1200 Sung An SA-EXL 1300
Intermac IEL 130 DRY lami Long New LND-1200
Laporan Kerja Praktek
Program Studi Teknik Mesin 26
1. Cek schedule, JO, dan spek produk 2. Siapkan material 3. Cek roll laminasi (doft/bright) 4. Setting bahan baku di Undwind: a. Film b. Alu c. Paper d. Hasil sandwich 5. Setting Temperatur: a. Dies b. Cylinder c. Chill roll 6. Setting Mesin a.Deckle b.Speed c.Tension 7. Pengambilan sample (pengecekan selama proses)
3.3.3 Bahan Baku Proses Laminating 1. Extrusion Laminating ( Sandwich)
- Aluminium
- Resin; LDPE,EAA
2. Extrution Laminating ( Coating) - Resin; LDPE,EAA
3. Dry Laminating - LDPE - Adhesive
3.3.4 Urutan Proses setting Mesin Laminating
Urutan proses Setting extrude Laminasi (Coating)
Laporan Kerja Praktek
Program Studi Teknik Mesin 27
1
. Cek schedule, JO, dan spek produk 2. Siapkan material 3. Setting Adhesive 4. Setting bahan baku di Undwind: a. Film b. Alu c. Paper 5. Setting Temperatur: a. Dies b. Cylinder c. Chill roll 6. Setting Mesin a.Deckle b.Speed c.Tension7.
Pengambilan sample (pengecekan selama proses) Urutan Proses Setting Extrude Laminasi ( Sandwich)
3.3.5 Alur Proses Kerja Laminating Cara Kerja Mesin
Coating & Sandwich
Laporan Kerja Praktek
Program Studi Teknik Mesin 28
Gambar. 3.3 Proses Laminating & Sandwich Sumber. PT. Indogravure
Gambar. 3.4 Proses Dry laminating Sumber. PT. Indogravure
Proses Dry Laminasi atau biasa disebut dengan proses Drying yang berarti proses pengeringan, proses pengeringan ini memiliki dua fungsi yaitu mengeringkan adesive yang dimasukan pada proses laminating dan pelapisan sandwich.
Lapisan alumunium foil dengan menggunakan sejenis plastik bening yaitu LDPE (Low Density Polyethelen) pelapisan dengan menggunakan LDPE ini berfungsi untuk menjaga kondisi produk yang akan dimasukan oleh customer agar tidak mudah rusak
Cara Kerja mesin Dry Laminating
Laporan Kerja Praktek
Program Studi Teknik Mesin 29
dan terkontaminasi dengan alumunium foil, proses drying disini juga menggunakan silinder berputar, pelapisan LDPE dilakukan dengan perekat yang dicairkan menggunakan suhu sekitar 200 derajat celcius, sistem perekatan yang dilakukan disini hampir sama dengan sistem laminating hanya saja bahan adesive sudah berbentuk cair dan memiliki tempat untuk memasukan bahan perekat tersebut.
Pada proses Drying ini pemeriksaan dilakukan lebih ketat dibandingkan dengan proses-proses lainnya, karena setelah proses pengeringan akan berlanjut kepada proses slitting yang berfungsi juga untuk melakukan sortir produk jadi. Pemeriksaan pada proses pengeringan ini dilakukan selama proses berjalan dengan bantuan strobo untuk melihat hasilnya baik atau tidak, bila ada bagian cetakan yang tidak baik maka akan diberi tanda defect dengan menggunakan potongan kertas berwarna merah yang diselipkan pada gulungan cetakan, dengan begitu pemeriksaan bagian yang defect dapat dilakukan dengan mudah tanpa harus mencari di bagian mana lagi yang hasilnya tidak baik.
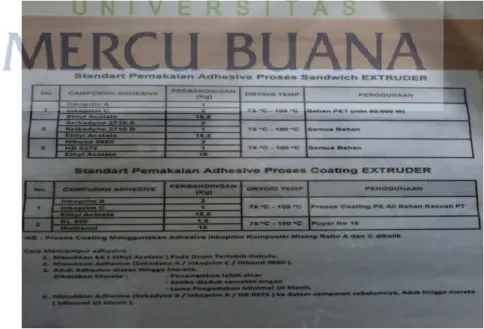
Standar yang harus dilakukan saat menggunakan adhesive untuk proses laminating :
Gambar 3.5 Campuran Adhesive
Sumber. Data Perusahaan
Laporan Kerja Praktek
Program Studi Teknik Mesin 30
3.3.6 Spesifikasi mesin laminating Spesifikasi Laminating Proses
A. Un-wind Unit
1. Tipe : Double axis Turret type
2. Diameter bahan yang berlaku : Max 800 mm
3. Lebar bahan yang berlaku : Max 1250 mm 4. Diameter Core yang berlaku : 3 & 6 inci kertas core
5. Core fixing : 3 inci type Air Expanding Shaft (Hard chrome plated steel material) ...2 buah dan 6 inci Air Expanding Adapter (Aluminium Material )...4 buah
6. Reducer : - Material : Chrome Molybdenum alloy steel
- Drive transmision : Heavy duty gear box
- Lubrication : oil bath & circulating type
7. Carriage : - Konstruksi : welded construction - Horizontal moving : dengan Geared
motor
- Up-Down moving : Gear motor 8. Hopper & loader : - Hopper material : Stainless Steel
- Loader : buatan korea 9. T-Die unit (JYOHOKU SEIKOSHO.japan) :
- Model : JKT-1460-H-BDW B. Unit Pelapisan
1. Cara pelapisan : Direct Rotogravure coating unit 2. Coating roll : ϴ 200 mm x 1300 mm permukaan
gravure tipe steel roll. LPI kurag lebih 175 dan kedalaman kurang lebih 30.
Laporan Kerja Praktek
Program Studi Teknik Mesin 31
3. Coating roll fixing : silinder pneumatik
4. Impression roll press : penekanan dengan silinder pneumatik 5. Impression roll : special driven type and driven By AC
motor + Inverter
6. Impression roll : ϴ 140 mm x 1300 mm 7. Drive requirement : AC Vector motor
8. Tension Motor : Automatic tension control system 9. Doctor Blade : - konstruksi : manual
- Tekanan pisau : control pneumatik - Pemegang pisau : light weight
aluminium
10. Glue pan : stainless steel ( SUS 304) 11. Teflon roll : ϴ 110mm x 1300 mm C. Unit ruang pengeringan
1. Tipe : vertikal
2. Sumber pemanas : pemanas elektrik dan yang mengontrol TPR
3. Kapasitas pemanasan : 80.000 Kcal/hr. 4. Temperature : 40 – C
5. Udara panas pasokan blower : 3,75 kW, turbo fan ( 60 / min x 150 mm-Aq)
6. Exhaust blower : 5,5 kW, turbo fan ( 60 / min x 200 mm-Aq)
7. Guide roll : ϴ 80 mm x 1300 mm
8. Lingkup pasokan saluran : - Dalam : dari heat exchanger via blower ke dryer
- Luar : dari dryer ke damper D. Unit sandwich
Laporan Kerja Praktek
Program Studi Teknik Mesin 32
1. Tipe : Double Axis Turret Type
2. Diameter bahan yang berlaku : ϴ 600 mm
3. Lebar bahan yang berlaku : max. 1250 mm 4. Core yang berlaku : 3 inci
5. Core fixing : 3 inci tipe Air Expanding Shaft (steel material- made in korea)...2 buah
6. Tension control : Automatic Control System 7. Splicing : Automatic Splicing System 8. Adjustable roll : jarak kurang lebih 20 mm E. Unit Extruder
1. Kapasitas extruder : 250 Kg/hr
2. Barrel : - Material : Bi-Metal SACM - Sistem pemanasan : pemanasan
elektrik dengan cast aluminium heater
- Zona pemanasan : 6
- Kapasitas pemanasan : 75 kW - Sistem pendinginan : Air cooled
system, dengan 6 set kipas blower 3. Screw : - Tipe : Two Stage mixing type
- Material : SCM + Double Hard Chrome
- L/D ratio : 30
- Diameter Screw : 100 mm 4. Adapter : - Material : S45C + Double hard
Chrome
- Sistem pemanasan : pemanasan elektrik
Laporan Kerja Praktek
Program Studi Teknik Mesin 33
- Alat pengukur tekanan : Analog Type NAGANO, japan
- Sistem penyaringan : dilengkapi perangkat charger
5. Drive requirement : - DC motor – 75 kW - DC drive – SSD 590 F. Unit Pelapisan
1. Tipe : Extrusion Laminating System 2. Roll pendingin / Chill drum : ϴ 750 mm x 1400 mm
- Mirror Hard Chrome – Plated Steel Roll
- Semi Mated Hard Chrome – Plated Steel Roll
3. Roll silikon : ϴ 250 mm x 1300 mm, Silicone rubber lining roll
4. Back-up roll : ϴ 200 mm x 1300 mm, Hard Chrome- Plated Steel Roll
5. Release roll : ϴ 150 mm x 1300 mm, Silicone rubber lining roll
6. Expander roll : ϴ 125 mm x 1300 mm, Banana type rubber lining roll
7. Guide roll : ϴ 110 mm x 1300 mm, good balancing aluminium roll
8. Main drive : AC vector motor
- AC vector motor 11 kW
- AC vector drive SSD 690 series G. Trim Edge Unit & Powder Spray Unit
1. Trim edge unit :
- Pemegang pisau geser : 2 buah
Laporan Kerja Praktek
Program Studi Teknik Mesin 34
- Pemegang pisau rotary: 2 buah - Spesial hardened roll : 1 buah - AC motor inverter
- Ac motor 2,2 kW - Inverter drive (
LG,Toshiba,Hitachi,Fuji) 2. Powder spray unit :
- Box sprayer adalah trolley type - Powder sprayer (PORA, korea) H. Unit Re-winding
1. Tipe : Double Axis Turret Type
2. Diameter bahan yang berlaku : Max. ϴ 1000 mm 3. Lebar bahan yang berlaku : Max. 1250 mm 4. Core yang berlaku : 3 & 6 inci
5. Core fixing : 3 inci type Air Expanding Shaft (Hard chrome plated steel material) ...2 buah dan 6 inci Air Expanding Adapter (Aluminium Material )...4 buah
6. Tension control :
- AC vector motor 20 HP/15 kW 2 buah
- Ac vector drive SSD 690 series 2 buah
- Low friction air cylinder 1 buah - Unlimited potentiometer 1 buah - Automatic tension indicator 1 buah 7. Splicing : Automatic splicing system
8. Touch roll :
- ϴ 90 mm x 1300 mm – lay on toucing type 2 buah
Laporan Kerja Praktek
Program Studi Teknik Mesin 35
- ϴ 120 mm x 1300 mm – Linear touching type 1 buah
3.4 Proses Slitting
Proses terakhir yang dilakukan adalah Slitting, yaitu pemotongan, pemotongan pada bahan jadi dilakukan secara terpisah, mesin slitting tidak digabung dengan mesin printing, laminating, dan juga drying, tetapi dilakukan di ruangan yang steril, hal ini dilakukan agar kemasan yang sudah jadi tidak terkena kotoran atau debu, atau mungkin bahan kimia dan sejenisnya karena kemasan ini akan langsung digunakan untuk bubuk minuman Extra Joss yang akan dikonsumsi sehingga tingkat kebersihan dan kesterilan harus sangat dijaga dan diutamakan. Kembali ke proses slitting, pemotongan juga dilakukan dengan proses silinder, proses pemotongan memiliki dua macam fungsi, yang pertama adalah untuk memeriksa atau mensortir kemasan tersebut agar produk reject tidak sampai pada pelanggan, proses sortir ini dilakukan dengan menggunakan strobo untuk mempermudah proses sorting, tetapi pada prakteknya proses sorting dilakukan dengan menggunakan tangan yaitu dengan dirasakan atau diraba dengan telapak tangan pada saat silinder berputar menggulung cetakan kemasan.
Fungsi yang kedua adalah memotong gulungan cetakan menjadi beberapa bagian sesuai dengan permintaan pelanggan, setelah proses pemotongan gulungan kemasan menjadi beberapa bagian lalu gulungan yang sudah dipotong tersebut dibungkus dengan rapat agar tetap steril pada saat dibawa kepada pelanggan.
Setelah proses pembungkusan dilakukan maka barang jadi akan masuk ke gudang penyimpanan barang jadi untuk dikemas kedalam kardus yang siap dikirim kepada customer.
3.5 Pengertian perawatan
Laporan Kerja Praktek
Program Studi Teknik Mesin 36
Perawatan adalah suatu konsepsi dari semua aktifitas yang diperlukan untuk menjaga atau mempertahankan kualitas peralatan agar tetap berfungsi dengan baik seperti dalam kondisi sebelumnya.
Dari pengertian tersebut diatas dapat ditarik beberapa kesimpulan, bahwa : Fungsi perawatan sangat berhubungan erat dengan proses produksi.
Peralatan yang dapat digunakan terus untuk berproduksi adalah hasil adanya perawatan.
Aktifitas perawatan banyak berhubungan erat dengan pemakaian peralatan, bahan pekerjaan, cara penanganan dan lain-lain.
Aktifitas perawatan harus dikontrol berdasarkan pada kondisi yang terjaga.
Kegiatan perawatan dilakukan untuk perbaikan yang bersifat kualitas, meningkatkan suatu kondisi ke kondisi lain yang lebih baik. Banyaknya pekerjaan perawatan yang dilakukan tergantung pada :
Batas kualitas terendah yang dijinkan dari suatu komponen.
Sedangkan batas kualitas yang lebih tinggi dapat dicapai dari hasil pekerjaan perawatan.
Waktu pemakaian atau lamanya operasi yang menyebabkan berkurangnya kualitas peralatan.
Dalam hal ini komponen (peralatan) dapat menjadi sasaran untuk terkena tekanan-tekanan, beban pakai, korosi dan pengaruh-pengaruh lain yang bisa mengakibatkan menurunnya atau kehilangan kualitas lain yang mengakibatkan menurunnya atau kehilangan kualitas, sehingga kemampuan komponen berkurang ketahanannya.
Istilah perawatan dapat diartikan sebagai pekerjaan yang dilakukan untuk menjaga atau memperbaiki setiap fasilitas, seperti bagian dari pabrik, peralatan, gedung beserta isinya, sehingga mencapai standar yang dapat diterima.Dalam hal ini gabungan dari istilah “perawatan” dan “perbaikan” (maintenanceand repair)
Laporan Kerja Praktek
Program Studi Teknik Mesin 37
sering digunakan karena sangat erat hubungannya. Maksud dari penggabungan tersebut ialah:
Perawatan sebagai aktivitas untuk mencegah kerusakan. Perbaikan sebagai aktivitas untuk memperbaiki kerusakan.
Tujuan dilakukannya kegiatan perawatan (maintenance) adalah sebagai berikut a. Memungkinkan tercapainya mutu produk dan kepuasan pelanggan
melaluipenyesuaian, pelayanan (service) dan pengoperasian peralatan secara tepat.
b. Meminimalkan biaya total produksi yang secara langsung dapat dihubungkan dengan pelayanan dan perbaikan.
c. Memperpanjang waktu pakai suatu mesin atau peralatan.
d. Meminimumkan frekuensi dan kuatnya gangguan-gangguan terhadap proses operasi.
e. Menjaga agar sistem aman dan mencegah berkembangnya gangguan keamanan. f. Meningkatkan kapasitas, produktivitas, dan efisiensi dari sistem yang ada.
Untuk dapat menjaga/mempertahankan kondisi mesin-mesin dalam keadaan siap pakai, pada umumnya langkah-langkah yang dapat dilakukan adalah :
a. Mengadakan pemeriksaan yang teratur untuk mencegah terjadinya kerusakan. b. Mendesain mesin dan peralatan yang dapat menunjang kemudahan
pemeriksaan dan perbaikan mesin-mesin tersebut.
c. Menyediakan perlengkapan perawatan yang cukup bagi petugas teknisi. d. Menggunakan kebijakan perawatan pencegahan dengan mengganti
komponen-komponen yang kritis sebelum mengalami kerusakan total.
e. Memelihara suku cadang sehingga selalu berada dalam kondisi baik dan siap pakai.
Laporan Kerja Praktek
Program Studi Teknik Mesin 38
Secara umum, ditinjau dari saat pelaksanaan pekerjaan perawatan dapat dibagi menjadi dua cara :
1. Perawatan yang direncanakan (Planned Maintenance).
Pengorganisasian pekerjaan perawatan yang dilakukan dengan pertimbangan ke masa depan, terkontrol dan tercatat.
2. Perawatan yang tidak direncanakan (Unplanned Maintenance).
Cara pekerjaan perawatan darurat yang tidak direncanakan (Unplanned
emergency maintenance).
Bentuk-bentuk perawatan dibagi kedalam beberapa kelompok yaitu: a. Perawatan Preventif (Preventive Maintenance).
Pekerjaan perawatan yang bertujuan untuk mencegah terjadinya kerusakan, atau cara perawatan yang direncanakan untuk pencegahan (preventif). Perawatan preventif dimaksudkan juga untuk mengefektifkan pekerjaan inspeksi, perbaikan kecil, pelumasan dan set up sehingga peralatan atau mesin-mesin selama beroperasi dapat terhindar dari kerusakan. Perawatan preventif dilaksanakan sejak awal sebelum terjadi kerusakan.Perawatan preventif ini penting diterapkan pada industri-industri yang proses produksinya kontinyu atau memakai sistem otomatis, misalnya :
Pabrik kimia, industri pengerolan baja, kilang minyak, produksi massal, dan sebagainya.
Apabila terjadi kemacetan produksi karena adanya kerusakan dapat menimbulkan biaya yang sangat tinggi.
Apabila terjadi kerusakan kecil pada bagian fasilitas yang vital dapat mengakibatkan kegagalan seluruh proses.
Apabila kegagalan atau kerusakan yang terjadi sangat membahayakan, seperti pada ketel, bejana bertekanan, alat pengangkat dan sebagainya.
Kegiatan preventive maintenance dibagi menjadi dua kelompok :
Laporan Kerja Praktek
Program Studi Teknik Mesin 39
1. Subjective Monitoring
Monitoring yang dilakukan dengan menggunakan indera seperti mendengarkan, melihat, menyentuh, merasakan, dan membaui, kemudian mengestimasi kondisi berdasarkan indera tersebut. Perawatan ini bersifat subjektif karena bergantung pada keahlian operator dalam memonitor kondisi mesin.
2. Objective Condition Monitoring
Monitoring yang dilakukan berdasarkan hasil yang ditunjukkan oleh alat ukur. Pada metode ini perawatan dilakukan dengan cara memasangkan alat ukur pada peralatan/mesin yang tidak sedang beoperasi, kemudian sensor dari alat ukur tersebut akan memberikan informasi bila terjadi penyimpangan.
b. Perawatan Korektif (Corrective Maintenance).
Pekerjaan perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi fasilitas sehingga mencapai standar yang dapat diterima. Perawatan korektif termasuk dalam cara perawatan yang direncanakan untuk perbaikan. Dalam perawatan ini dapat mengadakan peningkatan-peningkatan sedemikian rupa, seperti melakukan perubahan atau modifikasi rancangan peralatan agar lebih baik. Menghilangkan problema yang merugikan untuk mencapai kondisi operasi yang lebih ekonomis.
c. Perawatan Berjalan (Running Maintenance).
Perawatan yang dilakukan pada saat fasilitas atau peralatan dalam keadaan bekerja. Perawatan berjalan ini termasuk cara perawatan yang direncanakan untuk diterapkan pada peralatan dalam keadaan operasi.Perawatan dalam kondisi berjalan diterapkan pada mesin-mesin yang harus beroperasi terus menerus dalam proses produksi. Kegiatan
Laporan Kerja Praktek
Program Studi Teknik Mesin 40
perawatan monitoring secara aktif. Diharapkan dari hasil dari perbaikan yang dilakukan secara cepat dan terencana ini dapat menjamin kondisi proses produksi tanpa adanya gangguan yang mengakibatkan kerusakan.
d. Perawatan Prediktif (Predictive Maintenance)
Perawatan prediktif dilakukan untuk mengetahui terjadinya perubahan atau kelainan dalam kondisi fisik maupun fungsi dari sistem peralatan. Biasanya perawatan prediktif dilakukan dengan bantuan panca indera atau dengan alat-alat monitor canggih.Teknik-teknik dan alat bantu yang dipakai dalam memonitor kondisi ini adalah untuk efisiensi kerja agar kelainan yang terjadi dapat diketahui dengan cepat dan tepat. Perawatan dengan sistem monitoring sangat penting dilakukan untuk mendapatkan hasil yang realistis tanpa melakukan pembongkaran total untuk menganalisisnya
e. Perawatan Setelah Terjadi Kerusakan (Breakdown Maintenance)
Perawatan ini dilakukan setelah terjadi kerusakan, dan untuk memperbaikinya harus disiapkan suku cadang, material, alat-alat dan tenaga kerjanya. Beberapa peralatan pabrik yang beroperasi pada unit tersendiri atau terpisah dari proses yang lainnya, tidak akan langsung mempengaruhi seluruh proses produksi apabila terjadi kerusakan. Untuk peralatan tersebut tidak perlu diadakan perawatan , karena biaya perawatan lebih besar daripada biaya kerusakannya. Dalam kondisi khusus ini peralatan dibiarkan beroperasi sampai terjadi kerusakan, sehingga waktu untuk produksi tidak berkurang. Penerapan sistem perawatan ini dilakukan pada mesin-mesin industri yang ringan, apabila terjadi kerusakan dapat diperbaiki dengan cepat.
f. Perawatan Darurat (Emergency Maintenance)
Laporan Kerja Praktek
Program Studi Teknik Mesin 41
Perbaikan yang segera dilakukan karena terjadi kemacetan atau kerusakan yang tak terduga. Perawatan darurat ini termasuk cara perawatan yang tidak direncanakan. (unplanned maintenance).
Gambar 3.6 Hubungan antara berbagai bentuk perawatan Sumber : Supandi (1990)
Pelaksanaan kegiatan perawatan tidak terlepas dari penjadwalan perawatan. Penjadwalan perawatan untuk tiap komponen pada setiap mesin dapat berbeda, bergantung pada lamanya selang waktu kerusakan dan kapasitas kerja yang dimiliki mesin atau komponen yang bersangkutan.
3.6 Permasalahan pada Mesin laminating (Define The Problem)
Chiller dalam sistem tata udara adalah mendingikan media air, dimana air disinggungkan pada bagian evaporator chiller. Pada chiller terdapat beberapa parameter yang menunjukkan unjuk kerjanya, antara lain : suhu air masuk (inlet) ke evaporator dan suhu air keluar (outlet) dari evaporator, tekanan discharge, serta tekanan suction. Dengan pembacaan suhu inlet dan outlet maka dapat ketahui
Laporan Kerja Praktek
Program Studi Teknik Mesin 42
kapasitas atau kemampuan chiller untuk mendinginkan air. Pembacaan tekanan discharge dan tekanan suction untuk mengetahui konsumsi refrigerator pada chiller tersebut dan juga untuk mengetahui apabila terjadi kekurangan atau kelebihan tekanan akibat adanya anomali tertentu.
Prinsip kerja mesin water chiller ini dalah mendinginkan suatu media yang menghasilkan panas dengan cara di aliri air yang dingin, sehingga melalui air ini panas bisa diserap sesuai dengan kemampuan mesin dan temperatur yang diharapkan. Air dingin dari mesin water chiller ini dipompa menuju media yang di dinginkan, seperti Matras Mesin Moulding, Transformator, SCR Tig Welding dll. Setelah melewati media yang dikehendaki, air kembali menuju ke bak pendinginan untuk di dinginkan oleh evaporator. Setelah di dinginkan dalam bak oleh evaporator, air kembali di pompa menuju media yang di kehendaki. Begitulah singkat proses dari kerja water chiller ini. Water chiller memulai dengan cairan yang dijalankan melalui kompresor, yang menyebabkan cairan untuk bepergian bersama sistem pemipaan dan menyerap panas dari sumber yang dikehendaki. Proses selanjutnya menuju ke evaporator, di mana berubah menjadi gas dan menyebarkan panas ke atmosfer. Kemudian berjalan melalui kondensor, yang mengubah kembali menjadi cair dan mengirimkannya kembali ke kompresor. Perangkat metering digunakan untukm mengatur aliran air dan kontrol suhu.
Sekilas tentang Roll Chill Drum adalah Rol besi yang berfungsi untuk mendinginkan bahan pada proses laminating extrude. Pada roll chill drum terdapat saluran air yang masuk dan keluar yang disebut Sirkulasi air pendingin. Instalasi sirkulasi air pendingin menggunakan selang Fleksibel terbuat dari Besi dikarenakan debit air yang masuk mempunyai tekanan yang cukup tinggi
Untuk menyelesaikan dan melakukan perawatan Chill Drum Laminating Proses, maka kita harus menentukan permasalahan (Define The Problem) yang sering
Laporan Kerja Praktek
Program Studi Teknik Mesin 43
terjadi/dominan pada Chill Drum pada Laminating Proses tersebut.Kegagalan – kegagalan/permasalahan yang sering terjadi pada Chill Drum laminating Proses:
Sering terjadi bocor pada instalasi flexsibel chill drum karena selang flexsibel terlalu pendek.
Selang flexsibel tidak tahan terhadap goyangan karena roll yang berputar sehingga selang flexsibel bocor.
LDPE yg mencair / hasil coating & sandwich menempel di permukaan chill drum.
3.7 Kerugian/ fatal dari kegagalan-kegagalan Flexible Chill Drum
Dari hasil pengamatan dan wawancara yang telah dilakukan oleh penulis, maka dapat di jelaskan seberapa fatal dan seberapa besar kerugian dari kegagalan tersebut (Measure).Berikut merupakan penjelasan tentang pengukuran kerugian dari kegagalan – kegagalan yang terjadi berdasarkan beberapa kerugian yang dialami dari kegagalan pada Flexible Chill Drum yang dapat merugikan perusahaan secara langsung mau pun tidak langsung.
Data Breakdown Mesin SAM 2 ( Feb - Mei2013 )
Februari Maret April Mei Total
Mesin Rusak 505 225 350 220 1,300
Run Time 26,420 31,480 30,905 29,975 118,780
1.91% 0.71% 1.13% 0.73% 1.09%
Laporan Kerja Praktek
Program Studi Teknik Mesin 44
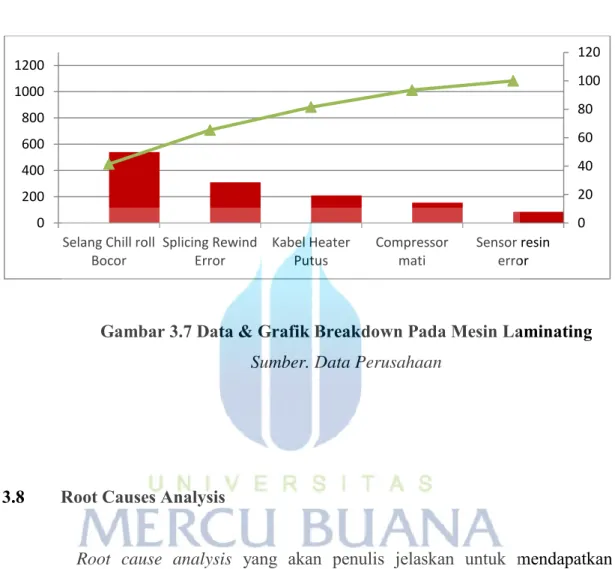
Data Kasus Breakdown SAM 2 ( Feb -Mei 2013 )
Kerusakan Mesin menit
Selang Chill roll Bocor 540
Splicing Rewind Error 310
Kabel Heater Putus 210
Compressor mati 155
Sensor resin error 85
Total 1300 0,00% 0,20% 0,40% 0,60% 0,80% 1,00% 1,20% 1,40% 1,60% 1,80% 2,00%
Februari Maret April Mei
1,91%
0,71%
1,13%
0,73%
Laporan Kerja Praktek
Program Studi Teknik Mesin 45
Gambar 3.7 Data & Grafik Breakdown Pada Mesin Laminating Sumber. Data Perusahaan
3.8 Root Causes Analysis
Root cause analysis yang akan penulis jelaskan untuk mendapatkan
penyebab kegagalan/permasalahan pada Laminating Process menggunakan 2 metode yaitu: i. Fisbone Diagram ii. 5 WHY 0 20 40 60 80 100 120 0 200 400 600 800 1000 1200
Selang Chill roll Bocor Splicing Rewind Error Kabel Heater Putus Compressor mati Sensor resin error http://digilib.mercubuana.ac.id/
Laporan Kerja Praktek
Program Studi Teknik Mesin 46
Gambar 3.8 Fishbone Diagram Selang Flexible Bocor Sumber : Data Pribadi
Laporan Kerja Praktek
Program Studi Teknik Mesin 47
5 WHY Penyebab 1
Penyebab 2
Laporan Kerja Praktek
Program Studi Teknik Mesin 48
1. LDPE + Pet nempel di chill drum
Gambar 3.9 Fishbone Diagram LDPE+pet menempel di chill drum Sumber. Data Pribadi
5 WHY Penyebab 1
Laporan Kerja Praktek
Program Studi Teknik Mesin 49
Penyebab 2
Penyebab 3
Laporan Kerja Praktek
Program Studi Teknik Mesin 50
Penyebab 4
Penyebab 5
Laporan Kerja Praktek
Program Studi Teknik Mesin 51
3.9 Penyelesaian permasalahan ( problem solving )
Setelah menganalisa penyebab – penyebab dari setiap masalah yang ada, maka kita bisa menyelesaikan permasalahan secara cepat dan tepat. Setiap penyelesaian yang ada harus di kaji berdasarkan kepada 2 faktor yaitu biaya dan waktu. Berikut adalah beberapa penyelesaian permasalahan dari masing – masing kegagalan dan penyebabnya.
Permasalahan: Selang Flexible chill drum bocor
Penyebab: aliran tertahan di keni L menyebabkan beban besar di selang.
No Problem solving Waktu Biaya
1. Mengganti keni L menjadi keni U Sedang Mahal 2. Mengganti selang besi Sedang Sedang 3. Membersihkan lelehan LDPE Cepat Murah
Permasalahan: LDPE menempel di chill drum Penyebab: suhu di chill drum meningkat
No Problem solving Waktu Biaya
1. Mengganti adhesive Sedang Mahal
2. Mengontrol panel di chiller Sedang Murah 3. Membersihkan lelehan LDPE di chill
drum
Cepat Murah
Laporan Kerja Praktek
Program Studi Teknik Mesin 52
a. Selang Flexible drum bocor
Keterangan
= Aksi yang harus dilakukan dengan segera = Aksi yang juga harus dilakukan dengan segera = Aksi yang membutuhkan perencanaan
= Aksi yang harus dibuang
b. LDPE menempel di chill drum
No Problem solving
1. Mengganti adhesive 2. Mengontrol panel di chiller
No Problem solving
1. Mengganti keni L menjadi keni U 2. Mengganti selang besi
3. Membersihkan lelehan LDPE
Problem solving Elemen Rusak Difficult To Do Easy To Do
Major Improvement 1 2&3
Minor Improvement 1
Laporan Kerja Praktek
Program Studi Teknik Mesin 53
3. Membersihkan lelehan LDPE di chill drum
Keterangan
= Aksi yang harus dilakukan dengan segera = Aksi yang juga harus dilakukan dengan segera = Aksi yang membutuhkan perencanaan
= Aksi yang harus dibuang
3.10 Pemeliharaan / pemeriksaan Chill Drum Pada proses laminating Perawatan yang digunakan untuk Chill Drum yaitu perawatan preventif. Dibawah ini pemeriksaan yang dilakukan di Proses laminating.
3.10.1 pemeliharaan harian meliputi : Pengecekan suhu di panel chiller
Membersikan permukaan Chill Drum sebelum proses produksi Pengecekan kondisi air di penampungan
Pengecekan suhu di chill drum
3.10.2 pemeliharaan mingguan meliputi : Pengecekan Chiller dan bak penampungan Pengecekan filter di bak penampungan 3.10.3 Pemeliharaan Bulanan Meliputi :
Problem solving Elemen Rusak Difficult To Do Easy To Do
Major Improvement 2&3
Minor Improvement 1&2
Laporan Kerja Praktek
Program Studi Teknik Mesin 54
Pemeriksaan seluruh komponen Chiller Menguras air Chiller
Pengecekan Keni, selang Dan bearing di Chill Drum Membersihkan kotoran yg ada di dalam Chill Drum
Schedule perawatan dalam 1 tahun pada proses laminating, yaitu :
Laporan Kerja Praktek
Program Studi Teknik Mesin 55
Gambar 3.10 Scedule perawatan 1 tahun proses laminating Sumber. Data Perusahaan