JURNAL REKAYASA MESIN Vol. 13 No. 1 Maret 2013
1
PENGARUH VARIASI KECEPATAN DAN KUAT ARUS
TERHADAP KEKERASAN, TEGANGAN TARIK,
STRUKTUR MIKRO BAJA KARBON RENDAH
DENGAN ELEKTRODA E6013
A. S. Mohruni
(1), B. H. Kembaren
(2)(1,2)
Jurusan Teknik Mesin, Fakultas Teknik, Universitas Sriwijaya
Jl. Raya Prabumulih Km.32
Indralaya-30662
E-Mail :
(1)[email protected]
(2)[email protected]
RingkasanBaja karbon rendah dapat dilas dengan semua jenis pengelasan listrik menggunakan elektroda terbungkus (SMAW), untuk itu diperlukan rancangan las dan cara pengelasan yang harus benar-benar memperhatikan kesesuaian antara sifat-sifat las, material yang akan dilas dan kegunaan konstruksi serta keadan sekitarnya. Dalam penelitian ini yang dilakukan adalah menginvestigasi pengaruh kecepatan pengelasan dan kuat arus terhadap kekerasan, kekuatan tarik dan struktur mikropada sambungan las.Hasil dari penelitian menunjukkan bahwa VHN rata-rata tertinggi terjadi pada kondisi pengelasan dengan kuat arus 80 A dengan kecepatan pengelasan 0,35 cm/detik dan dengan kuat arus 100 A dengan kecepatan pengelasan 0,37 cm/detik. Sementara pada uji tarik, tegangan tarik tertinggi terdapat pada spesimen dilas dengan kuat arus 80 A dan kecepatan 0,15 cm/detik.Dalam pengambilan gambar struktur mikro pada daerah HAZ (Heat Affected Zone), dapat dilihat jika pada daerah HAZ terdapat unsur ferit dan perilt yang tidak beraturan.Berdasarkan hasil ini dapat dilihat besar kuat arus dan kecepatan pengelasan berpengaruh pada kekerasan dan tegangan tarik. Nilai kekerasan akan cenderung semakin tinggi jika besar kuat arus yang digunakan rendah dan kecepatan las yang digunakan semakin cepat.
Kata kunci: Pengelasan SMAW, kuat arus dan kecepatan, kekerasan, tarik, struktur mikro
Abstract
Low carbon steel can be welded with all kinds of electric welding using shielded metal arc welding (SMAW), therefore it is compulsory that the design and method of welding should match to the behavior of welding, the material properties to be welded, utilizing of the construction and surrounded circumstances. In this research the influence of welding speed and current on hardness, ultimate strength and micro structure of materials will be investigated. The results show that the highest value of average VHN (Vickers Hardness Number) of specimens occurred at currents 80A with a speed of 0.35cm/sec and currents100A with a speed of 0.37cm/sec. While in the tensile test, the highest ultimate strength was resulted at currents 80A and a speed of 0.15cm/sec. In captured microstructure on HAZ region (Heat Affected Zone), can be seen the irregular elements in the area HAZ ferrite and perlite Based on these results, it can be concluded that, hardness value tend to be higher if low current and higher welding speed used.
Keywords: Welding SMAW, strong currents and speed, hardness, tensile, microstructure
1 PENDAHULUAN
Proses pengelasan merupakan proses yang sangat penting dalam teknik produksi, baik yang berkaitan dengan konstruksi mesin maupun bangunan. Pengelasan (welding) adalah salah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah sehingga menghasilkan sambungan yang utuh[1][2].
Baja merupakan paduan yang terdiri dari unsur utama besi (Fe) dan karbon (C), serta unsur-unsur lain, seperti: Mn, Si, Ni, Cr, V dan lain sebagainya yang tersusun dalam prosentase yang sangat kecil. Dan unsur-unsur tersebut akan berpengaruh terhadap mutu dari baja tersebut [3].
Pada baja karbon rendah mempunyai kandungan karbon % C < 0,3 %. Sifat kekerasannya relatif rendah, lunak dan keuletannya tinggi.Baja karbon
2
Pengaruh Variasi Kecepatan dan Kuat Arus terhadap Kekerasan, Tegangan Tarik, Struktur
Mikro Baja Karbon Rendah dengan Elektroda E 6013
rendah biasanya digunakan dalam bentuk pelat, profil, sekrap, ulir dan baut [4].
Secara garis besar, pengertian pengelasan adalah suatu proses penyambungan logam menjadi satu akibat panas dengan tau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom.[5]
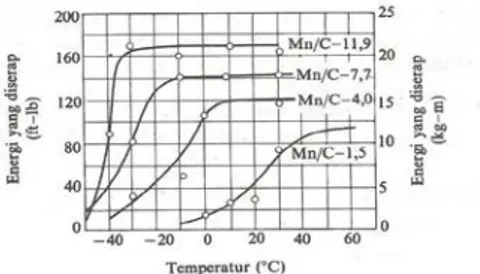
Faktor-faktor yang mempengaruhi mampu las dari baja karbon rendah adalah kekuatan takik dan kepekaan terhadap retak. Kekuatan takik pada baja karbon rendah dapat dipertinggi dengan menurunkan kadar karbon C dan menaikkan kadar mangan Mn. Suhu transisi dari kekuatan takik menjadi turun dengan naiknya harga perbandingan kekuatan Mn/C seperti yang terlihat pada Gambar 1 berikut ini [6].
Gambar 1: Pengaruh perbandingan Mn/C ter-hadap kurva transisi
Di dalam baja rim (Gambar 2) terdapat pemisahan antara kulit dan bagian dalam yang menyebabkan kekuatan takik baja ini lebih rendah dibanding dengan baja kil dan baja semi kil [7]
Gambar 2: Kekuatan takik dari baja rim, baja kil dan baja semi kil.
Pengelasan busur listrik adalah cara pengelasan menggunakan busur listrik atau percikan bunga api listrik akibat hubungan singkat antara dua kutub listrik yang teionisasi dengan udara melalui penghantar batang elektroda yang sekaligus dapat digunakan pula sebagai bahan tambah atau bahan pengisi dalam pengelasan [7][8].
Las busur listik dengan elektroda berselaput atau SMAW (Shielded Metal Arc Welding). Proses las busur ini (Gambar 3) menggunakan elektroda berselaput sebagai bahan tambah, busur listrik yang terjadi diantara ujung elektroda dan bahan dasar akan mencairkan ujung elektroda dan sebagian bahan dasar, selaput elektroda yang turut terbakar akan mencair dan menghasilkan gas yang melindungi ujung elektroda, kawah las, busur listrik
dan daerah las sekitar busur listrik terhadap pengaruh udara luar [9].
Gambar 3: Las busur dengan elektroda ter-bungkus
Kecepatan pengelasan sangat bergantung pada besar kuat arus yang digunakan.jenis elektroda, diameter inti elektroda, bahan yang akan dilas, geometri sambungan dan lain sebagainya. Dalam pengelasan, kecepatan yang tinggi dapat menyebabkan kurangnya penetrasi, berkurangnya kekuatan sambungan dan mengakibatkan masukan panas yang diterima persatuan panjang akan menjadi lebih kecil. Hal ini dapat berdampak pada pendinginan yang cepat sehingga dapat memperkeras daerah terpengaruh panas. Keceptan las yang terlalu tinggi akan berpengaruh pada bentuk manik las yang menyempit dan penguatan manik yang rendah. Selain itu dapat merubah sifat mekanik daerah lasan yang berupa naiknya kekuatan tarik dan perpanjangan yang rendah. Gambar 4 berikut menunjukkan pengaruh kecepatan las terhadap bentuk manik [10].
Gambar 4: Pengaruh kecepatan pengelasan terhadap bentuk manik
Pengujian kekerasan dapat dilakukan dengan beberapa metode, yaitu metode goresan (scratch hardness), metode pantul (rebound), dan metode penekanan (indentation hardness). Prinsip dasar yang digunakan pada metode penekanan.sebagai ukuran kekerasan adalah ketahanan bahan terhadap deformasi plastis [4].
Metode vickers memiliki ketelitian yang tinggi dalam pengukuran, serta dapat digunakan pada material yang keras. Sebagai indentor digunakan piramida intan yang berbentuk bujur sangkar. Spesimen ditekan selama waktu tertentu dan setelah diangkat, nilai kekerasan dapat diketahui dari diagonal bekas penekanan [4].
Dalam proses uji tarik, benda kerja akan diletakkan secara vertikal untuk kemudian ditarik. Pada proses penarikan akan diberikan tarik beban maksimum, beban tarik maksimum inilah yang akan
Cepat Sedang Rendah
JURNAL REKAYASA MESIN Vol. 13 No. 1 Maret 2013
3
menentukan seberapa besara kekuatan tarik dari spesimen tersebut. Dalam proses pengujian, spesimen akan mengalami peregangan sebelum terjadi perpatahan. Perpatahan ini disebabkan oleh deformasi plastik dari benda kerja.Apa bila dalam sebuah benda kerja terjadi deformasi plastik, hal ini dapat disebut dengan perpatahan ulet (ductile fracture), dan bila sebaliknya maka disebut patahan getas (brittle fracture) [4]
Pengujian tarik ini dilakukan untuk mendapatkan data mengenai sifat-sifat mekanik dari suatu logam yang dimana benda kerja akan mengalam beban aksial secara besar dan kontinu sehingga benda kerja tersebut patah [4][11][12][13][14]
Struktur mikro adalah struktur terkecil yang terdapat dalam suatu bahan yang keberadaannya tidak dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat pengamat struktur mikro diantaranya: mikroskop cahaya, microscope electron, microscope field ion, microscope fiel emission, dan mikroskop sinar-X. Adapun manfaat dari pengamatan struktur mikro adalah [13]:
1. Dapat mengetahui struktru mikro yang terdapat pada spesimen dan mengetahui serta membandingkan perubahan struktur mikro yang terjadi pada pelat yang telah menerima pembentukan.
2. Mengamati perubahan struktur mikro akibat proses yang dilakukan dan ditujukan untuk mengontrol kualitas bahan
3. Memperkirakan sifat bahan jika perbandingannya telah diketahui
2 METODE PENELITIAN
2.1 Pemotong Baja Karbon Rendah
Material baja karbon rendah berupa pelat dipotong menjadi 12 spesimen dengan dimensi yang sama Gambar 5. Kemudian dilakukan penggerindaan serta pengamplasan seperlunya untuk menghilangkan karat akibat korosi.
Gambar 5: Potongan awal spesimen
Spesimen dilas dengan menggunakan mesin las busur listrik elektroda terbungkus dan saat proses pengelasan dilakukan dengan menggunakan arus dan kecepatan yang bervariasi. Variasi arus dan kecepatan yang digunakan dapat dilihat dalam Tabel 1
Tabel 1: Variasi arus dan Kecepatan las dalam pembuatan spesimen No Kecepatan Las (cm/dtk) Kuat Arus (Ampere) 1 0.15 80 2 0.35 80 3 0.15 120 4 0.35 120 5 0.13 100 6 0.37 100 7 0.25 75.80 8 0.25 124.20 9 0.25 100 10 0.25 100 11 0.25 100 12 0.25 100
Baja karbon rendah yang sudah dilas, maka akan dibentuk sesuai dengan standar JIS (Japan International Standard) yang disesuaikan untuk uji tarik. Dimana dimensi ukuran dari spesimen ini terttera jelas pada Gambar 6
Gambar 6: Spesimen standar JIS
3 ANALISIS DATA DAN PEMBAHASAN
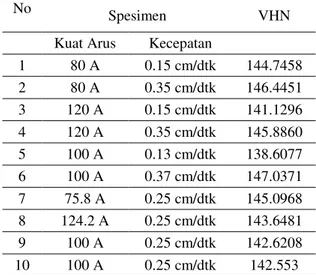
Untuk melalukan analisa dan pembahasan maka di lakukan pengujian Vickers seperti yang ditunjukkan pada Tabel 2 dan Gambar 7
Tabel 2: Kekerasan Vickers yang Dihasilkan oleh Variasi arus dan Kecepatan las dalam pengelasan
No
Spesimen VHN
Kuat Arus Kecepatan 1 80 A 0.15 cm/dtk 144.7458 2 80 A 0.35 cm/dtk 146.4451 3 120 A 0.15 cm/dtk 141.1296 4 120 A 0.35 cm/dtk 145.8860 5 100 A 0.13 cm/dtk 138.6077 6 100 A 0.37 cm/dtk 147.0371 7 75.8 A 0.25 cm/dtk 145.0968 8 124.2 A 0.25 cm/dtk 143.6481 9 100 A 0.25 cm/dtk 142.6208 10 100 A 0.25 cm/dtk 142.553
4
Pengaruh Variasi Kecepatan dan Kuat Arus terhadap Kekerasan, Tegangan Tarik, Struktur
Mikro Baja Karbon Rendah dengan Elektroda E 6013
No Spesimen VHN
Kuat Arus Kecepatan 11 100 A 0.25 cm/dtk 142.3329 12 100 A 0.25 cm/dtk 142.855
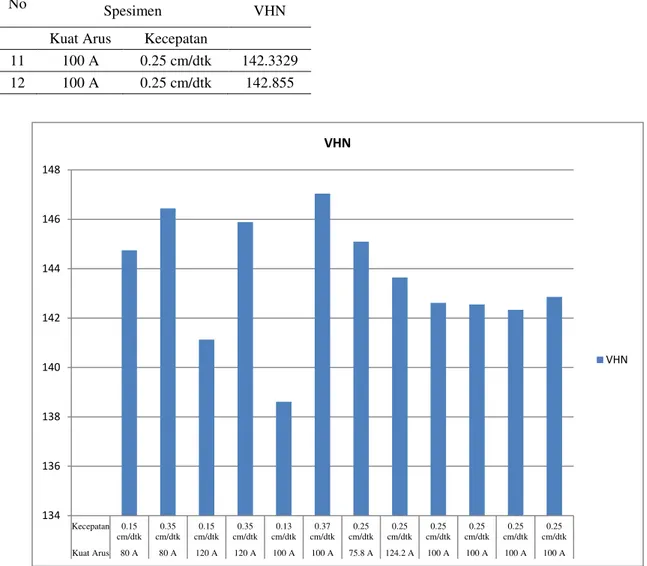
Gambar 7: Grafik Hasil Uji Kekerasan Vickers
Pengujian kekerasan untuk setiap spesimen yang ada, terlihat bahwa nilai kekerasan cenderung semakin bertambah besar ketika titik uji kekerasan vickers berada di daerah HAZ, dan sebaliknya semakin kecil jika mendekati daerah logam induk. Semakin rendah kecepatan pengelasan yang dilakukan, maka akan berakibat semakin melebarnya daerah HAZ pada setiap spesimen. Ini dikarenakan oleh energi masukan panas (heat input) yang diterima masing-masing spesimen akan semakin besar jika kecepatan pengelasan semakin rendah. Sehingga energi masukan panas (heat input) tersebut akan mengalir ke logam induk dan menyebarkan daerah HAZ semakin besar. Begitu juga VHN akan semakin bertambah besar jika kecepatan pengelasan semakin cepat.
Besarnya nilai kuat arus juga mempengaruhi nilai VHN dari spesimen, dari pengolahan data yang dilakukan semakin kecil kuat arus yang dipakai dalam pengelasan menunjukkan semakin kecil kuat arus yang dipakai, nilai VHN yang didapat akan semakin tinggi. Karena saat kuat arus pengelasan yang dipakai semakin kecil, akan mengakibatkan
suhu lelehan elektroda pengelasan akan semakin kecil juga. Sehingga penyebaran daerah HAZ pada spesimen akan semakin sempit penyebarannya. Kecepatan pengelasan dan besar kuat arus yang dipakai saat pengelasan sangat berpengaruh.Dalam pengujian tarik, kecepatan pengelasan yang semakin rendah menghasilkan kekuatan tarik yang semakin besar. Sementara disaat kecepartan yang dipakai medium tanpa , kekuatan tarik nya juga terlihat semakin besar pada arus yang terendah Gambar 8. 134 136 138 140 142 144 146 148 Kecepatan 0.15 cm/dtk 0.35 cm/dtk 0.15 cm/dtk 0.35 cm/dtk 0.13 cm/dtk 0.37 cm/dtk 0.25 cm/dtk 0.25 cm/dtk 0.25 cm/dtk 0.25 cm/dtk 0.25 cm/dtk 0.25 cm/dtk Kuat Arus 80 A 80 A 120 A 120 A 100 A 100 A 75.8 A 124.2 A 100 A 100 A 100 A 100 A VHN VHN
JURNAL REKAYASA MESIN Vol. 13 No. 1 Maret 2013
5
Gambar 8: Tegangan tarik maksimum (Ultimatetensile strength)
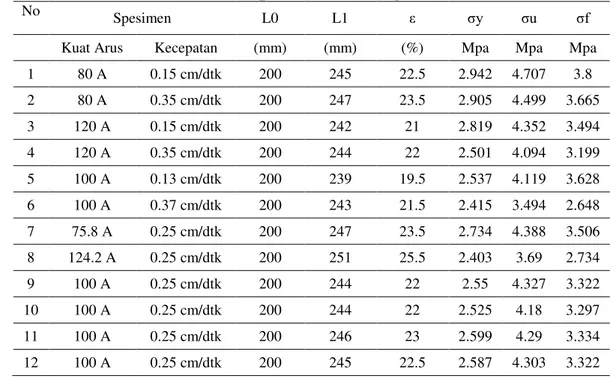
3.1 Pengujian Tarik
Tabel 3: Pengolahan Data Hasil Uji Tarik
No
Spesimen L0 L1 ε σy σu σf
Kuat Arus Kecepatan (mm) (mm) (%) Mpa Mpa Mpa 1 80 A 0.15 cm/dtk 200 245 22.5 2.942 4.707 3.8 2 80 A 0.35 cm/dtk 200 247 23.5 2.905 4.499 3.665 3 120 A 0.15 cm/dtk 200 242 21 2.819 4.352 3.494 4 120 A 0.35 cm/dtk 200 244 22 2.501 4.094 3.199 5 100 A 0.13 cm/dtk 200 239 19.5 2.537 4.119 3.628 6 100 A 0.37 cm/dtk 200 243 21.5 2.415 3.494 2.648 7 75.8 A 0.25 cm/dtk 200 247 23.5 2.734 4.388 3.506 8 124.2 A 0.25 cm/dtk 200 251 25.5 2.403 3.69 2.734 9 100 A 0.25 cm/dtk 200 244 22 2.55 4.327 3.322 10 100 A 0.25 cm/dtk 200 244 22 2.525 4.18 3.297 11 100 A 0.25 cm/dtk 200 246 23 2.599 4.29 3.334 12 100 A 0.25 cm/dtk 200 245 22.5 2.587 4.303 3.322 3.2 Uji StrukturMikro
Hasil dari pengujian struktur mikro dapat dilihat pada gambar-gambar berikut ini (Gambar 8 sampai dengan Gambar 21):
Gambar 9: Daerah HAZ Spesimen dengan arus 80 A dan kecepatan 0,15 cm/dtk
6
Pengaruh Variasi Kecepatan dan Kuat Arus terhadap Kekerasan, Tegangan Tarik, Struktur
Mikro Baja Karbon Rendah dengan Elektroda E 6013
Gambar 11: Daerah HAZ Spesimen dengan arus80 A dan kecepatan 0,35 cm/dtk
Gambar 12: Daerah HAZ Spesimen dengan arus 120 A dankecepatan 0,15 cm/dtk
Gambar 13: Daerah HAZ Spesimen dengan arus 120 A dankecepatan 0,35 cm/dtk
Gambar 14: Daerah HAZ Spesimen dengan arus 100 A dan kecepatan 0,13 cm/dtk
Gambar 15: Daerah HAZ Spesimen dengan arus 100 A dan kecepatan 0,37 cm/dtk
Gambar 16: Daerah HAZ Spesimen dengan arus 75,85 A dankecepatan 0,25 cm/dtk
Gambar 17: Daerah HAZ Spesimen dengan arus 124,20 A dan kecepatan 0,25 cm/dtk
Gambar 18: Daerah HAZ Spesimen dengan arus 100 A dankecepatan 0,25 cm/dtk
JURNAL REKAYASA MESIN Vol. 13 No. 1 Maret 2013
7
Gambar 19: Daerah HAZ Spesimen dengan arus100 A dan kecepatan 0,25 cm/dtk
Gambar 20: Daerah HAZ Spesimen dengan arus 100 A dan kecepatan 0,25 cm/dtk
Gambar 21: Daerah HAZ Spesimen dengan arus 100 A dan kecepatan 0,25 cm/dtk
Dalam pengujian metallografi ini, gambar yang dilampirkan adalah daerah HAZ.Berdasarkan gambar yang ada, terlihat di daerah HAZ terdapat ferit dan perlit dan kekerasan HAZ lebih tinggi dari pada logam induk.Jika dilihat dari kecepatan las yang dilakukan, susunan ferit dan perlit dari HAZ cenderung lebih banyak jika kecepatan lasnya semakin rendah. Dan jika dilihat dari besar arus yang dipakai dalam pengelasan, susunan ferit dan perlit pada daerah HAZ akan cenderung lebih sedikit pada arus listrik yang dipakai semakin besar
4 KESIMPULAN DAN SARAN
4.1 Kesimpulan
Berdasarkan hasil penelitian dan analisa yang telah dilakukan pada baja karbon rendah disertai dengan proses pengelasan dengan variasi arus dan kecepatan maka dapat diambil kesimpulan sebagai berikut :
1. Besar kuat arus listrik mempengaruhi kekerasan, tegangan tarik dan susunan struktur mikro dari setiap spesimen. Hal ini disebabkan bila arus listrik yang diberikan semakin besar, maka masukan panas (Heat Input) yang diberikan pada spesimen akan semakin besar. 2. Pada arus listrik rendah, nilai kekerasan dari
spesimen akan cenderung semakin tinggi dan berbanding terbalik jika arus listrik yang digunakan pada pengelasan semakin besar. Begitu juga dengan tegangan tarik dari setiap spesimen
3. Kecepatan pengelasan sangat mempengaruhi pada nilai kekerasan dan tarik. Nilai kekerasan akan cenderung semakin kecil jika kecepatan las semakin kecil. Namun berbanding terbalik dengan nilai tegangan tariknya, karena tegangan tarik akan semakin membesar jika kecepatan las semakin rendah.
4. Pada daerah HAZ, kecepatan las yang semakin kecil akan menyebabkan semakin luasnya daerah HAZ dibandingkan kecepatan las yang tinggi. Ini dikarenakan penyebaran panas pada logam lebih lama. Hal ini juga akan mengakibatkan nilai kekerasan pada daerah HAZ akan meningkat.
4.2 Saran
Dalam proses penelitian yang dilakukan, pengelasan baja karbon rendah yang disertai dengan variasi parameter kecepata dan arus listrik ini dapat diberikan saran-saran sebagai berikut : 1. Pada saat melakukan pengelasan, sebaiknya
prosedur pengelasan sebaiknya benar-benar dilakukan dan alat pelindung digunakan sesuai dengan standard keselamatan kerja.
2. Pada saat pengelasan, jangan melakukan pendinginan cepat. Karena pendinginan cepat akan mempengaruhi sifat mekanis logam. 3. Pada pengelasan baja karbon rendah dengan
menggunakan elektroda AWS 6013 sebaiknya jangan menggunakan arus yang terlalu besar dan kecil. Jika menggunakan arus yang besar akan mengalami kesulitan dalam mengelasn dan elektroda akan lebih cepat habis. Begitu juga sebaliknya, jika arus listrik yang digunakan terlalu kecil akan merubah sifat mekannik dari induk logam dan akan mengakibatkan tidak sempurnanya pencairan dari elektroda.
8
Pengaruh Variasi Kecepatan dan Kuat Arus terhadap Kekerasan, Tegangan Tarik, Struktur
Mikro Baja Karbon Rendah dengan Elektroda E 6013
5 DAFTAR PUSTAKA
[1] Arifin, S, Las Listrik dan Otogen, Ghalia Indonesia, Jakarta, 1997.
[2] Amanto, H. dan Daryanto. Ilmu Bahan. Jakarta, Bumi Aksara, 1993.
[3] Bintoto,G, Dasar-Dasar Pekerjaan Las. Kanisius, Yogyakarta, 1999
[4] Chandra, H dan Pratiwi, D.K. Panduan Praktikum Material Teknik. Lab. Metalurgi Teknik Mesin Universitas Sriwijaya, Indralaya, 2007.
[5] Daryanto,Proses Pengolahan Besi dan Baja. Bandung, 2010.
[6] Daryus. A, Proses Produksi. Jakarta, 2008. [7] Suharto,Teknologi Pengelasan Logam, Rineka
Cipta, Jakarta, 1991.
[8] Supardi, E., Pengujian Logam, Angkasa, Bandung, 1996.
[9] Widharto, S. Teknologi dan Proses Pengelasan. Balai Besar Bahan dan Barang Teknik, Bandung
[10] Wiryosumarto, H dan Okumura, T, Teknologi Pengelasan Logam. PT. Pradnya Paramitha, Jakarta, 2008
[11] http://blog.unsri.ac.id/amir/material-teknik/uji-
tarik-dan-sifat-sifat-mekanik-logam/mrdetail/5705/
(diakses tanggal 30 Desember 2011)
[12] http://staff.uny.ac.id/sites/default/files/Bab%2 02%20Tarik.pdf
(diakses tanggal 3 Januari 2012)
[13] http://file.upi.edu/Direktori/FPTK/JUR._PEN D._TEKNIK_MESIN/198003132006041-ASEP_HADIAN_SASMITA /Bahan_ajar_PP2/Pengelasan.pdf (3 Januari 2012) [14] http://ft.unsada.ac.id/wp-content/uploads/2008/04/bab3-pp.pdf (5 Januari 2012)