BAB 3
ANALISA DAN PERANCANGAN
3.1. Analisa Sistem Berjalan
3.1.1. Sejarah Perusahaan
Gambar 3.1. Logo Perusahaan PT Dynaplast, Tbk.
PT Dynaplast, Tbk adalah perusahaan yang bergerak di bidang produksi botol plastik untuk memenuhi kebutuhan industri – industri lain seperti industri makanan dan minuman, kimia, farmasi, oli, dsb.
PT. Dynaplast,Tbk. pertama kali didirikan pada tahun 1959 dengan nama PT. National Electric Wire, Ltd oleh Bapak Soebekti Hambali. Pada tahun 1979 barulah berubah menjadi nama yang dipakai sekarang yaitu PT. Dynaplast,Tbk. Kemudian pada tahun 1991, PT Dynaplast, Tbk melakukan kerja sama dengan Sumitomo Coorp. (perusahaan Jepang) untuk mendirikan PT. Summitplast Interbenua, dan pada tahun 1997 melakukan kerja sama dengan Cubic Co. Ltd untuk mendirikan PT Dynaplast Cubic Indonesia.
Pada tahun 1995, PT Dynaplast, Tbk menjadi perusahaan plastic molding pertama di Indonesia yang memperoleh standard ISO 9002, dan kemudian pada tahun 2001, menjadi perusahaan plastic molding pertama yang memperoleh standar ISO 9000-2000.
Sampai saat ini PT Dynaplast, Tbk mempunyai 7 tempat produksi yaitu : • Dynaplast 1 di Semanan. • Dynaplast 2 di Jatake. • Dynaplast 3 di Cikarang. • Dynaplast 4 di Cibitung. • Dynaplast 5 di Cileungsi. • Dynaplast 6 di Cikarang.
• Mold Center di Bumi Serpong Damai, Tangerang.
3.1.2. Analisa Masalah yang Dihadapi Perusahaan
Operator Mesin Ukur Koordinat melakukan pengukuran dan pemindaian (scanning) dengan teknik yang tidak benar. Kesalahan – kesalahan tersebut antara lain :
- Melakukan pemindaian (scanning) bentuk bola dan silinder dengan cara mengambil titik secara random pada permukaan benda tersebut, kemudian dari sampel tersebut diambil keputusan “terima“ jika sebagian besar titik tersebut terpenuhi ke persamaan benda.
Hal ini tentu saja tidak benar mengingat pengambilan titik secara random pada sebuah objek ukur tidak bisa dianggap mewakili objek ukur tersebut.
- Pengambilan vector arah sensor yang tidak benar, tidak didukung dengan pengolahan data yang benar. Jika diambil vector arah sensor yang tegak lurus bidang ukur, sering hal tersebut tidak ada acuan yang jelas mengenai ketegaklurusannya, hal ini disebabkan rotasi probe yang hanya mampu berotasi paling kecil sebesar 7,5o.
- Kesimpulan yang diperoleh belum maksimal.
Hal – hal tersebut bagi operator mesin bukanlah suatu masalah besar di dalam industri mesin, tetapi secara matematis dapat dikatakan salah.
3.1.3. Usulan Pemecahan Masalah
Dalam Skripsi ini dirancang suatu program yang dapat menghasilkan output berupa kesimpulan diterima atau tidaknya suatu objek ukur berbentuk bola atau silinder, jika dilakukan pengambilan data secara benar dengan mesin sensor jenis MUK ( Mesin Ukur Koordinat ).
Dengan menggunakan program ini, diharapkan dapat membantu pihak perusahaan dalam mengambil keputusan diterima tidaknya suatu objek ukur berbentuk bola atau silinder setelah dilakukan proses pemindaian (scanning).
3.2. Analisa Pengambilan Data dan Pengolahan Data
Pengambilan data dilakukan dengan vektor arah sensor [0,0,-1], dan register sensor berada pada pusat bola sensor atau data yang dibaca oleh mesin adalah data titik pada pusat bola sensor.
3.2.1. Perancangan Teknik Pengambilan Data Pada Silinder
Untuk objek ukur berupa silinder, silinder diletakkan pada bidang XOY, dengan pusat koordinat terletak pada selimut silinder. Tinggi silinder sejajar dengan sumbu x, dan sumbu z menembus silinder melalui pusat berkas lingkaran silinder.
Gambar 3.2. Peletakkan Posisi Silinder Terhadap Pusat Koordinat.
Kemudian dilakukan pengambilan data dimulai dari berkas lingkaran pada keliling lingkaran alas. Pada berkas lingkaran ini diambil titik yang dimulai pada posisi 0o sampai dengan posisi 180o sebanyak n buah titik. Langkah selanjutnya adalah melakukan pergerakan sebesar k sepanjang sumbu x, kemudian pada posisi ini dilakukan hal yang sama seperti sebelumnya. Hal ini dilakukan terus berulang – ulang sampai pada berkas lingkaran atap.
Mengingat keterbatasan alat sensor untuk menjangkau bagian bawah silinder, untuk melakukan pengambilan data pada berkas lingkaran posisi 180o sampai dengan posisi 360o dilakukan dengan cara membalik posisi silinder sebesar 180o sehingga daerah tersebut dapat dijangkau dengan mesin sensor.
3.2.2. Perancangan Teknik Pengambilan Data Pada Bola
Untuk objek ukur berupa bola, bola diletakkan pada bidang XOY dengan pusat koordinat terletak pada selimut bola. Sumbu z dibuat menembus bola melalui pusat bola.
Gambar 3.3. Peletakkan Posisi Bola Terhadap Pusat Koordinat
Kemudian dilakukan pengambilan data dimulai dari titik pada berkas lingkaran besar horizontal, bergerak sesuai dengan keliling lingkaran besar horizontal sebanyak n buah titik. Satu proses tersebut dilakukan berulang – ulang sebanyak k kali dengan pergerakan sesuai dengan keliling lingkaran besar vertikal yang dimulai pada posisi 0o sampai dengan posisi 180o.
Proses tersebut hanya dapat dilakukan pada posisi 0o sampai dengan
posisi 180o mengingat keterbatasan alat sensor untuk menjangkau bagian bawah silinder (posisi 180o sampai dengan posisi 360o). Untuk pengambilan data pada posisi 180o sampai dengan posisi 360o , dilakukan dengan cara membalik posisi bola sebesar 180o sehingga daerah tersebut dapat dijangkau dengan mesin sensor.
3.2.3. Proses Pengolahan Data
Proses pengolahan data dilakukan dengan memperhitungkan jari – jari bola sensor dan pengambilan vektor arah sensor [0,0,-1].
Keterbatasan rotasi probe pada mesin sensor, dengan rotasi minimal sebesar 7,5o mengakibatkan tidak bisa dilakukannya pengambilan data dengan vektor arah sensor selalu tegak lurus permukaan, mengingat permukaan yang dijadikan sebagai objek ukur adalah permukaan dengan kurva lingkaran.
Oleh karena itu, pengambilan vektor arah sensor dibuat tetap sebesar [0,0,-1], yaitu searah dengan sumbu z-. Hal ini tentu saja berakibat pergeseran pada data yang terbaca oleh mesin sensor. Maka dilakukanlah pengolahan data output mesin sensor sebagai berikut :
• Pengolahan Data Pada Objek Ukur Silinder
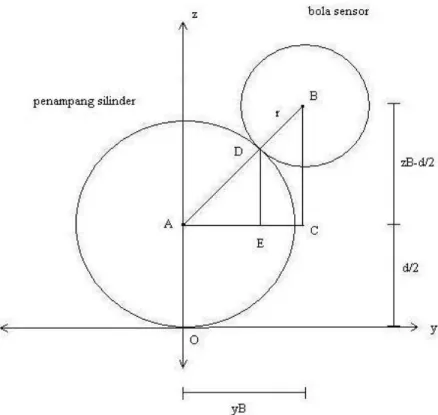
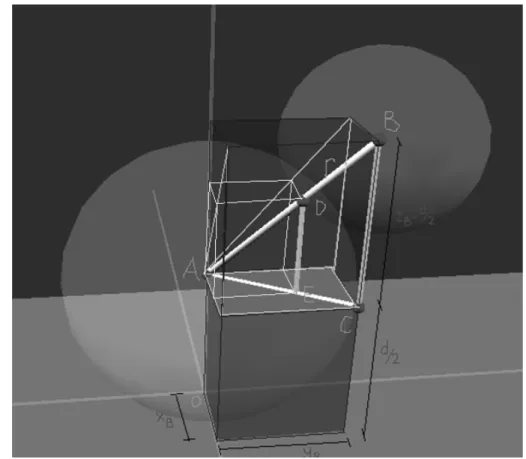
Gambar 3.4. Posisi Bola Sensor Terhadap Penampang Silinder
Sensor bergerak dengan vektor [0,0,-1], pada saat bola sensor menyentuh silinder di titik D, data output dari mesin sensor adalah titik B
Misal koordinat titik B adalah (xB,yB,zB) , maka koordinat titik D( xD,yD,zD )
dapat kita peroleh dengan cara sebagai berikut :
Δ ADE sebanding dengan Δ ABC dengan faktor skala k sehingga :
BC k DE AC k AE AB k AD ⋅ = ⋅ = ⋅ =
Nilai k dapat dihitung melalui : AD k AB AB r k AB = − ⇔ =
Dimana : 2 2 2 ( )2 2 B B AB AC BC d AB y z = + ⇔ = + − Jadi : 2 2 2 2 ( ) 2 ( ) 2 B B B B d y z r k d y z + − − = + −
Karena Δ ADE sebanding dengan Δ ABC, maka :
B B B B B y d z y r d z y AE AC k AE ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + = ⇔ ⋅ = 2 2 2 2 2 2 dan ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + = ⇔ ⋅ = 2 2 2 2 2 2 2 d z d z y r d z y DE BC k DE B B B B B
Dengan perhitungan di atas, koordinat titik D(xD,yD,zD) adalah : ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + = = 2 2 2 2 2 2 2 2 2 2 2 2 2 2 d z d z y r d z y d z y d z y r d z y y x x B B B B B D B B B B B D B D
Jadi dengan data output dari mesin sensor berupa titik (x,y,z ) , jari – jari bola sensor r, diameter ideal bola d dan vector pengambilan data [ 0,0,-1] dapat disimpulkan bahwa data aktual yang ditarget oleh sensor adalah :
- Koordinat titik aktual =
⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + 2 2 2 2 , 2 2 , 2 2 2 2 2 2 2 2 d z d z y r d z y d y d z y r d z y x - Diameter aktual = 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + z d d z y r d z y y d z y r d z y d
Diameter aktual inilah yang akan dibandingkan dengan diameter ideal berkas lingkaran pada silinder dengan batas toleransi yang telah ditentukan.
• Pengolahan Data Pada Objek Ukur Bola
Gambar 3.5. Posisi Bola Sensor Terhadap Bola
Sensor bergerak dengan vektor [ 0,0,-1], pada saat bola sensor menyentuh bola di titik D, data output dari mesin sensor adalah titik B
Misal koordinat titik B adalah (xB,yB,zB) , maka koordinat titik D( xD,yD,zD )
dapat kita peroleh dengan cara sebagai berikut :
Δ ADE sebanding dengan Δ ABC dengan faktor skala k sehingga :
BC k DE AC k AE AB k AD ⋅ = ⋅ = ⋅ =
Nilai k dapat dihitung melalui : AD k AB AB r k AB = − ⇔ = Dimana : 2 2 AB= AC +BC , dengan AC= xB2+yB2 2 2 ( )2 2 B B B d AB x y z ⇔ = + + − Jadi : 2 2 2 2 2 2 ( ) 2 ( ) 2 B B B B B B d x y z r k d x y z + + − − = + + −
Karena Δ ADE sebanding dengan Δ ABC, maka :
2 2 2 2 2 2 2 2 2 2 B B B B B B B B y x d z y x r d z y x AE AC k AE + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = ⇔ ⋅ = dan ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = ⇔ ⋅ = 2 2 2 2 2 2 2 2 2 d z d z y x r d z y x DE BC k DE B B B B B B B
B B B B B B B x x d z y x r d z y x AE ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = 2 2 2 2 2 2 2 2
dan diproyeksikan ke sumbu y yang menghasilkan :
B B B B B B B y y d z y x r d z y x AE ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = 2 2 2 2 2 2 2 2
Dengan perhitungan di atas, maka koordinat titik D(xD,yD,zD) adalah :
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + + = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + = 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 d z d z y x r d z y x d z y d z y x r d z y x y x d z y x r d z y x x B B B B B B B D B B B B B B B D B B B B B B B D
Jadi dengan data output dari mesin sensor berupa titik (x,y,z ) , jari – jari bola sensor r, diameter ideal bola d dan vector pengambilan data [ 0,0,-1] dapat disimpulkan bahwa data aktual yang ditarget oleh sensor adalah :
- Koordinat titik aktual =
⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + 2 2 2 2 , 2 2 , 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 d z d z y x r d z y x d y d z y x r d z y x x d z y x r d z y x
- Diameter aktual = 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + + ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + + ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + + z d d z y x r d z y x y d z y x r d z y x x d z y x r d z y x d
Diameter aktual inilah yang akan dibandingkan dengan diameter ideal bola dengan batas toleransi yang telah ditentukan, dimana besarnya selisih diameter aktual dengan diameter ideal bola harus lebih kecil atau sama dengan besarnya toleransi yang telah dietntukan. Jika ada satu titik yang tidak memenuhi syarat tersebut maka objek ukur tidak lulus.
3.3. Perancangan Program
3.3.1. Gambaran Umum Perancangan Program
Program dimulai dari input berupa diameter ideal objek ukur, dan data titik - titik hasil mesin sensor dengan teknik pengambilan data yang telah ditetapkan.
Karena program ini menerima input dari output mesin sensor, maka input program terdiri dari 6 parameter yaitu : x pembacaan sensor, y pembacaan sensor, z pembacaan sensor, vektor satuan arah x, vektor satuan arah y, dan vektor satuan arah z. Dengan vektor yang telah ditentukan sebelumnya yaitu [0,0,-1] maka format input yang sah diterima oleh program adalah : x,y,z,0,0,-1
Mengingat data – data output mesin sensor tersebut telah mengalami pergeseran akibat pengambilan vektor arah sensor yang tidak tegak lurus dengan bidang ukur, maka setelah program menerima input dilakukan pengolahan data
input tersebut terlebih dahulu untuk menentukan data yang seharusnya dibaca oleh mesin sensor.
Setelah dilakukan pengolahan data, maka akan diperoleh diameter hasil pengolahan data dari mesin sensor. Diameter ini dibandingkan dengan diameter ideal objek ukur, jika terdapat perbedaan melebihi toleransi yang ditentukan maka terdapat suatu keadaan dimana dimensi objek ukur melebihi batas toleransi yang telah ditentukan.
Output dari program ini adalah jumlah titik yang diolah, jumlah titik yang ditolak, kesimpulan akhir apakah objek ukur diterima atau ditolak, dan simulasi posisi titik yang ditolak atau posisi titik yang melebihi batas toleransi.
3.3.2. Rancangan Layar
Program aplikasi ini memakai 3 buah form, yaitu : 1. Form Utama
2. Form Simulasi 3. Form About
3.3.2.1. Rancangan Layar Form Utama
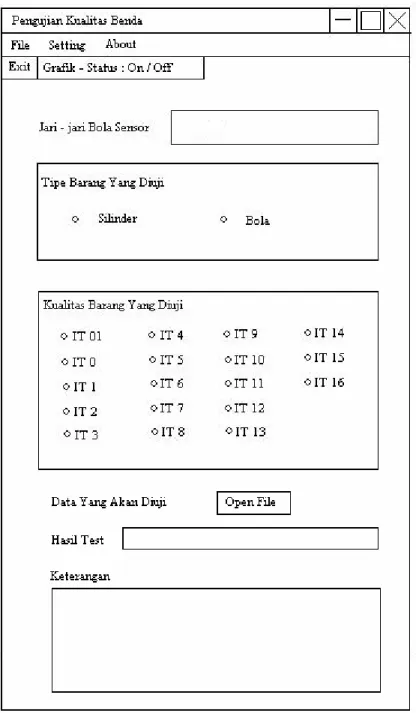
Gambar 3.6. Rancangan Layar Form Utama.
Form utama ini berisi input yang diperlukan untuk menjalankan program dan output program setelah melalui beberapa proses pengolahan.
Input program yaitu :
• Input jari – jari bola sensor .
Input jari – jari bola sensor berupa angka dalam satuan millimeter. Contoh input jari – jari bola sensor : 0.5.
• Input tipe barang yang akan diuji.
Input tipe barang yang akan diuji dilakukan dengan memilih barang yang akan diuji apakah silinder atau bola.
• Input kualitas barang yang akan diuji.
Input kualitas barang yang akan diuji dilakukan dengan memilih kualitas yang diinginkan berdasarkan standar batas toleransi ISO. • Input data – data barang yang akan diuji.
Input data – data barang yang akan diuji dilakukan dengan melakukan loading file data – data barang yang akan diuji. File tersebut adalah file output dari mesin sensor. Format file input harus mengikuti aturan berikut ini supaya dapat dibaca oleh program :
- Ekstensi file harus .in.
- Baris pertama pada file adalah panjang diameter ideal barang yang akan diuji dalam satuan millimeter.
- Baris kedua dan seterusnya pada file adalah data – data titik yang dibaca oleh mesin sensor dan vektor arah sensor yang telah ditentukan yaitu [0,0,-1]. Format data tersebut adalah : x y z 0 0 -1 , dimana x y z adalah koordinat kartesius pembacaan mesin sensor.
- Contoh format data inputan program : Nama file : Bola.in
Isi file : 5 0 5 0 0 -1 0 0 10 0 0 -1 -3.1 0 9 0 0 -1 Output program ini yaitu :
• Output Hasil Test.
Output Hasil Test menampilkan kesimpulan akhir apakah barang yang diuji diterima atau ditolak berdasarkan batas toleransi yang telah ditentukan.
• Output Keterangan.
Output Keterangan menampilkan keterangan – keterangan sebagai berikut :
- Diameter ideal barang yang diuji.
- Besarnya toleransi yang diijinkan berdasarkan standar ISO. - Jumlah data (titik) yang dimasukkan.
3.3.2.2. Rancangan Layar Form Simulasi
Gambar 3.7. Rancangan Layar Form Simulasi.
Form Simulasi ini berisi simulasi barang yang akan diuji dengan dimensi yang ideal dan data titik – titik yang melebihi batas toleransi yang telah ditentukan. Simulasi ini bertujuan untuk memberikan gambaran mengenai posisi – posisi titik yang ditolak oleh program karena melebihi batas toleransi. Gambar barang dengan dimensi ideal disajikan sebagai pembanding posisi titik – titik yang melewati batas toleransi tersebut.
3.3.2.3. Rancangan Layar Form About
Gambar 3.8. Rancangan Layar Form About
Form About ini berisi keterangan tentang program dan nama pembuat program.
3.3.3. Perancangan State Transition Diagram
State Transition Diagram memberikan keterangan kepada sistem tentang apa yang harus dikerjakan (action) dan kondisi (state) tertentu. Kondisi adalah suatu event pada external environment yang dapat dideteksi oleh sistem misalnya sinyal, interrupt atau data. Hal ini akan menyebabkan perubahan terhadap state dari aktivitas x ke aktivitas y. Action adalah hal yang dilakukan oleh sistem bila terjadi perubahan state atau data. Action akan menghasilkan output, message display pada layar, menghasilkan kalkulasi dan lain – lain.
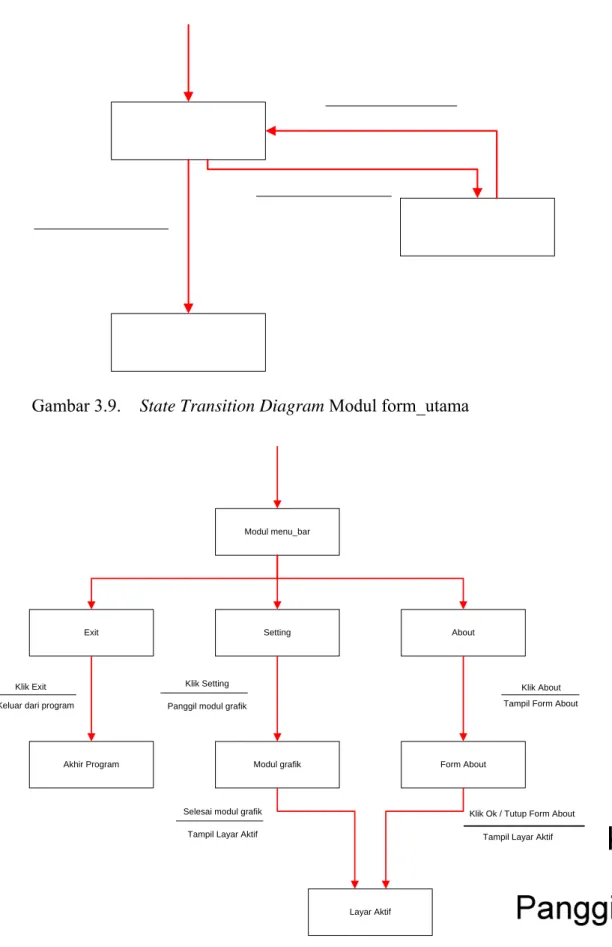
Gambar 3.9. State Transition Diagram Modul form_utama
Modul menu_bar
Exit
Klik Exit Keluar dari program
About
Klik About Tampil Form About
Akhir Program
Setting
Form About
Layar Aktif Klik Setting
Panggil modul grafik
Klik Ok / Tutup Form About Tampil Layar Aktif Modul grafik
Selesai modul grafik Tampil Layar Aktif
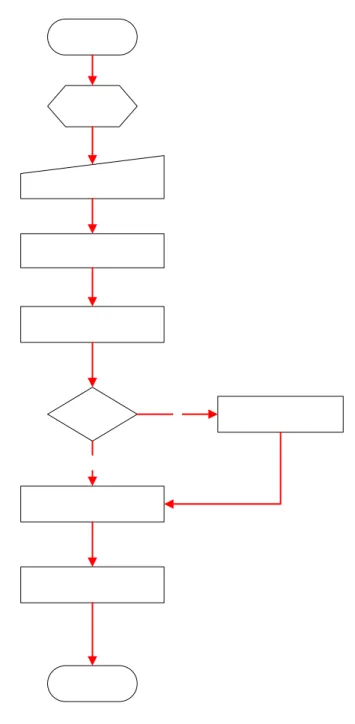
3.3.4. Perancangan Flowchart
Flowchart merupakan alat bantu pemrograman yang biasanya digunakan. Flowchart membantu programmer dalam mengorganisasikan pemikiran mereka dalam pemrograman, terutama bila dibutuhkan penalaran yang tajam dalam logika prosedur suatu program.
Start
Inisialisasi nilai rata_d, toleransi, i
d<=3 d<=50 d<=6 d<=315 d<=80 d<=10 d<=250 d<=180 d<=120 d<=30 d<=400 d<=18 rata_d=d rata_d=sqrt(3*6) rata_d=sqrt(6*10) rata_d=sqrt(10*18) rata_d=sqrt(18*30) rata_d=sqrt(30*50) rata_d=sqrt(50*80) rata_d=sqrt(80*120) rata_d=sqrt(120*180) rata_d=sqrt(180*250) rata_d=sqrt(250*315) rata_d=sqrt(315*400) T F T F F T F T F T F T F T F T F T F T F T T F 1 2
Start
Inisialisasi nilai jum_data, jum_gagal, lulus
EOF ? Input nilai
x,y,z,vx,vy,vz dari file
RGTipe.ItemIndex=0 y=skala*y z=d/2+skala*(z-d/2) d_aktual = d/2 + sqrt( y^2 +(z - d/2)^2 ) skala = (sqrt(y^2+(z - d/2)^2) - r) / sqrt(y^2+(z - d/2)^2) abs(d_aktual-d) > toleransi lulus = false jum_gagal=jum_gagal+1 xx[jum_gagal-1]=x yy[jum_gagal-1]=y zz[jum_gagal-1]=z jum_data=jum_data+1 RGTipe.ItemIndex=1 x=skala*x y=skala*y z=d/2+skala*(z-d/2) d_aktual = d/2 + sqrt( x^2+y^2 +(z - d/2)^2 ) skala = (sqrt(x^2+y^2+(z - d/2)^2) - r) / sqrt(x^2+y^2+(z - d/2)^2) abs(d_aktual-d) > toleransi lulus = false jum_gagal=jum_gagal+1 xx[jum_gagal-1]=x yy[jum_gagal-1]=y zz[jum_gagal-1]=z F T T F T T Finish T F F F
Start Buat Silinder RGTipe.ItemIndex=0 Buat Bola RGTipe.ItemIndex=1 Buat Label Lulus ?
Buat Titik Gagal For j = 0 to jum_gagal-1 End For j ? Finish T F F T F F T T