JURNAL TEKNIKA – Fakultas Teknik UNESA, Vol 9 NO 2, Agustus 2008, 97 – 103
97
MEKANISME SISTEM KENDALI PENGIRIMAN PRODUKSI
MENGGUNAKAN PLC
Noveri Lysbetti M Teknik Elektro UNRI Email : [email protected]
Abstrak
Penelitian ini bertujuan membangun proses pengiriman produksi ke gudang penyimpanan sementara dari proses produksi secara otomatis. Dimana hal ini dilakukan dalam rangka mendapatkan peningkatkan efisiensi. Prinsip kerja alat adalah saat catu daya diaktifkan maka PLC aktif. Saat motor hidup sehingga conveyor aktif dan mulai mengirimkan kotak yang ada di atas conveyor. Dalam proses pengiriman kotak, sensor membaca kotak yang dikirim dan mengirimkan hasil pembacaan ke counter sehingga counter mulai mencacah kotak yang dikirim. Hasil dari penghitungan kotak ini dikirim ke seven segment display. kemudian kotak diangkat dan dipindahkan ke kotak yang lebih besar. Proses ini berlangsung terus menerus sampai kotak besar diisi oleh 20 kotak kecil. Kemudian timer aktif selama 10 detik. Hal ini mengakibatkan motor berhanti yang berarti Conveyor juga berhenti.. Saat yang sama, sensor, counter, seven segment display juga berhenti bekerja. Setelah timer aktif selama 10 detik, motor akan hidup kembali. Hal ini mengakibatkan conveyor bekerja kembali, demikian juga sensor, counter, seven segment display. Sistem kembali bekerja seperti semula dan hal ini akan berulang-ulang. Sistem berhenti bekerja jika catu daya diputus. Dari uji simulasi yang dilakukan maka terlihat bahwa proses dapat bekerja seperti yang diharapkan.
Kata kunci : Counter, Programmable Logic Controller , Sensor, Seven Segment Display, Timer
Abstract
This study aims to build the production delivery process to the temporary storage of automatic production process. This is done in order to get the improvement of efficiency. Working principle device is the power supply when the PLC is switched on. When the motor so that the conveyor active life and began sending boxes at the top conveyor. In the process of shipping boxes, sensor read the post box and send the result to the counter readings that counter started chopping box sent. The result of the calculation box is sent to the seven segment display and then the box was lifted and moved to a bigger box. This process continues until a large box filled with 20 small boxes. Then the timer is active for 10 seconds. This has resulted in signigicant motor Conveyor off and also stopped. At the same time, sensors, counters, seven segment displays also stopped working. After the timer on for 10 seconds, the motor will live again. This resulted in conveyor working again, as well as sensors, counters, seven segment displays. System returned to work as before and this will be repeated. The system stops working if thepower supply is disconnected. From the simulation tests carried out so that the process can be seen working as expected.
Keyword : Counter, Programmable Logic Controller , Sensor, Seven Segment Display, Timer
1. Pendahuluan
Dalam dunia industri, efisiensi produksi yang tinggi merupakan hal yang terus diupayakan terus menerus. Salah satu bagian dari efisiensi produksi yang terus ditingkatkan adalah meminimalkan pemakaian tenaga manusia dan menggantikannya dengan peralatan yang dapat bekerja sendiri tanpa menggunakan tenaga manusai lagi.
Pengurangan penggunaan tenaga manusia dalam dunia industri disebabkan oleh beberapa kelemahan yang ada pada manusia seperti manusia cepat capek dan
daya ingat terbatas. Hal-hal ini dapat menurunkan efisiensi produksi pada sebuah industri.
Pada uji miniatur sistem pengiriman kotak dari proses produksi ke gudang penyimpanan (stokis), yang mana terdiri dari dua macam kotak kecil dan besar. Dimana kotak besar yang berkapasitas 20 buah kotak kecil. Maka dengan ini, dibutuhkan suatu pencacah/penghitung kotak kecil kelipatan 20, sesuai dengan kapasitas kotak besar. Dimana proses penghitungan dilakukan atas dasar penginformasian sinyal dari sensor yang digunakan. Dimana sensor yang digunakan adalah LDR (aktif low) dan pada saat yang sama, proses penghitungan ditampilkan pada seven
segment display. Apabila seven segment telah mencapai penghitungan keduapuluh maka timer akan bekerja untuk menghitung selang waktu yang dibutuhkan untuk penggeseran kotak besar selama 10 detik.
Dalam hal ini, proses penggeseran kotak besar tersebut tidak dibahas.
Dalam kasus ini, proses pengendaliannya dilakukan dengan memanfaatkan Programmable Logic Controller (PLC) sebagai peralatan pengendali.
Penelitian ini lebih menitikberatkan pada pembuatan diagram ladder untuk proses pengiriman kotak dari satu tempat ke tempat lain.
2. Teori
Programmable Logic Controllers (PLC) adalah peralatan yang dirancang untuk melakukan fungsi logika, yang sebelumnya dilakukan oleh relai elektronik.
Kebanyakan disain PLC hampir sama dengan sebuah komputer. Pada dasarnya, PLC merupakan gabungan dari elemen logika digital yang solid-state dan dirancang untuk membuat keputusan secara logika yang menghasilkan keluaran. PLC digunakan untuk mengendalikan dan mengoperasikan proses mesin dan peralatan pabrik.
Sebuah PLC dapat dibagi ke dalam tiga bagian yaitu : bagian Input/Output, Central Processing Unit (CPU) dan Peralatan Pemograman (Programming Device).
Bagian dalam CPU berisi rangkaian gerbang logika. CPU adalah sistem dasar mikroprosesor yang menggantikan relai kendali, timer, counter dan rangkaian berurut. CPU didisain supaya pemakai dapat memasuki rangkaian yang dibutuhkan dalam logika tangga relai. CPU menerima/membaca data masukan dari berbagai jenis peralatan sensor, menjalankan program yang disimpan pemakai dari memori dan mengirimkan perintah-perintah keluaran yang tepat untuk mengendalikan peralatan-peralatan kendali.
Ada banyak ukuran dari PLC.
Dengan membedakan dari segi pengoperasiannya, secara khusus ukuran PLC dibagi ke dalam tiga bagian besar
yaitu ukuran kecil, ukuran sedang dan ukuran besar.
Sumber daya DC dibutuhkan untuk menghasilkan tegangan rendah yang digunakan oleh mikroprosesor dan modul I/O. Sumber daya dapat disimpan dalam unit CPU atau disimpan dalam unit terpisah, tergantung pada pabrik pembuat sistem PLC.
Bagian Input/Output (I/O) terdiri dari modul input dan modul output. Sistem I/O membentuk perantara dengan peralatan-peralatan yang dihubungkan ke kontroler. Tujuan dari perantara ini adalah untuk mengkondisikan keadaan sinyal-sinyal yang diterima dari atau dikirim ke peralatan eksternal. Peralatan masukan (input) seperti tombol tekan (push buttons), limit switches, sensor, saklar pilih (selector switches) dan thumbwheel switches dihubungkan ke terminal pada modul masukan.
Peralatan keluaran (output) seperti motor berdaya kecil, motor starter, katup solenoida dan lampu indikator dihubungkan ke terminal pada modul keluaran. Peralatan-peralatan ini juga bisa berfungsi sebagai peralatan eksternal walaupun secara fisik dihubungkan dengan program pemakai internal, yang dapat menduplikasikan fungsi relai, timer dan counter.
a. Metode Pemograman
Metode pemograman dalam PLC adalah : 1) Diagram Tangga
Diagram tangga adalah satu kumpulan simbol instruksi yang digunakan untuk menciptakan program pengendali. Simbol-simbol instruksi tangga ini diatur untuk mendapatkan logika kendali yang diinginkan untuk dimasukkan ke dalam memori PLC. Karena kumpulan instruksi disusun dari simbol-simbol kontak, bahasa diagram tangga juga mengacu ke simbol-simbol kontak.
Perwakilan dari kumparan-kumparan dan kontak-kontak adalah dasar dari simbol-simbol kumpulan instruksi diagram tangga logika.
Simbol-simbol yang digunakan untuk menerjemahkan logika kendali relai ke logika simbol kontak,
2) Kode Mnemonik
Ada beberapa dua tipe masukkan program PLC yaitu dalam bentuk diagram tangga atau dengan bentuk kode mnemonik. Pemasukan kode mnemonik dapat dilakukan dengan Programming Console (Personal Computer). Kode
JURNAL TEKNIKA – Fakultas Teknik UNESA, Vol 9 NO 2, Agustus 2008, 97 – 103
99 mnemonik dipakai untuk menerjemahkan
diagram ladder dalam bahasa pemograman PLC.
1) Bahasa Pemograman PLC
Istilah bahasa pemograman PLC mengacu kepada metode bagaimana pemakai berkomunikasi dengan PLC. Dua struktur bahasa yang sangat umum adalah bahasa diagram tangga dan bahasa Boolean.
Meskipun struktur setiap bahasa sama dari satu model PLC ke model yang lain, ada perbedaan antara perusahaan pembuatnya dalam hal metode aplikasi. Bagaimanapun juga, perbedaan-perbedaan ini biasanya minim dan mudah untuk dimengerti.
b. LDR (Light Dependent Resistor) Dengan kemajuan teknologi elektronika saat ini telah ditemukan suatu jenis tahanan yang sangat peka terhadap cahaya yang dinamakan Light Dependent Resistor (LDR).
Konstruksi dan simbol dari LDR adalah seperti pada gambar 1.
1.a. 1.b.
Gambar 1.a. Konstruksi LDR Gambar 1.b. Gambar Simbol LDR
Sifat dari tahanan LDR ini adalah nilai tahanannya akan berubah apabila kena sinar atau cahaya. Pada cahaya yang gelap nilai tahanannya akan besar dan sebaliknya apabila kena cahaya terang nilai tahanannya akan menjadi kecil.
Jadi, besar kecilnya nilai tahanan LDR ini tergantung dari besarnya intensitas cahaya yang mengenai permukaannya.
Dengan adanya sifat seperti inilah, LDR sangat cocok dipergunakan sebagai sensor.
c. Seven Segment Display
Beberapa tampilan angka menggunakan konfigurasi seven-segment.
Setiap segmen terbuat dari material yang mengemisi cahaya apabila dilewati arus.
Material-material yang paling umum digunakan adalah Light Emitting Diode (LED) dan filamen pijar. Seven segment display merupakan tampilan tujuh buah segmen LED.
Tampilan LED Tujuh Segmen ditunjukkan oleh gambar 2.
Gambar 2. Tampilan Tujuh Segmen
d. Perancangan Program PLC
Adapun diagram alir dari prinsip kerja alat ini dapat dilihat pada gambar 3.
Saat catu daya dihidupkan maka PLC hidup dan mengaktifkan inverter, yang mana inverter telah diatur untuk frekuensi tertentu.
Dengan aktifnya inverter maka motor akan bekerja dengan kecepatan yang sesuai dengan frekuensi yang dibangkitkan. Dengan kondisi ini, maka kotak kecil yang berada di atas conveyor akan dikirim ke suatu tujuan yaitu kotak besat yang berkapasitas 20 buah kotak kecil.
Apabila kotak besar telah mencapai jumlah yang diinginkan maka inverter di-reset kembali ke kondisi awal dengan frekuensi tetap. Selama proses penggeseran kotak besar tersebut ke gudang penyimpanan maka timer bekerja untuk menghitung waktu yang dibutuhkan melakukan penggeseran tersebut. Dan hal ini berlanjut secara terus menerus sampai proses penghentian catu daya, dimana sistem secara keseluruhan tidak diaktifkan lagi.
3. Metode
Peralatan yang digunakan dalam penelitian ini berupa PLC, sensor, seven segment display (tampilan tujuh segmen).
Metode yang digunakan dalam penelitian ini berupa : membangun system, merancang program PLC, menguji program, membaca hasil pengujian/ pengamatan.
a b c d e f g
JURNAL TEKNIKA – Fakultas Teknik UNESA, Vol 9 NO 2, Agustus 2008, 97 – 103
Gambar 3. Diagram alir prinsip kerja alat Kotak yang dikirim, dibaca oleh
sensor. Sensor mengirim hasil pembacaannya ke pencacah (counter). Data dari pencacah dikirim ke seven segment display (tampilan tujuh segmen) sehingga seven segment display menampilkan hasil pembacaan dari counter.
Jika counter telah mencacah 20 kotak dan menampilkannya di seven segment display maka timer aktif selama 10 detik.
Saat timer aktif maka inverter tidak aktif dan conveyor berhenti bekerja. Demikian juga sensor, counter, seven segment display berhenti bekerja sampai dengan proses penghitungan timer selesai.
Tidak
Ya
Kotak dikirim
Baca Sensor
Counter menghitun
g
Tampilan Seven Segment
Timer 10 detik
End Start
Mengatur frekuensi
PLC
Motor Hidup
Conveyor bekerja
Apakaka h jumlah
kotak 20?
101 Pada saat yang sama, kotak diangkat
dan dipindahkan ke kotak yang lebih besar.
Pemindahan kotak yang kecil ke kotak yang lebih besar hanya berlangsung selama 10 detik, sesuai dengan lamanya timer
melakukan penghitungan. Setelah 10 detik maka inverter aktif kembali dan conveyor kembali bekerja.
Secara garis besar, sistem yang akan dibangun dapat dilihat pada gambar 4.
Gambar 4. Rangkaian lengkap sistem Alat ini dirancang untuk
memindahkan/ mengirimkan kotak kecil.
Kotak kecil dikirimkan satu persatu ke kotak yang lebih besar, dengan menggunakan sensor, counter, seven segment display dan timer. Kotak kecil yang harus diisi ke dalam kotak yang lebih besar adalah sebanyak 20 buah. Inverter digunakan untuk mengatur kecepatan yang
diinginkan. Namun dalam hal ini, tidak dibahas secara mendetail.
4. Hasil dan Pembahasan
Setelah program dijalankan maka diperoleh timing diagram untuk pengiriman kotak pertama sampai kotak keduapuluh, seperti pada gambar 5.
Gambar 5. Timing diagram pengiriman kotak ke-1 sampai ke-20 Berdasarkan timing diagram
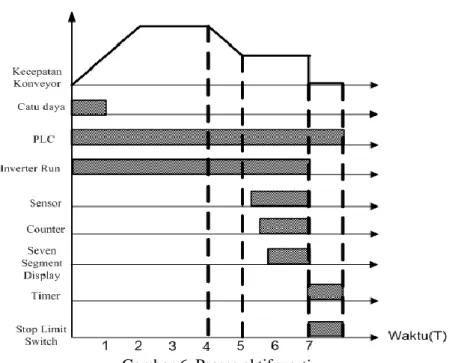
pengiriman kotak pertama sampai ke duapuluh seperti pada gambar 6, terlihat bahwa catu daya berfungsi sebagai clock sesaat untuk proses awal untuk mengaktifkan PLC dan inverter. Dimana catu daya ini mendapat suatu pengunci untuk mengaktifkan catu daya untuk inverter selama proses berjalan.
Dengan aktifnya catu daya pada saat bersamaan, PLC bekerja untuk memerintahkan seluruh proses, pada saat
itu juga inverter bekerja dengan pengaturan frekuensi yang telah ditetapkan.
Setelah selang beberapa waktu hingga kotak yang akan dikirim mencapai sensor maka pada saat itu, counter mulai menghitung hingga hitungan yang keduapuluh. Dimana proses penghitungan ini ditampilkan pada seven segment display.
Timing diagram setelah pengiriman kotak ke duapuluh untuk proses ini, inverter, sensor, counter, seven segment display tidak bekerja selama selang waktu pengaturan timer. Dalam hal ini, timer.
JURNAL TEKNIKA – Fakultas Teknik UNESA, Vol 9 NO 2, Agustus 2008, 97 – 103
diatur selama 10 detik, dimana waktu ini digunakan untuk menggeser kotak besar yang berkapasistas 20 kotak kecil. Proses
aktifnya timer, seperti terlihat pada gambar 6.
Gambar 6. Proses aktifnya timer
Dari gambar 6, terlihat bahwa pada saat timer bekerja (setelah pengiriman kotak ke duapuluh) maka inverter, motor, sensor, counter, seven segment display tidak bekerja. Proses ini berlanjut untuk setiap proses keduapuluh pembacaan counter, telah selesai dilakukan.
Berdasarkan uji simulasi time ladder yang dibangun, dapat memenuhi proses pengiriman kotak kecil ke dalam kotak besat yang berkapasistas 20 buah kotak kecil, melalui suatu conveyor yang menggunakan inverter, dapat berjalan sesuai dengan yang diinginkan.
5. Kesimpulan
Dari hasil penelitian ini diperoleh bahwa: proses pengiriman kotak yang pertama sampai keduapuluh dapat berjalan seperti yang terlihat pada timing diagram, proses pengiriman kelipatan duapuluh juga dapat berjalan sesuai dengan yang diharapkan, secara umum dapat disimpulkan bahwa mekanisme proses pengiriman barang yang diinginkan dapat berjalan sesuai dengan berjalan sesuai dengan yang diharapkan.
Daftar Pustaka
Marpaung, N. L., 2004, Analisa Penggunaan PLC Dalam Menentukan Temperatur Air, Laporan Penelitian UNRI, UNRI.
Wahyono, 2004, Rancang Bangun Penghitung Jumlah Barang Pada Proses Pengisian Mesin Pengepakan, Proyek Akhir Teknik Elektro UNRI, UNRI.
Salasih, Indah, 2005, Perencanaan Dan Pembuatan Lampu Penerangan Otomatis, Proyek Akhir Teknik Elektro UNRI, UNRI.
Rosadi, Febi, 2005, Pembuatan Alat Ukur Frekuensi Dengan Sistem Digital, Proyek Akhir Teknik Elektro UNRI, UNRI.
Marpaung, N. L., 2004, Analisa Rancangan Alat Pembaca KWH Meter Melalui Jaringan Telepon, Jurnal UNRI, UNRI.
103 Petruzella, D., F., 1989, Programmable
Logic Controllers, McGraw-Hill Book Company, United States of America.
Webb, Jhon and Greshock, Kevin, Industrial Control Electronics, Merrill – An Imprint of Macmillan Publishing Company, New York.
Parr, E., A., 1999, Programmable Controllers : An Engineer’s Guide, Second Edition, Planta Tree, Manchester.
Bishop O., 1995, Understand Electronics, Cetakan Pertama, Penerbit Butterworth Heinemann Ltd, Inggris.
Ceng G. L., MIEE, 1994, Pengujian Electronik Dan Diagnosa Kesalahan, Penerbit PT. Elex Media Komputindo, Jakarta.
Malvino, A. P., Leach, D. P., 1992, Prinsip- prinsip dan Penerapan Digital, Edisi Ketiga, Penerbit Erlangga.
Malvino, A. P., 1993, Elektronika Komputer Digital, Edisi Kedua, Penerbit Erlangga.
Shrader R. L., 1999, Komunikasi Elektronika, Edisi Lima Jilid 1, Penerbit Erlangga.