1
STUDI EKSPERIMEN PENGARUH VARIASI KECEPATAN PUTARAN SPINDLE
DENGAN PIN TIRUS TERHADAP IMPACT STRENGTH DAN METALLOGRAPHY
POLYETHYLENE DENGAN METODE FRICTION STIR WELDING.
Furqon Ashari)1, Hari Subiyanto)2Jurusan D3 Teknik Mesin, Fakultas Teknologi Industri, ITS Surabaya E-mail : [email protected]
Abstrak
FSW (friction stir welding) adalah sebuah metode pengelasan yang termasuk pengelasan gesek, yang pada prosesnya tidak memerlukan bahan penambah atau pengisi. Panas yang dihasilkan dari gesekan antara benda yang berputar (pin) dengan benda yang diam (benda kerja) digunakan untuk mencairkan logam kerja.Pada penelitian ini proses percobaan dilakukan pada penyambungan benda kerja polyethylene HDPE (High Density Polyethylene) dengan tebal 15 mm. Penilitian ini dilakukan untuk mengetahui pengaruh variasi putaran spindle dengan rpm (1320, 1720, dan 2230) dengan pin kerucut berulir kanan berdiameter 5 mm panjang 14,7 mm, diameter shoulder 20 mm, dan arah putaran spindle kekanan (CW). Kemudian dilakukan pengujian kekuatan impak (impact testing) dengan metode charpy, dan foto makro hasil pengelasan .Pada penelitian ini diperoleh hasil bahwa semakin tinggi putaran spindle, maka akan menghasilkan temperature yang tinggi, menghasilkan lebar root yang kecil dan ketinggian root relatif lebih tinggi, serta kekuatan impak (Impact strength) yang lebih rendah.
Kata kunci : Friction Stir Welding, HDPE (High Density Polyethylene), RPM Spindle.
PENDAHULUAN
Metode pengelasan Friction Stir Welding (FSW) adalah suatu proses pengelasan dimana penggabungan terjadi dalam keadaan padat (solid state) dan dalam proses tersebut tanpa diperlukan bahan tambahan, input panasnya didapatkan antara gesekan probe dengan material yang dilas. Prinsip kerja FSW adalah memanfaatkan gesekan dari pin yang berputar dengan benda kerja lain yang diam sehingga mampu melelehkan benda kerja yang diam tersebut dan akhirnya tersambung menjadi satu. Beberapa contoh pengelasan jenis ini adalah pembuatan bodi mobil, sayap ataupun bodi pesawat terbang serta pipa perairan. Penelitian Friction Stir Welding masih dikembangkan, seperti variasi desain tool, perbaikan teknik pengelasan dan perbaikan material tool baru untuk dapat memperpanjang umur pakai tool dan mesin yang digunakan.
Pada penelitian sebelumnya telah dilakukan eksperimen mengenai metode pengelasan Friction Stir Welding (FSW) ,diantaranya mengenai bentuk variasi pin shoulder dan putaran spindle. Penelitian yang menerapan FSW untuk pengelasan material plastic
ini,diantaranya. Hendrik Hasibuan (2012) meneliti friction stir welding untuk bahan Polyethylene tentang pengaruh variasa putaran spindle terhadap hasil penyambungan. Menyimpulkan bawa Semakin tinggi putaran rpm maka akan menghasilkan temperatur yang lebih tinggi, lebar root yang lebih kecil dan relatif memiliki ketinggian root yang lebih tinggi dibandingkan dengan rpm yang lebih rendah. Namun masih banyak parameter yang harus diperbaiki lagi.
Pada pembahasan kali ini akan dibahas mengenai pengaruh pengelasan friction stir welding pada material plastik jenis Polyethylene (PE) tipe HDPE ketebalan 15mm dengan pin kerucut berulir kanan berdiameter 5 mm,arah putaran spindle kekanan terhadap sifat mekanis benda kerja,dengan travel speed konstan 30 mm/menit. pada analisa selanjutnya akan dibahas mengenai sifat mekanik bahan dengan pengujian impact, dan metallografi.
DASAR TOERI
A. Friction Stir Welding (FSW)
Friction Stir Welding (FSW) adalah proses penyambungan material dengan kondisi solid
2 atau dengan kata lain logam tidak meleleh saat dilakukan penyambungan. Metode ini digunakan agar karakteristik dari logam induk tidak banyak berubah. Dalam proses friction stir welding, alat las yaitu silinder shoulder dan probe (pin) yang berulir/tanpa ulir diputar pada kecepatan rotasi dan feeding (kecepatan pengelasan) yang konstan terhadap garis sambungan antara dua buah lembaran pelat atau material. Bagian-bagian lembaran pelat tersebut harus dalam keadaan kaku untuk itu dijepit pada sebuah bidang dukungan, tujuan prosedur ini adalah mencegah posisi pertemuan sambungan tidak terpisah selama proses penyambungan. Panjang probe/ pin yang diperlukan adalah kurang sedikit dari kedalaman las dan shoulder harus berada dalam kontak langsung dengan permukaan benda kerja. Pin tersebut kemudian dipindahkan terhadap benda kerja atau sebaliknya. Pada proses friction stir welding panas dihasilkan oleh gesekan antara alat las (shouder dan pin) dengan benda kerja. Panas ini, bersama dengan panas yang dihasilkan oleh proses pencampuran mekanis dan panas dalam material, menyebabkan bahan mengalami proses pengadukan dan melunak tanpa mencapai temperatur leleh (0.6 sampai dengan 0.8 temperatur leleh).
Gambar 2.1 Skema dari prosesFSW dua benda kerja disambung.(ESAB-Technical Handbook)
B. Prinsip Friction Stir Welding (FSW) Gesekan dua benda yang terus-menerus akan mengasilkan panas, ini menjadi suatu prinsip dasar terciptanya suatu proses pengelasan gesek. Pada proses Friction Stir Welding, sebuah tool yang berputar ditekankan pada material yang akan disatukan. Gesekan tool yang berbentuk silindris yang dilengkapi dengan sebuah pin dengan material mengakibatkan pemanasan setempat yang mampu melunakkan bagian tersebut. Tool bergerak pada kecepatan tetap dan bergerak melintang pada jalur pengelasan (Joint Line) dari material yang akan
disatukan. Dua hal itu dikerjakan secara bersama sama untuk menjaga suhu pada titik pengelasan.
Gambar 2.2 Prinsip proses Friction stir welding (ESAB-Technical Handbook)
Gambar 2.3 (a) Pola aliran metal dan (b) daerah metalurgi saat proses friction stir welding (J.A,
Schneider, 2007)
Benda yang akan dilas harus dicekam dengan erat untuk menjaga agar kedua material tidak bergerak dan terpisah akibat dari gaya gesek tool pada saat proses pengelasan berlangsung seperti yang terlihat pada gambar 2.4 berikut:
Gambar 2.4 Pencekaman benda kerja
Panjang dari pin disesuaikan dari pada tebal material yang akan dilas agar didapatkan penetrasi logam las yang baik. Pin harus bersentuhan dengan material yang akan dilas untuk menekan dan menjaga material yang dalam kondisi lunak. Hal-hal tersebut sangat berpengaruh pada kualitas hasil pengelasan.
3 Pengelasn ini memerlukan input energi yang rendah dan tidak menggunakan filler material. Dalam sebuah proses pengelasan titik lebur tool harus lebih tinggi dan lebih keras dari material yang akan dilas. Jadi sangat penting bahwa material tool harus mempunyai kekuatan yang cukup, jika tidak tool akan dapat terpuntir dan retak.
C. Polyethylene (PE)
Polimer yang paling umum dalam plastik ialah polyethylene yang dihasilkan (dibuat) dari monomer monomer ethylene (CH2=CH2). Polyethylene merupakan salah satu jenis plastik thermoplast, yaitu jenis plastik yang dapat dicetak berulang-ulang dengan adanya panas. Polyethylene meliki ciri khas berwarna putih dan mengkilap dan mempunyai titik leleh bervariasi antara 110 0C – 137 0C . Jenis Polyethylene ini dibagi menjadi dua golongan, LDPE dan HDPE. Pertama kali dibuat ialah LDPE (low density polyethylene), material ini mengambang pada larutan campuran air dan alkohol. Karakteristik LDPE ialah lunak dan fleksibel sehingga pertamakali diaplikasikan sebagai isolator kawat listrik, namun saat ini aplikasinya telah berkembang diantaranya untuk pembuatan film, wraps (pembungkus makanan), botol, kantong sampah , dan sarung tangan yang sekali pakai buang. HDPE (high density polyethylene) dibuat melalui polimerisasi ethylene dengan penambahan berbagai metal, dan dihasilkan polimer polyethylene yang tersusun hampir sebagaian besar polimer linier. Bentuknya yang linier menghasilkan sifat bahan yang bersifat kuat, rapat dan strukturnya mudah diatur. Plastik HDPE ini keras dan memiliki titik lebur tinggi dibandingkan LDPE selain itu tenggelam dalam larutan campuran air dengan alkohol. Material ini diaplikasikan untuk pembuatan pipa dan kontainer. Polyethylene (PE) merupakan salah satu engineering plastik yang penting yang banyak digunakan di bidang elektronik, bangunan dan sector alat-alat tehnik. Resin ini aslinya berwarna putih buram atau putih susu.
D. Proses Pengujian Bahan
Pada aplikasi setiap bahan harus memiliki sifat kelayakan untuk digunakan sebagai komponen mesin ataupun konstruksi mesin. Oleh karena itu, perlu diadakan proses pengujian mengenai kualitas bahan untuk memenuhi persyaratan. Hal tersebut diperlukan agar nantinya pada saat digunakan sebagai suatau produk tidak memberikan efek negative. Adapun beberapa pengujian yang dilakukan adalah :
Pengujian Impact (pukul-takik)
Impact test merupakan test yang dilakukan untuk mengukur ketangguhan material, dengan merepresentasikan ketangguhan tersebut dalam nilai impact strength.
Uji Metallography
Metallography adalah ilmu yang mempelajari struktur logam baik secara makro maupun mikro dan hubungan antara struktur logam dengan sifat mekaniknya. Struktur makro berarti pengamatan bisa dilakukan tanpa alat bantu, sedangkan mikro harus diamati dengan menggunakan alat bantu. Alat bantu tersebut bisa berupa mikroskop optis dan mikroskop electron. Pengamatan makro sering dilakukan untuk mengamati keretakan makro atau mengevaluasi hasil pengelasan, sedangkan pengamatan mikro sering dipakai untuk mengetahui fase-fase pada logam atau logam paduan tertentu. Pada penelitian ini pengamatan yang dilakukan adalah pengamatan makro saja, karena pada penilitian Tugas Akhir ini material yang digunakan adalah bahan thermoplastic jenis polietelhine HDPE.
METODOLOGI PENELITIAN A. Material benda uji
Pada penelitian friction stir welding ini, benda kerja yang digunakan adalah material polimer yaitu polyethylene (PE). Resin ini aslinya berwarna putih buram. Sesuai dengan standar ASTM D3418 (at 10°C/min) jenis ini memiliki melting point 137 0 C.
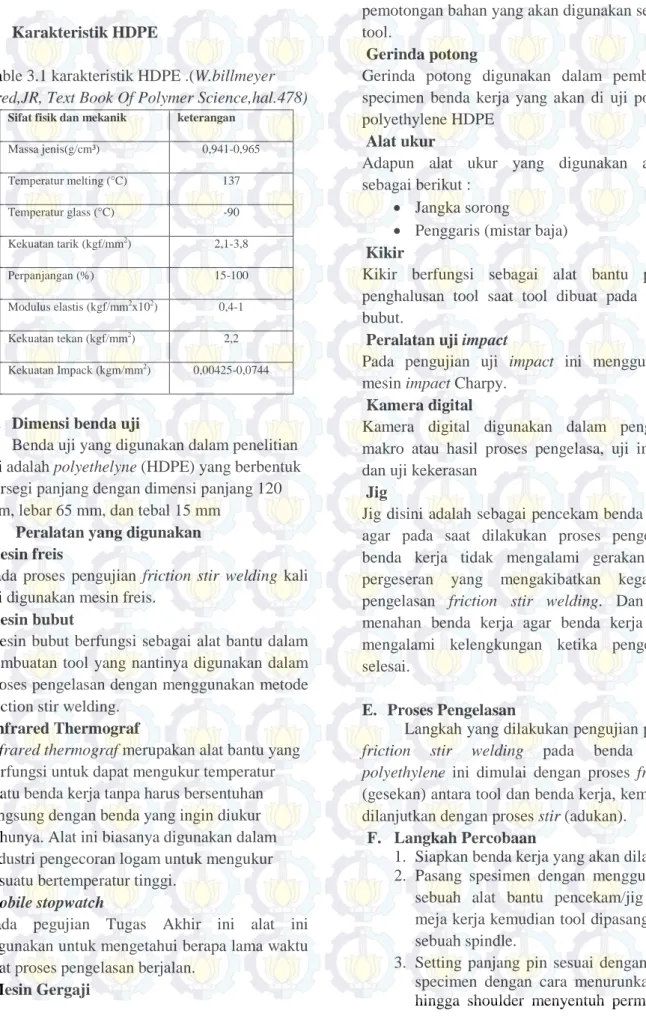
4 B. Karakteristik HDPE
Table 3.1 karakteristik HDPE .(W.billmeyer Fred,JR, Text Book Of Polymer Science,hal.478)
Sifat fisik dan mekanik keterangan
Massa jenis(g/cm³) 0,941-0,965 Temperatur melting (°C) 137 Temperatur glass (°C) -90 Kekuatan tarik (kgf/mm2) 2,1-3,8 Perpanjangan (%) 15-100 Modulus elastis (kgf/mm2x102) 0,4-1 Kekuatan tekan (kgf/mm2) 2,2 Kekuatan Impack (kgm/mm2) 0,00425-0,0744
C. Dimensi benda uji
Benda uji yang digunakan dalam penelitian ini adalah polyethelyne (HDPE) yang berbentuk persegi panjang dengan dimensi panjang 120 mm, lebar 65 mm, dan tebal 15 mm
D. Peralatan yang digunakan Mesin freis
Pada proses pengujian friction stir welding kali ini digunakan mesin freis.
Mesin bubut
Mesin bubut berfungsi sebagai alat bantu dalam pembuatan tool yang nantinya digunakan dalam proses pengelasan dengan menggunakan metode friction stir welding.
Infrared Thermograf
Infrared thermograf merupakan alat bantu yang berfungsi untuk dapat mengukur temperatur suatu benda kerja tanpa harus bersentuhan langsung dengan benda yang ingin diukur suhunya. Alat ini biasanya digunakan dalam industri pengecoran logam untuk mengukur sesuatu bertemperatur tinggi.
Mobile stopwatch
Pada pegujian Tugas Akhir ini alat ini digunakan untuk mengetahui berapa lama waktu saat proses pengelasan berjalan.
Mesin Gergaji
Mesin gergaji ini berfungsi sebagai alat bantu pemotongan bahan yang akan digunakan sebagai tool.
Gerinda potong
Gerinda potong digunakan dalam pembuatan specimen benda kerja yang akan di uji polimer polyethylene HDPE
Alat ukur
Adapun alat ukur yang digunakan adalah sebagai berikut :
• Jangka sorong
• Penggaris (mistar baja) Kikir
Kikir berfungsi sebagai alat bantu proses penghalusan tool saat tool dibuat pada mesin bubut.
Peralatan uji impact
Pada pengujian uji impact ini menggunakan mesin impact Charpy.
Kamera digital
Kamera digital digunakan dalam pengujian makro atau hasil proses pengelasa, uji impact, dan uji kekerasan
Jig
Jig disini adalah sebagai pencekam benda kerja, agar pada saat dilakukan proses pengelasan benda kerja tidak mengalami gerakan atau pergeseran yang mengakibatkan kegagalan pengelasan friction stir welding. Dan juga menahan benda kerja agar benda kerja tidak mengalami kelengkungan ketika pengelasan selesai.
E. Proses Pengelasan
Langkah yang dilakukan pengujian proses friction stir welding pada benda kerja polyethylene ini dimulai dengan proses friction (gesekan) antara tool dan benda kerja, kemudian dilanjutkan dengan proses stir (adukan).
F. Langkah Percobaan
1. Siapkan benda kerja yang akan dilas 2. Pasang spesimen dengan menggunakan
sebuah alat bantu pencekam/jig pada meja kerja kemudian tool dipasang pada sebuah spindle.
3. Setting panjang pin sesuai dengan tebal specimen dengan cara menurunkan pin hingga shoulder menyentuh permukaan
5 98 115 136 90 110 130 150 1000 1500 2000 2500 Temp er at ur ( oc) RPM 15,5 14,6 13,2 11 13 15 17 1000 1500 2000 2500 Le ba r R oot ( mm ) RPM 2,1 2,3 3,6 1,5 2,5 3,5 4,5 1000 1500 2000 2500 Ti ng gi ro ot (mm) RPM 0,0067 0,0068 0,0028 0 0,002 0,004 0,006 0,008 1000 1500 2000 2500 Im pac k S tr en gh t (kgm / mm² ) RPM atas spesimen. Kemudian atur
kedalaman pin dengan memutar tuas meja frais ke atas sampai menyentuh shoulder. Dengan demikian diasumsikan kedalaman pin sesuai dengan ketebalan spesimen.
4. Pin yang berada didalam permukaan spesimen dibiarkan selama 20 detik hingga mencapai temperature melting. Kemudian tool digerakkan maju melintasi sepanjang garis lasan, maka terjadi proses gesekan dan adukan antara tool dengan permukaan dalam specimen dan shoulder dengan permukaan atas specimen, sehingga proses pengelasan terjadi. Pada saat proses pengelasan dilakukan juga pengukuran temperatur dengan alat bantu thermograf.
5. Setelah proses pengelasan selesai, tool diangkat perlahan ke atas keluar dari specimen dalam kondisi masih berputar. Akibat pengangkatan ini akan membentuk lubang pada akhir pengelasan pada spesimen. kemudian mesin dimatikan dan lepaskan specimen ANALISA DAN PEMBAHASAN
A. Data proses friction stir welding Tabel 4.1 Hasil Proses Pengelasan
Keterangan : Tanda ( * ) tidak dimasukkan grafik
Gambar 4.4 Grafik Hubungan kecepatan putaran spindle denganTemperatur pengelasan Tabel 4.2 Keterangan Hasil Lasan Terhadap Root
No Rpm Lebar (mm) Tinggi (mm) Distorsi(0) 1 1320 15,50 2,10 1 2 1720 14,60 2,30 1 3 2230 13,20 3,60 2
Gambar 4.5 Grafik perbandingan rpm dengan lebar root
Gambar 4.6 Grafik perbandingan rpm dengan tinggi root
B. Data Hasil Uji Impack
6 Gambar 4.12 Grafik Pengaruh Putaran spindle (rpm)
terhadap Impack Strenght (IS) C. Data Hasil Pengamatan
Metallography (foto makro)
1. Kecepatan 1320 rpm/ waktu tunggu 20 detik
Gambar 4.13 Hasil Lasan Tampak dari atas
2. Kecepatan 1720 rpm/ waktu tunggu 20 detik
Gambar 4.17 Hasil Lasan Tampak dari atas Kecepatan 2230 rpm/ waktu tunggu 20 detik
Gambar 4.21 Hasil Lasan Tampak dari atas PENUTUP
A. Kesimpulan
Pada pengujian polyethylene (HDPE) dengan bentuk pin kerucut berulir kanan, putaran kanan dengan variasi RPM 1320 waktu tunggu 20 detik, 1720 waktu tunggu 20 detik dan 2230 waktu tunggu 20 detik, dapat diambil keisimpulan bahwa :
1. Semakin tinggi putaran rpm maka akan menghasilkan temperatur yang lebih tinggi, lebar Root yang lebih kecil dan relatif memiliki ketinggian Root yang lebih tinggi dibandingkan dengan rpm yang lebih rendah.
2. Semakin tinggi putaran spindle akan menghasilkan kekuatan impak semakin rendah.
B. Saran
Pada penelitian berikutnya dianjurkan lebih bervariasi dalam pemilihan benda kerja, bentuk pin, dan perubahan variabel baik itu rpm dan waktu tunggu penetrasi maupun waktu pengelasan. Untuk mendapatkan hasil lasan yang baik perlu diperhatikan:
• Waktu tunggu perlu diperhatikan, karena bila terlalu lama akan menyebabkan material terlalu lumer dan itu akan mengasilkan lasan yang kurang baik. Sebaliknya waktu tunggu yang terlalu cepat menyebabkan temperature material belum mencapai meltimg point (titik lumer).
• Travel speed harus disesuaikan denga rpm spindle, karena apabila rpm tinggi sedangkan travel speednya terlalu pelan akan menyebabkan material terlalu lumer dan hasil lasan kurang bagus, sebaliknya bila rpm rendah tetapi travel speednya terlalu cepat akan menyebabkan temperature menjaadi kurang maksimal dan dan hasil lasan kuran baik.
• Bentuk dan dimensi tool juga sangat berpengaruh pada pengelasan friction stir welding,gunakan pin beruliir serta sesuikan dengan tebal dan material benda kerja.
DAFTAR PUSTAKA
1. Jarot Wijayanto & Agdha Anelis, 2010, Pengaruh Feed Rate terhadap Sifat Mekanik pada Pengelasan Friction Stir Welding Alumunium 6110, Yogyakarta.
2. V. Soundararajan, M. Valant and R. Kovacevic, 2010, An Overview of R&D Workin Friction Stir Welding
3. Rajiv S. Mishra, Murray W. Mahoney, 2007 Friction Stir Welding and Processing, ASM International.
4. ESAB AB, Welding Automation, Friction Stir Welding Handbook, SE- 695 81 LAXA, Sweden.
5. Seth Strand, 2003, JOINING PLASTICS - CAN FRICTION STIR WELDING COMPETE?, Brigham Young University. 6. W.billmeyer Fred,JR, Text Book Of Polymer
Science
7. J.brandrup,E.H.Immergut, POLYMER
HANDBOK, THIRD EDITION. 8. http://digilib.its.ac.id/public/ITS-Undergraduate-7063-2701100038-Bab1.pdf Flash Root Hole Root Flash Holeh Flash Root Holeh