Turning and Milling
2 Desember 2012
temonsoejadi Bahan kuliah, proses produksi bagian bagian mesin bubut, bagian bagian mesin frais, bubut, bubut dan frais, fatek unisma, frais, KERJA MESINBUBUT, kerja mesin frais, milling, turning, turning dan milling, unisma 45, unisma 45 bekasi, unisma bekasi Tinggalkan Komentar
Rate This
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
TURNING
Mesin Turning atau disebut mesin bubut ini adalah mesin yang berfungsi untuk membuat benda perkakas, dimana benda kerjanya (material) berupa silinder. Pada mesin ini, benda (material)nya yang berputar sedangkan mata pahatnya diam. benda yang sering dibuat melalui mesin turning adalah roda, ulir, pulley, rumah bearing, dan lain-lain. Mesin turning memiliki RPM yang berbeda-beda sesuai dengan kebutuhan pengguna. mulai 75 RPM hingga 2000 RPM. Mata pahatnya pun berbeda-beda tergantung dari desain alat yang dibuat. mesin ini mempunyai 2 sumbu koordinat, yaitu x (sumbu yang tegak lurus dengan sumbu chuck / tempat tool) dan z (sumbu chuck/tempat meletakkan benda kerja). bentuk mata pahat dari mesin turning adalah mirip dengan pisau yang fungsinya untuk menggores benda kerja.
Prinsip Kerja Mesin Bubut
Mesin bubut adalah mesin perkakas yang berfungsi untuk membubut permukaan bulat (silindris), membubut penampang benda kerja, membubut ulir, membubut alur, membubut permukaan benda konis dan membubut dalam. Prinsip gerakan utamanya adalah gerakan berputar. Gerakan inilah yang dimanfaatkan untuk pemotongan logam
- Jarak antara kedua ujung senter kepala tetap dan kepala lepas - Tinggi garis senter mesin terhadap alas mesin
Mesin Bubut adalah suatu MESIN PERKAKAS yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang
digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan
Gb 1.1 Mesin Bubut
Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir.
RODA GIGI penukar disediakan secara khusus untuk memenuhi keperluan pembuatan ulir. Jumlah gigi pada masing-masing roda gigi penukar bervariasi besarnya mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127. Roda gigi penukar dengan jumlah 127
mempunyai kekhususan karena digunakan untuk konversi dari ULIR METRIK KE ULIR Inchi
Prinsip Kerja Mesin Bubut
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.
Pekerjaan-pekerjaan yang umumnya dikerjakan oleh mesin bubut antara lain: 1. Membubut luar 2. Membubut dalam 3. Membubut tirus 4. Membuat Permukaan 5. Memotong 6. Membuat ulir
7. Membuat lubang pada senter
Bagian-bagian mesin Bubut
Mesin bubut terdiri dari meja (bed) dan kepala tetap (head stock). Di dalam kepala tetap terdapat roda-roda gigi transmisi penukar putaran yang akan memutar poros spindel. Poros spindel akan menmutar benda kerja melalui cekal (chuck). Eretan utama (appron) akan bergerak sepanjang meja sambil membawa eretan lintang (cross slide) dan eretan atas (upper cross slide) dan dudukan pahat. Sumber utama dari semua gerakkan tersebut berasal dari motor listrik untuk memutar pulley melalui sabuk (belt).
PAHAT MESIN BUBUT 1. Pahat bentuk
Pahat bentuk digunakan untuk membentuk benda kerja sesuai bentuk permukaan yang diharapkan, salah satu contohnya adalah pahat yang ujungnya beradius.
Pahat bentuk yang lain adalah berbentuk pesegi, biasanya untuk membuat alur pada benda silinder.
Pahat ulir digunakan untuk membuat ulir, baik ulir tunggal maupun ganda. Bentuk pahat ulir harus sesuai dengan bentuk ulir yang diinginkan. Untuk itu diperlukan pengasahan pahat sesuai dengan mal ulirnya. Pahat ulir tidak mermpunyai sudut tatal, permukaannya rata dengan ujung beradius sesuai radius kaki ulir yang besarnya tergantung besar kisar ulirnya. Di bawah ini ilustrasi pahat ulir segi tiga dan ulir segi empat
BAGIAN-BAGIAN UTAMA MESIN BUBUT 1. A. Kepala Tetap
Berfungsi untuk memegang dan memutar benda kerja. Kepala tetap dipasang pada poros utama
1. B. Roda Gigi Pengganti
Berfungsi memindahkan putaran poros utama ke kotak roda gigi pengatur pemakanan dan penggerak poros transportir yang sekaligus untuk menggerakkan eretan sepanjang alas.
1. C. Pembawa
Berfungsi untuk mendukung dan mengantarkan alat potong pada posisi/tempat pemotongan. 1. D. Kepala Lepas
Berfungsi untuk mendukung benda kerja yang dipegang oleh cekam atau dipegang dengan senter kepala tetap dan senter kepala lepas. Disamping itu kepala lepas juga berfungsi untuk memasang cekam bor/mata bor.
1. E. Badan Mesin
Berfungsi untuk mendukung semua komponen utama mesin bubut. Bagian atas badan mesin dibuat beralur yang berfungsi untuk landasan luncur dari kepala lepas.
PEMEGANG BENDA KERJA 1. 1. Cekam Rahang Tiga
Cekam rahang tiga adalah pemegang benda kerja yang mempunyai tiga rahang penjepit yang dapat bergerak secara bersama-sama sepanjang alur saat mengunci dan membuka benda kerja. Cekam ini dapat menjepit benda kerja bulat, segi enam,segi sembilan dan kelipatan tiga lainnya.
Penjepitan benda kerja dengan cekam rahang tiga dapat dilakukan dengan dua cara, yaitu penjepitan arah dalam sisi benda kerja dan penjepitan arah luar sisi benda kerja
1. 2. Cekam Rahang Empat
Cekam rahang empat mempunyai rahang penjepit empat buah. Rahang cekam empat dapat bergerak bebas sepanjang alur rahang pada saat mengunci maupun membuka benda kerja. Ada dua type cekam rahang empat, yaitu:
- Cekam rahang empat universal
Prinsip penjepitan cekam rahang empat universal ini sama dengan cekam rahang tiga, dimana rahang cekam dapat bergerak bersama-sama saat membuka maupun mengunci benda kerja secara otomatis.
- Cekam rahang empat independen
Cekam rahang empat independen sama fungsinya dengan cekam rahang empat universal. Perbedaannya terletak pada teknik pengunciannya. Pada cekam rahang empat independen ini masing-masing rahang penjepit harus dikunci dan dibuka satu persatu. Masing-masing rahang dapat digerakkan sendiri tanpa ada hubungannya dengan rahang yang lain.
1. 3. Plat Pembawa
Plat pembawa digunakan untuk memegang benda kerja yang dibubut diantara dua senter. Dalam memegang benda kerja plat pembawa dilengkapi dengan pembawa (lathe dog)
Plat pembawa dapat dibedakan tiga macam,yaitu: - Plat pembawa beralur.
Digunakan untuk meletakkan pembawa yang berujung bengkok. - Plat pembawa berlobang
Digunakan untuk menjepit benda kerja yang sukar dijepit oleh cekam rahang tiga dan cekam rahang empat
- Plat pembawa berbatang
Digunakan untuk meletakkan pembawa yang berbatang
Pembawa (lathe dog) adalah alat yang berfungsiuntuk membawa benda kerja sehingga ia berputar mengikuti putaran poros mesin.
PENDUKUNG
Pendukung adalah alat yang digunakan untuk mendukung atau menyangga benda kerja yang berukuran panjang dan berdiameter kecil.
Sesuai dengan kegunaannya, pendukung ada dua macam yaitu: - Pendukung Tetap (steady rest)
Gunanya untuk mendukung benda kerja yang berdiameter kecil dan berukuran panjang. Posisi pendukung ini tetap, tidak berpindah sepanjang alas mesin saat mesin bubut bekerja.
- Pendukung Jalan (follower rest)
Gunanya sama dengan pendukung tetap, perbedaannya adalah pendukung jalan dipasang pada eretan dan ikut bergerak dibelakang pahat bubut bersamaan dengan gerakkan pembawa.
SENTER
Senter digunakan untuk mendukung dan memegang benda kerja yang dibubut diantara dua senter. Senter mesin bubut ada dua macam, yaitu:
- Senter Tetap
Adalah senter yang tidak ikut berputar bersama benda kerja pada saat pembubutan. - Senter Jalan
Adalah senter yang ikut berputar bersama benda kerja pada saat pembubutan.
KOLED
Koled adalah alat yang digunakan untuk menjepit benda kerja yang berukuran kecil yang harus dikerjakan dengan mesin bubut. Dalam pembubutan koled dipasang pada poros kepala tetap yang pada bagian ujung poros dilengkapi dengan batang penarik, ujung berulir.
PAHAT BUBUT
Pahat bubut adalah alat potong yang digunakan untuk memotong benda kerja yang dikerjakan dengan mesin bubut.
Pahat bubut harus mempunyai sifat-sifat:
1. Harus cukup kuat dan mampu menahan beban dan tekanan pemotongan. 1. Harus mempunyai kekerasan yang tinggi hingga mampu bertahan pada
temperatur tinggi selama pemotongan. 1. Harus tahan terhadap keausan. Menurut bahannya pahat bubut dibedakan atas:
1. Pahat bubut baja potong cepat (HSS)
2. Pahat bubut baja karbon potong cepat (HCS) Macam-macam bentuk pahat bubut:
1. Pahat Bubut Rata
Digunakan untuk membubut permukaan benda kerja menjadi rata. Pahat ini terdiri dari dua macam, yaitu pahat bubut rata kiri dan pahat bubut rata kanan.
1. Pahat Bubut Muka
Digunakan untuk membubut penampang permukaan benda kerja menjadi rata dan datar. 1. Pahat Bubut Potong
Digunakan untuk memotong benda kerja. 1. Pahat Bubut Pembentuk
Adalah pahat bubut yang ujung mata potongnya berbentuk cembung atau cekung sesuai dengan bentuk benda kerja yang akan dibuat.
1. Pahat Bubut Dalam
Digunakan untuk membubut permukaan dalam lobang benda kerja. 1. Pahat Bubut Ulir
Digunakan untuk membubut ulir benda kerja. Ujung mata pahat dibuat sesuai dengan jenis ulir yang akan dibuat.
Letak mata potong (ujung sisi sayat) pahat bubut harus dipasang tepat pada titik pusat benda kerja atau tepat pada titik senter mesin. Jika letak mata potong pahat bubut diatas titik senter mesin, maka sudut yang dibuat oleh garis sumbu mesin dan sudut tatal akan lebih besar akibatnya sudut bebasnya menjadi berkurang, akibatnya pahat akan melentur dan sisi depan pahat akan masuk lebih dalam pada benda kerja.
a = Sudut Bebas
b = Sudut Baji
d = Sudut Pemotongan g = Sudut Tatal
Jika letak mata potong pahat bubut dibawah titik senter mesin, besarnya sudut antara garis sumbu dan sudut tatal akan berkurang, sehingga sudut bebas jadi besar. Akibatnya benda kerja akan terangkat.
PEMBUBUTAN TIRUS
Pembubutan tirus adalah pembubutan benda kerja sehingga benda kerja berbeda ukuran penampang disepanjang benda. Pembubutan tirus dapat dilakukan dengan tiga cara, yaitu:
1. 1. Pembubutan Tirus Dengan Penggeseran Kepala Lepas
Kepala lepas terdiri atas dua bahagian yaitu alas dan badan. Kedua badan ini diikat oleh baut dan dapat digeser-geser kedudukannya. Pada bagian belakang kepala lepas terdapat garis
skala ukuran. Jika garis skala ukuran bergeser, maka sumbu antara kepala tetap dengan kepala lepas akan berubah. Perbedaan kedudukan senter inilah yang dimanfaatkan untuk membubut benda kerja sehingga menghasilkan pembubutan tirus.
Rumus perhitungan pergeseran tirus kepala lepas ini
X = mm
Dimana:
X = pergeseran Kepala Lepas L = Panjang benda kerja D = Diameter terbesar d = Diameter terkecil l = Panjang ketirusan
1. 2. Pembubutan Tirus Dengan Penggeseran Eretan Atas
Pembubutan tirus dengan menggeser eratan atas dapat menghasilkan benda tirus sepanjang gerakan menanjang eratan keatas. Dengan cara ini, eratan digeser kedudukannya dalam satuan derajat sesuai dengan besar sudut tirus yang akan dibuat.
Rumus perhitunganbesarnya sudut peergesaran eratan adalah dimana:
Tg = Tangen
a = Besarnya sudut tirus D = Diameter terbesar d = Diameter terkecil l = Panjang tirus
1. 3. Pembubutan Tirus Dengan Penggeseran Taper Attachment
Pembubutan tirus dengan penggeseran taper attachment adalah dengan memasang peralatan tirus pada eretan mesin sehingga ia dapat bergerak bebas sepanjang alas. Besarnya pergeseran peralatan tirus sama dengan perhitungan tirus dengan menggeser eretan atas, yaitu:
KECEPATAN POTONG PEMBUBUTAN
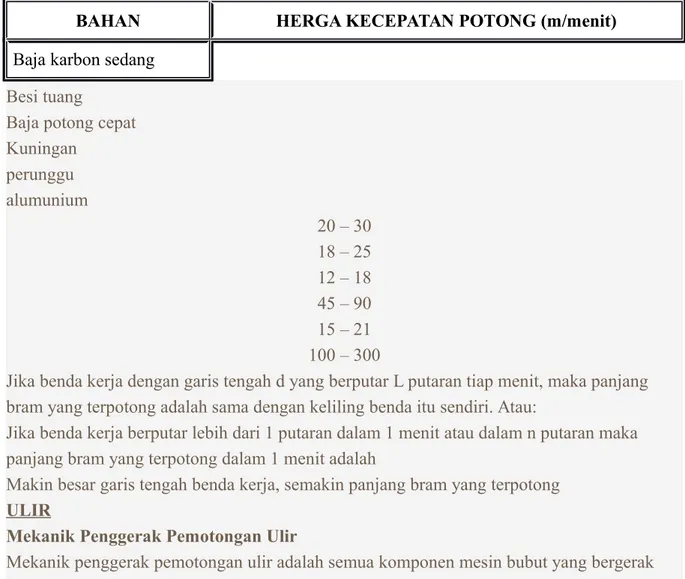
Adalah panjang bram yang terpotong per satuan waktu. Setiap bahan memiliki kecepatan potong tersendiri, tergantung dari kualitasnya. Semakin keras bahan, semakin kecil harga kecepatan potongnya. Begitu juga sebaliknya. Kecepatan potong tergantung dari putaran mesin, diameter benda kerja dan jenis bahan yang akan di bubut.
Tabel 5. Harga kecepatan Potong Menurut bahan yang dibubut
BAHAN HERGA KECEPATAN POTONG (m/menit) Baja karbon sedang
Besi tuang
Baja potong cepat Kuningan perunggu alumunium 20 – 30 18 – 25 12 – 18 45 – 90 15 – 21 100 – 300
Jika benda kerja dengan garis tengah d yang berputar L putaran tiap menit, maka panjang bram yang terpotong adalah sama dengan keliling benda itu sendiri. Atau:
Jika benda kerja berputar lebih dari 1 putaran dalam 1 menit atau dalam n putaran maka panjang bram yang terpotong dalam 1 menit adalah
Makin besar garis tengah benda kerja, semakin panjang bram yang terpotong ULIR
Mekanik Penggerak Pemotongan Ulir
Mekanik penggerak pemotongan ulir adalah semua komponen mesin bubut yang bergerak bersama-sama selama proses pemotongan ulir. Gerakan mekanik berasal dari putaran motor listrik yang memutar poros utama dengan perantaraan roda gigi, kemudian diteruskan ke rangkaian roda gigi pengganti. Dengan perantaraan kotak roda gigi putaran diteruskan ke poros transportir yang secara lansung menggerakkan eretan secara otomatis. Gerakan inilah yang dimanfaatkan untuk membuat ulir.
Perhitungan Roda Gigi Pengganti
Roda gigi pengganti berfungsi untuk mendapatkan perbandingan putaran tertentu antara benda kerja dengan putaran poros transportir. Perhitungan dan pengaturan roda gigi pengganti berdasarkan perbandingan banyaknya kisar/gang ulir benda kerja dengan banyaknya
kisar/gang ulir poros transportir. Adapun perbandingan tersebut dapat dinyatakan dengan rumus:
Dan roda gigi pengganti yang tersedia: 20, 22, 23, 25, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 76, 80, 90, 100 dan 127 (untuk mesin bubut kecil); 20, 25, 30, 40, 45, 50, 60, 65, 75, 85, 90, 100, 115, 125 dan 127 (untuk mesin bubut besar)
Diameter terbesar adalah ukuran terbesar dari diameter ulir. Pada baut diameter terbesar diukur dari puncak tertingi dari ulir dan mur diameter terbesar diukur dari celah terdalam dari
ulir. Diameter terbesar biasanya dibuat sedikit lebih kecil dari ukuran maksimal yaitu dikurangi dari ukuran sebenarnya sekitar 0,1 – 0,2 mm.
Diameter terkecil adalah ukuran yang ditunjukkan oleh ulir pada celah terbawah dari baut atau teratas dari mur. Diameter terkecil dibuat lebih besar pada lobang mur dan lebih kecil dibuat pada baut.
Penentuan diameter terbesar dan diameter terkecil menurut Technical Departement Of Education Of Victoria adalah:
D min = D max – 2 x kedalaman ulir Kedalaman ulir metris = 0,61 x kisar Kedalaman ulir BSW = 0,64 x kisar
Jika diameter terkecil sudah diperoleh, maka pada bahan untuk mur dibuat alur bebas pengaman sebesar diameter tersebut.
Pengasahan sudut pahat bubut harus sama dengan sudut ulir. Sudut ulir metris adalah 600 dan
sudut ulir whitworth 550. Sudut-sudut ini diperiksa dengan menggunakan mal ulir dan mal
pahat.
Kedua sisi pemotong yang langsung memotong benda kerja dibuat sudut bebas samping sebesar 20 sampai 30. bagian belakang mata potong diberi kebebasan. Besar sudut bebas
belakang sama dengan sudut bebas samping. Pengambilan posisi sudut tergantung pada ulir yang akan dibuat.
Sudut bebas belakang ini berfungsi agar bagian bawah mata potong tidak memotong ulir yang telah terbentuk dan dapat berjalan sejalan alur ulir yang telah terbentuk. Mencari besar sudut depan dan sudut bebas belakang lihat gambar 32.
Jarak puncak ulir adalah AB. Jika ulir tersebut dipotong pada titik B dan bukaan dari garis ulir membentuk garis AC, BC dan siku terhadap AB. Panjangnya garis ulir adalah sama dengan keliling bukaan silinder. Sudut segitiga ABC adalah sudut bebas depan dari pahat. MILLING
Mesin Milling adalah mesin yang berfungsi untuk membuat benda perkakas, dimana benda kerjanya (materialnya) diam dan mata pahatnya yang bergerak. mata pahat yang dipakai berbentuk seperti mata bor akan tetapi mempunyai sedikti perbedaan yaitu dilihat dari ujung mata pahatnya sendiri. Ujung mata pahat milling mempunyai tekstur datar yang berfungsi untuk meratakan dan bukan untuk melubangi.
Mesin milling mempunyai 3 sumbu koordinat, yaitu x, y (tempat meletakkan benda kerja) dan z (sumbu poros tool). Kecepatan putar mata pahat milling bervariasi mulai dari RPM rendah hingga RPM yang sangat tinggi. RPM rendah biasanya digunakan pada awal dan proses pembentukan alat yang dibuat. Kemudian pada waktu akhir (finishing), RPM dinaikkan untuk memperhalus benda yang dibuat.
PAHAT MESIN FRAIS
JENIS-JENIS MESIN FRAIS Mesin Frais Horizontal
Adalah mesin frais yang poros utamanya sebagai pemutar dan pemegang alat potong pada posisi mendatar.
Mesin ini termasuk type knee, namum bentuknya sama dengan mesin frais universal. Biasanya digunakan untuk mengerjakan permukaan datar dan alur. Type lain dari mesin ini adalah mesin frais type bed. Type bed ini lebih kuat karena meja mesin ditahan sepenuhnya oleh sadel yang terpasang pada lantai.
Mesin Frais Vertikal
Adalah mesin frais dengan poros utama sebagai pemutar dengan pemegang alat potong dengan posisi tegak.
Poros utama mesin frais tegak di pesang pada kepala tegak (vertical head spindle). Posisi kepala ini dapat dimiringkan kearah kiri atau kanan maksimal 600. Biasanya mesin ini dapat
mengerjakan permukaan bersudut, datar, beralur, melobang dan dapat mengerjakan permukaan melingkar atau bulat.
Mesin Frais Universal
Adalah mesin yang pada dasarnya gabungan dari mesin frais horizontal dan mesin frais vertikal.mesin ini dapat mengerjakan pekerjaan pengefraisan muka, datar, spiral, roda gigi, pengeboran dan reamer serta pembuatan alur luar dan alur dalam. Untuk melaksanakan pekerjaannya mesin frais dilengkapi dengan peralatan yang mudah digeser, diganti dan dipindahkan. Peralatan tambahan etrsebut berupa meja siku (fixed angular table), meja miring (inclinable universal table), meja putar (rotery table) dan kepala spindel tegak (vertical head spindel).
Bagian – bagian mesin Frais
Mesin ini terdiri dari badan atau kolom yang menyangga ram. Pada bagian depan kolom dipasang batang bimbing (guide) slide ways sehingga lutut (knee) yang ditumpu oleh batang ulir bergerak naik-turun secara lurus. Diatas lutut dipasang pelana (sddle) yang bergerak kemuka dan kebelakang sepanjang guide. Diatas pelana dipasangkan meja yang dapat bergerak ke kiri dan ke kanan agar lutut dapat bergerak naik turun, pelana bergerak maju mundur dan meja bergerak ke kiri dan ke kanan. Tujuan dari gerakan-gerakan pada mesin Freis untuk memenuhi gerak umpan (feeding) tetapi juga untuk memudahkan dalam menentukan posisi pahat terhadap benda kerja sebelum proses pemotongan dilakukan.
Cutter
Cutter pada mesin milling mempunyai bentuk silindris, berputar pada sumbunya dan dilengkapi dengan gigi melingkar yang seragam.
Keuntungan cutter dibanding dengan pahat bubut dan pahat ketam adalah setiap sisi potong dari pisau frais mengenai benda kerja hanya dalam waktu yang pendek pada proses
pemotongan selama 1 putaran pisau frais dan pendinginannya pada waktu sisi potong mengenai benda kerja, maka hasilnya cutter frais akan lebih tahan lama.
Cutter biasanya terbuat dari HSS maupun Carbide Tripped. Gigi cutter ada yang lurus maupun ada yang mempunyai sudut, untuk yang bersudut (helix angle) dapat mengarah ke kanan dan ke kiri.
Ada beberapa jenis cutter seperti misalnya : a. Plain Mill Cutter
Digunakan untuk pengefraisan horizontal dari permukaan datar. b. Shell End Mill Cutter
Pemotongan dengan menggunakan sisi muka, digunakan untuk pengefraisan dua permukaan yang tegak lurus. Pada cutter ini panjangnya lebih besar dari diameternya dan hal yang harus diingat adalah tidak boleh memasang cutter ini terbalik.
Digunakan untuk pengefraisan ringan (pemakanan kecil). Pisau ini pendek dan mempunyai sisi potong pada bagian yang melingkar dan bagian sisi mukanya, seperti shell mill cutter. Dalam jenis ini ada yang disebut Carbide Tipped.
Face mill cutter, keistimewaan pisau ini adalah tentang kemudahan penggantian sisi potongnya.
d. End Mill Cutter
Pengerjaan pada mesin milling
a. Pengefraisan Sisi, adalah pengefraisan dimana pisau sejajar dengan permukaan benda kerja.
b. Pegefraisan Muka, adalah pengefraisan dimana sumbu pisau tegak lurus dengan permukaan benda kerja.
Mesin frais adalah sejenis mesin perkakas untuk mengerjakan peralatan mesin dari logam dengan gerakan utama alat potongnya berputar.
Jenis pekerjaan yang dapat dikerjakan dengan mesin frais adalah: 1. Permukaan rata dan datar
2. Permukaan siku dan sejajar 3. Permukaan bersudut 4. Beralur dan berbentuk 5. Roda gigi
6. Benda-benda persegi
Pisau potong mesin milling ada dalam beberapa bentuk dan berbagai ukuran. Ada juga pilihan yang memiliki pelapis, serta bersudut pembuang geram dan jumlah sisi potong yang banyak.
Secara umum sebuah mata pisau milling memiliki bagian-bagian berikut:
Bentuk: Bentuk standar Beberapa pisau frais digunakan dalam industri saat ini, yang dijelaskan lebih rinci di bawah.
Flute/Alur /Jumlah gigi: Flute dalam gambar diatas adalah alur heliks sepanjang pisau frais, sedangkan bagian tajam sepanjang tepi pisau dikenal sebagai gigi. Gigi memotong bahan, dan gram dari bahan ini tertarik ke alur oleh rotasi dari pisau. Hampir selalu ada satu gigi per flute, tetapi beberapa pemotong memiliki dua gigi per flute. Pisau milling mungkin memiliki satu sampai banyak gigi, dengan 2, 3 dan 4 yang paling umum. Biasanya, lebih banyak jumlah giginya lebih cepat proses pemotongan bahannya. Jadi, pemotong 4-gigi dapat meakan materi di dua kali tingkat pisau 2-gigi.
Helix angel/Sudut Helix: Alur dari pisau pemotong frais hampir selalu heliks. Jika alurnya adalah lurus, seluruh gigi akan berdampak pemakanan material sekaligus/serentak, menyebabkan getaran dan mengurangi akurasi dan kualitas permukaan. Biasanya,
pemotong finishing memiliki sudut rake yang lebih tinggi (heliks ketat) untuk memberikan hasil akhir yang lebih baik.
Pusat pemotongan: Beberapa pisau milling dapat mememakan lurus ke bawah (tembus) melalui material, sementara yang lain tidak bisa. Hal ini karena beberapa gigi pemotong tidak memiliki kemiringan ke pusat senternya. Pisau dapat memotong ke bawah pada sudut 45 derajat atau lebih.
Roughing/Pemakanan Kasar atau Finishing: Berbagai jenis pemotong ada yang tersedia untuk pemakanan besar/kasar, meninggalkan permukaan akhir yang buruk, atau untuk pemakanan sedikit, tapi meninggalkan permukaan akhir yang baik (finishing).
Coating/Pelapis: Lapisan alat yang tepat dapat memiliki pengaruh yang besar pada proses pemotongan dengan meningkatkan kecepatan potong dan kehidupan/umur alat, dan meningkatkan kehalusan permukaan akhir. Polycrystalline Diamond (PCD) adalah lapisan sangat keras digunakan pada pemotong yang harus tahan aus abrasif tinggi. Sebuah alat dilapisi PCD bisa berlangsung hingga 100 kali lebih lama dari alat uncoated. Namun lapisan tidak dapat digunakan pada suhu di atas 600 derajat C, atau pada logam besi. Alat untuk aluminium mesin kadang-kadang diberi lapisan dari TiAlN. Aluminium merupakan logam yang relatif lengket, dan dapat lengket sendiri ke gigi alat, menyebabkan mereka tumpul. Namun ia cenderung untuk tidak menempel TiAlN, yang memungkinkan alat ini untuk digunakan lebih lama dalam aluminium.
Shank: shank adalah bagian silinder yang tidak beralur dari alat yang digunakan untuk memegang ke catok. Kadang Diameternya mungkin berbeda dari diameter bagian
pemotongan alat ini, sehingga bisa dipegang oleh pemegang alat standar.
Jenis Pisau Milling
End Mill
Adalah mata bor frais seperti gambar diatas yang memotong bahan di satu sisi, serta di ujungnya. Mata bor frais umumnya digunakan untuk merujuk kepada pemotong dasar rata .Mereka biasanya terbuat dari baja kecepatan tinggi (HSS) atau karbida, dan
memiliki satu atau lebih alur/flute. Mereka adalah alat yang paling umum digunakan di milling vertikal.
Slot Drill
Slot(paling atas),end mill dan Ball nose mill
Pisau Slot (baris atas di gambar) adalah jenis endmills dengan pemotong pusat. Umumnya memiliki dua-(kadang-kadang tiga atau empat-) alur pemotong yang mampu melakukan pengeboran ( pemotongan tembus) langsung turun ke dalam bahan dan kemudian bergerak lateral untuk memotong slot .
Roughing Endmill
Pisau ini cepat memakan sejumlah besar bahan. Jenis ini menggunakan bentuk potong gigi bergelombang di pinggiran. Gigi-gigi bergelombang membentuk tepi tajam banyak berturut-turut memproduksi chip kecil, menghasilkan permukaan akhir yang relatif kasar. Selama pemotongan, gigi beberapa berada dalam kontak dengan benda kerja
mengurangi berisik dan getaran. Ballnose mill
Pemotong hidung bola(paling bawah di gambar diatas, lucu ya namanya….) mirip dengan bor slot, tetapi ujung pemotong adalah hemispherical. Mereka ideal untuk mesin bentuk 3-dimensi berkontur di pusat mesin, misalnya dalam cetakan dan die. Mereka juga digunakan untuk menambah radius antara permukaan tegak lurus untuk mengurangi konsentrasi tegangan/gesekan.
slab mill
Slab mill digunakan baik sendiri atau dalam operasi bersamaan pada mesin milling horizontall atau universal untuk permukaan mesin yang luas dan besar dengan cepat. Untuk penggunaan di mesin frais vertikal mereka digantikan oleh pisau pemotong permukaan karbida.
Pisau permukaan dan Samping
pisau permukaan dan samping
Pisau pemotong permukaan dan sisi ini dirancang dengan gigi pada sisinya serta
Gigi di samping memungkinkan cutter untuk membuat pemotongan tidak seimbang (memotong pada satu sisi saja) tanpa membelokkan pemotong seperti yang akan terjadi dengan pemotong gergaji yang tidak ada gigi samping.
Pemotong gigi berbentuk spiral/Involute gear cutter
Involute gear cutter
Ada 8 pemotong (tidak termasuk ukuran dengan setengah yang jarang jarang) yang akan memotong roda gigi dari 12 gigi sampai diameter tak terbatas.
Diatas adalah contohnya yaitu sebuah Gigi pemotong berbentuk spiral – nomor 4: · pemotong 10 diameter pitch
· Potongan roda gigi dari 26 hingga 34 gigi · 14,5 derajat tekanan sudut
Hobbing
hobing mill
Pemotong adalah jenis alat pembentuk dan digunakan dalam hobbing mesin untuk menghasilkan gigi. Sebuah penampang gigi pemotong akan menghasilkan bentuk yang
diperlukan pada benda kerja, sekali diatur untuk kondisi yang sesuai (ukuran kosong). Sebuah mesin hobbing adalah mesin milling khusus.
Pisau Frais Permukaan/Face mill
Carbide Facemill
Sebuah face mill terdiri dari beberapa sisi potong yang dirancang untuk menahan tip karbida. Tips yang tidak dirancang untuk resharpened/diasah kembali dan dipilih dari berbagai jenis yang dapat ditentukan oleh berbagai kriteria, beberapa di antaranya mungkin: bentuk ujung,
tindakan yang diperlukan, bahan yang dipotong. Ketika tips yang tumpul, mereka dapat dilepas, diputar (diindeks) dan diganti untuk menyajikanpermukaan pisau tajam untuk benda
kerja, hal ini meningkatkan kehidupan pisau. PISAU FRAIS
Pisau Frais Sisi
Digunakan untuk mengefrais permukaan datar benda kerja dengan menggunakan mesin frias horizontal. Dalam pemakaiannya pisau frais ini terdapat tiga type yaitu type H untuk baja keras, type N untuk baja sedang (normal) dan type W untuk baja lunak.
Pisau Frais Muka
Pisau ini mempunyai dua arah sisi pemotongan yaitu sisi muka dan sisi samping. Pisau ini digunakan untuk menfrais permukaan mendatar dan tegak benda kerja dengan menggunakan mesin frais vertikal.
Pisau Frais Alur Sisi dan Muka
Disebut juga dengan pisau frais celah (slotting cutter). Gunanya untuk membuat alur atau celah dengan menggunakan mesin frais horizontal.
Pisau Frais Gergaji
Disebut juga dengan pisau belah (slitting cutter). Digunakan untuk membelah atau memotong benda kerja dan membuat alur.
Pisau Frais Pembentuk
Disebut juga dengan form milling cutter. Digunakan untuk membentuk permukaan benda kerja.
Digunakan untuk membuat roda gigi. Pisau ini terdapat dua jenis ukuran, yaitu sistem modul untuk ukuran mm dan sistem DP (diameter Pitch) untuk ukuran inchi.
Pisau Frais Sudut
Digunakan untuk membuat permukaan bersudut. Pisau ini ada dua macam, yaitu pisau frais bersudut tunggal dan pisau frais bersudut ganda.
Pisau Frais Jari
Disebut juga dengan end mill cutter, digunakan untuk membuat alur, pembesaran lobang dan pembuatan permukaan bertingkat. Mata pisau terdapat pada bagian muka dan bagian
samping.
Pisau Frais Alur T dan Alur Bersudut
Pisau frais alur T mempunyai mata pemotong pada bagian muka, belakang dan samping. Pisau alur bersudut digunakan untuk membuat alur berbentuk sudut. Mata potong pisau terdapat pada bagian depan dan sampingnya. Pisau alur bersudut terdapat dalam dua bentuk, yaitu pisau alur bersudut tumpul dan pisau alur bersudut lancip.
PEMEGANG MATA PISAU Adaptor
Digunakan untuk memegang pisau frais muka. Adaptor dibagi dua macam, yaitu adaptor dengan pasak memanjang, digunakan untuk memegang pisau frais muka ukuran besar yang mempunyai alur pasak pengikat dan adaptor dengan pasak melintang digunakan untuk memegang pisau frais muka berukuran kecil.
Koled
Digunakan untuk memegang pisau frais jari atau pisau frais alur yang bertangkai silendris. Ada dua jenis koled, yaitu koled bikonikal, digunakan untuk memegang pisau frais silendris tanpa ulir dan koled W digunakan untuk memegang pisau frais silendris berulir.
Sarung Pengurung (Arbor)
Digunakan untuk memegang pisau frais jari atau alur berukuran besar yang bertangkai konis/tirus. Sarung arbor digunakan untuk mengunci pisau frais dan mur pengunci gunanya untuk mengunci pisau frais dan sarung arbor.
Dalam pemakaiannya perlu diketahui dua unsur utama dari arbor, yaitu ukuran arbor dan jenis ulirnya. Ada dua jenis ukuran arbor yaitu arbor type A, adalah arbor yang berukuran pendek, tidak perlu didukung dan tidak melentur pada saat pemakaiannya. Arbor type B, adalah arbor yang berukuran panjang, perlu didukung dibagian ujungnya dikarenakan ukurannya panjang dan mudah melentur pada saat pemakaiannya. Sedangkan jenis ulir arbor adalah ulir kiri dan ulir kanan.
Digunakan untuk mendapatkan pembagian jarak yang sama antara masing-masing. Pada kepala pembagi ada dua komponen, yaitu komponen utama, terdiri dari komponen yang melaksanakan pembagian dan komponen pendukung terdiri dari kepala lepas dan roda gigi.
Bagian unit utama kepala pembagi dilengkapi dengan piring pembagi yang berlobang dan engkol pembagi yang berhubungan langsung dengan poros ulir cacing yang sekaligus memutar cekam benda kerja dengan perantaraan roda gigi cacing. Jumlah gigi roda gigi cacing adalah 40 buah. Perbandingan putaran engkol pembagi dengan putaran roda gigi cacing (poros pemegang benda kerja) adalah 40 : 1. artinya bila 40 kali putaran engkol piring pembagi diputar, maka poros roda gigi cacing akan berputar 1 kali putaran penuh.
PRINSIP GERAKAN MESIN FRAIS
Gerakan pemotongan terjadi saat alat potong berputar yang diikuti dengan gerakan pemakanan dan gerakan pengikat benda kerja. Gerakan berputar disebut juga dengan gerakan utama yaitu gerakan berputar alat potong sambil memotong benda kerja. Gerakan pemakanan adalah gerakan alat potong sepanjang daerah pemotongan. Gerakan pemakanan berbentuk lurus dan melingkar. Gerakan pengikatan adalah gerakan menekan benda kerja dan alat potong yang memungkinkan sisi potong dapat dengan mudah memotong benda kerja.
TEKNIK PENGEFRAISAN
Teknik pengefraisan tergantung dari jenis mesin frais dan posisi alat potong (pisau frais terhadap bidang kerja). Berdasarkan hal tersebut ada dua macam teknik pengefraisan, yaitu:
1. Pengefraisan Sisi
Sisi mata potong sejajar dengan permukaan bidang benda kerja. Teknik pengefraisan ini menggunakan mesin frais datar.
1. Pengefraisan Muka
Sisi mata potong tegak lurus terhadap bidang permukaan benda kerja. Pisau frais mempunyai mata potong sisi dan muka yang keduanya dapat melakukan pemotongan secara bersamaan. Pengefraisan ini menggunakan mesin frais tegak.
ARAH GERAKAN PEMOTONGAN
Arah gerakan pemotongan dapat dilakukan dengan dua cara yaitu arah pemotongan searah dengan gerakan maju benda kerja dan arah gerakan pemotongan berlawanan dengan arah gerakan maju benda kerja.
Jika putaran pisau frais searah dengan gerakan benda kerja, metoda pengefraisan ini disebut juga dengan pengefraisan pemotongan searah. Tiap-tiap mata potong memotong mulai dari permukaan luar menyayat ke dalam dan berakhir pada batas kedalaman pemotongan. Gaya
pemotongan cenderung menarik benda searah dengan arah gerakan pisau frais. Akibatnya laju gerakan meja tidak teratur akibat adanya gaya tarikan gaya pemotongan pisau frais.Gaya pemotongan terbesar terjadi pada saat awal pemotongan.
Pengefraisan dengan metoda pemotongan berlawanan arah adalah gerakan pemotongan pisau berlawanan dengan arah gerakan pemotongan benda kerja. Setiap mata potong memotong permukaan benda kerja dimulai dari permukaan terendah sampai ke permukaan yang tertinggi. Gaya pemotongan kecil terjadi pada sat awal melakukan pemotongan dan bertambah besar sampai akhir pemotongan. Akibat lain dari cara pemotongan ini adalah kemungkinan benda kerja akan terangkat akibat gaya tarik mata potong.
Pengefraisan dengan menggunakan pisau frais muka (face andmill cutter) gaya dan arah pemotongan merupakan gabungan dari metode pemotongan searah dan metode pemotongan berlawanan arah. Untuk pisau frais yang mempunyai diameter sama dengan benda kerja, gaya pemotongannya dimulai dari dengan metoda pemotongan berlawanan arah pada akhir
pemotongan akan terjadi metoda pemotongan searah. KECEPATAN POTONG DAN PEMAKANAN
Keberhasilan pemotongan dengan mesin frais dipengaruhi oleh kemampuan pemotongan alat potong dan mesin. Kemampuan pemotongan tersebut menyangkut kecepatan potong dan pemakanan.
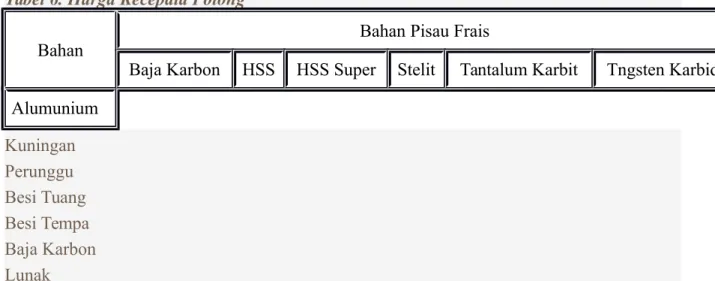
Kecepatan potong pada mesin frais dapat didefenisikan sebagai panjangnya bram yang terpotong oleh satu mata potong pisau frais dalam satu menit. Kecepatan potong untuk tiap-tiap bahan tidak sama. Umumnya makin keras bahan, makin kecil harga kecepatan potongnya dan juga sebaliknya. Kecepatan potong dalam pengefraisan ditentukan berdasarkan harga kecepatan potong menurut bahan dan diameter pisau frais. Jika pisau frais mempunyai diameter 100 mm maka satu putaran penuh menempuh jarak p x d = 3.14 x 100 = 314 mm. Jarak ini disebut jarak keliling yang ditempuh oleh mata pisau frais. Bila pisau frais berputar n putaran dalam satu menit, maka jarak yang ditempuh oleh mata potong pisau frais menjadi p x d x n. jarak yang ditempuh mata pisau dalam satu menit disebut juga dengan kecepatan potong (V). Maka:
Tabel 6. Harga Kecepata Potong
Bahan Bahan Pisau Frais
Baja Karbon HSS HSS Super Stelit Tantalum Karbit Tngsten Karbid Alumunium Kuningan Perunggu Besi Tuang Besi Tempa Baja Karbon Lunak
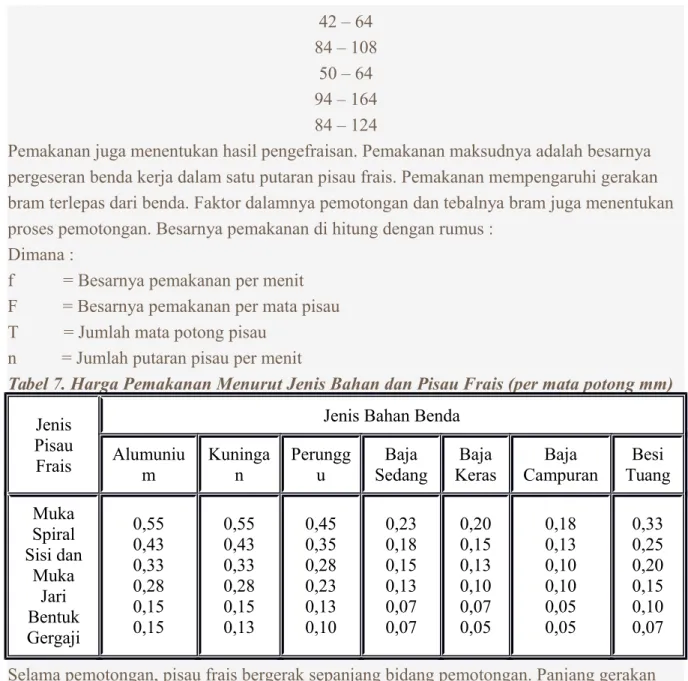
Sedang Tinggi 83 – 66 13 – 26 10 – 20 10 – 14 12 – 16 10 – 15 10 – 14 166 – 332 24 – 58 21 – 44 10 – 16 16 – 26 10 – 16 24 – 34 20 – 30 16 – 26 10 – 16 20 – 34 14 – 24 10 – 16 26 – 42 24 – 34 20 – 30 14 – 24 267 – 498 50 – 64 34 – 54 16 – 24 30 – 44 20 – 30 14 – 20 38 – 50 50 – 84 44 – 64 34 – 50 332 – 664 116 – 200 64 – 142
42 – 64 84 – 108
50 – 64 94 – 164 84 – 124
Pemakanan juga menentukan hasil pengefraisan. Pemakanan maksudnya adalah besarnya pergeseran benda kerja dalam satu putaran pisau frais. Pemakanan mempengaruhi gerakan bram terlepas dari benda. Faktor dalamnya pemotongan dan tebalnya bram juga menentukan proses pemotongan. Besarnya pemakanan di hitung dengan rumus :
Dimana :
f = Besarnya pemakanan per menit F = Besarnya pemakanan per mata pisau T = Jumlah mata potong pisau
n = Jumlah putaran pisau per menit
Tabel 7. Harga Pemakanan Menurut Jenis Bahan dan Pisau Frais (per mata potong mm) Jenis
Pisau Frais
Jenis Bahan Benda Alumuniu
m Kuningan Perunggu SedangBaja KerasBaja CampuranBaja TuangBesi Muka Spiral Sisi dan Muka Jari Bentuk Gergaji 0,55 0,43 0,33 0,28 0,15 0,15 0,55 0,43 0,33 0,28 0,15 0,13 0,45 0,35 0,28 0,23 0,13 0,10 0,23 0,18 0,15 0,13 0,07 0,07 0,20 0,15 0,13 0,10 0,07 0,05 0,18 0,13 0,10 0,10 0,05 0,05 0,33 0,25 0,20 0,15 0,10 0,07 Selama pemotongan, pisau frais bergerak sepanjang bidang pemotongan. Panjang gerakan pisau frais tersebut dapat dianalisis seperti gambar
Dari segitiga siku-siku ABC dapat dianalisis bahwa Sedangkan panjang gerakan pisau frais (L) adalah Dimana:
L = Panjang gerakan pisau frais l = Panjang bidang pemotongan R = Jari-jari pisau frais
D = Dalamnya pemotongan download
DASAR RODA GIGI TRANMISI PROSES KERJA MESIN BUBUT MILLING
MILLING PROSESES MILLING MACHINES TURNING & BORRING
thanks to sersasih.wordpress.com and other