EFEK KECEPATAN PENGELASAN TERHADAP SIFAT MEKANIK
HASIL PENGELASAN FCAW PADA PLAT BAJA A36
Moh. Jufri*1, Nur subeki2, Arizal Asfat3
1,2,3Teknik Universitas Muhammadiyah Malang
Kontak person: Moh. Jufri
Email : Jufri63@yahoo.com
Abstrak
Teknik pengelasan paling banyak digunakan untuk penyambungan logam, terutama di konstruksi jaringan perpipaan. Kualitas hasil pengelasan yang dilakukan manual salah satunya ditentukan oleh operator sehingga para ahli pengelasan meningkatkan kualitas produksi yaitu dengan desain alat bantu pengelasan ini selain bertujuan menggantikan fungsi dari bagian tubuh manusia (operator) juga dapat menanggulangi distorsi bukling, rambatan retak,tegangan sisa dan dapat mengurangi tambahan pekerjaan tambahan yaitu perlakuan panas setelah pengelasan (PWHT). Metode yang sangat bagus untuk menanggulangi distorsi bukling dari plat tipis dengan cara dengancara preheating dan thermal tensioning. Thermal tensioning adalah karakterisasi oleh aplikasi dari bantuan panas selama proses pengelasan. Transient thermal tensioning merupakan alat bantu disekitar daerah pengelasan yang diberikan panas secara periodik mengikuti gerakan busur las. Metode penelitian ini merupakan penelitian eksperimen meliputi pengujian performace alat bantu pengelasan dilakukan dengan variasi kecepatan 6,7 dan 8 mm/s pada temperatur transient 200oC dengan touct pemanas 8 cm. Sampel hasil pengelasan kemudian dilakukan pengujian distorsi, tarik dan kekerasan. Hasil penelitian menunjukkan nilai distorsi terendah 0,01 mm di dapat pada kecepatan 7 mm/s dengan temperatur pemanas 2000C dan posisi jarak flame 8cm dengan kelengkungan tertinggi 3,8 mm. Nilai kekerasan tertinggi pada kecepatan pengelasan 6 mm/s dengan temperatur pemanas 2000C dan jarak flame 8cm sebesar 259,271 kg/mm2dan tegangan tarik kecepatan pengelasan 6 mm/s dengan temperatur 2000C dan jarak flame 8cm, dengan nilai tegangan tarik luluh (yield) sebesar 360,761 Mpa dan nilai tegangan tarik maksimum sebesar 463,286 Mpa.
Kata kunci:Preheat, distorsi, tarik, kekerasan
1. Pendahuluan
Proses pengelasan adalah proses penyambungan dua bagian logam atau lebih dengan menggunakanenergi panas. Energi panas pada pengelasan tersebut akan menimbulkan terjadinya siklus termal. Adanyasiklus termal tersebut akan mengakibatkan terjadinya tegangan sisa, distorsi serta laju pendinginan padalogam las dan daerah sekitarnya. Struktur mikro logam las sangat dipengaruhi oleh laju pendinginan dankomposisi kimia bahan (logam induk dan elektroda). Pada akhirnya tegangan sisa dan struktur mikrologam las tersebut akan mempengaruhi sifat mekanis dari logam lasan.Sambungan las banyak digunakan dengan pertimbangan bahwa konstruksi ringan, murah dan pengerjaan cepat. Perancangan las dan cara pengelasan harus betul-betul memperhatikan kesesuaianantara sifat-sifat las dengan kegunaan konstruksi serta keadaan disekitarnya. Kekuatan sambungan lassecara umum dipengaruhi oleh komposisi dan sifat logam yang dilas, komposisi dan sifat logam pengisi(elektroda), proses pengelasan, daerah pemanasan langsung, daerah yang terkena pengaruh panas danadanya tegangan sisa[2,3,11]
Kecepatan pengelasan sangat bergantung pada besar kuat arus yang digunakan.jenis elektroda, diameter inti elektroda, bahan yang akan dilas, geometri sambungan dan lain sebagainya. Dalam pengelasan, kecepatan yang tinggi dapat menyebabkan kurangnya penetrasi, berkurangnya kekuatan sambungan dan mengakibatkan masukan panas yang diterima persatuan panjang akan menjadi lebih kecil. Hal ini dapat berdampak pada pendinginan yang cepat sehingga dapat memperkeras daerah terpengaruh panas. Keceptan las yang terlalu tinggi akan berpengaruh pada bentuk manik las yang menyempit dan penguatan manik yang rendah. Selain itu dapat merubah sifat mekanik daerah lasan yang berupa naiknya kekuatan tarik dan perpanjangan yang rendah [1,7,9,10]
Distorsi ialah perubahan bentuk atau penyimpangan bentuk yang diakibatkan oleh panas, yang diantaranya adalah akibat proses pengelasan. Akibat pemanasan ini akan terjadi pertumbuhan butir, peregangan dan penyusutan logam yang berlangsung dengan cepat dan tidak seragam, sehingga mengakibatkan perubahan bentuk dan ukuran (distorsi). Terjadinya distorsi ini mengakibatakan permukaan pelat menjadi melengkung atau bergelombang, sehingga terjadi penyimpangan dimensi dari yang direncanakan sehingga dapat mempersulit proses pengerjaan selanjutnya. Pada tahap distorsi ini tidak diketahui apakah pemilihan persiapan penyambungan menimbulkan efek besar terhadap distorsi pengelasan[7]
Sifat mekanik adallah kemampuan dan perilaku dari suatu bahan ketika menerima suatu pola pembebanan tertentu. Sifat material yang termasuk dalam sifat mekanik adallah kekuatan tarik, kekuatan luluh, kekerasan, keuletan, ketangguhan, ketahanan aus, ketahanan creep, ketahanan terhadap rambat retak, ketahanan pada temperatur tinggi. Dalam aplikasinya sifat yang dimiliki oleh bahan tidaklah harus unggul seluruhnya. Namun cukup beberapa sifat saja dan sifat tersebut memang relevan dengan persyaratan aplikasinya. Sifat yang harus dipenuhi tentu saja didasarkan pada optimasi sifat-sifat yang dimiliki dan kondisi aplikasinya. Beberapa sifat mekanik bahan menunjukan adanya kecenderungan dengan perilaku yang sering berlawanan. Ketika suatu bahan harus memiliki keuletan tingggi, maka bahan tersebut cenderung memiliki keuletan tinggi, maka bahan tersebut cenderung memiliki kekuatan yang relative rendah, dengan demikian pemilihan suatu bahan akan menjadi optimasi antara beberapa sifat yang dimiliki dengan pola pembebananya.[7,8]
2. Metode Penelitian
Metode penelitian adalah metode eksperimen, adapun hahan yang dipakai pada penelitian ini adalah baja karbon rendah A36, menggunakan elektroda jenis E71T-1 dan gas pelindung yang digunakan adalah gas carbodiosida (CO2).
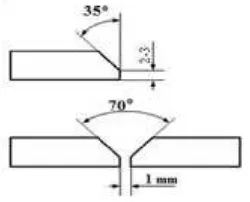
Proses pengelasan menggunakan las FCAW dengan variasi kecepatan pengelasan 6,7 dan 8 mm/s dengan jarak toutch pemanas 8 cm dan temperatur pemanas 200oC yang dijalankan secara otomatis. Sambungan las dengan lintasan 1 lapis dengan tebal pelat yang digunakan adalah 5mm, kampuh dibuat bentuk V ganda dengan sudut 70oseperti gambar 1. Dimensi pelat yang dilas adalah 120 mm X 400 mm X 5 mm
Gambar 1.Kampuh but join 70
Gambar 2.Titik Pengambilan/pengukuran Distorsi
3. Hasil dan Pembahasan
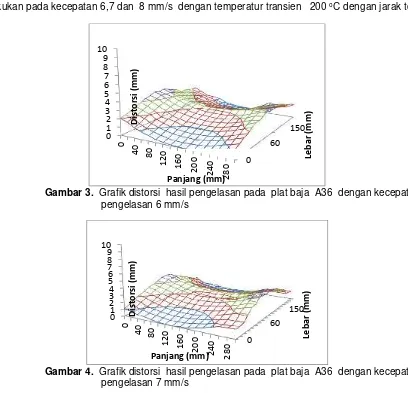
Hasil pengukuran distorsi terhadap hasil sambungan las padagambar 3, 4 dan 5 masing-masing dilakukan pada kecepatan 6,7 dan 8 mm/s dengan temperatur transien 200oC dengan jarak totch 8 cm
Gambar 3. Grafik distorsi hasil pengelasan pada plat baja A36 dengan kecepatan pengelasan 6 mm/s
Gambar 5. Grafik distorsi hasil pengelasan pada plat baja A36 dengan kecepatan pengelasan 8 mm/s
Dilihat dari ketiga grafik diatas menunjukkan bahwa terjadi perbedaan nilai distorsi, Dimana pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan 6 mm/s pada temperatur 2000C dan jarak falme 8cm nilai distorsinya sebesar 3.80 mm, pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan pengelasan 7 mm/s pada temperature 200oC dan jarak flame 8cm nilai distorsinya sebesar 3,60 mm, pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan 8 mm/s pada temperature 200oC dan jarak flame 8cm nilai distorsinya sebesar 2,60 mm untuk jarak maksimum lengkung tertingginya pada palt baja carbon A36 (7,8] dan untuk pembanding Dimana pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan 6 mm/s pada temperatur 2000C dan jarak falme 8cm nilai distorsinya sebesar 0,04 mm, pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan pengelasan 7 mm/s pada temperature 200oC dan jarak flame 8cm nilai distorsinya sebesar 0,01 mm, pada grafik distorsi hasil pengelasan plat A36 dengan kecepatan 8 mm/s pada temperature 200oC dan jarak flame 8cm nilai distorsinya sebesar 0,43 mm untuk jarak lengkung terendahnya jika dilihat dari sisi plat yang diukur menggunakan dial gauge di meja khusus yaitu meja datar. Menurut [3][6][7] semakin lambat kecepatan pengelasan yang di berikan akan semakin besar heat input yang di berikan pada plat baja carbon A36 yang membuat pemansan merata dan lebih lama yang mengakibatkan pemuaian dan lengkungan atau distorsi yang begitu nampak dan bisa kita lihat pada grafik di atas dengan kecepatan 6 mm/s distorsi tertinggi di hasilkan begitupun sebaliknya dengan kecepatan pengelasan yang cukup atau optimal akan mengurangi distorsi pada plat dengan penelitian di sini menggunakan kecepatan 6,7,8 mm/s menurut peneliti ideal menggunakan kecepatan pengelasan 8 mm/s. MenurutKecepatanpengelasan yang semakintinggiataucepat akan mengakibatkan terjadinya distorsi yang semakin kecil kecuali dengan temperatur panas yang di tambah karena dalam penelitian ini temperatur tetap 2000C dan jarak flame juga tetap 8 cm maka dengan semakin cepatnya pengelasan maka waktu pengelasan semakin singkat berarti masukan panas pengelasan heat input yang diterima logam las dan sekitarnya lebih kecil, dengan demikian penyusutan termal yang terjadi lebih kecil sehingga distorsi yang terjadi juga kecil.
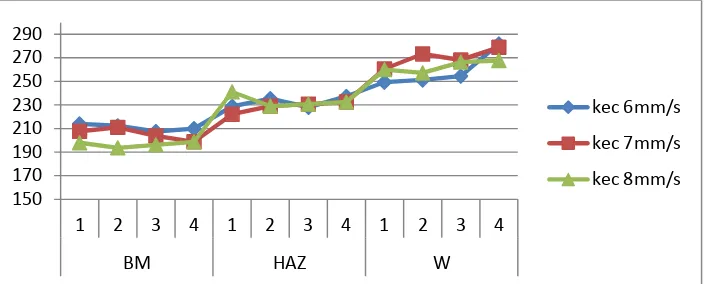
Gambar 6. Grafik Hasil kekerasan pada daerah las, haz dan logam induk(base meteal) hasil pengelasan pada plat baja A36 dengan kecepatan pengelasan 6.7 dan 8 mm/s
Padagambar 5 menunjukkan nilai kekerasan pada hasil pengelasan FCAW baja carbon A36 dengan kecepatan 8 mm/s temperature transient 200 oC dan jarak pemanas 8 cm. Didapatkan hasil kekerasan rata- rata pada daerah LAS lebih tinggi dari pada nilai kekerasan rata-rata pada daerah HAZ dan pada best metal.. Hasil diatas sesuai dengan penelitian terdahulu [5] nilai kekerasan paling tinggi terletak di logam las (WZ) dan menurut[1,4] juga menunjukan bahwa nilai kekerasan cenderung semakin bertambah besar ketika titik uji kekerasan vickers berada di daerah las (WZ) dan sebaliknya akan semakin kecil ketika mendekati logam induk karena semakin rendah kecepatan pengelasan yang dilakukan, maka akan berakibat semakin melebarnya daerah HAZ pada setiap spesimen, Ini dikarenakan oleh energi masukan panas (heat input) yang di terima masing-masing spesimen akan semakin besar jika kecepatan pengelasan semakin rendah, sehingga energi masukan panas (heat input) tersebut akan mengalir ke logam induk dan menyebarkan panas ke daerah HAZ dan las (WZ) semakin besar, begitu juga VHN akan semakin bertambah besar jika kecepatan pengelasan semakin cepat. Begitu juga dengan penelitian yang berhubungan dengan kecepatan pengelasan dan heat input menunjukan bahwa semakin lambatnya kecepatan pengelasan akan memperbesar heat input dan akan membuat logam semakin lunak dan HVN semakin kecil akibat heat input yang di terima semakin besar begitupun sebaliknya [7,8]. Nilai kekerasan rata- rata untukkecepatan 6 mm/s daerah LAS 259,271 kg/mm2, daerah HAZ 232,412 kg/mm2, daerahlogaminduk 210,991 kg/mm2. Nilai kekerasan rata- rata untukkecepatan 7 mm/s daerah LAS 270,193 kg/mm2, daerah HAZ 228,596 kg/mm2, daerahlogaminduk 205,277 kg/mm2. Nilai kekerasan rata- rata untukkecepatan 8 mm/s daerah LAS 262,783 kg/mm2, daerah HAZ 233,351 kg/mm2, daerahlogaminduk 196,569 kg/mm2[3] daerahlogaminduknilai kekerasannya relative merata dan paling rendah dibandingkan dengan daerah lainnya. Menurunnya nilai kekerasan pada daerah HAZ disebabkan oleh panas yang terjadi pada saat pengelasan merubah struktur mikro pada plat baja carbon A36. Daerah Logam Induk memiliki nilai kekerasan rata-rata yang terendah jika dibandingkan dengan daerah LAS dan HAZ.
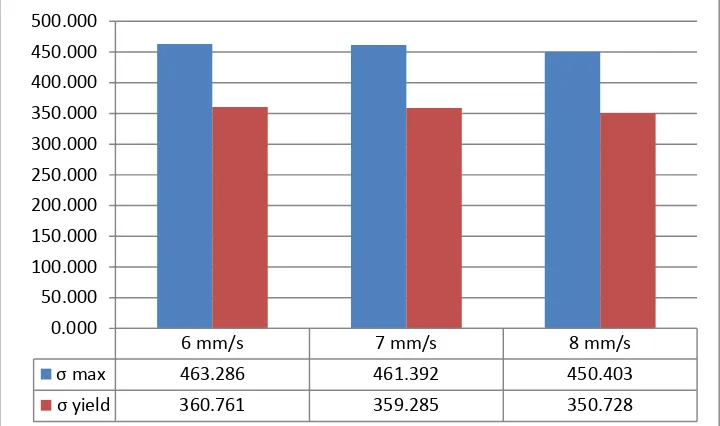
Gambar 7. Grafik Hasil kekuatan tarik pada daerah las, haz dan logam induk(base meteal) hasil pengelasan pada plat baja A36 dengan kecepatan pengelasan 6.7 dan 8 mm/s
Padagambar 6menunjukkan nilai kekuatan tarik hasil pengelasan pada temperatur 2000C dan jarak flame 8 cm dengan dilakukan 2 kali percobaan dengan variabel kecepatan pengelasan yang berbeda-beda 6, 7, 8 mm/s. Tegangan Tarik pada kecepatan 6 mm/s, temperatur 2000C, jarak flame 8 cm di dapat nilai tegangan tarik luluh adallah 360,761 Mpa dan pada nilai tegangan tarik maksimum adallah 463,286 Mpa. Tegangan Tarik pada kecepatan 7 mm/s, temperatur 2000C, jarak flame 8 cm di dapat nilai tegangan tarik luluh adallah 359,285 Mpa dan pada nilai tegangan tarik maksimum adallah 461,392 Mpa, serta Tegangan Tarik pada kecepatan 8 mm/s, temperatur 2000C, jarak flame 8 cm di dapat nilai tegangan tarik luluh adallah 350,728Mpa dan pada nilai tegangan tarik maksimum adallah 450,403 Mpa. Sehingga dapat di bandingkan nilai tertinggi tegangan tarik terdapat pada kecepatan pengelasan 8 mm/s yang mana mampu menaikan tegangan tarik. Peningkatan kekuatan tarik ini
6 mm/s 7 mm/s 8 mm/s
σ max 463.286 461.392 450.403
σ yield 360.761 359.285 350.728
besar sehingga panas yang di terima oleh plat tidak besar yang mengakibatkan tegangan yang relativ sama(7,8] Hasil penelitian terdahulu menggunakan variasi kecepatan untuk membuat bahan uji tarik dan ada dua spesimen bahan yang sama pertama menggunakan waktu 2 menit dan spesimen yang kedua menggunakan 3 menit hasilnya adallah spesimen yang menggunakan waktu lebih lambat menerima heat input atau masukan panas yang lebih besar mengakibatkan spesimen getas di bandingkan dengan yang menggunakan waktu 2 menit [6]. Kecepatan pengelasan dan besar kuat arus yang di pakai saat pengelasan sangat berpengaruh dalam pengujian tarik semakin besar kecepatan pengelasan maka semakin kecil heat input dan kekuatan tariknya akan semakin besar [1,5] Pada penelitian yang dilakukan[9] mengatakan bahwa semakin besar kecepatan pengelasan maka nilai kekuatan tarik yang di peroleh akan semakin meningkat, hal ini di karenakan semakin besar kecepatan pengelasan maka heat input yang di peroleh akan semakin rendah.
4. Kesimpulan
Dari hasil penelitian ini dapat diambil kesimpulan sebagai berikut :
1. Distorsi las dapat diminimasi secara efektif dengan memberikan perlakuan perlakuan temperatur transient selama proses pengelasan berlangsung dengan kecepatan pengelasan 7 mm/s dengan nilai distorsi terandah 00,1 mm
2. Nilai kekerasan tertinggi pada kecepatan pengelasan 6 mm/s dengan temperatur pemanas 2000C dan jarak flame 8cm sebesar 259,271 kg/mm2dan tegangan tarik kecepatan pengelasan 6 mm/s dengan temperatur 2000C dan jarak flame 8cm, dengan nilai tegangan tarik luluh (yield) sebesar 360,761 Mpa dan nilai tegangan tarik maksimum sebesar 463,286 Mpa.
Referensi
[1 ]A.S.Mohruni, B.H.Kembaren (2015), Pengaruh Variasi Kecepatan dan Kua Arus Terhadap Kekerasan, Tegangan Tarik, StrukturMikro Baja Karbon Rendah dengan Elektroda E6013
[2] Agus Duniawan, Sutrimo,(2014), Pengaruh Kecepatan Arus Pengelasan dan Panas Masuk Terhadap Sifat Mekanis Logam Las Pada Pengelasan SAW Baja Karbon ASTM 29
[3] Alfin Aprilianto,(2015), Pengaruh perubahan temperatur transient di sekitar pengelasan dengan Las FCAW terhadap sifat mekanik pada bahan baja carbon A36.
[4] Harlian Kadir, Gunawan Dwi Haryadi, Sri Nugroho, Kim Jeon (2014),Pengaruh Variasi Kecepatan Pengelasan GMAW Baja Tahan Karat Austenitik AISI 316L Terhadap Struktur Mikro dan Sifat Mekanik
[5] HeriWibowo, M.NoerIlman, Priyo Tri Iswanto (2016),analisa heat input pengelasan terhadap distorsi, struktu rmikro dan kekuatan mekanis baja A36
[6] Naryono, FaridRakhman (2014),Pengaruh Kecepatan Pengelasan Pada Penyambungan Plat Baja SA36 Menggunakan Elektroda E6013 dan E7016 Terhadap Kekerasan, Struktur Mikro dan Kekuatan Tariknya.
[7] Nur Subeki, (2011), Optimalisasi komposisi kandungan mn pada filler untuk mendapatkan ketangguhan dan kekerasan.
[8] NurSubeki,(2013), Pengaruh pengelasan FCAW tanpa dan dengan penambahan panas terhadap perubahan sifat mekanik dari struktur mikro sambungan las.
[9] Rendy Setio P, Tjuk Oerbandono,Purnami,(2015), Pengaruh Kecepatan Pengelasan dan Jenis Elektroda Terhadap Kekuatan Tarik Hasil Pengelasan SMAW Baja ST 60
[10] Weldy Sonaria Winarko, 2011,Stress Relief Annealing untuk uji kekerasan dan mikrostruktur pada hasil pengelasan (SAW) Piapa Baja Api 5L-X65.JIS,1973,"Non Ferous Metal", Japanise International Standart.