4.1. Pengumpulan data
4.1.1. Data produksi bulanan
Adapun jumlah produksi selama periode tahun 2006 adalah sebagai berikut :
0 500000 1000000 1500000 2000000 2500000 3000000 3500000 4000000 4500000 5000000 jumlah produksi (pcs) 2395110 3224050 2909480 3197500 3181290 3323310 1568140 4839442 3010620 1992000 1754630 1518200 jan febr mar apr may jun jul aug sept oct nop des
Grafik 4-1 : Jumlah produksi selama periode Januari~Desember 2006.
Dari tabel diatas dapat diketahui bahwa jumlah produksi tidak stabil. Hal ini disebabkan oleh bervariasinya importer order. Jika dihitung, rata-rata importer order per bulan adalah 2.742.814 pcs parts. Ketidakstabilan produksi ini bisa menyebabkan masalah kesehatan pekerja dimana pada suatu bulan terdapat konsentrasi kerja berlebih, tetapi pada bulan yang lain konsentrasi kerja berkurang. Selayaknya kondisi
Rata-rata = 2.742.814
produksi harus stabil untuk menghindari masalah kesehatan pekerja. Namun hal ini sangat sulit dicapai karena bergantung pada permintaan konsumen.
4.1.2. Data kuantitas cacat
0 1000 2000 3000 4000 5000 pcs 325 1052 462 2920 961 892 691 606 4138 88 71 34
jan06 feb06 mar06 apr06 may06 jun06 jul06 aug06 sep06 oct06 nov06 dec06
Grafik 4-2 : Jumlah total cacat (kualitas, shortage, mixpart dan mispart) selama periode Januari~Desember 2006
Tabel jumlah cacat diatas menunjukkan bahwa cacat muncul secara bervariasi dan tidak berhubungan dengan jumlah produksi. Misalkan jumlah produksi tertinggi tercapai bulan Agustus 2006, tetapi cacat tertinggi justru muncul pada bulan September 2006. Secara lead time delivery, shipment membutuhkan waktu 1 minggu untuk diterima oleh konsumen dan kemudian di-supplai ke produksi reguler.
4.1.3. Data jenis cacat
Grafik 4-3 : Jenis cacat yang terjadi pada periode Januari~Desember 2006.
Dalam kesempatan ini, yang menjadi pokok bahasan adalah cacat shortage,
mispart dan mixpart karena untuk cacat kualitas (misalnya short mould, beda warna, hole not center, spatter welding dan lain lain) telah tersedia tim tersendiri untuk
melaksanakan Jishuken program yang bertujuan menyelesaikan masalah cacat kualitas tersebut.
4.2. Pengolahan data
Pengolahan data dilakukan dengan tahapan sebagai berikut : 1. Define (D)
2. Measure (M) 3. Analisys (A) 4. Improve (I).
5. Control (C) Dalam kesempatan ini tahap control tidak dibahas karena penelitian ini hanya merupakan usulan.
jan06 feb06 mar06 apr06 may06 jun06 jul06 aug06 sep06 oct06 nov06 dec06
shortage 200 768 161 262 400 20 20 mispart 38 100 30 10 96 24 11 mixpart 20 1 1 kualitas 325 1052 404 2820 760 94 520 344 3641 68 47 3 total 325 1052 462 2920 961 892 691 606 4138 88 71 34 Bulan Item
4.2.1. Define
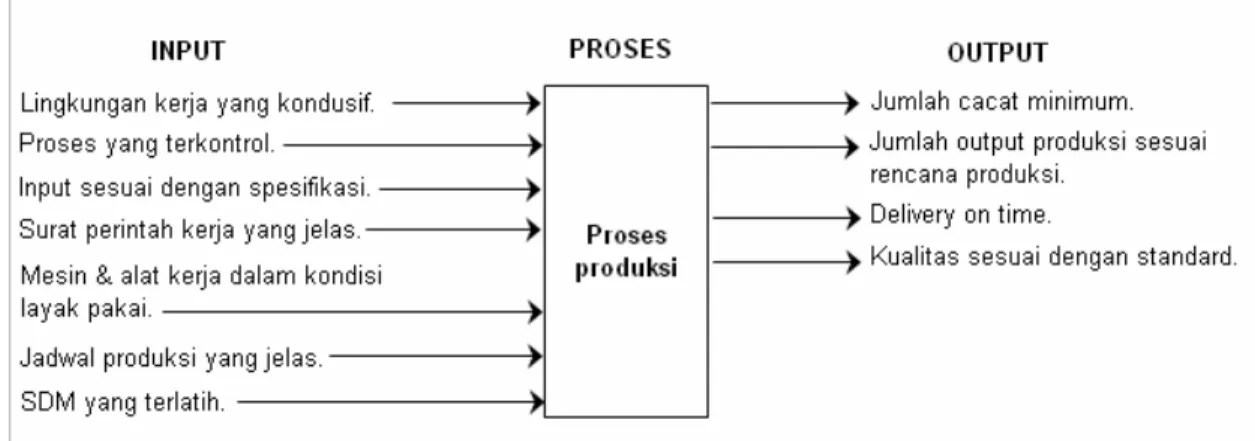
Pada tahap ini terlihat secara keseluruhan proses packaging meliputi penentuan input dan output proses produksinya. Alat-alat yang digunakan :
1. Pembuatan diagram alir proses (menggambarkan urutan kerja). Adapun flow
chart proses packaging adalah sebagai berikut :
2. Pembuatan diagram input-proses-output.
Perbedaan dengan diagram alir proses adalah lebih terfokus pada karakter input dan output dari sebuah proses. Hal yang harus ditentukan pertama kali adalah karakteristik output-output yang diharapakan dari proses yang diamati. Karakter outputdiletakkan disebelah kanan proses. Kemudian mementukan faktor input yang diperlukan agar dapat menghasilkan input yang telah ditentukan.
Gambar 4-1 : Proses input dan output untuk proses produksi.
4.2.2. Measure
Bertujuan untuk melakukan pengukuran terhadap fakta-fakta yang akan menghasilkan data dan akan berguna sebagai feedback untuk meningkatkan kualitas :
1. Penentuan karakteristik critical to Quality (CTQ). Karakteristik kritis adalah semua jenis cacat yang mungkin terjadi pada proses dan menjadi pokok bahasan : shortage, mispart, mixpart (CTQ = 3). Jumlah CTQ ini
yang akan digunakan untuk menghitung nilai defect per million
opportunities (DPMO).
2. Pembuatan peta kendali (control chart).
Data jumlah produksi dan jumlah cacat (shortage, mispart dan mixpart) per bulan adalah sebagai berikut :
Bulan Jumlah produksi (n) Jumlah cacat (np) 1 2395110 0 2 3224050 0 3 2909480 58 4 3197500 100 5 3181290 201 6 3323310 798 7 1568140 171 8 4839442 262 9 3010620 497 10 1992000 20 11 1754630 24 12 1518200 31
Tabel 4-1 : Jumlah produksi dan cacat shortage, mispart dan mixpart periode Januari~Desember 2006.
Berdasarkan tabel diatas, untuk cacat shortage, mispart dan mixpart, cacat terbesar terjadi pada bulan Juni 2006 yang terdiri dari 30 pcs mispart dan 768 pcs
shortage.
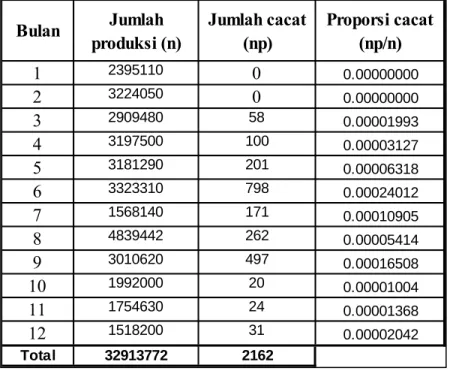
Untuk mengetahui kondisi dalam proses produksi, maka dapat digambarkan peta kendali. Adapun perhitungan dalam peta kendali adalah sebagai berikut :
Tabel 4-2 : Penghitungan proporsi cacat shortage, mispart dan mixpart periode Januari~Desember 2006 000065686 . 0 32913772 2162 = = =
∑
∑
n np p 000065686 . 0 = = p CL n p p p UCL= +3 (1− ) Bulan Jumlah produksi (n) Jumlah cacat (np) Proporsi cacat (np/n) 1 2395110 0 0.00000000 2 3224050 0 0.00000000 3 2909480 58 0.00001993 4 3197500 100 0.00003127 5 3181290 201 0.00006318 6 3323310 798 0.00024012 7 1568140 171 0.00010905 8 4839442 262 0.00005414 9 3010620 497 0.00016508 10 1992000 20 0.00001004 11 1754630 24 0.00001368 12 1518200 31 0.00002042 Total 32913772 2162n p p p
LCL= −3 (1− )
Dari rumus diatas, didapatkan tabel perhitungan sebagai berikut :
Tabel 4-3 : Hasil penghitungan UCL dan LCL untuk cacat shortage, mispart dan mixpart periode Januari~Desember 2006
Data diatas akan lebih mudah dipahami jika ditampilkan dalam bentuk grafik peta kendali. Adapun grafik peta kendali dari tabel diatas adalah sebagai berikut :
Bulan Jumlah cacat (np) Jumlah produksi (n) Proporsi cacat (np/n) Upper Control level (UCL) Lower Control Level (LCL) 1 0 2395110 0 0.00008140 0.00004998 2 0 3224050 0 0.00007923 0.00005215 3 58 2909480 0.00001993 0.00007994 0.00005143 4 100 3197500 0.00003127 0.00007928 0.00005209 5 201 3181290 0.00006318 0.00007932 0.00005205 6 798 3323310 0.00024012 0.00007902 0.00005235 7 171 1568140 0.00010905 0.00008510 0.00004627 8 262 4839442 0.00005414 0.00007674 0.00005463 9 497 3010620 0.00016508 0.00007970 0.00005167 10 20 1992000 0.00001004 0.00008291 0.00004846 11 24 1754630 0.00001368 0.00008404 0.00004733 12 31 1518200 0.00002042 0.00008542 0.00004595
0.000000000 0.000050000 0.000100000 0.000150000 0.000200000 0.000250000 prop. cacat 0.000000000 0.000000000 0.000019935 0.000031274 0.000063182 0.000240122 0.000109046 0.000054138 0.000165082 0.000010040 0.000013678 0.000020419 UCL 0.000081396 0.000079227 0.000079940 0.000079283 0.000079317 0.000079023 0.000085102 0.000076738 0.000079698 0.000082913 0.000084041 0.000085418 LCL 0.000049976 0.000052145 0.000051432 0.000052089 0.000052055 0.000052349 0.000046270 0.000054634 0.000051674 0.000048459 0.000047331 0.000045954
jan febr march apr may jun jul aug sept oct nop dec
Grafik 4-4 : Peta kendali untuk cacat produksi shortage, mispart dan mixpart periode Januari~Desember 2006
Dari peta kendali diatas, hanya terdapat 2 data yang masuk dalam range UCL ~ LCL yaitu bulan Mei dan Augustus 2006, sedangkan data bulan yang lain tidak masuk dalam range UCL ~ LCL. Data diatas menunjukkan bahwa performa produksi tidak tercontrol, sehingga proses produksi harus dievaluasi lebih lanjut untuk mencari sebab terjadinya proses produksi yang tidak terkontrol.
3. Perhitungan defect per million opportunities (DPMO) untuk menunjukkan level sigma suatu perusahaan. Tahapannya :
h. Unit (U) adalah jumlah produksi yaitu sebesar 32913772 pcs.
i. Opportunities (OP) adalah karakteristik cacat yang kritis terhadap kualitas (critiqal to quality). Dalam hal ini sebanyak 3 karakter yaitu shortage, mispart dan mixpart.
j. Defect (D) adalah defect yang terjadi selama produksi yaitu sebesar 2162 pcs.
k. Defect per unit (DPU) dinyatakan dalam rumus : DPU = D/U = 2162 / 32913772 = 0,000065686. l. Total opportunities (TOP) dinyatakan dalam rumus
TOP = U x OP = 32913772 x 3 = 98741316.
m. Defect per opportunities (DPO) dinyatakan dalam rumus DPO = D/TOP = 2162 / 98741316 = 0,000021895. n. Defect per million opportunities (DPMO) dinyatakan dalam
rumus :
DPMO = DPO x 1.000.000 = 0,000021895 x 1000000. = 21,895.
Untuk menghitung nilai sigma, digunakan rumus :
DPU e y P( )= − dimana e = 2.718. 000065686 , 0 718 , 2 ) (y = − P 9999343416 , 0 ) (y = P
Berdasarkan fungsi normsinv pada Microsoft Office didapatkan nilai z = 3.823. Maka nilai sigma adalah = 3,823σ +1,5 σ = 5,323σ.
Jadi nilai DPMO sebesar 21,895 setara dengan nilai 5,323σ.
4. Perhitungan kapabilitas proses untuk menentukan tingkat kemampuan proses yang sedang berlangsung. Untuk meghitung kapablitas proses digunakan rumus :
Final Yield (Yfinal) = 1 – proportion defective. Adapun rumus proportion defective adalah
jumlahunit ct jumlahdefe
.
Dalam hal ini yang dimaksud proportion defective adalah DPU. Sehingga Yfinal = 1 – (0,000065686) = 0.9999343.
Karena nilai Yfinal < 1 yang menunjukkan kapabiltas proses tidak baik,
maka kapabilitas proses harus ditingkatkan agar mencapai angka 1 yang berarti proses sama dengan spesifikasi konsumen.
4.2.3. Analisis
Untuk melakukan analisis, diketahui terlebih dahulu kondisi cacat pada periode Januari~Desember 2006. Data cacat sebagai berikut :
Tabel 4-4 : Kejadian cacat shortage, mispart dan mixpart periode Januari~Desember 2006
jan06 feb06 mar06 apr06 may06 jun06 jul06 aug06 sep06 oct06 nov06 dec06
shortage 200 768 161 262 400 20 20
mispart 38 100 30 10 96 24 11
mixpart 20 1 1
Bulan Item
Dari tabel diatas cacat terbesar terjadi pada bulan Juni 2006 sebesar 798
pcs, sedangkan pada bulan Januari dan Februari 2006 tidak terjadi claim apapun.
Untuk mencari cacat pareto, maka dapat dihitung persentase dari masing-masing cacat. Adapun persentase masing-masing cacat adalah sebagai berikut :
Tabel 4-5 : Persentase cacat shortage, mispart dan mixpart.
Dari tabel diatas dapat diketahui bahwa cacat shortage merupakan masalah terbesar dibandignkan dengan cacat mispart dan mixpart. Adapun diagram pareto untuk cacat shortage, mispart dan mixpart adalah sebagai berikut :
0 200 400 600 800 shortage 200 768 161 262 400 20 20 mixpart 20 1 1 mispart 38 100 30 10 96 24 11
jan06 feb06 mar06 apr06 may06 jun06 jul06 aug06 sep06 oct06 nov06 dec06
Grafik 4-5 : Pareto cacat shortage, mispart dan mixpart.
Dari tabel diatas cacat terbesar terjadi pada bulan Juni 2006 sebesar 798 pcs, dan terlihat tidak berhubungan sama sekali dengan jumlah produksi terbesar yang tercapai
Urutan cacat Jenis cacat Jumlah Persentase (%) Akumulatif (%)
1 Shortage 1831 84.69 84.69
2 Mispart 309 14.29 98.98
pada bulan Agustus 2006 yaitu sebesar 4.839.442 pcs. Hal ini menunjukkan bahwa proses tidak mampu mendeteksi dan mencegah cacat yang terjadi.
Untuk mengetahui penyebab dari masing-masing cacat shortage, mispart dan
mixpart, dapat dilakukan analisis faktor 4M (man, machine/tool, methode dan material) menggunakan diagram fishbone Adapun analisis terjadinya cacat shortage
menggunakan fishbone adalah sebagai berikut :
Diagram 4-1 : Diagram fishbone untuk cacat shortage.
Secara faktor man (manusia) cacat shortage dapat disebabkan oleh :
1. Kurang training (pelatihan) : pelatihan yang dimaksud disini adalah pelatihan untuk memahami prosedure kerja, misalnya
Shortage MP cepat lelah karena proses kalkulasi dalam jumlah banyak MAN MP kurang training MACHINE/ TOOL Penerangan tidak standard
tidak ada alat untuk inspeksi cacat shortage
part kecil dan ringan dengan order besar Metode inspeksi visual MATERIAL (PART) METHODE Menggunakan metode hitung manual
pengetahuan tentang SOP (Standard Operation Procedure), teknik menghitung part dan kesalahan melihat jumlah part di part label. 2. Kelelahan : proses mengitung secara manual yang dilakukan dalam waktu lama membuat pekerja kelelahan sehingga menurunkan konsentrasi yang mengakibatkan kesalahan hitung.
Secara faktor machine/tool cacat shortage disebabkan oleh :
1. Tidak adanya alat untuk inspeksi cacat shortage : proses shopping yang dilakukan secara manual mempunyai tingkat error yang besar sehingga membutuhkan alat untuk memastikan kebenaran hasil kerja. 2. Penerangan tidak standard : penglihatan manusia akan berkurang sesuai dengan berkurangnya intensitas cahaya. Oleh karena itu penerangan harus disesuaikan dengan standard yang berlaku.
Secara faktor methode cacat shortage disebabkan oleh :
1. Menggunakan metode hitung manual : untuk part dengan jumlah lebih dari 40 pcs sangat besar kemungkinan untuk salah hitung. Oleh karena itu metode hitung manual selayaknya diganti dengan metode timbang untuk jumlah part yang lebih besar dari 40 pcs.
2. Metode inspeksi visual : jumlah part dapat dilihat pada part
label. Karena beban kerja yang tinggi, kesalahan dalam melihat jumlah part sering terjadi. Hal ini bisa dicegah dengan cara menunjuk jumlah part pada part label dengan telunjuk pada saat proses shopping.
Secara faktor material cacat shortage disebabkan oleh bentuk part yang kecil dengan jumlah order yang besar sehingga memperbesar kemungkinan salah hitung. Misalnya screw dengan jumlah order sebanyak 200 pcs. Masalah ini bisa diselesaikan dengan cara menimbang screw 200 pcs dan membandingkan berat totalnya terhadap beart standard.
Adapun analisis terjadinya cacat mispart menggunakan fishbone adalah sebagai berikut :
Diagram 4-2 : Diagram fishbone untuk cacat mispart.
Secara faktor man (manusia) cacat mispart dapat disebabkan oleh :
1. Kurang training (pelatihan) : pelatihan yang dimaksud disini adalah pelatihan untuk memahami prosedure kerja, misalnya
Mispart MAN MP kurang training MACHINE/ TOOL
key point tidak ada
tidak ada sample warna untuk part similar
banyak part serupa (similar )
Metode suplai dengan cara mencocokkan part no. pada kanban terhadap part no. di flow rack secara manual
MATERIAL METHODE
penerangan tidak standard tidak ada penanda
lorong untuk suplai
Metode shoping dengan cara mencocokkan part no. pada label terhadap part no. di flow rack secara manual
pengetahuan tentang SOP (Standard Operation Procedure), teknik menghitung part dan kesalahan melihat jumlah part di part label. Secara faktor machine/tool cacat mispart dapat disebabkan oleh :
1. Tidak adanya key point : proses shopping yang dilakukan secara manual mempunyai tingkat error yang besar sehingga membutuhkan
point penting untuk membedakan part-part yang mirip. Misalnya Bracket Steering Coloumn model Toyota Avanza versi Indonesia dan
Toyota Avanza versi Phillipine yang hanya berbeda posisi lubang baut.
2. Penerangan tidak standard : penglihatan manusia akan berkurang sesuai dengan berkurangnya intensitas cahaya. Oleh karena itu penerangan harus disesuaikan dengan standard yang berlaku.
3. Tidak ada penanda lorong untuk supply : pada proses supply sangat besar kemungkinan terjadi kesalahan saat memasukkan part ke dalam lorong flow rack. Kesalahan ini bisa dicegah dengan menggunakan penanda lorong flow rack.
4. Tidak ada sample warna untuk part similar (mirip) : misalnya steering
wheel untuk Toyota Avanza dan Daihatsu Xenia yang hanya berbeda
pada warnanya. Agar tidak terjadi mispart, pada lorong flow rack ditempelkan sampel warna agar pekerja bisa membedakan model
Secara faktor methode cacat mispart dapat disebabkan oleh :
1. Metode visual saat proses shopping : metode visual untuk mencocokkan part no. pada part label dan part no. pada flow rack berpengaruh besar terhadap terjadinya mispart. Hal ini bisa dicegah dengan cara menunjuk part no. pada part label dan part no. pada
flow rack menggunakan telunjuk.
2. Metode visual saat proses supply : proses ini hampir sama dengan proses shopping.
Secara faktor material cacat mispart dapat disebabkan oleh :
1. Banyaknya part serupa/mirip (similar) : misalnya Bracket, Front Bumper untuk model Toyota Avanza dan Daihatsu Xenia yang hanya berbeda pada besarnya lubang baut. Hal ini bisa dicegah dengan cara part sample display pada lorong flow rack.
Adapun analisis terjadinya cacat mixpart menggunakan fishbone adalah sebagai berikut :
Diagram 4-3 : Diagram fishbone untuk cacat mixpart.
Secara faktor man (manusia) cacat mixpart dapat disebabkan oleh :
1. Kurang training (pelatihan) : pelatihan yang dimaksud disini adalah pelatihan untuk memahami prosedure kerja, misalnya pengetahuan tentang SOP (Standard Operation Procedure), teknik menghitung
part dan kesalahan melihat jumlah part di part label.
Mixpart MAN MP kurang training MACHINE/ TOOL
banyak part serupa (similar )
random chaeck dilakukan
oleh quality receiving sehingga cacat mispart lolos check
MATERIAL METHODE
key point tidak jelas
part sudah tercampur dari pemasok (supplier )
Secara faktor machine/tool cacat mixpart dapat disebabkan oleh :
1. Tidak adanya key point atau key point tidak jelas : pekerja akan sulit untuk membedakan part-part yang mirip di dalam lorong flow rack sehingga membutuhkan point penting untuk membedakan part-part yang mirip. Misalnya Bracket Steering Coloumn model Toyota Avanza versi Indonesia dan Toyota Avanza versi Phillipine yang hanya berbeda posisi lubang baut.
Secara faktor methode cacat mixpart dapat disebabkan oleh :
1. Random check yang dilakukan oleh quality receiving : pada saat menerima part dari supplier, quality member melakukan random
check 30% dari part yang diterima. Sehingga tidak bisa mendeteksi
adanya part tercampur dari supplier.
Secara faktor material cacat mixpart dapat disebabkan oleh :
1. banyaknya part serupa/mirip (similar) : misalnya Bracket, Front Bumper untuk model Toyota Avanza dan Daihatsu Xenia yang hanya berbeda pada besarnya lubang baut. Hal ini bisa dicegah dengan cara part sample display pada lorong flow rack. Sehingga pada saat proses supply, pekerja tidak salah dalam memasukkan
2. Part sudah tercampur dari supplier : part sudah tercampur dari
supplier yang tidak terdeteksi oleh quality receiving bisa
menyebabkan mixpart.
4.2.4. Improve
Untuk melakukan perbaikan (improve), digunakan metode FMEA (Failure Modes & Effect Analysis). Pada metode FMEA ini dilakukan pembobotan sesuai dengan faktor tingkat keburukan (how bad), tingkat kepentingan (how important) dan kemudahan untuk dideteksi. Setiap bobot akan dikalikan dan menghasilkan nilai RPN. Nilai RPN terbesar menunjukkan hal-hal yang harus diselesaikan terlebih dahulu.
4.2.4.1. Tabel FMEA untuk cacat shortage.
Tabel 4-6 : Tabel FMEA untuk cacat shortage.
Sumber : wawancara dengan Bapak Hasari di Quality, Divisi Packing & Vanning Sunter2 TMMIN). Dari tabel diatas, dapat diketahui bahwa hitung manual pada proses shopping berpengaruh besar pada cacat shortage dengan alternatif pemecahan masalah menggunakan timbangan sebagai alat untuk menghitung.
FMEA utk cacat shortage :
Deskripsi proses
Mode failure potensial
Pengaruh efek failure potensial Severity, S (how bad) Penyebab failure potensial Occurrence , O (How important) Pengendalian (how to detect?) Detection, D RPN Aksi
Shoping MP cepat lelah saat cenderung melakukan 2 tidak adanya alat 5 hitung manual. 3 30 menyediakan timbangan/ kalkulasi dalam kesalahan yang lain. bantu hitung. alat bantu hitung
jumlah banyak. untuk memastikan
jumlah part.
MP kurang training. MP tidak mengetahui 2 sasaran follow up 2 melihat secara langsung 1 4 membagi periodisasi cara kerja sesuai training tidak strategis. kemampuan MP dalam follow up training : standard. melakukan kerjanya. 1. on the job training.
2. mampu melakukan pekerjaannya dengan pengawasan. 3. mampu melakukan pekerjaannya tanpa pengawasan. Shoping Tidak adanya alat cacat shortage tidak 2 belum ditemukan alat 5 hitung manual. 3 30 menyediakan timbangan
inspeksi untuk terdeteksi sehingga bantu inspeksi. untuk memastikan
cacat shortage. delivery tidak sesuai jumlah part.
dengan order.
Penerangan kurang. untuk part berwarna hitam 1 intensitas cahaya tidak 1 mengukur intensitas 1 1 standarisasi intensitas ada potensi untuk salah sesuai dengan standard. cahaya secara periodik. cahaya
hitung.
Shoping cara hitung manual MP cepat lelah sehingga 2 tidak adanya alat 5 hitung manual. 3 30 menyediakan timbangan/
cenderung melakukan bantu hitung. alat bantu hitung
kesalahan yang lain. untuk memastikan
jumlah part.
Shoping part kecil dan ringan memperlama waktu 2 tidak adanya alat 5 hitung manual. 3 30 menyediakan timbangan/ dengan order besar hitung dan cepat lelah. bantu hitung. alat bantu hitung
untuk memastikan jumlah part.
Sedangkan untuk training pekerja dapat dikatakan tidak berpengaruh besar dibandingkan dengan penggunaan timbangan. Tetapi tetap menjadi permasalahan karena berhubungan dengan sistem manual yang ada di proses packaging.
Untuk penerangan atau intensitas cahaya terhitung berpengaruh kecil terhadap cacat shortage karena proses menghitung tidak membutuhkan pencahayaan yang terang sehingga mendapatkan prioritas lebih kecil untuk diperbaiki.
Untuk mengetahui implementasi perbaikan yang dilakukan sebagai aksi untuk menyediakan timbangan/alat bantu hitung adalah sebagai berikut :
Gambar 4-2 : Timbangan digunakan untuk mengukur berat part sebagai ganti proses menghitung manual.
Dengan menggunakan timbangan ini, operator hanya mencocokkan standard berat part terhadap hasil pembacaan timbangan. Standard data berat part dicantumkan pada Packing Process Instruction. Adapun bentuk Packing Process Instruction adalah sebagai berikut :
Gambar 4-3 : Standard berat part dicantumkan pada Packing Process Instruction sebagai panduan operator untuk memastikan jumlah part.
Untuk part-part dengan berat yang sangat ringan, digunakan alat bantu (pokayoke) yang bisa mempermudah proses penghitungan yang dilakukan secara manual. Pokayoke ini berfungsi sebagai error proofing (alat pembuktian terjadinya
error). Contohnya untuk menghitung screw dengan jumlah order sebanyak 60 pcs.
Adapun alat bantu hitung yang digunakan adalah sebagai berikut :
Gambar 4-4 : Pokayoke (alat bantu proses hitung screw) sebelum proses penghitungan.
Alat bantu di atas mempunyai 6 kotak yang diberi penomoran 1 sampai dengan 6. Operator menghitung screw sebanyak 10 pcs kemudian dimasukkan ke dalam masing-masing kotak. Hal ini akan mempermudah operator untuk menghitung tanpa
Data berat Part label
mengurangi kepenatan jika dibandingkan dengan harus menghitung screw sebanyak 60 pcs sekaligus.
Gambar 4-5 : Pokayoke (alat bantu proses hitung screw) setelah proses penghitungan.
Setiap 10 pcs screw menempati setiap kotak nomor 1 sampai dengan 6 sehingga jumlahnya 60 pcs. Dengan prinsip pemastian jumlah part seperti ini diharapkan tidak terjadi cacat shortage.
Adapun implementasi pokayoke yang lain adalah untuk intake valve dengan
order sebanyak 48 pcs adalah sebagai berikut :
Jumlah 48 pcs akan terlihat jelas di dalam box, karena packaging material mempunyai lubang untuk pemasangan setiap intake valve. Lubang yang tidak terisi oleh intake valve menunjukkan jumlah part kurang dari 48 pcs.
4.2.4.2. Tabel FMEA untuk cacat mispart.
Adapun tabel FMEA untuk cacat mispart adalah sebagai berikut :
Tabel 4-7 : Tabel FMEA untuk cacat mispart.
(Sumber : wawancara dengan Bapak Hasari di Quality, Divisi Packing & Vanning Sunter2 TMMIN).
FMEA utk cacat mispart :
Deskripsi proses
Mode failure potensial
Pengaruh efek failure potensial Severity, S (how bad) Penyebab failure potensial Occurrence , O (How important) Pengendalian (how to detect) Detection, D RPN Aksi
Shoping MP kurang training. MP tidak mengetahui 2 sasaran follow up 2 melihat secara langsung 1 4 membagi periodisasi perbedaan part terutama training tidak strategis. kemampuan MP dalam follow up training : part similar. melakukan kerjanya. 1. on the job training.
2. mampu melakukan pekerjaannya dengan pengawasan. 3. mampu melakukan pekerjaannya tanpa pengawasan. Shoping key point part proses jenis part delivery tidak 2 key point part tidak 5 MP mencocokkan part no. 3 30 merevisi semua key point
shoping tidak ada. sesuai dengan order. dimasukkan ke yang ada pada label untuk proses shopping. dalam visualisasi terhadap part no. yang
part utk proses ada di flow rack. shoping.
Penerangan kurang. untuk part berwarna hitam 1 intensitas cahaya tidak 1 mengukur intensitas 1 1 standarisasi intensitas ada potensi untuk salah sesuai dengan standard. cahaya secara periodik. cahaya
ambil saat proses shoping.
tidak ada penanda jenis part delivery tidak 2 secara design proses 2 untuk proses shoping : 3 12 pengadaan penanda lorong untuk shoping sesuai dengan order. produksi, penanda MP mencocokkan part no. lorong untuk proses dan suplai. lorong tidak yang ada pada label shoping dan suplai.
dijelaskan. terhadap part no. yang ada di flow rack. untuk proses suplai : MP mencocokkan part no. yang ada pada kanban terhadap part no. yang ada di flow rack.
Shopping banyak part serupa MP tidak bisa membedakan 2 part serupa disebabkan 3 display key point. 3 18 merevisi semua key point (similar) perbedaan part sehingga adanya varian kendaraan. untuk proses shopping.
jenis part delivery tidak Part serupa bisa sesuai dengan order. dibedakan melalui
Dari tabel diatas, dapat diketahui bahwa key point pada proses shopping berpengaruh besar pada cacat mispart dengan alternatif pemecahan masalah pengadaan dan perbaikan semua key point untuk proses shopping.
Penanggulangan kedua untuk cacat mispart adalah pengadaan penanda lorong
flow rack sehingga pekerja tidak terlupa lorong flow rack tempat supply dan shopping. Tetapi tetap menjadi permasalahan karena berhubungan dengan sistem
manual yang ada di proses packaging.
Untuk penerangan atau intensitas cahaya dan kurangnya training terhitung berpengaruh kecil terhadap cacat mispart karena cacat mispart dipengaruhi secara langsung oleh key point dan penanda lorong flow rack sehingga mendapatkan prioritas yang lebih kecil untuk diperbaiki.
Untuk mengetahui implementasi perbaikan yang dilakukan sebagai aksi untuk merevisi semua key point adalah sebagai berikut :
Gambar 4-8 : Key point untuk quality view pada Packing Process Instruction.
Diharapkan dengan adanya key point ini, operator bisa membedakan setiap part meskipun terdapat part-part yang serupa similar.
Sebagai jaminan bahwa tidak akan terjadi salah lorong pada proses supplai digunakan penanda lorong sebagai berikut :
Gambar 4-9 : Penanda lorong untuk mencegah salah lorong pada saat proses shopping di flow
Gambar 4-10 : Penanda untuk mencegah salah lorong pada saat proses supplai.
4.2.4.3. Tabel FMEA untuk cacat mixpart.
Adapun tabel FMEA untuk cacat mixpart adalah sebagai berikut :
Tabel 4-8 : Tabel FMEA untuk cacat mixpart. FMEA utk cacat mixpart :
Deskripsi proses
Mode failure potensial
Pengaruh efek failure potensial Severity, S (how bad) Penyebab failure potensial Occurrence , O (How important) Pengendalian (how to detect?) Detection, D RPN Aksi
Shoping MP kurang training. MP tidak mengetahui 2 sasaran follow up 2 melihat secara langsung 1 4 membagi periodisasi perbedaan part terutama training tidak strategis. kemampuan MP dalam follow up training : part similar. melakukan kerjanya. 1. on the job training.
2. mampu melakukan pekerjaannya dengan pengawasan. 3. mampu melakukan pekerjaannya tanpa pengawasan. Part tercampur dari jenis part delivery tidak -- MP quality receiving 0 meminta jishuk en team suplier sesuai dengan order. melakukan random untuk melakukan
check . pembenahan di suplier
terkait.
Shoping key point part proses jenis part delivery tidak 2 key point part tidak 2 MP mencocokkan part no. 3 12 merevisi semua key point shoping tidak ada. sesuai dengan order. dimasukkan ke yang ada pada label untuk proses shopping.
dalam visualisasi terhadap part no. yang part utk proses ada di flow rack. shoping.
Penerangan kurang. untuk part berwarna hitam 1 intensitas cahaya tidak 1 mengukur intensitas 1 1 standarisasi intensitas ada potensi untuk salah sesuai dengan standard. cahaya secara periodik. cahaya
ambil saat proses shoping.
Shopping banyak part serupa MP tidak bisa membedakan 2 part serupa disebabkan 3 display key point. 3 18 merevisi semua key point (similar) perbedaan part sehingga adanya varian kendaraan. untuk proses shopping.
jenis part delivery tidak Part serupa bisa sesuai dengan order. dibedakan melalui
(Sumber : wawancara dengan Bapak Hasari di Quality, Divisi Packing & Vanning Sunter2 TMMIN).
Dari tabel diatas, dapat diketahui bahwa key point pada proses shopping berpengaruh besar pada cacat mixpart dengan alternatif pemecahan masalah pengadaan dan perbaikan semua key point untuk proses shopping.
Penaggulangan kedua untuk cacat mixpart adalah periodisasi follow up training mulai dari OJT (On the Job Training) sampai dengan mampu untuk melakukan pekerjaan tanpa pengawasan.
Untuk penerangan atau intensitas cahaya terhitung berpengaruh kecil terhadap cacat mixpart. Tetapi tetap menjadi permasalahan karena berhubungan dengan sistem manual yang ada di proses packaging.
4.2.5. Control
Jika diamati, control adalah akhir dari DMAIC, tetapi benar-benar merupakan awal dari peningkatan/perbaikan terus-menerus dan mengintegrasikan sistem six sigma.
Pada tahap ini, kendali yang dilakukan adalah memastikan improvement yang dilakukan tetap efektif, memantau perubahan cacat yang terjadi, sampai dengan penghitungan kembali nilai sigma yang tercapai setalah improvement yang dilakukan. Pemantauan ini dilakukan dengan cara mengevaluasi kembali jumla cacat shortage,
mispart dan mixpart yang terjadi selama 1 bulan. Sehingga perlu disediakan check sheet harian untuk mengetahui trend terjadinya cacat shortage, mispart dan mixpart. Kumpulan check sheet harian dapat digunakan sebagai bahan untuk
membuat grafik cacat shortage, mispart dan mixpart setiap bulan.
Adapun periode control tidak mempunyai batasan tertentu. Tetapi selama check
sheet menunjukkan kenaikan cacat yang terjadi, maka sudah dapat dipakai acuan
untuk melakukan evaluasi terhadap setiap improvement yang telah dilakukan. Selama setiap faktor yang telah diperbaiki dapat diketahui tidak menunjukkan adanya cacat yang bertambah, maka dapat disebut bahwa improvement yang kita lakukan masih efektif untuk masa saat itu.