Pengaruh Feed rate Dan Putaran Spindle terhadap
Kekasaran Permukaan Benda Kerja Pada Mesin Cnc
Sinumerik 802D sl
Heri saputra
*1, Muhammad Hasan Albana,
*
Batam Polytechnics
Mechanical Engineering Study Program
Jl. Ahmad Yani, Batam Centre, Batam 29461, Indonesia
1
E-mail: heri [email protected]
Abstrak
Untuk mendapatkan hasil produk yang berkualitas dengan nilai jual yang tinggi dilakukan proses pemesinan yang baik. Kekasaran permukaan pada benda kerja adalah salah satu akibat yang disebabkan oleh kondisi proses pemesinan. Beberapa parameter yang berpengaruh terhadap kekasaran permukaan proses milling adalah kecepatan pemakanan, kecepatan spindle, feed rate, kedalaman pemakanan. selain parameter, material yang digunakan juga merupakan faktor yang mempengaruhi nilai jual suatu produk . salah satu material dengan harga dan kualitas tinggi adalah aluminium. material yang digunakan adalah aluminium dengan ukuran (51x51x23) mm. berdasrkan hasil uji facing dan finishing di dapatkan selisih(0.232 µm, 0.372 µm, 0.081 µm, 0.301 µm). Berdasarkan hasil uji yang terdapat pada diagram rata-rata semakin kecil spindel speed maka nilai kekasaran permukaan benda kerja semakin besar dan semakin besar spindle speed maka nilai kekasaran benda kerja semakin kecil.Semakin besar feedrate maka nilai kekasaran benda kerja semakin tinggi dan semakin kecil feedrate nilai kekasaran benda kerja semakin kecil. Dari data terrsebut dapat di simpulkan bahwa spindel speed yang tinggi dan feedrate yang rendah merupakan angka yang paling bagus untuk proses produksi.
Kata kunci: Kekasaran Permukaan, Alluminium, Kecepatan Spindle, Feedrate Abstract
To get a quality product with a high selling value, a good machining process is carried out. The surface roughness of the workpiece is one result due to the condition of the machining process. Some parameters that influence the surface roughness of the milling process are feed speed, spindle speed, feed rate, depth of cut. besides the parameters, the material used is also a factor that influences the selling value of a product. one material with high price and quality is alluminium. the material used is alluminium with a size (51x51x23) mm. based on the facing and finishing test results obtained the difference (0.232 µm, 0.372 µm, 0.081 µm, 0.301 µm). Based on the test results found in the diagram the average smaller spindle speed, the workpiece surface roughness value gets bigger and the bigger the spindle speed the workpiece roughness value gets smaller. The bigger the feedrate, the higher the workpiece roughness value and the smaller the feedrate value the roughness of the workpiece gets smaller. From the data, it can be concluded that high speed spindles and low feedrate are the best numbers for the production process.
1.
Pendahuluan
Saat ini, pesatnya perkembangan teknologi di dunia, menuntut perusahaan industri di bidang manufaktur harus mampu bersaing di berbagai faktor penting, seperti peningkatan kualitas produk, kecepatan proses produksi, biaya produksi yang terjangkau dan pembuatan produksi yang aman dan efektif. Oleh karena itu diperlukan mesin yang dapat menghasilkan produk yang berkualitas tinggi. Salah satu mesin yang memiliki
kualitas tinggi adalah mesin CNC (Computer
Numerically Control). Mesin CNC merupakan mesin dengan ketelitian tinggi, ketepatan dimensi, waktu produksi yang lebih cepat dan efektif dan produktivitas tinggi[1].
Dalam proses mesin cnc untuk memenuhi hasil pegerjaan produk yang berkualitas dipengaruhi beberapa parameter seperti cutting speed, federate, spindle speed dan depth of cut[2]. Kecepatan potong (cutting speed) merupakan kecepatan gerak putar pahat, yang dinyatakan dalam meter/menit. Feed rate merupakan arah lurus yang ditempuh pisau dengan laju konstan relatif terhadap benda kerja dalam satuan waktu, biasanya satuan gerak makan yang digunakan
adalah mm/menit. spindle speed adalah
kemampuan kecepatan putaran mesin dalam satu menit. Dan depth of cut biasanya ditentukan berdasarkan selisih tebal benda kerja awal terhadap tebal benda kerja akhir[2].
Berdasarkan hasil penelitian yang telah dilakukan Tri Ujan Nugroho dapat diambil kesimpulan bahwa semakin tinggi kecepatan pemakanan dan semakin lama waktu pemberian pendingin yang digunakan maka laju kenaikan suhu cutter, laju berat aus cutter, dan luas bidang aus cutter semakin tinggi[1].sedangkan hasil uji yang dilakukan oleh mujiono, dapat disimpulkan Dimana harga kecepatan pemakanan (feed rate) semakin besar maka semakin tinggi pula tingkat kekasarannya, sedangkan apabila kecepatan putaran spindel semakin tinggi maka tingkat kekasaran semakin rendah[3]. Berdasarkan hasil uji yang dilakukan mujiono, membuat penulis ingin mencoba melakukan analisa pengaruh feed rate dan spindle speed terhadap kekasaran benda kerja dengan material yang berbeda yaitu material alluminium.
2. Metodologi Penelitian
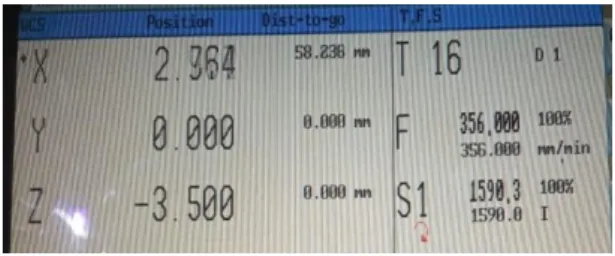
Penelitian ini dilaksanakan di laboratorium cnc politeknik negeri batam. pengujian di lakukan
dengan facing spindel speed 1590 rpm dan
feedrate 356 mm/min dengan dept of cut 3mm. Dan juga dilakukan finishing dengan spindle speed
2660 rpm dan 4000 rpm, beserta feedrate 383
mm/min dan 576 mm/min dengan dept of cut 0.5
mm. Dengan cutting speed 100 m/min dan 150 m/min beserta depth of cut 5mm [4]. Secara eksperimen untuk melakukan penelitian ini mengunakan beberapa alat dan juga bahan.
Tabel 1. Spesifikasi Mesin CNC SINUMERIK 802D sl
No Technical Data Unit
1 Electrical connection
Total driving power 14 kW 400V – 50 Hz
Cooland pump 200 watts
2 Milling capacity
Milling capacity
cutter head(max.) ǿ 63 mm
Milling capacity
end mill cutter (maxx.)
ǿ 20 mm
Milling feed 1-5000 mm/min.
Working range 410 mm
Fast motion 10000 mm/min.
3 Milling accuracy Repeating accuracy 0,006 mm Positioning accuracy 0,009 mm 6 Speeds Spindle speed 100 – 8000 rpm Driving motor 9kW
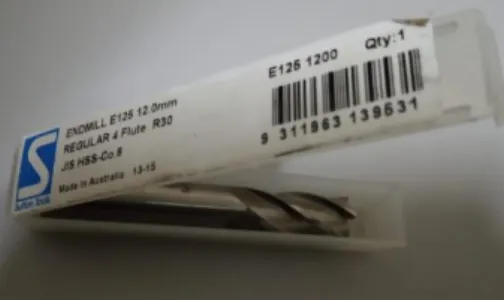
Gambar 1. Mesin CNC SINUMERIK 802D sl Alat potong yang digunakan pada proses pengujian ini adalah endmill sutton tool mata flute 4 diameter 12 mm bahan HSS. sedangkan pengukuran kekasaran permukaan benda kerja menggunakan surface roughness sj-310
Gambar 3. Surface roughness sj-310
iSaat melakukan proses permesinan
pemakanan pada mesin CNC milling 3 AXIS membutuhkan nilai parameter spindle speed dan juga feed rate dengan benda kerja yang di uji menggunakan rumus :
𝑛 =
vs.1000 𝜋.𝐷 . . . ( 1 ) keterangan: 𝑛 = putaran spindle (rpm) D = diameter cutter (mm) vs= kecepatan potong (m/menit) feedrate :𝑉𝑓 = Fz x z x n . . . ( 2 ) Keterangan :
fz = feed rate per tooth (mm/t) n = jumlah putaran (rpm)
Vf = feed rate per minute (mm/min) Z = number of teeth
Sumber : katalog sutton tools[5]
Bahan benda kerja yang di gunakan adalah aluminium dengan ukuran material (51x51x23) mm. Aluminium merupakan logam ringan yang mempunyai ketahanan korosi yang baik dan hantaran listrik yang baik [6].
Gambar 4. Dimensi benda kerja
Tahap eksperimen dalam penelitian ini dapat di jelaskan sebagai berikut:
Gambar 5. Flowchart
1. Menentukan benda kerja, bahan
benda kerja terbuat dari alluminium dengam diameter (51x51x23)mm. 2. Roughing, meratakan benda kerja
agar memiliki titik kekasaran yamg sama sebelum uji kekasaran.
3. Pengukuran setelah roughing,
mengukur dengan surface roughness
apakah benda kerja sudah pada kekasaran yang sama,jika sudah bisa di lanjut kan ke proses selanjutnya.
4. Exsperiment, melakukan experiment
dengan endmill diameter 12, dengan tiap benda kerja dilakukan 3 kali uji di setiap kecepatan spindel dan feed rate yang berbeda.
5. Pengukuran dengan surface
roughness setelah experiment.
6. Analisa dan kesimpulan, melakukan
analisa hasil uji surface roughness
3. Analisa Data dan Pembahasan
Proses pengukuran kekasaran dilakukan menggunakan Surface roughness tester Mitutoyo SJ-310. Proses pengukuran dilakukan dengan mengambil 3 sample titik pengerjaan yang berbeda disetiap benda uji coba, jadi setiap benda kerja di ukur di 3 titik yang berbeda dan diambil nilai rata ratanya. Proses pemakanan yang dilakukan adalah
proses facing dan finishing. Metode yang
digunakn untuk pemakanan adalah metode zig zag.
Sebelum melakukan pengukuran kekasaran
menggunakan surface roughness dilakukan facing
dan finishing terlebih dahulu. Facing
menggunakan dept of cut 3 mm sedangkan
finishing menggunakan dept of cut 0.5 mm. Proses Roughing
Proses facing bertujuan untuk menyamakan
nilai kekasaran ke-4 benda uji coba. Dimana ke-4 benda uji coba menggunakan endmill diameter 20 mm dengan spinndle speed 1590 Rpm, cutting speed 100 m/min dan feedrate 0.056 mm/tooth. Tabel 3. feedrate dalam satuan mm/tooth[5]
Sebelum melakukan proses permesinan kita harus mencari feedrate dalam satuan mm/min(Vf). Vf = fz x z x n
= 0.056 x 4 x 1590 = 356 mm/min
Setelah kita mendapatkan hasil Vf maka kita lakukan proses roughing.
Gambar 6. Proses permesinan zig zag
Gambar 7. Roughing dept of cut 3mm
Setelah dilakukan Roughing terhadap ke-4
benda ujicoba maka kita lakukan proses
pengukuran menggunakan surface roughness.
Dimana pengukuran ini bertujuan untuk menyamakan / tidak terlalu juah jarak nilai kekasaran permukaan bernda uji coba. Dimana
surface roughness yang digunakan kali ini memiliki ketelitian 0.003 µm. Paramter yang dipakai kali ini adalah Ra(nilai rata-rata) .
Tabel 4. Nilai harga kekasaran [7] KEKASARAN (Ra) KELAS KEKASARAN PANJANG SAMPEL (Ra) 50 25 N12 N11 8 12.5 6.3 N10 N9 2.5 3.2 1.6 0.8 0.4 N8 N7 N6 N5 0.8 0.2 0.1 0.05 N4 N3 N2 0.25 0.025 N1 0.08
Pengukuran dilakukan ke-4 benda uji coba dilakukan 3 kali pengukuran dan hasil ke 3 data
pengukuran di jumlahkan dengan cara
X
= ( X1+ X2 + X3 : 3 ) . sehingga di dapatkan nilai rata-rata yang di perlukan.
Tabel 5. Data hasil uji roughing surface roughness
X 1 X 2 X3 X
Benda 1 0.832 µm 0.707 µm 0.639 µm 0.726µm
Benda 2 0.506 µm 0.577 µm 0.554 µm 0.539 µm Benda 3 0.560 µm 0.518 µm 0.446 µm 0.508 µm Benda 4 0.433 µm 0.429 µm 0.493 µm 0.451 µm
Gambar 9. Rata-rata kekasaran roughing Proses finishing
Setelah di dapatkan hasil data untuk roughing
maka di lanjutkan finishing . Dilakukan finishing
menggunakan endmill Ǿ 12 mm dengan spinndle
speed 2660 rpm dan 4000 rpm, cutting speed 100
m/min dan 150 mm/min dan feedrate 0.056
mm/tooth. Sebelum eksekusi kita harus mencari
feedrate dalam satuan mm/min. Vf = fz x z x n = 0.056 x 4 x 2660 = 383 mm/min Vf 2 = fz x z x n = 0.056 x 4 x 4000 = 576 mm/min
Setelah hasil feedrate mm/min didapatkan maka dilakukan proses finishing.
Gambar 10. finishing dept cut 0.5mm
Finishing dilakukan 4 kali :
- S2660 Rpm dan F383 mm/min(benda 1)
- S2660 Rpm dan F576 mm/min(benda 2)
- S4000 Rpm dan F383 mm/min(benda 3)
- S4000 Rpm dan F576 mm/min(benda 4)
Setelah dilakukan finishing maka selanjutnya dilakukan proses pengukuran menggunakan
surface roughness. Dimana pengukuran setiap benda ujicoba dilakukan 3 kali pengujian.
Cara pengambilan data surface roughness
Tabel 6. hasil uji finishing
X1 X2 X3 X Benda 1 0.499 µm 0.526 µm 0.446 µm 0.494 µm Benda 2 0.882 µm 0.873 µm 0.8777 µm 0.911 µm Benda 3 0.547 µm 0.601 µm 0.618 µm 0.589 µm Benda 4 0.720 µm 0.752 µm 0.784 µm 0.752 µm 0.726 0.539 0.508 0.451 0 0.2 0.4 0.6 0.8 Benda 1 Benda 2 Benda 3 Benda 4 Rata-rata (µm) X-BAR Pengujian1 Pengujian 2 Pengujian 3
Gambar 11. Rata-rata finishing Tabel 7. Selisih kekasaran facing dan finishing
Roughing Finishing Selisih Benda 1 0.726 µm 0.494 µm 0.232 µm Benda 2 0.539 µm 0.911 µm 0.372 µm Benda 3 0.508 µm 0.589 µm 0.081 µm Benda 4 0.451 µm 0.752 µm 0.301 µm
Gambar 12. Perbandingan Rerata Hasil Proses Facing dan Finishing
Gambar 13. Selisih kekasaran permukaan Dari diagram diatas sapat di simpulkan bahwa
spindle speed terkecil dan feedrate terbesar memiliki nilai kekasaran paling tinggi dan sebaliknya spindle speed terbesar dan feedrate
terkecil lah yang memiliki nilai kekasaran rendah dan juga berdasarkan urutan kekasarannya pada
diagram feedrate merupakan parameter yang
paling berpengaruh terhadap nilai kekasaran benda kerja.
4. Kesimpulan
1. Berdasarkan hasil uji yang terdapat pada
diagram rata-rata semakin kecil spindel speed maka nilai kekasaran permukaan benda kerja semakin besar dan semakin besar spindle speed maka nilai kekasaran benda kerja semakin kecil.
2. semakin besar feedrate maka nilai
kekasaran benda kerja semakin tinggi dan semakin kecil feedrate nilai kekasaran benda kerja semakin kecil.
3. Dari data diagram di atas dapat
disimpulkan bahwa parameter yang paling berpengaruh terhadap nilai kekasaran benda kerja adalah feedrate. 4. Jadi niali kekasaran spindel speed kecil
dan feedrate besar merupakan kondisi yang paling cocok untuk produksi.
5
Daftar Pustaka
[1] Nugroho, Tri Ujan dan Saputro, Herman.,
Estiyanto, Yuyun. “Pengaruh Kecepatan Pemakanan Dan Waktu Pemberian Pendingin Terhadap Tingkat Keausan
Cutter EndMill Hss Hasil Pemesinan Cnc Milling Pada Baja ST 40”, Nosel, Vol.1, No.1, Hal.79-89, 2012.
[2] Yudhyadi., Rachmanto, Tri dan
Ramadan, Dedi, Adnan, “Optimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman Cnc Milling Dengan Berbasis Cad/Cam”, Dinamika Teknik Mesin, Vol.6, No 1. Hal.38-50, 2016.
[3] Mujiono. “Pengaruh Kecepatan
Putaran Spindel Dan Kecepatan
Pemakanan Terhadap Kekasaran
Permukaan Baja Ems 45 Pada Proses
End Milling Surface”, Under Graduates Thesis. Fakultas Teknik Universitas Negeri Semarang, 2016.
[4] Juth, Hermawan., Ccharkus,Eduard.,
Westermen Tables, Hal.100-105, 1966.
0.494
0.911
0.589 0.752
Benda 1 Benda 2 Benda 3 Benda 4 Rata-rata (µm) 0.726 0.53 9 0.50 8 0.45 1 0.49 4 0.91 1 0.58 9 0.75 2 B E N D A 1 B E N D A 2 B E N D A 3 B E N D A 4 Roughing (µm) Finishing (µm) 0.232 0.372 0.081 0.301
benda 1 benda 2 benda 3 benda 4 Selisih (µm)
[5] https://vdocuments.mx/49998033911asia -applicationguide.html, Hal.459.
[6] Surdia, Tata., Saito, Shinroku.
“Pengetahuan Bahan Teknik”, PT. Pradnya Paramita, 2004.
[7] Atedi, Bimbing dan Agustono
Djoko, ”Standar Kekasaran Permukaan Bidang Pada Yoke Flange Menurut Iso R.1302 Dan Din 4768 Dengan Memperhatikan Nilai Ketidakpastian nya”, “Media Mesin”, Volume 6 No.2, ISSN 1411-4348, 2005.
![Tabel 4. Nilai harga kekasaran [7] KEKASARAN (Ra) KELAS KEKASARAN PANJANG SAMPEL (Ra) 50 25 N12 N11 8 12.5 6.3 N10 N9 2.5 3.2 1.6 0.8 0.4 N8 N7 N6 N5 0.8 0.2 0.1 0.05 N4 N3 N2 0.25 0.025 N1 0.08](https://thumb-ap.123doks.com/thumbv2/123dok/3774726.2467586/4.892.476.754.722.1135/tabel-nilai-kekasaran-kekasaran-kelas-kekasaran-panjang-sampel.webp)