V. HASIL DAN PEMBAHASAN
5.1 Magang
5.1.1 Toyota Internship Program
Program magang yang dilakukan oleh PT. TMMIN merupakan salah satu metode dalam perekrutan karyawan. Secara keseluruhan metode yang digunakan PT. TMMIN dalam menjaring calon karyawannya adalah sebagai berikut:
a) Langsung.
Pada metode perekrutan ini calon karyawan mendaftar secara langsung ke pihak perusahaan. Para calon karyawan ini mendapatkan informasi melalui berbagai media massa ataupun sumber-sumber lainnya. Umumnya para calon karyawan ini cukup menyerahkan surat lamaran dan berkas-berkas yang diperlukan kepada Human Resources Department (HRD) PT. TMMIN. Selanjutnya pelamar yang lolos dari seleksi administrasi akan dihubungi oleh pihak perusahaan terkait proses seleksi berikutnya. Metode ini merupakan metode yang paling banyak digunakan PT. TMMIN.
b) Kerjasama dengan perguruan tinggi.
Perekrutan dilakukan melalui perguruan tinggi yang dianggap berkompetensi sesuai kebutuhan PT. TMMIN. Sasaran perekrutan ini adalah para mahasiswa, baik yang belum maupun yang baru saja lulus (fresh graduate). Melalui metode ini diharapkan mendapat bibit-bibit yang bermutu dan mampu bersaing.
c) Internship program.
Internship program atau yang lebih dikenal dengan sebutan magang, merupakan kerjasama pihak perusahaan dengan perguruan tinggi yang saling menguntungkan. Pihak perguruan tinggi dapat memperkenalkan dan mendekatkan diri dengan pihak perusahaan serta memperoleh masukan/pertimbangan bagi penyusunan kurikulum sebagai upaya peningkatan kualitas pendidikan yang sesuai dengan kemajuan ilmu pengetahuan dan teknologi serta kebutuhan pihak perusahaan sebagai pengguna. Bagi pihak perusahaan, mahasiswa tersebut diharapkan mampu memberikan inovasi maupun improvement untuk meningkatkan unjuk kerja perusahaan tersebut. Bagi mahasiswa yang mendaftar program ini, akan melalui serangkaian seleksi sebagai mana proses perekrutan yang lain.
PT. TMMIN memiliki dua program dalam magang, yaitu Internship Program for
University Student (IPUS) dan Internship Program for Academic Student (IPAS). IPUS
merupakan program magang yang ditujukan pada mahasiswa tingkat sarjana, sedangkan IPAS dikhususkan pada mahasiswa diploma. Baik IPUS maupun IPAS memiliki masa kontrak kerja yang sama, yaitu tiga atau enam bulan. Perpanjangan masa kontrak ini dimungkinkan jika pihak perusahaan masih membutuhkan keberadaan mahasiswa tersebut atau terdapat permintaan khusus dari pihak perguruan tinggi. Bagi mahasiswa yang mendapat rekomendasi dari mentor atau atasannya selama magang dapat melamar sebagai karyawan di PT. TMMIN. Sesuai dengan surat kontrak yang diterima mahasiswa, pelaksanaan program magang melalui jalur IPUS ini dimulai pada tanggal 8 Maret selama 3 bulan hingga 7 Juni 2010. Namun untuk memenuhi persyaratan akademik magang dari pihak perguruan tinggi, maka jangka waktu tersebut diperpanjang menjadi 4 bulan dan pelaksanaan magang berakhir pada tanggal 9 Juli 2010. Pada
program magang ini, mahasiswa ditempatkan di Human Resources Division pada Seksi Komunikasi, Departemen Industrial Relations. Jadwal kegiatan IPUS secara umum dan detail masing-masing tercantum pada Lampiran 2a dan 2b serta Action Plan mahasiswa tersaji dalam Lampiran 3.
5.1.2 Human Resources Division
Human Resource Division memiliki 5 departemen, yaitu, Human Resource Planning and
Development Department, Toyota Trainning Center Department (TTC), Remuneration and Data Center Department, Medical Care Department (MC), dan Industrial Relations Department (IR).
Masing-masing departmen memiliki fungsi pokok yang berbeda,tetapi mempunyai satu komitmen dan tujuan yang sama, yaitu, meningkatkan produktivitas kerja, baik kualitas maupun kuantitas, agar sesuai dengan standar kinerja yang diterapkan oleh perusahaan.
Human Resource Planning and Development Department (HRPD) merupakan departemen
yang bertanggung jawab dalam merencanakan dan membangun sumber daya manusia yang berkualitas, serta menyeleksi dan menerima karyawan sesuai kebutuhan organisasi. Pada HRPD terdapat empat bagian, yaitu Career and Organization Development Section, Recruitment and
University Relationship Section, Staffing Section, TNA and Performance Management Section. Toyota Training Center Department (TTC) adalah departemen dalam HRD yang
bertanggung-jawab dalam melatih kemampuan karyawan dengan ketrampilan yang dimiliki agar menghasilkan karyawan yang produktif. Sasaran pelatihan adalah tenaga kerja dapat menguasai tugas dan tanggung jawab, serta mampu mencapai target yang ada. Pada TTC terdapat empat (section) seksi, yaitu
Administration and Overseas Training Section, Shop Floor Training and Safety Training Section, Middle Management and Leadership Training Section, dan Quality Control Development and Culture Training Section.
Remuneration and Data Center Department (REM) adalah departemen di HRD yang
bertanggung-jawab atas berbagai hal yang berhubungan dengan pembayaran dan penyimpanan berbagai data tenaga kerja. Pembayaran tersebut meliputi gaji, pajak dan jamsostek, pinjaman, asuransi, kesejahteraan karyawan, serta kebijakan lain yang berhubungan dengan biaya tenaga kerja. Sedangkan data yang disimpan dan dijaga adalah seluruh data yang berkaitan dengan tenaga kerja, seperti berkas-berkas lamaran, surat kontrak, hasil pemeriksaan kesehatan, serta bukti-bukti pembayaran gaji karyawan. Pada REM terdapat tiga seksi, yaitu Reward, Policy and System Section, HR Services Benefit and Welfare Section dan Data Management and System and Payroll Section.
Medical Care Department (MC) merupakan departemen yang bertanggung jawab dalam
menangani berbagai masalah terkait kesehatan karyawan. Permasalahan tersebut mencangkup monitoring dan perawatan kesehatan, opname, pemeriksaan fisik, penyediaan fasilitas kesehatan, kampanye kesehatan, serta penanganan penyakit. MC bekerja sama dengan beberapa rumah sakit untuk memberikan penanganan dan perawatan kepada karyawan maupun keluarganya yang sakit atau mengalami kecelakaan. Pada Medical Care Departement, terdapat tiga seksi, yaitu Medical Service
Section, Medical Promotion Section, dan Medical Treatment Section.
Industrial Relations Department (IR) menjadi jembatan penghubung antara karyawan dan
serikat pekerja dengan pihak perusahaan, guna menciptakan hubungan yang harmonis satu sama lain. Pada IR terdapat 5 seksi, yaitu Administration and Event Section, Employment Regulation Section,
Communication Section, Supplier Support Section, dan HR Representative Section.
5.1.3 Seksi Komunikasi, Departemen Industrial Relations
Hubungan industrial adalah suatu sistem penghubung yang terbentuk antara pelaksana dalam proses produksi barang-barang dan jasa, yaitu unsur perusahaan, pekerja dan pemerintah, dan didasari
UU no. 13 tahun 2003. Lingkup hubungan industrial adalahmasalah ekonomi, sosial, kebijakan, dan budaya, baik yang terkait secara langsung maupun tidak langsung pada para karyawan dan pengusaha. Fungsi Hubungan Industrial secara umum adalah menjamin kelancaran produksi, mewujudkan dan menjaga ketenangan di tempat kerja, serta mencegah dan menghindari munculnya konflik.
Keharmonisan dalam hubungan industrial ini menjadi tanggung jawab dari Industrial Relations
(IR) Department. Segala upaya dilakukan untuk menjaga kestabilan lingkungan kerja yang kondusif,
mulai dari penyelenggaraan berbagai kegiatan yang mempererat rasa kekeluargaan, hingga pengadaan berbagai saluran komunikasi. Seluruh upaya tersebut dipegang oleh lima seksi dalam Departemen IR, seperti yang telah disebutkan sebelumnya.
Salah satu seksi dalam Departemen IR tersebut adalah Seksi Komunikasi. Seksi ini bertanggung jawab dalam penyelenggaraan saluran komunikasi di PT. TMMIN. Saluran komunikasi tersebut selain menjaga lingkungan kerja yang kondusif, juga menjadi sarana penyalur berbagai informasi, baik dari maupun untuk karyawan atau pihak manajemen perusahaan. Wujud dari saluran komunikasi tersebut adalah media cetak dan forum.
Media cetak yang digunakan oleh Seksi Komunikasi adalah majalah dinding dan majalah internal PT. TMMIN. Majalah dinding digunakan untuk menyampaikan berbagai informasi, diantaranya yaitu kegiatan perusahaan, perlombaan, peraturan baru, dan berbagai pengumuman lainnya. Majalah dinding ini ditempatkan pada papan pengumuman yang telah tersedia di beberapa sudut bangunan, seperti lift, kantin dan masjid. Media cetak lainnya yaitu majalah “INFO”. Majalah internal PT. TMMINI ini terbit setiap tiga bulan sekali. Majalah ini menginformasikan berbagai hal terkait perusahaan, mulai dari kondisi bisnis PT. TMMIN, profil karyawan hingga beberapa berita Tanah Air. Selain menggunakan media cetak, Seksi Komunikasi juga menggunakan email internal untuk menyampaikan informasi yang bersifat penting lebih cepat tersampaikan.
Sangat beragam forum komunikasi yang dijalankan oleh Seksi Komunikasi. Beberapa forum tersebut adalah forum bipartit, Personal Touch Activity (PTA), Free Talk (FT), Human Relation
Program (HRP), Division Commucation Forum, Business Communication, dan Managers Forum.
Peran masing-masing forum berbeda, tetapi seluruhnya memiliki satu tujuan utama sebagaimana tujuan dari IR, yaitu mempererat kekeluargaan antara karyawan dengan pihak manajemen perusahaan serta mengatasi berbagai masalah secepat mungkin sehingga dapat mewujudkan keharmonisan dalam hubungan industrial.
Selama program magang ini, mahasiswa melakukan beberapa pekerjaan sesuai dengan penempatannya di Seksi Komunikasi, Departemen Industrial Relations. Pekerjaan-pekerjaan yang dilakukan dan melibatkan mahasiswa tersebut adalah sebagai berikut:
a) Forum Bipartit
Forum bipartit adalah forum komunikasi, konsultasi dan musyawarah antara manajemen perusahaan dan pekerja yang diwakili oleh serikat pekerja untuk membahas dan membicarakan masalah-masalah hubungan industrial dan kondisi kerja pada umumnya. Forum bipartit pada awalnya dibentuk pada saat perusahaan melakukan suatu proses bisnis yang kritis, yaitu
merger empat perusahaan dengan latar belakang yang sangat berbeda antara satu dengan
lainnya, menjadi satu perusahaan, yaitu PT. Toyota-Astra Motor yang pada tahun 2003 berubah menjadi PT. TMMIN.
Forum bipartit di PT. TMMIN menjadi salah satu sarana pembinaan hubungan industrial yang sangat vital demi kelangsungan perusahaan melalui penyamaan pemahaman dan pelaksanaan peraturan atau ketentuan-ketentuan yang berlaku di dalam perusahaan. Selain itu, Forum bipartit berusaha untuk terus memelihara dan meningkatkan pengembangan motivasi, partisipasi dan produktivitas kerja sebagai salah satu sarana dalam memelihara
peningkatan komunikasi antara perusahaan dan pekerja yang diwakili oleh Serikat Pekerja, juga menunjang peningkatan disiplin dan etos kerja.
Pekerjaan-pekerjaan yang terkait dengan forum bipartit adalah pengarsipan laporan pelaksanaan forum, pendataan absensi dan masalah, pembuatan mekanisme penyelesaian masalah dalam forum bipartit, serta penyusunan buku pedoman pelaksanaan forum bipartit.
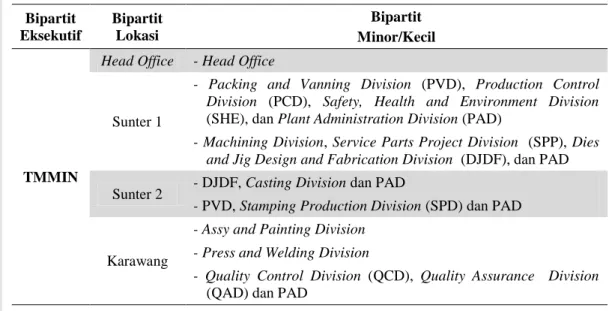
Pengarsipan laporan pelaksanaan forum bipartit dilakukan untuk memudahkan pelacakan dokumen jika sewaktu-waktu dibutuhkan. Pengarsipan ini dilakukan dengan mengkategorikan laporan-laporan tersebut sesuai tahun pelaksanaan dan jenis forum. Untuk kategori tahun pelaksanaan, laporan yang diarsipkan terbagi menjadi 2 yaitu 2009 dan 2010. Sedangkan berdasarkan jenisnya terbagi menjadi 13 forum yang terbagi dalam 3 level, yang dapat terlihat pada Tabel 4.
Tabel 4. Forum Bipartit di PT.TMMIN
Bipartit Eksekutif Bipartit Lokasi Bipartit Minor/Kecil TMMIN
Head Office - Head Office
Sunter 1
- Packing and Vanning Division (PVD), Production Control Division (PCD), Safety, Health and Environment Division
(SHE), dan Plant Administration Division (PAD)
- Machining Division, Service Parts Project Division (SPP), Dies and Jig Design and Fabrication Division (DJDF), dan PAD
Sunter 2 - DJDF, Casting Division dan PAD
- PVD, Stamping Production Division (SPD) dan PAD
Karawang
- Assy and Painting Division - Press and Welding Division
- Quality Control Division (QCD), Quality Assurance Division
(QAD) dan PAD
Pendataan pelaksanaan dan masalah-masalah yang diangkat dalam forum merupakan rangkaian pekerjaan dalam pelaporan bulanan oleh Seksi Komunikasi. Pendataan ini bertujuan meninjau pelaksanaan forum bipartit, baik dari segi keterlaksanaan forum, kehadiran peserta maupun permasalahan yang diangkat.
Pembuatan mekanisme penyelesaian masalah bertujuan memudahkan penanganan permasalahan yang diangkat pada forum. Dimana sebelumnya belum ada mekanisme tertulis yang mengatur hal tersebut. Dalam mekanisme ini ditunjukkan alur proses masalah diselesaikan, mulai dari diangkatnya dalam forum hingga diskusi dengan pihak-pihak terkait serta membawanya ke level forum bipartit yang lebih tinggi untuk permasalahan yang penting. Mekanisme penyelesaian masalah dalam forum bipartit ini tersaji dalam Lampiran 4.
Penyusunan buku pedoman pelaksanaan forum bipartit berlatar belakang beberapa hal, seperti pelaksanaan forum yang tidak tertib sesuai jadwal, tingkat kehadiran yang rendah pada beberapa forum dan forum yang menjadi ajang keluh kesah. Dengan adanya buku pedoman ini diharapkan dapat melengkapi panduan pelaksanaan forum yang telah ada sehingga forum bipartit dapat berfungsi sesuai dengan yang diharapkan, yaitu sebagai wadah komunikasi yang efektif antara pihak manajemen perusahaan dengan para karyawan yang diwakili oleh Serikat Pekerja. Buku pedoman ini disajikan pada Lampiran 5 dan Toyota Business Practices untuk penyusunannya terdapat pada Lampiran 6.
b) Revitalisasi Personal Touch Activity (PTA), Free Talk (FT) dan Human Relation Program (HRP)
PTA, FT dan HRP merupakan bagian dari saluran komunikasi di PT. TMMIN. Ketiganya bertujuan menciptakan hubungan kerja yang harmonis, baik di tingkat departmen, divisi maupun pada tingkat manajerial. Revitalisasi ini dilakukan karena dirasakan adanya perbedaan dalam pelaksanaannya dengan ketentuan-ketentuan yang telah ditetapkan. Perbedaan tersebut terletak pada aspek kepesertaan, ruang lingkup dan waktu penyelenggaraan. Dalam program Revitalisasi PTA, FT dan HRP, mahasiswa yang bersangkutan turut serta dalam beberapa meeting koordinasi dan bertugas sebagai notulen.
c) IR Meeting
IR meeting adalah pertemuan rutin dalam IR yang diselenggarakan tiap minggu. Dalam pertemuan ini setiap seksi melaporkan hasil yang diraih atau proses-proses yang telah dilakukan selama seminggu berjalan serta target atau proses untuk ke depannya. Selain itu, informasi-informasi dari Division Forum dan Board of Director Forum juga dikomunikasikan dalam pertemuaan ini. Pertemuan ini rutin dilaksanakan setiap hari Jumat mulai pukul 08:00 hingga 10:00 WIB. Mahasiswa yang bersangkutan selalu turut serta dalam pertemuan ini dan beberapa kali mempresentasikan materi atau proyek yang dikerjakan.
d) Divisions Commucation Forum
Divisions Communication Forum merupakan forum komunikasi diantara seluruh
manajer divisi yang terdapat di PT. TMMIN. Dalam forum ini diinformasikan berbagai hal, seperti kondisi dan jumlah produksi, peraturan dan kebijakan baru, kegiatan perusahaan, prospek bisnis perusahaan, serta peraturan dan kebijakan pemerintah terkait industri otomotif. Forum ini diselenggarakan setiap bulannya. Selain manajer divisi, beberapa direktur juga hadir dalam forum ini untuk berbagi informasi. Dalam forum ini, mahasiswa yang bersangkutan turut ikut serta dalam forum dan bertugas mempersiapkan daftar hadir, ruangan dan fasilitas yang digunakan, serta sebagai notulen.
e) Business Communication
Business Communication adalah saluran komunikasi yang dilakukan untuk memberikan
berbagai informasi terkait kondisi pasar otomotif global dan domestik, kondisi bisnis TMC dan PT. TMMIN serta informasi-informasi penting lainnya. Informasi ini diberikan kepada seluruh tenaga kerja di PT. TMMIN, mulai dari operator hingga top management. Tujuan dari Business
Communication ini adalah berbagi informasi untuk membangun pemahaman tentang
lingkungan bisnis saat ini dan isu-isu tentang perusahaan, serta meningkatkan partisipasi seluruh tenaga kerja dalam mewujudkan prioritas Toyota Global dan PT. TMMIN. Business
Communication ini diselenggarakan dua kali dalam setahun. Dalam program ini, mahasiswa
yang bersangkutan turut serta dalam meeting koordinasi, persiapan materi, notulen beberapa forum, dan perekapan hasil survei terkait Business Communication ini.
f) President Open House
President Open House adalah forum informal yang baru sekali diselenggarakan. Forum
ini diselenggarakan atas permintaan langsung dari Presiden Direktur PT. TMMIN, Masahiro Nonami. Tujuan dari open house ini adalah mempererat rasa kekeluargaan diantara jajaran direksi dan manajer divisi yang mayoritas adalah orang pribumi. Mahasiswa yang bersangkutan turut serta dalam meeting koordinasi persiapan acara ini dan mempersiapkan beberapa fasilitas yang akan digunakan.
5.1.4 Toyota Businees Practices (TBP)
Toyota memiliki suatu budaya yang berlaku di seluruh perusahaan Toyota di seluruh dunia yang disebut Toyota Way.Sehingga Toyota Way dapat dikatakan sebagai media pemersatu seluruh tim toyota dengan berbagai budaya diseluruh dunia. Toyota way menyampaikan nilai dan tindakanyang berlaku kepada seluruh tim Toyota dalam melaksanakan pekerjaannya. Oleh kerena itu, dikembangkan Toyota Business Practices (TBP) sebagai sarana untuk menerapkan Toyota Way secara jelas dalam pekerjaan sehari-hari.
TBP merupakan pola sistematis proses kerja yang mengintegrasikan kebijaksanaan dari semua anggota Toyota dalam mengejar pertumbuhan secara terus-menerus. Oleh karena itu, penyelesaian permasalahan dalam Toyota dilakukan secara sistematis, agar pada akhirnya setiap hasil dari suatu proses dapat diikuti dan dicontoh. Untuk menjadi suatu perusahaan yang menarik bagi masyarakat, Toyota selalu melanjutkan perkembangannya dengan menerapkan TBP untuk memecahkan suatu masalah. TBP terdiri dari 8 tahap yang dikelompokkan kedalam 4 tahap (PDCA), yaitu : Plan (klarifikasi problem, breakdown problem, tentukan target, analisa root cause, membuat rencana
countermeasure), Do (pelaksanaan countermeasure), Check (evaluasi hasil dan proses), serta Action
(standarisasi).
Berikut ini adalah penjelasan masing-masing tahap TBP beserta hasil yang diperoleh mahasiswa dengan topik TBP yaitu forum bipartit.
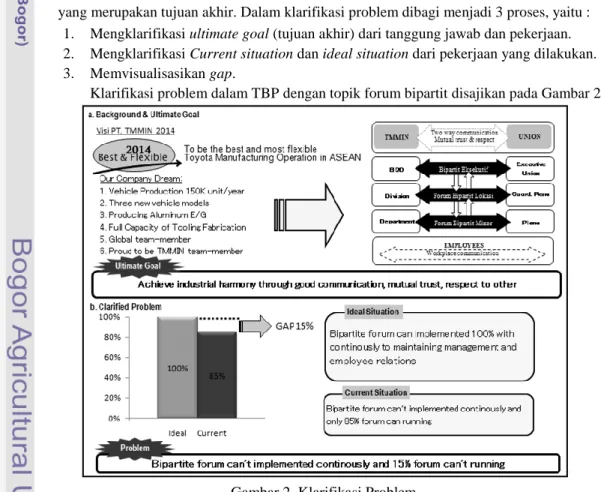
a) Klarifikasi Problem
Tujuan dari klarifikasi problem adalah membuat permasalahan-permasalahan menjadi jelas. Permasalahan digambarkan dalam bentuk sebuah celah (gap) antara situasi saat ini dengan situasi ideal (keadaan yang diharapkan). Celah tersebut diperoleh dengan membandingkan Current situation (situasi saat ini) dan ideal situation (situasi seharusnya) yang merupakan tujuan akhir. Dalam klarifikasi problem dibagi menjadi 3 proses, yaitu :
1. Mengklarifikasi ultimate goal (tujuan akhir) dari tanggung jawab dan pekerjaan. 2. Mengklarifikasi Current situation dan ideal situation dari pekerjaan yang dilakukan. 3. Memvisualisasikan gap.
Klarifikasi problem dalam TBP dengan topik forum bipartit disajikan pada Gambar 2.
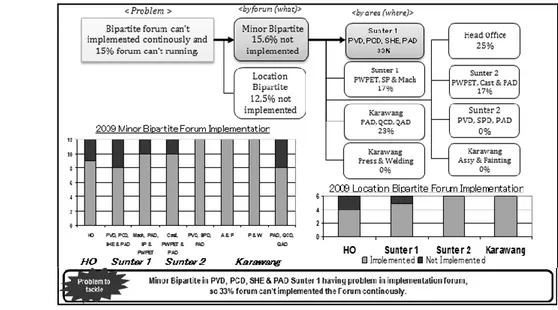
b) Breakdown Problem
Problem (gap) antara ideal situation dan current situation, biasanya besar dan samar karena tersusun dari problem-problem kecil. Sehingga sangat sulit untuk menemukan root
cause (akar permasalahan) maupun pemecahannya. Diharapkan dengan melakukan breakdown problem akan ditemukan akar permasalahannya secara efektif dan efisien. Setelah melakukan breakdown problem, memilih problem berdasarkan prioritas, kemudian melihat proses untuk
menemukan point of occurence (letak permasalahan) melalui genba genchi genbutsu (pada tempatnya, pergi ketempat kejadian, melihat langsung pada faktanya) dengan mengumpulkan fakta-fakta secara kualitatif dan kuantitatif. Problem yang diperoleh pada point of occurence disebut problem to tackle. Gambar 3 menyajikan tahap breakdown problem dengan topik forum bipartit sesuai dengan yang ditangani mahasiswa.
Gambar 3. Breakdown Problem
c) Penentuan Target
Penggunaan Specific, Measurable, Achievable, Reasonable, Time base (SMART) bertujuan untuk membantu penentuan target. Ada beberapa acuan yang secara umum digunakan sebagai dasar penentuan target, yaitu :
1. Target yang ditetapkan perusahaan 2. Target customer
3. Kondisi terbaik yang pernah dicapai 4. Hasil dari analisa
5. Kesepakatan bersama tanpa didukung data akurat
Dalam menentukan target terdapat dua tipe target, yaitu target kuantitatif dimana dapat dijabarkan dengan jumlah konkrit dan target kualitatif dimana sulit untuk dijabarkan. Sebagai contoh, target kuantitatif mencakup jumlah penjualan mobil, persentase cost reduction, atau
lead time. Sedangkan target kualitatif mencakup pengetahuan manusia, tingkat skill, tingkat
kepuasan, brand image dan struktur bisnis.
Target yang ditentukan dalam TBP dengan topik forum bipartit ini adalah seluruh forum bipartit dapat berjalan secara terus-menerus.
d) Analisa Root Cause
Dari masalah-masalah yang lebih kecil pada tahap 2, dilakukan analisa root cause. Untuk menemukan root cause diperlukan investigasi secara terus-menerus dengan melakukan
genba genchi genbutsu. Analisa root cause tersaji pada Gambar 4.
Gambar 4. Analisa Root Cause
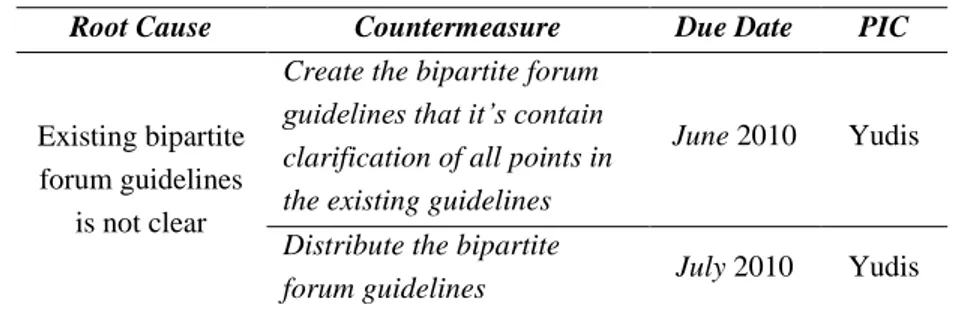
e) Membuat Rencana Countermeasure
Untuk mempermudah dalam membuat rencana penanggulangan digunakan analisa 5W 1H yaitu what, why, where, when, who, dan how. Tabel 5 menyajikan tahap rencana penanggulangan dalam topik forum bipartit.
Tabel 5. Rencana Countermeasure
Root Cause Countermeasure Due Date PIC
Existing bipartite forum guidelines
is not clear
Create the bipartite forum guidelines that it’s contain clarification of all points in the existing guidelines
June 2010 Yudis
Distribute the bipartite
forum guidelines July 2010 Yudis
f) Pelaksanaan Countermeasure
Countermeasure (penanggulangan) dilaksanakan sesuai rencana yang telah dibuat pada
langkah 5 (membuat rencana countermeasure). Telah dilakukan koordinasi dengan pihak-pihak yang terkait dengan masalah ini. Kemudian dilakukan evaluasi terhadap hasil tiap sub-aktivitas. Tahap pelaksanaan penanggulangan tersebut disajikan pada Tabel 6.
Tabel 6. Pelaksanaan Countermeasure
Countermeasure Due Date PIC Support Result
Create the bipartite forum guidelines that it’s contain clarification of all points in the existing guidelines
June 2010 Yudis IR
Dept. 75%
Distribute the bipartite
forum guidelines July 2010 Yudis
IR
Dept. 0%
g) Evaluasi hasil dan proses
Dalam langkah ini dilihat hasil total yang telah dicapai. Selain itu dilihat juga dampak yang ditimbulkan dari aktivitas dalam penyelesaian masalah ini terhadap faktor-faktor lainnya. Evaluasi tersebut disajikan pada Tabel 7.
Tabel 7. Evaluasi
Item Current Ideal Evaluation
Guidance Draft Ready to printing 75%
SOP Settlement Issue Finish Finish 100%
h) Standardisasi
Bila dari hasil evaluasi diperoleh bahwa rencana tercapai maka dibuat standarisasi dari sistem tersebut. Bila dari hasil evaluasi ternyata ada penyimpangan, maka dibuat tindakan koreksi dari pemecahan masalah ini. Dalam melakukan standarisasi terdapat tiga proses yang perlu dilakukan, yaitu menetapkan keberhasilan sebagai standar yang baru (standarisasi),
sharingyokoten (keberhasilan), dan memulai keizen (perbaikan) selanjutnya. Pada TBP yang
dikerjakan oleh mahasiswa belum dilakukan standarrisasi karena buku pedoman pelaksanaan forum bipartit yang dihasilkan masih berupa usulan sehingga belum disosialisasikan pada anggota forum.
5.1.5 Manfaat Magang Bagi Mahasiswa
Selama menjalani program magang selama 4 bulan, banyak pengalaman yang diperoleh mahasiswa. Pengalaman tersebut diantaranya adalah wawancara kerja untuk pertama kalinya, menghadiri rapat dengan para direksi dan manajer, berkontribusi dalam kegiatan atau acara yang diadakan oleh divisi, bertanggung jawab terhadap proyek yang diterima, serta meninjau langsung proses produksi. Dari pengerjaan TBP, manfaat yang dirasakan adalah meningkatkan kemampuan dalam mengidentifikasi, menganalisa, merumuskan, serta menemukan alternatif penyelesaian masalah.
5.2 Waktu Kerja dan Produktivitas Pada Proses Perakitan Mobil Avanza
Trimming 0
Aspek kajian khusus waktu kerja dan produktivitas dilakukan dalam rangka pemenuhan materi terkait penyusunan tugas akhir mahasiswa. Materi yang dipilih disesuaikan dengan bidang keahlian mayor mahasiswa. Sesuai dengan arahan dari pihak perusahaan, maka pengkajian khusus ini dilakukan pada Line Trimming 0, Assembly Production Department, Karawang Plant. Salah satu alasan pengarahan ke lokasi tersebut yaitu pada Line Trimming 0 masih banyak hal yang perlu dilakukan pembenahan atau perbaikan.
5.2.1 Pekerjaan Persiapan Rear Axle Avanza, Trimming 0
Line Trimming 0 merupakan salah satu bagian dalam proses perakitan mobil di PT. TMMIN. Line ini bertanggung jawab dalam mempersiapkan mobil Avanza sebelum masuk ke jalur perakitan.
Pekerjaan-pekerjaan yang terdapat pada line Trimming 0 yaitu: 1. Persiapan front axle Avanza
2. Persiapan rear axle Avanza
3. Docking rear axle right 4. Docking rear axle left 5. Pasang wire floor
6. Pasang front axle & persiapan fuel tank
Setelah perkenalan singkat dan mempelajari kondisi yang di lapang serta mengingat keterbatasan waktu yang tersedia, diputuskan bahwa kajian khusus ini tidak dilakukan pada keseluruhan Line Trimming O, tetapi hanya pada satu pekerjaan yaitu persiapan Rear Axle Avanza. Faktor utama pemilihan pekerjaan tersebut yaitu total standar waktu pengerjaannya paling tinggi
dibandingkan dengan pekerjaan lain di line tersebut. Perbandingan waktu standar keseluruhan pekerjaan pada Line Trimming 0, dapat terlihat di Yamazumi chart pada Lampiran 7. Yamazumi chart adalah grafik waktu yang dibutuhkan elemen-elemen pekerjaan pada setiap model kendaraan dan ditampilkan pada standar operasional pekerjaan.
Rear axle Avanza, atau biasa disebut gardan belakang, merupakan salah satu komponen
penting yang berfungsi sebagai tempat pemasangan roda, rem dan peredam kejut di bagian belakang unit kendaraan Avanza. Dalam pekerjaan persiapan Rear Axle Avanza ini terdapat 19 komponen yang harus dipasangkan dengan standar waktu pengerjaan 495 detik. Proses persiapan Rear Axle Avanza dapat terlihat pada Gambar 5 dan Rear Axle yang telah terpasang pada unit kendaraan Avanza pada Gambar 6.
Gambar 5. Proses Persiapan Rear Axle Avanza Gambar 6. Rear Axle Yang Telah Terpasang
5.2.2 Waktu Kerja
Dari pengukuran yang dilakukan di lapangan, diperoleh data terkait waktu yang dibutuhkan untuk menyelesaikan pekerjaan persiapan Rear Axle Avanza yang terdiri dari 40 sub-pekerjaan sebagaimana tersaji pada Lampiran 8 dan standar kerjanya pada Lampiran 9. Berikut ini adalah perbandingan hasil pengukuran dengan waktu standar yang ditetapkan perusahaan. Analisa hasil pengukuran terdiri dari empat poin, yaitu optimistic time, most like time, pessimistic time, serta nilai harapan.
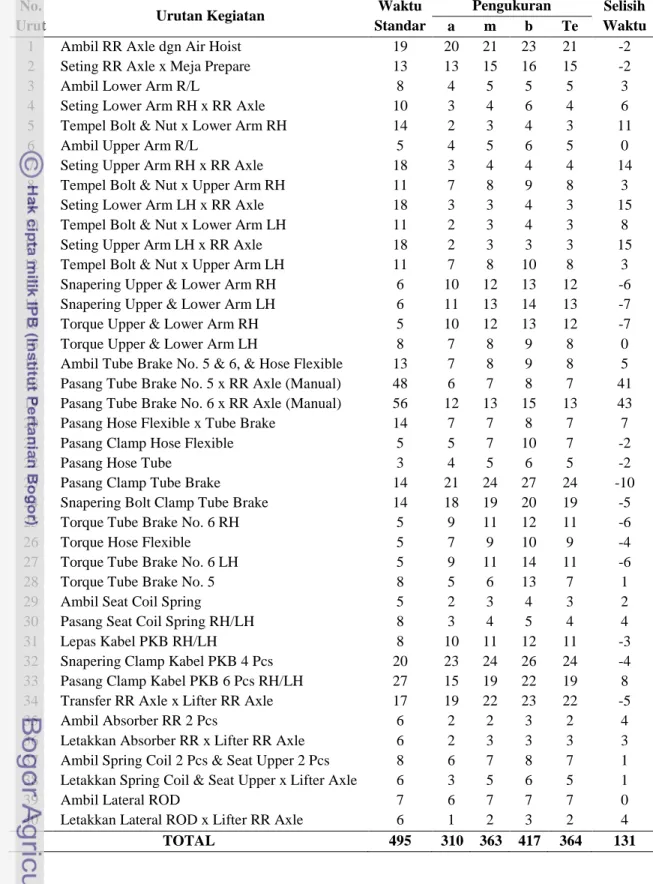
Data pada Tabel 8 menunjukkan bahwa pekerjaan persiapan Rear Axle Avanza membutuhkan waktu total sebanyak 364 detik. Total waktu ini lebih cepat hingga 131 detik dari standar waktu yang telah ditetapkan. Hal ini menunjukkan bahwa standar waktu yang digunakan perlu direvisi untuk memperoleh waktu kerja yang optimum. Revisi standar waktu tersebut sangat perlu dilakukan mengingat akan diberlakukannya perubahan takt time atau waktu yang ditetapkan untuk memproduksi satu komponen atau satu kendaraan, dari 2,5 menit menjadi 2,1 menit. Meskipun total waktu pengukuran menunjukkan nilai yang lebih kecil dari waktu standar, akan tetapi perlu pengkajian waktu dari masing-masing pekerjaan.
Jika membandingkan waktu standar dan waktu aktual masing-masing pekerjaan, maka dapat diketahui bahwa beberapa pekerjaan memiliki kekurangan waktu dalam pengerjaan dan beberapa dikerjakan tanpa memanfaatkan seluruh waktu yang tersedia. Pekerjaan yang memiliki kekurangan waktu pengerjaan terbesar adalah pemasangan clamb tube brake, yaitu selama 10 detik. Sedangkan pekerjaan yang waktu tidak termanfaatkannya paling besar adalah pemasangan tube brake nomor 6 pada Rear Axle, yaitu sebanyak 43 detik. Selisih waktu yang sangat variatif ini menunjukkan bahwa standar waktu yang selama ini digunakan tidak lagi digunakan menjadi acuan dalam pengerjaannya, sehingga perlu disusun standar baru yang bisa menjadi pedoman bagi operator dalam bekerja.
Tabel 8. Waktu Standar dan Hasil Pengukuran Untuk Pekerjaan Persiapan Rear Axle Avanza (detik)
No.
Urut Urutan Kegiatan
Waktu Standar
Pengukuran Selisih Waktu a m b Te
1 Ambil RR Axle dgn Air Hoist 19 20 21 23 21 -2
2 Seting RR Axle x Meja Prepare 13 13 15 16 15 -2
3 Ambil Lower Arm R/L 8 4 5 5 5 3
4 Seting Lower Arm RH x RR Axle 10 3 4 6 4 6
5 Tempel Bolt & Nut x Lower Arm RH 14 2 3 4 3 11
6 Ambil Upper Arm R/L 5 4 5 6 5 0
7 Seting Upper Arm RH x RR Axle 18 3 4 4 4 14
8 Tempel Bolt & Nut x Upper Arm RH 11 7 8 9 8 3
9 Seting Lower Arm LH x RR Axle 18 3 3 4 3 15
10 Tempel Bolt & Nut x Lower Arm LH 11 2 3 4 3 8
11 Seting Upper Arm LH x RR Axle 18 2 3 3 3 15
12 Tempel Bolt & Nut x Upper Arm LH 11 7 8 10 8 3
13 Snapering Upper & Lower Arm RH 6 10 12 13 12 -6
14 Snapering Upper & Lower Arm LH 6 11 13 14 13 -7
15 Torque Upper & Lower Arm RH 5 10 12 13 12 -7
16 Torque Upper & Lower Arm LH 8 7 8 9 8 0
17 Ambil Tube Brake No. 5 & 6, & Hose Flexible 13 7 8 9 8 5 18 Pasang Tube Brake No. 5 x RR Axle (Manual) 48 6 7 8 7 41 19 Pasang Tube Brake No. 6 x RR Axle (Manual) 56 12 13 15 13 43
20 Pasang Hose Flexible x Tube Brake 14 7 7 8 7 7
21 Pasang Clamp Hose Flexible 5 5 7 10 7 -2
22 Pasang Hose Tube 3 4 5 6 5 -2
23 Pasang Clamp Tube Brake 14 21 24 27 24 -10
24 Snapering Bolt Clamp Tube Brake 14 18 19 20 19 -5
25 Torque Tube Brake No. 6 RH 5 9 11 12 11 -6
26 Torque Hose Flexible 5 7 9 10 9 -4
27 Torque Tube Brake No. 6 LH 5 9 11 14 11 -6
28 Torque Tube Brake No. 5 8 5 6 13 7 1
29 Ambil Seat Coil Spring 5 2 3 4 3 2
30 Pasang Seat Coil Spring RH/LH 8 3 4 5 4 4
31 Lepas Kabel PKB RH/LH 8 10 11 12 11 -3
32 Snapering Clamp Kabel PKB 4 Pcs 20 23 24 26 24 -4
33 Pasang Clamp Kabel PKB 6 Pcs RH/LH 27 15 19 22 19 8
34 Transfer RR Axle x Lifter RR Axle 17 19 22 23 22 -5
35 Ambil Absorber RR 2 Pcs 6 2 2 3 2 4
36 Letakkan Absorber RR x Lifter RR Axle 6 2 3 3 3 3
37 Ambil Spring Coil 2 Pcs & Seat Upper 2 Pcs 8 6 7 8 7 1 38 Letakkan Spring Coil & Seat Upper x Lifter Axle 6 3 5 6 5 1
39 Ambil Lateral ROD 7 6 7 7 7 0
40 Letakkan Lateral ROD x Lifter RR Axle 6 1 2 3 2 4
5.2.3 Waktu Normal
Langkah awal dari penyusunan waktu standar baru adalah perhitungan waktu normal. Dalam perhitungankan waktu normal penyelesaiaan suatu pekerjaan ada kriteria-kriteria dari operator yaitu
performance rating, dengan memperhitungkan empat faktor yaitu: skill ,effort, condition, consistency.
Perhitungan performance rating ini diperlukan untuk menormalkan waktu yang telah didapat dari pengukuran dilapangan, dimana hal ini menjadi penentu bagi besarnya penyesuaian waktu kerja yang diperoleh. Tabel 9 berikut ini adalah contoh perhitungan penyesuaian untuk kegiatan pertama yaitu pengambilan Rear Axle dengan Air Hoist:
Tabel 9. Penentuan Performace Rating Pada Pekerjaan Pertama
No Faktor Rating Nilai
1 Keterampilan C2 0,03
2 Usaha D 0
3 Kondisi Kerja D 0
4 Konsistensi E -0,02
Total 0,01
Dengan total performance rating senilai 0,01 maka dapat diketahui besarnya penyesuaian sebesar 1,01. Selanjutnya dengan informasi bahwa waktu terukur rata-rata selama 21 detik, dapat dihitung waktu normal dengan perkalian sederhana antara waktu rata-rata dan nilai penyesuaian yaitu 21 detik. Perhitungan waktu normal ini selengkapnya tersaji dalam Lampiran 10, dengan total keseluruhannya mencapai 365 detik. Nilai ini hanya selisih dua detik dari rata-rata waktu hasil pengukuran. Ini menunjukkan bahwa operator yang bertugas untuk pekerjaan ini bekerja secara normal sehingga nilai penyesuaiannya sangat kecil. Selain itu dapat diketahui bahwa faktor yang berperan cukup besar dalam penyasuaian ini adalah keterampilan dan konsistensi dari operator.
5.2.4 Waktu Baku
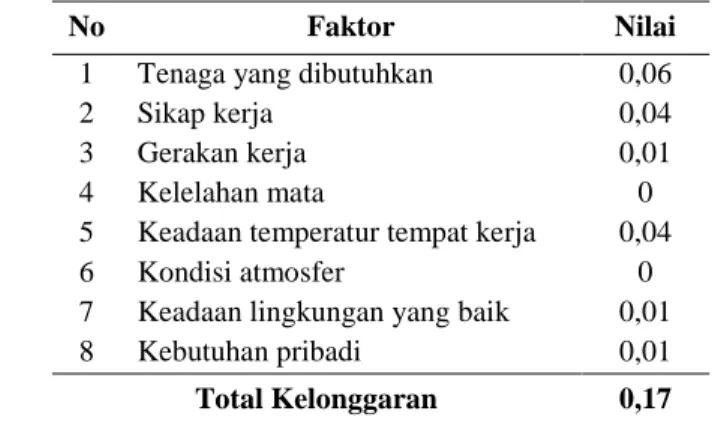
Pada perhitungan waktu baku yang nantinya menjadi standar penyelesaian pekerjaan ini, terdapat delapan hal yang diperhitungkan sebagai faktor kelonggaran dalam bekerja. Delapan faktor tersebut adalah tenaga yang dibutuhkan, sikap kerja, gerakan kerja, kelelahan mata, keadaan temperatur tempat kerja, kondisi atmosfer, keadaan lingkungan yang baik, serta kebutuhan pribadi. Berikut ini adalah perhitungan nilai kelonggaran yang diberikan pada kegiatan pertama yaitu pengambilan Rear Axle dengan Air Hoist:
Tabel 10. Penentuan Faktor Kelonggaran Pada Pekerjaan Pertama
No Faktor Nilai
1 Tenaga yang dibutuhkan 0,06
2 Sikap kerja 0,04
3 Gerakan kerja 0,01
4 Kelelahan mata 0
5 Keadaan temperatur tempat kerja 0,04
6 Kondisi atmosfer 0
7 Keadaan lingkungan yang baik 0,01
8 Kebutuhan pribadi 0,01
Total kelonggaran untuk pekerjaan tersebut sebesar 0,17 atau 17%, sehingga dapat diketahui waktu bakunya adalah 25 detik. Kelonggaran dalam pekerjaan ini sebagian besar disumbangkan oleh tenaga yang dibutuhkan, sikap kerja dan temperatur tempat kerja. Hal serupa juga dialami oleh 39 pekerjaan lainnya dalam sub-job ini. Keseluruhan perhitungan waktu baku ini tersaji pada Lampiran 10, dimana total waktu baku mencapai 417 detik.
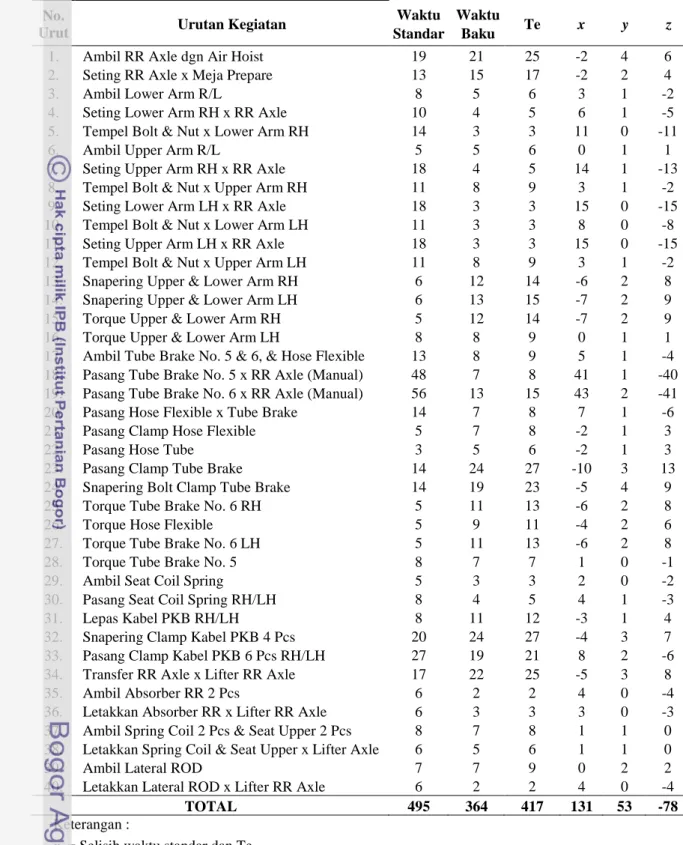
Setelah memperoleh waktu baku yang dapat menjadi standar kerja baru bagi pekerjaan ini, dapat dibandingkan selisihnya dengan waktu standar yang ada dari nilai harapan yang diperoleh sebelumnya. Sehingga dapat disajikan pada Tabel 11. Sedangkan perbandingan time line waktu standar, Te dan waktu baku terlihat pada Lampiran 11.
Tampak pada Tabel 11 bahwa total selisih keduanya sebenarnya hanya berbeda 78 detik, dimana selisih standar yang ada dengan nilai harapan sebesar 131 detik sedangkan untuk waktu baku hanya 53 detik. Jika kita melihat satu per satu selisih untuk tiap pekerjaannya, maka akan terlihat jelas bahwa pada selisih dengan waktu baku nilainya lebih merata dibandingkan dengan standar sebelumnya. Selain itu, jika kita menghitung waktu yang tidak termanfaatkan dan kekurangan waktu, maka dapat diketahui bahwa terdapat 15 kegiatan yang waktu penyelesaiannya lebih lama dibandingkan dengan waktu standar dengan total waktu mencapai 71 detik dan terdapat 22 kegiatan yang waktu penyelesaianya lebih singkat dari waktu standar dengan total waktu 202 detik. Sedangkan berdasarkan waktu baku, kegiatan yang waktu penyelesaiannya lebih singkat dibandingkan dengan waktu baku berjumlah 31 kegiatan dengan total waktu 53 detik serta tidak terdapat kegiatan dengan waktu penyelesaiannya lebih lama dibandingkan dengan waktu baku yang digunakan sebagai perbaikan waktu standar.
Terdapat beberapa pekerjaan yang mengalami perubahan waktu cukup besar dari standar sebelumnya ke waktu baku yang baru, baik pengurangan maupun penambahan waktu. Pengurangan waktu terbesar terjadi pada pekerjaan pemasangan Tube Brake nomor 6 pada Rear Axle, yaitu 41 detik. Kemudian diikuti oleh pemasangan Tube Brake nomor 5 yaitu 40 detik serta pengaturan Lower dan Upper Arm kiri pada Rear Axle masing-masing selama 15 detik. Sedangkan penambahan waktu terbesar terjadi pada pekerjaan pemasangan Clamp Tube Brake selama 13 detik dan pemindahan Rear
Axle ke Lifter atau alat pengangkat ke badan mobil sebanyak 10 detik. Selisih waktu yang besar
tersebut tidak disebabkan oleh adanya perubahan metode atau cara kerja karena setelah operator telah bekerja sesuai dengan SOP pekerjaan ini.
Perubahan waktu yang cukup besar tersebut perlu mendapat perhatian khusus dan segera disosialisasikan kepada operator, terutama bagi pekerjaan yang mengalami pengurangan waktu. Pengurangan waktu ini menandakan bahwa waktu penyelesaian pekerjaan tersebut menjadi lebih singkat dibandingkan standar yang telah ada. Sebagai contoh pada pekerjaan pemasangan Tube Brake nomor 6 pada Rear Axle. Perubahan waktu dari 56 detik menjadi 15 detik memaksa operator untuk bekerja lebih baik karena tidak ada tolelir waktu hingga 41 detik lagi.
Tabel 11. Selisih Waktu Standar, Baku dan Te Untuk Pekerjaan Persiapan Rear Axle Avanza (detik)
No.
Urut Urutan Kegiatan
Waktu Standar
Waktu
Baku Te x y z
1. Ambil RR Axle dgn Air Hoist 19 21 25 -2 4 6
2. Seting RR Axle x Meja Prepare 13 15 17 -2 2 4
3. Ambil Lower Arm R/L 8 5 6 3 1 -2
4. Seting Lower Arm RH x RR Axle 10 4 5 6 1 -5
5. Tempel Bolt & Nut x Lower Arm RH 14 3 3 11 0 -11
6. Ambil Upper Arm R/L 5 5 6 0 1 1
7. Seting Upper Arm RH x RR Axle 18 4 5 14 1 -13
8. Tempel Bolt & Nut x Upper Arm RH 11 8 9 3 1 -2
9. Seting Lower Arm LH x RR Axle 18 3 3 15 0 -15
10. Tempel Bolt & Nut x Lower Arm LH 11 3 3 8 0 -8
11. Seting Upper Arm LH x RR Axle 18 3 3 15 0 -15
12. Tempel Bolt & Nut x Upper Arm LH 11 8 9 3 1 -2
13. Snapering Upper & Lower Arm RH 6 12 14 -6 2 8
14. Snapering Upper & Lower Arm LH 6 13 15 -7 2 9
15. Torque Upper & Lower Arm RH 5 12 14 -7 2 9
16. Torque Upper & Lower Arm LH 8 8 9 0 1 1
17. Ambil Tube Brake No. 5 & 6, & Hose Flexible 13 8 9 5 1 -4 18. Pasang Tube Brake No. 5 x RR Axle (Manual) 48 7 8 41 1 -40 19. Pasang Tube Brake No. 6 x RR Axle (Manual) 56 13 15 43 2 -41
20. Pasang Hose Flexible x Tube Brake 14 7 8 7 1 -6
21. Pasang Clamp Hose Flexible 5 7 8 -2 1 3
22. Pasang Hose Tube 3 5 6 -2 1 3
23. Pasang Clamp Tube Brake 14 24 27 -10 3 13
24. Snapering Bolt Clamp Tube Brake 14 19 23 -5 4 9
25. Torque Tube Brake No. 6 RH 5 11 13 -6 2 8
26. Torque Hose Flexible 5 9 11 -4 2 6
27. Torque Tube Brake No. 6 LH 5 11 13 -6 2 8
28. Torque Tube Brake No. 5 8 7 7 1 0 -1
29. Ambil Seat Coil Spring 5 3 3 2 0 -2
30. Pasang Seat Coil Spring RH/LH 8 4 5 4 1 -3
31. Lepas Kabel PKB RH/LH 8 11 12 -3 1 4
32. Snapering Clamp Kabel PKB 4 Pcs 20 24 27 -4 3 7
33. Pasang Clamp Kabel PKB 6 Pcs RH/LH 27 19 21 8 2 -6
34. Transfer RR Axle x Lifter RR Axle 17 22 25 -5 3 8
35. Ambil Absorber RR 2 Pcs 6 2 2 4 0 -4
36. Letakkan Absorber RR x Lifter RR Axle 6 3 3 3 0 -3
37. Ambil Spring Coil 2 Pcs & Seat Upper 2 Pcs 8 7 8 1 1 0 38. Letakkan Spring Coil & Seat Upper x Lifter Axle 6 5 6 1 1 0
39. Ambil Lateral ROD 7 7 9 0 2 2
40. Letakkan Lateral ROD x Lifter RR Axle 6 2 2 4 0 -4
TOTAL 495 364 417 131 53 -78
Keterangan :
x = Selisih waktu standar dan Te. y = Selisih waktu baku dan Te. z = Selisih waktu baku dan standar.
5.2.5 Ulitisasi
Setelah mengetahui waktu yang dibutuhkan untuk menyelesaikan setiap pekerjaan, yaitu waktu standar dan pengukuran di lapang, dapat dihitung seberapa besar utilisasi waktu pada pekerjaan ini. Utilisasi merupakan tingkat pemanfaatan waktu yang tersedia untuk berproduksi. Teori utilisasi menunjukkan bahwa produksi tidak perlu dilakukan dalam kapasitas maksimum. Utilisasi menekankan bahwa seharusnya produksi dilakukan pada tingkat permintaan total. Membuat lebih banyak produk dibandingkan dengan permintaan total akan menimbulkan kelebihan produksi dan berakibat kelebihan inventori serta membebankan secara berlebihan pada pekerjaan yang lain. Untuk menghitung seberapa besar tingkat utilisasi, perlu diketahui waktu yang tersedia dalam pekerjaan ini.
Hasil perhitungan menunjukkan tingkat utilisasi untuk pekerjaan persiapan Rear Axle Avanza berdasarkan waktu standar yang ada adalah 73,53%. Sedangkan jika berdasarkan waktu baku, akan diperoleh nilai utilisasinya yaitu 87,29%. Nilai utilisasi berdasarkan waktu baku jauh lebih baik dibandingkan dengan waktu standar. Ini menunjukkan dengan waktu baku sebagai standar baru akan lebih banyak waktu yang termanfaatkan atau sedikit yang terbuang. Peningkatan utilisasi ini didasari oleh perubahan waktu produksi yang tidak termanfaatkan, dari awalnya 131 detik menjadi 53 detik. Perhitungan secara rinci tersaji pada Lampiran 12.
5.2.6 Produktivitas
Tingkat produktivitas suatu perkerjaan dapat diketahui melalui perbandingan keluaran dengan masukan. Dalam perhitungan ini, yang menjadi keluaran adalah jumlah Rear Axle Avanza yang siap dipasangkan pada unit kendaraan dan masukannya adalah total waktu pengerjaan yang dibutuhkan. Dengan informasi jumlah produksi mobil Avanza pada bulan Juni 2010 sebanyak 2203 unit, dapat diketahui bahwa Rear Axle yang dihasilkan adalah 2203 unit karena seluruh kendaraan Avanza yang diproduksi menggunakan Rear Axle dari pekerjaan ini. Kemudian dapat dihitung waktu total yang dibutuhkan berdasarkan waktu standar yang digunakan yaitu 302,91 jam. Jika dihitung berdasarkan waktu baku, maka diperoleh total waktu kerja yang dibutuhkan adalah 255,18 jam. Dapat terlihat bahwa dengan penggunaan waktu baku sebagai standar baru akan menghemat waktu kerja hingga 47,73 jam dalam sebulan.
Tingkat produktivitas berdasarkan waktu standar mencapai 7,27 unit/jam. Sedangkan berdasarkan waktu baku, diperoleh tingkat produktivitasnya adalah 8,63 unit/jam. Perhitungan produktivitas secara rinci tersaji pada Lampiran 12. Dengan tingkat produktivitas yang lebih tinggi, maka waktu baku yang diperoleh akan lebih baik untuk digunakan sebagai standar kerja yang baru untuk pekerjaan ini.
Dengan informasi bahwa setiap harinya terdapat 2 shift pekerja di mana masing-masing memiliki waktu kerja efektif 7,5 jam dan dalam sebulan terdapat 22 hari kerja, maka dapat dihitung jumlah produk yang dapat dihasilkan pada tingkat produktivitas yang kita peroleh. Pada tingkat produktivitas sesuai waktu standar sebelumnya, yaitu 7,27 unit/jam, dapat diproduksi kendaraan sebanyak 2.399 unit, sedangkan dengan tingkat produktivitas 8,63 unit/jam akan dihasilkan 2848 unit dalam sebulan. Pada tingkat produktivitas lama maupun baru seharusnya dapat diproduksi kendaraan Avanza lebih banyak dibandingkan produksi aktual, tanpa melihat unit-unit pekerjaan lain yang terlibat.