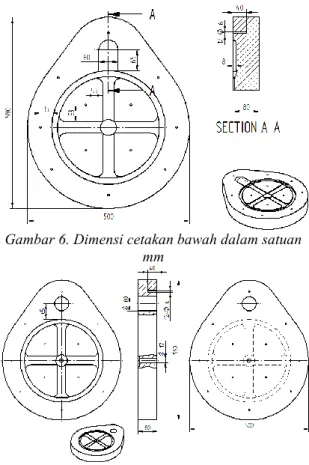
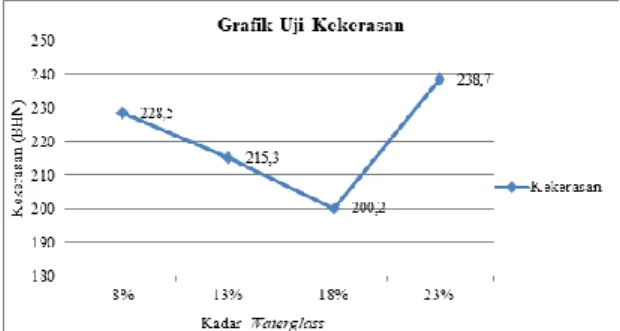
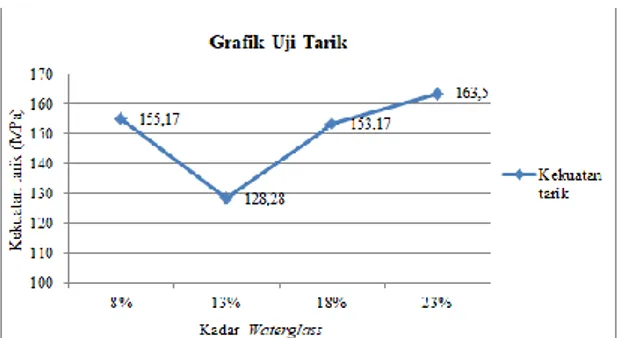
Pengaruh Kadar Waterglass Sebagai Bahan Pengikat Cetakan Pasir Kering Dengan Metode C Terhadap Kekerasan dan Kekuatan Tarik
Teks penuh
Gambar

Dokumen terkait
PENGARUH VARIASI KOMPOSISI SERAT BAMBU, FIBER GLASS , SERBUK ALUMINIUM TERHADAP KEKUATAN AUS DAN KEKERASAN KAMPAS REM.. DENGAN PENGIKAT
Judul Skripsi : Pengaruh Variasi Penambahan Kadar Air dengan Bahan Pengikat Bentonit terhadap Karakteristik Pasir Cetak dan Cacat Porositas Hasil Pengecoran Logam
kekuatan tarik, kekerasan, struktur mikro dan ketangguhan baja paduan rendah hasil pengelasan SMAW dengan elektroda E7018, penelitian ini memakai 3 jenis variasi arus
Untuk kekuatan tariknya spesimen dengan variasi arus kekuatan tarik lebih besar dari raw material ST 37 dengan kekerasan tertinggi pada spesimen variasi arus dimiliki
Dari hasil penelitian yang telah di lakukan yaitu analisis kekerasan dan kekuatan tarik pada material baja st 60 setelah perlakuan panas Normalizing dengan variasi media
Menyatakan bahwa skripsi saya yang berjudul “ PENGARUH VARIASI BENTUK KAMPUH TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN TARIK PADA PROSES PENGELASAN BAJA
Tujuan penelitian ini adalah untuk mengetahui pengaruh variasi diameter elektroda E7018 terhadap kekuatan tarik, nilai kekerasan, dan struktur mikro pada paduan Baja SS400 sebelum
Penelitian ini bertujuan untuk mengetahui pengaruh variasi media pendingin terhadap nilai kekuatan uji tarik dan nilai kekerasan Stainless Steel AISI 304, Pada
