I. PENDAHULUAN
PT. Semen Padang merupakan perusahaan yang bergerak di dalam industri produksi semen. Rincian kapasitas pabrik-pabrik di PT. Semen Padang adalah sebagai berikut:
Pabrik Indarung I = 330.000 ton/tahun
Pabrik Indarung II = 660. 000 ton/tahun
Pabrik Indarung III (awalnya bernama Indarung IIIA) = 660.000 ton/tahun Pabrik Indarung IV (awalnya Indarung IIIB dan IIIC) = 1.620.000 ton/tahun
Pabrik Indarung V = 2.300.000 ton/tahun
Total Produksi = 5.570.000 ton/tahun Pada akhir tahun 1999 pabrik indarung I tidak dioperasikan lagi dengan pertimbangan emisi debu dan efisiensi peralatan. Pabrik indarung I ini menggunakan sistim proses basah (wet-process). Sementara pabrik yang lain menggunakan sistem proses kering (dry process).
Komponen utama pembuatan semen adalah batu kapur, tanah liat, pasir besi, silika dan gypsum. Komposisi komponen pembentukan semen yang terdapat dalam bahan baku akan mempengaruhi semen yang akan terbentuk. Komponen pencampuran bahan baku semen tersebut adalah sebagai berikut:
Batu kapur (Lime stone component) Tanah Liat (Clay)
Pasir Besi dan Pasir Silika Gypsum
PT. Semen Padang telah memproduksi jenis-jenis semen dengan berbagai fungsi. Semua jenis semen yang diproduksi telah memenuhi standar mutu yang telah ditetapkan. Adapun masing-masing jenis produksi adalah sebagai berikut:
a. Semen Portland
Semen Portland Type I (Ordinary Portland Cement) Semen Portland Type II (Moderate Heat Cement) Semen Portland Type III (High Early strength Cement) Semen Portland Type IV (Low Heat Cement)
c. Semen Portland Campur (Mixed Cement) atau super masonry cement. d. Masonry Cement Type M,S,N
e. Portland Pozzolan Cement (PPC)
Secara garis besar, aktifitas industri PT. Semen Padang dapat dibagi menjadi 3 tahap yaitu :
a. Proses penambangan dan penyediaan bahan mentah
b. Proses produksi yang tediri dari proses penggilingan dan pembakaran c. Proses pengantongan dan distribusi semen ke konsumen
Proses produksi dalam pembuatan semen antara lain : a. Proses Basah
Pada proses basah, penggilingan bahan mentah dilakukan dengan menambahkan sejumlah air ke dalam Raw Mill, sehingga kadar air dalam campuran bahan mentah meningkat dari 6% - 11% menjadi 35% - 40%. Keluaran dari Raw
Mill ini disebut slurry yang kemudian mengalami homogenisasi di dalam Mixing
basin, tangki koreksi dan slurry basin. Dari slurry basin, slurry diumpankan ke dalam Kiln untuk membentuk klinker pada suhu 1450 0C, setelah itu didinginkan dengan Cooler. Kemudian klinker bersama-sama dengan gypsum digiling di dalam
Cement Mill, sehingga diperoleh semen.
b. Proses Semi Basah
Untuk umpan Kiln digunakan Moule/Granular (butiran), Pellet (cake) yang dibuat dengan ukuran Filter Press, sehingga kadar airnya menjadi 15% - 25%. Konsumsi panas sekitar 1000 - 2000 kcal/kg track.
c. Proses Semi Kering (SemiDrying Process)
Dalam proses ini, umpan masuk ke Kiln berupa tepung kering dan dengan alat
Granular (Pelletizer) disemprot dengan air untuk dibentuk menjadi Granular
dengan kadar air 10% - 12% dengan ukuran 10 - 12 mm seragam. Petimbangan pemakaian alat ini adalah karena bahan bakar yang digunakan lebih sedikit, yaitu sekitar 1000 kcal/kg. Agar kapasitas produksi meningkat maka Long Rotary Kiln dilengkapi dengan Grate Preheater.
d. Proses Kering
Pada pembuatan semen pada proses kering, bahan mentah digiling dan dikeringkan dalam Raw Mill, sehingga dihasilkan raw mix dan selanjutnya dihomogenisasi di dalam Silo. Kemudian raw mix mengalami reaksi kalsinasi awal
di dalam Preheater dan Calciner. Hasil kalsinasi ini diumpankan kedalam Kiln untuk membentuk klinker pada suhu ± 1450 0C dan didinginkan dalam Cooler hingga mencapai suhu ± 100 0C. Setelah itu, klinker dan gypsum digiling di dalam
Cement Mill, sehingga menghasilkan semen.
PT. Semen Padang menggunakan 2 proses pembuatan, yaitu Wet Process dan
Drying Process. Terhitung Oktober 1999, proses basah yang selama ini dilakukan
di pabrik Indarung I tidak dioperasikan lagi secara menyeluruh, karena tidak efisien serta menyadari pentingnya dampak terhadap pencemaran, sehingga Indarung I dioperasikan I unit penggilingan semen (Cement Mill). Dengan demikian, keseluruhan pabrik saat ini hanya mempergunakan proses kering.
Tahapan proses dalam pembuatan semen dengan sistem kering, adalah : a. Penggilingan Bahan Mentah di area Raw Mill
Pada proses ini, terjadi penggilingan bahan mentah, bahan mentah yang dipakai di sini, yaitu :
Bahan utama terdiri dari batu kapur (81%) dan tanah liat (9%) Bahan penolong terdiri dari pasir silika (9%) dan pasir besi (1%)
Proses dalam pengolahan bahan baku meliputi :
Pencampuran sesama bahan baku sesuai dengan perbandingannya Pemecahan dan penggilingan bahan mentah
Homogensasi
b. Pembakaran di area Kiln
Bahan bakar yang dapat digunakan dalam proses ini adalah minyak residu dan gas alam atau batu bara yang telah mengalami proses penghalusan. Saat ini, yang banyak digunakan adalah batu bara karena harganya relatif murah. Tujuan utama proses pembakaran adalah untuk menghasilkan reaksi-reaksi kimia di antara oksida-oksida yang terdapat dalam slurry atau raw mix. Proses ini akan menghasilkan produk baru yang diberi nama klinker. Agar reaksi-reaksi tersebut berlangsung secara sempurna dibutuhkan panas yang banyak dan suhu yang tinggi. Panas didapat dari pembakaran bahan bakar.
c. Penggilingan Akhir di Cement Mill
Klinker yang dihasilkan dari proses pembakaran, selanjutnya mengalami
proses penggilingan. Pada saat penggilingan, klinker dicampur dengan gipsum (4% - 6%) yang bertujuan untuk memperbaiki kualitas semen. Fungsi gipsum
dalam semen adalah sebagai ”Retarder”, yaitu bahan yang dapat mengendalikan waktu pengerasan semen, sehingga semen tidak terlalu cepat mengeras. Dua jenis gipsum yang umum digunakan, yaitu : gipsum alam dari Thailand dan gipsum sintetis yang merupakan hasil samping pembuatan pupuk TSP. Dari hasil penggilingan klinker dan gipsum inilah diperoleh semen. Mesin penggilingan semen disebut Cement Mill atau Finish Mill (penggilingan akhir).
II. PROSES PRODUKSI DI AREA RAW MILL
II. 1. Tahap Penarikan Bahan Baku
II. 1. 1. Metode Penumpukan (Stacking) dan Penarikan (Reclaiming) Bahan Baku
Bahan baku yang digunakan di dalam produksi semen, setelah dikirim dari tambang kemudian disimpan di dalam pabrik di storage sebelum memasuki tahap penggilingan. Untuk penyimpanan dan penarikkannya, terdapat beberapa metode penumpukkan (stacking) dan pengambilan bahan baku (reclaiming) yang biasa digunakan, antara lain:
a. Chevron Stacking/Reclaiming
Pada Chevron Stacking, lapisan material yang membujur dijatuhkan oleh stacker yang bergerak maju dan mundur di atas tumpukan material sampai tercapainya ketinggian tertentu. Material kemudian diambil dalam irisan melintang oleh front reclaimer.
Gambar 1 Chevron Stacking/Reclaiming
b. Winrow Stacking/Reclaiming
Pada winrow stacking, beberapa lapisan material yang membujur ditumpuk secara paralel selebar tempat yang tersedia dalam cara tertentu sehingga membentuk tumpukan bukit. Stacker jenis ini tidak hanya bergerak secara membujur tetapi juga bergerak melintang sehingga membentuk pola paralel serta barisan membujur yang bertingkat. Penarikan selalu dilakukan oleh front reclaimer.
Gambar 2 Winrow stacking/reclaiming
c. Conical Shell Stacking/Reclaiming
Pada Conical shell stacking, stacker bergerak secara bertahap dalam arah membujur. Gerakan stacker selanjutnya hanya dilakukan setelah menyelesaikan tumpukan sampai ketinggian maksimal. Penarikan umumnya dilakukan kemudian oleh side reclaimer. Metode conical shell stacking sebaiknya tidak diaplikasikan bersamaan dengan front reclaiming karena dengan metode ini hanya beberapa lapisan material yang tercampur sehingga efisiensi homogenisasi yang dicapai rendah.
Gambar 3 Conical shell stacking/reclaiming
Untuk metode pengambilan material dapat digunakan metode side reclaiming yang bekerja di bagian samping tumpukan material yang akan diambil. Side reclaimer ini dilengkapi dengan scraper yang bisa dinaik-turunkan. Side reclaimer dapat mengambil material dari bagian depan atau dari samping tumpukan material.
Side reclaimer dengan pengambilan dari depan tumpukan
Pengambilan material dari depan tumpukan dilakukan dengan menurunkan dan mengangkat rantai scraper pada tumpukan dengan gerakan maju mundur reclaimer carriage yang simultan.
Gambar 4 Pengambilan material dari depan tumpukan
Metode pengambilan dengan cara ini memiliki kekurangan dan sebaiknya tidak diterapkan lagi karena:
o Urutan pengendalian boom dan carriage yang rumit dan tingginya perawatan yang diperlukan.
o Aliran pengeluaran material yang tidak beraturan memerlukan kapasitas belt yang besar.
Side reclaimer dengan pengambilan dari samping tumpukan. Pada metode ini, boom yang diturunkan mengambil material dari samping tumpukan sementara carriage berjalan menyusuri sepanjang sisi tumpukan. Metode kerja ini hanya diaplikasikan bersamaan dengan conical shell stacking.
Gambar 5 Pengambilan material dari samping tumpukan
Kelebihan metode ini antara lain:
o Beberapa komponen material yang disimpan di tempat prablending yang sama dapat diambil dengan mesin yang serupa
o Cocok untuk material dengan tingkat kelengketan yang sedang
o Biaya investasi yang rendah
Kekurangan metode ini antara lain:
o Efisiensi homogenisasi berkurang karena tidak setiap lapisan dicampur secara simultan (Conical shell stacking)
o Dipakai hanya jika konsep prablending yang ada tidak menuntut adanya penyimpanan material dengan adanya kebutuhan homogenisasi material yang tinggi.
II. 1. 2. Peralatan Penarikan (Reclaiming) Bahan Baku
Untuk penarikan material untuk bahan baku, terdapat beberapa jenis peralatan reclaimer antara lain yaitu :
a. Side Reclaimer
Side reclaimer merupakan salah satu alat penarikan material yang
biasa digunakan di pabrik semen. Peralatan ini bergerak di jalur rel yang terletak di sepanjang pile/tumpukan material. Side reclaimer dilengkapi oleh satu scraper chain yang digunakan untuk menarik
tumpukan material untuk selanjutnya ditransport oleh belt conveyor yang juga terletak sepanjang tumpukan material tersebut.
Ket : 1. Hoist untuk menaikkan/menurunkan scraper chain 4. Roda dan rel
2. Ruangan operator 5. Scraper chain
3. Belt conveyor
Gambar 6 Bagian-bagian side reclaimer
b. Portal Scrapper
Portal Scrapper merupakan salah satu alat penarikan material
yang juga biasa digunakan di pabrik semen. Sama seperti side
reclaimer, peralatan ini bergerak di jalur rel yang terletak di sepanjang pile/tumpukan material. Bedanya, untuk portal scrapper dilengkapi
oleh dua scraper chain di mana scrapper chain sekunder digunakan untuk menarik material ke arah scrapper chain primer dan selanjutnya ditarik oleh scrapper chain primer tersebut untuk kemudian ditransport oleh belt conveyor yang juga terletak sepanjang tumpukan material tersebut.
Ket : 1. Roda dan rel 4. Portal
2. Belt conveyor 5. Scraper chain primer 3. Ruang operator 6. Scrapper chain sekunder
Gambar 7 Bagian-bagian portal scrapper
c. Bucket Chain Excavator
Bucket chain excavator merupakan salah satu alat penarikan
material yang dirancang khusus untuk material yang lengket. Sistem
bucket chain, disupport oleh scrapper arm yang terpasang dengan
sudut yang tetap dari jembatan penopang. Storage tempat pengisian material terdiri dari dua atau lebih stockpile yang ditumpuk mengacu pada metode windrow. Sistem bucket chain mengeluarkan material yang telah ditarik ke belt conveyor sepanjang reclaiming bridge. Belt tersebut kemudian mentransport material ke belt selanjutnya yang berada di sepanjang storage.
Ket : 1. Jembatan stacking 1 6. Bucket chain hoist 2. Belt conveyor di atas jembatan 7. Jembatan reclaiming
3. Ruang operator 8. Ruang operator
4. Roda kabel 9. Jembatan reclaiming
5. Bucket chain 10. Jembatan stacking 2
Gambar 8 Bagian-bagian bucket chain excavator
II. 1. 3. Penarikan (Reclaiming) Bahan Baku di Indarung II/III
Bahan baku utama yang digunakan untuk pembuatan semen terdiri dari 4 macam yaitu batu kapur (limestone), silika, tanah liat (clay), dan pasir besi atau copper slag. Metode penumpukkan dan pengambilan untuk batu kapur dan silika yang terjadi di Indarung II/III yaitu menggunakan kombinasi conical shell stacking dan side reclaiming. Perbedaan stacker dan yang ada di Indarung II dan III yaitu untuk Indarung II hanya terdapat satu umpan keluaran, sedangkan di Indarung III terdapat dua umpan keluaran seperti terlihat pada gambar 6 dibawah ini.
Gambar 9 Stacker di Indarung II (a) dan Indarung III (b)
Sementara untuk reclaimer yang digunakan, Indarung II mengunakan
side reclaimer, sedangkan Indarung III menggunakan portal reclaimer.
Perbedaan antara keduanya terletak pada jumlah arm-nya dimana side
reclaimer hanya mempunyai satu buah arm, sedangkan portal reclaimer
mempunyai dua buah arm dimana secondary scrapper berfungsi untuk menarik material ke arah primary scrapper untuk dilanjutkan ke belt
conveyor.
(a) (b)
Gambar 10 Side Reclaimer (a) dan Portal Reclaimer (b)
Dari storage, batu kapur dan silika tersebut dibawa oleh belt conveyor A1/A2L04, A1/A2L05, dan A1/A2L06 untuk kemudian dimasukkan ke dalam hopper batu kapur A1/A2L10 dan hopper silika E1/E2A10 yang berkapasitas sekitar 200 dan 140 ton. Dari hopper tersebut batu kapur dan silika diumpankan ke mill melalui belt conveyor R1/R2A02 dengan terlebih dahulu ditimbang massanya di dosimat feeder R1/R2A01 untuk batu kapur dan R1/R2E01 untuk silika.
Untuk storage tanah liat di Indarung II/III, tanah liat yang dibawa oleh truk dimasukkan ke dalam hopper yang kemudian digiling oleh dua buah
roller mill C1M01 dan C2M02 untuk kemudian ditumpuk di open storage. Dari hopper sampai dengan ke open storage, silika tersebut
ditransport oleh belt conveyor C1J02 s/d J07. Pengambilan tanah liat dari
open storage mempergunakan bucket excavator yang kemudian dikirim
melalui belt conveyor R1C05 yang dilengkapi dengan weighting belt R1C05F1 untuk menimbang massa tanah liat yang akan diumpankan.
Tanah liat tersebut kemudian digiling kembali oleh roller mill R1M21 untuk kemudian ditransport dengan belt conveyor R1C06 dan R1C07.
Gambar 11 Bucket excavator
Iron sand atau copper slag yang digunakan dimasukkan ke dalam open storage, kemudian dikirim ke dump hopper D1L01 yang berkapasitas 220 ton. Dari hopper irond sand/copper slag tersebut diumpankan dengan dosimat feeder R1/R2D01 ke belt conveyor R1/R2C07 untuk disatukan bersama bahan baku tanah liat. Kedua bahan baku tersebut kemudian dikirim menuju belt conveyor R1/R2A02 untuk disatukan dengan batu kapur dan silika. Setelah keempat bahan baku disatukan maka bahan baku tersebut siap untuk diumpankan ke dalam mill.
II. 2. Tahap Penggilingan Raw Meal
Maksud dari penggilingan bahan mentah adalah untuk menyiapkan campuran yang homogen dengan kehalusan tertentu sesuai dengan keperluan pembakaran di Kiln, yaitu sekitar 9-15 % tertahan ayakan 90 micron. Keempat bahan baku yang telah disatukan tersebut kemudian ditransport oleh belt
conveyor R1A02/R2A02 untuk diumpankan ke dalam tube mill. Sebelum
masuk ke dalam tube mill, bahan baku tersebut melewati sebuah double, split
sluice flap yang terdiri dari 2 buah flap gate. Prinsip kerja alat ini adalah
dimana kedua gate tersebut membuka bergantian untuk mencegah udara luar masuk ke dalam tube mill. Pencegahan masuknya udara luar ke dalam mill bertujuan untuk menjaga suhu di dalam tube mill tetap tinggi sehingga kondisi operasi tetap terjaga.
II. 2. 1. Penggilingan dengan Tube Mill
Penggilingan yang terjadi pada tube mill dikarenakan adanya tumbukan material dengan grinding media. Rotasi tube mill menyebabkan isi mill yang terdiri dari grinding media dan material umpan terangkat akibat gaya sentrifugal serta friksi antara media dan lining. Tinggi pengangkatan isi tube mill tergantung beberapa faktor, antara lain:
Liner design
Kecepatan putaran mill
Bentuk, ukuran, dan berat grinding media Friksi antara lining dan grinding media Friksi antara mill charge
Gambar 12 Pergerakan grinding media di dalam mill
Gambar (9.a) menunjukkan grinding media menampilkan “Cataracing Motion” yang terjadi jika kecepatan rotasi mill cukup tinggi, pemilihan % loading yang tepat, ukuran grinding ball yang relatif besar dan terpasangnya lifting liner. Pada “Cataracing Motion” ini material umpan terutama digiling oleh tumbukan di zona “A” dimana hampir seluruh energi jatuh dari grinding media terpusat. Bentuk aksi ini terutama untuk mereduksi material besar yang masuk ke dalam mill.
Sedangkan gambar (9.b) menunjukkan grinding media menampilkan “Cascading Motion” yang terjadi pada kondisi yang mirip, tetapi dengan ukuran grinding ball yang lebih kecil dan tanpa lifting liner. Pada “Cascading Motion” ini, grinding media lebih bersifat mengalir dan
berputar daripada terangkat dan jatuh. Gerakan ini menyebabkan gaya gesek sehingga “Cascading Motion” ini tidak cocok untuk mereduksi material yang berukuran besar, tetapi sangat efektif untuk penggilingan material yang halus.
II. 2. 2. Kondisi Operasi dari Tube Mill a. Operasi normal
Yang dimaksud operasi normal pada sistem mill adalah dimana operasi sistem mill sehari-hari dengan output mill yang kontinyu dan kualitas produk yang stabil.
b. Operasi Abnormal
Operasi abnormal adalah ketika semua kondisi operasi diluar batas normal dimana laju output mill serta kualitas yang dibutuhkan tidak bisa dicapai seperti ketika kondisi normal.
Tabel 1 Sebab kondisi abnormal yang mungkin serta tindakan pertama yang diambil
Indikasi Kemungkinan Sebab Tindakan
Produk:
Terlalu Kasar Mill overfilled Laju umpan mill diturunkan Bukaan vane separator Penyesuaian yang tepat
Umpan mill terlalu kasar Meningkatkan precrushing Filter dust terlalu kasar Penyesuaian static separator Terlalu halus Mill underloaded Meningkatkan laju umpan mill
Bukaan vane separator Penyesuaian yang tepat
Umpan mill sangat halus Diperlukan penyelidikan lebih lanjut Filter dust sangat halus Penyesuaian static separator
Komposisi kimia salah
Proporsi umpan salah Penyesuaian proporsi yang tepat Komponen umpan salah Merubah kualitas komponen Mill:
Suara pelan Mill overfilled Laju umpan mill rendah Suara keras Mill underloaded Meningkatkan laju umpan mill Suhu semen:
Terlalu tinggi Suhu klinker terlalu tinggi Periksa clinker cooling Kurang injeksi air Penyesuaian laju alir Kesalahan cement cooler Perbaikan
Terlalu rendah Komposisi grinding ball tidak sesuai atau grinding ball rusak parah
Mengganti grinding ball
Diafragma tidak cocok atau tersumbat Mengganti/membersihkan diafragma Liner tidak cocok atau rusak Mengganti liner
Tekanan exhaust mill:
Terlalu tinggi Inlet/outlet tersumbat Bersihkan
Diafragma tersumbat Bersihkan diafragma Terlalu rendah Diafragma rusak Mengganti plate yang rusak
II. 2. 3. Bagian-bagian Tube Mill
Bagian-bagian internal dan eksternal dari tube mill dapat dilihat pada gambar 10 berikut:
Gambar 13 Bagian-bagian internal dan eksternal tube mill
a. Feed Arrangements
Peralatan untuk umpan mill harus memenuhi fungsi-fungsi sebagai berikut:
Mengijinkan material terus mengalir ke dalam mill tanpa menyebabkan tersumbat
Mencegah material kembali mengalir keluar (backflow) Mengijinkan masuknya udara dingin untuk kasus cement mill Mengijinkan masuknya udara panas untuk kasus raw mill
Spout Feeder Drum Feeder Step Type Feeder
Feed Chute of Airswept Mills
Gambar 14 Beragam tipe feed arrangement
b. Discharge Arrangements
Tipe-tipe dari discharge arrangements antara lain End Discharge
Discharge of Airswept Mills Discharge of Slurry Mill Center Discharge
Gambar 15 Beragam tipe discharge arrangement
c. Mill Shell
Mill shell terdiri dari beberapa bagian plat yang dilas. Tekanan
(stress) maksimum berada di bagian tengah shell. Pada tabel 2 dapat dilihat bending stress maksimum untuk tipe mill yang berbeda.
Tabel 2 Bending stress maksimum untuk beragam tipe mill Tipe Mill Max. Admissible Bending Stress
Dengan Trunnion Bearing Dengan Slide Shoe Bearing End Discharge
Mill ø < 4,2 m 16-18
Mill ø < 4,2 m 12-14 9-10
Centre Discharge 6-8
d. Liner
Liner berfungsi untuk melindungi bagian dalam tube mill. Liner yang digunakan harus tahan terhadap gaya tumbuk (deformasi,
breakage), friksi dan korosi. Bagian bagian internal tube mill dapat
Gambar 16 Bagian internal tube mill
Head Liner
Tube mill dibuat dalam tipe conical (dengan trunnion bearing)
atau tipe even (dengan slide shoe bearing).
Gambar 17 Head liner Shell Liner
o Lifting Liner
Lifting liner dipasang di dalam kompartemen I. Liner ini
harus dapat mengangkat dan melepas grinding media sehingga dapat menghancurkan partikel yang berukuran besar. Beragam tipe lifting liner dapat dilihat pada gambar 18.
Gambar 18 Tipe lifting liner o Classifying Lining
Pada bagian inlet di kompartemen II, material kasar butuh
grinding ball yang lebih besar untuk reduksi ukuran yang lebih
efisien sehingga tumbukan lebih dibutuhkan dibandingkan dengan gesekan (friksi). Sementara di bagian outlet kompartemen II, grinding ball yang lebih kecil diperlukan untuk gesekan (friksi). Oleh karena itu, kompartemen II biasanya dilengkapi dengan classifying liner. Liner ini otomatis memisahkan grinding media dimana grinding ball yang lebih besar di bagian inlet dan yang lebih kecil di bagian outlet. Prinsip dasar pemisahan grinding media dapat dilihat pada gambar 19.
Gambar 19 Classifying Liner
Fungsi dari intermediate diaphragm ini adalah untuk membagi mill menjadi kompartemen I dan II. Adjustable diaphragm dapat digunakan untuk mengontrol aliran material dan menjaga material yang diperlukan setiap kompartemen untuk mendapatkan efisiensi grinding yang tertinggi. Kriteria utama dalam perancangan intermediate diaphragm adalah lebar slot dan total area slot (open
area).
Single Diaphragm
Single diaphragm digunakan sebagai pemisah antara kompartemen I dan II untuk mill yang berukuran lebih kecil. Single
diaphragm juga digunakan sebagai discharge diaphragm untuk centre discharge mill.
Gambar 20 Single Diaphragm
Double Diaphragm with Lifter
Diaphragm jenis ini terdiri dari slot plate di sisi inlet dan blind plate di sisi outlet dan dilengkapi dengan lifter untuk mentransport
material. Bagian tengah diaphragm terbuka untuk mengijinkan udara kering masuk melalui mill.
Gambar 21 Double diaphragm
Open Diaphragm (Drying Chamber Diaphragm)
Open diaphragm dipasang sebagai pemisah antara drying chamber dengan kompartemen I. Slot liner harus cukup besar untuk
mentransfer material dan gas pengering melalui diaphragm.
Diaphragm juga harus tahan terhadap tumbukan grinding ball pada
suhu tinggi.
f. Discharge Diaphragm
Discharge diaphragm dipasang di ujung pada tipe end discharge mill atau di bagian tengah pada tipe centre discharge mill. Diaphragm
untuk centre discharge mill terdiri dari dua single diaphragm yang dipasang di outlet kompartemen I dan II. Perbedaan antara keduanya adalah pada lebar slot-nya.
g. Grinding Media
Untuk kompartemen I, ukuran grinding ball antara 50-100 mm dan untuk kompartemen II antara 15-50 mm. Ukuran dari grinding
ball tersebut tergantung pada beberapa faktor, antara lain:
Ukuran maksimal umpan yang akan digiling Kehalusan produk
II. 2. 4. Kriteria yang Perlu diperhatikan dalam Perancangan Tube Mill a. Length to Diameter Ratio (λ)
Length to Diameter Ratio dapat didefinisikan sebagai perbandingan
antara panjang mill dengan diameter internal mill. Length to Diameter Ratio ini tergantung dari beberapa faktor, antara lain:
Keluaran produk setiap jam Jenis material yang digiling Kehalusan produk akhir Ukuran material umpan
Keluaran produk setiap jam tergantung dari diameter mill, sedangkan kehalusan produk tergantung waktu tinggal yang dipengaruhi oleh panjang
mill. Oleh karena itu perlu dicari nilai λ yang optimal sehingga didapatkan
kuantitas dan kualitas produk yang diinginkan. Nilai λ untuk beragam Raw Mill:
Centre Discharge Mill 2,1 – 2,7 Two Comp. Mill 2,0 – 2,5 Single Comp. Mill 1,7 – 2,2
Air Swept Mill 1,5 – 2,0 b. Length of Compartment
Panjang dari tiap kompartmen untuk beragam tipe mill dapat dilihat pada tabel 3 berikut:
Tabel 3 Panjang tiap kompartmen untuk beragam tipe mill Tipe Mill % panjang total yang dipergunakan
Comp. I Comp. II Comp. III
Two Comp. Mill 30-35 70-65 -
Three Comp. Mill 20 30 50
Centre Discharge MIll 50 50 -
Filling degree (f) dapat didefinisikan sebagai volume (VQ) dari grinding
media yang diisikan dan ditunjukkan dengan persentase dari volume total mill (VM). 100 x V V f M Q (%)
Pada tabel 4 berikut ini ditampilkan persentase filling degree pada tiap kompartment untuk beragam tipe mill.
Tabel 4 Persentase filling degree pada tiap kompartmen Tipe Mill Filling Degree (%)
Comp.I Comp. II Comp. III Single Comp. Mill 27-33 - - Two Comp. Mill 27-33 25-32 - Three Comp. Mill 26-32 26-30 23-27
Air Swept Mill ≈26 - -
Dari literatur diketahui bahwa efisiensi grinding yang maksimum terjadi jika filling degree antara 26-28 %. Di atas nilai ini, semakin tinggi filling
degree maka efisiensi grinding semakin rendah. Pada gambar berikut filling degree didapatkan jika diketahui h/Di.
d. Berat Grinding Media
Berat isi grinding media di tiap kamar dapat dihitung dengan menggunakan rumus berlkut:
Q u i x f x xL xD Q 100 4 2 (ton)
Keterangan: Lu = Panjang internal kompartmen mill (m)
f = Filling degree (%)
γ Q = Berat bulk grinding media (ton/m3)
Di = Diameter internal mill (m) Q = Berat isi grinding media (ton)
Berat bulk grinding media (γ Q ) untuk beragam ukuran bola yang
diisikan di dalam tube mill dapat dilihat pada tabel berikut.
Tabel 5 Berat bulk grinding media untuk beragam ukuran bola Jenis Grinding Media Ukuran bola ø (mm) Bulk Weight (t/m3)
Steel balls 100-60 4,4
50-30 4,6
30-20 4,7
Cylpebs 30-20 4,8
Pada gambar dapat dilihat bulk weight untuk grinding media di kamar 1 adalah sebesar 4,4 t/m3 dan untuk kamar 2 adalah sebesar 4,65 t/m3.
e. Mill Speed
Kecepatan operasi dari mill dapat ditunjukkan sebagai persentase dari kecepatan kritis mill (critical mill speed). Kecepatan kritis mill tersebut terjadi ketika gaya sentrifugal (FC) sebanding dengan gaya gravitasi (FG).
Gambar 24 Kecepatan kritis mill
Di ncrit 3 , 42 (min-1) ncrit k n . 100 (min-1)
Ket : n = Kecepatan operasi mill (min-1) ncrit = Kecepatan kritis mill (min-1)
k = Rasio n/ncrit (%)
Di = Diameter internal mill (min-1)
Gambar 25 Pergerakan grinding media untuk beragam kombinasi filling degree dan kecepatan kritis
Kombinasi antara filling degree dan % kecepatan kritis yang tepat sangat diperlukan dalam pengoperasian mill karena jika filling degree dan
% kecepatan kritisnya rendah, tumbukan bola ke material tidak efisien, sebaliknya jika filling degree dan % kecepatan kritisnya tinggi dapat mengakibatkan ball charge centrifugation dan efisiensi penggilingannya sangat kecil. Mill modern saat ini memiliki range kecepatan antara 70-75 % dari kecepatan kritis mill.
II. 3. Penggilingan Raw Meal di Produksi II/III
Di departemen Produksi II/III, penggilingan bahan baku (raw meal) menggunakan tube mill dengan tipe duodan mill yang berkapasitas 160 ton/jam.
Feed Arrangements yang digunakan berjenis feed chute airswept mill karena
dibutuhkan ruang masuk yang besar bagi gas panas untuk pengeringan bahan baku. Centre Discharge digunakan sebagai discharge arrangements dimana letak keluaran produk hasil gilingan berada diantara kompartemen I dan kompartemen II.
Gambar 26 Raw mill tipe duodan mill
Material yang akan digiling dimasukkan bersamaan dengan aliran udara panas berasal dari suspension preheater yang ditarik oleh fan R1/R2P11, sehingga di dalam tube mill selain terjadi proses penggilingan juga terjadi
Material Inlet Gas Inlet Drying Chamber Kamar I Kamar I Material Outlet Gas Outlet
proses pengeringan. Tube mill untuk raw mill ini terdiri dari 3 ruangan, yaitu
drying chamber, kompartmen I dan kompartmen II. Pada drying chamber
dipasang lifter yang berfungsi untuk mengangkat dan menghamburkan material sehingga proses pengeringan dapat berlangsung dengan efektif karena luas permukaan material yang kontak dengan gas panas bertambah besar. Sebagai pemisah antara drying chamber dengan kompartmen I digunakan open
diaphragm seperti terlihat pada gambar 27.
Gambar 27 Open diaphragm
Di dalam kompartmen I terdapat lifting liner berjenis step liner. Liner jenis ini berfungsi untuk mengangkat dan menjatuhkan grinding media sehingga dihasilkan gaya tumbukan terhadap material yang akan digiling. Pada kompartmen II, permukaan liner yang digunakan bergelombang dikarenakan gaya yang diperlukan adalah gaya gesek antara material dengan grinding media sehingga tidak diperlukan liner yang dapat mengangkat grinding media. Di kompartmen II juga digunakan danula ring yang bertujuan untuk memperpanjang waktu tinggal material di dalam mill sehingga efek penggilingan akan lebih baik. Kedua liner yang digunakan pada tiap kompartmen dapat dilihat pada gambar 28 berikut.
(a) (b)
Gambar 28 Shell liner pada kompartmen I (a) dan kompartmen II (b)
Diaphragm digunakan di antara kompartmen I dan kompartmen II yang
berfungsi sebagai saringan terhadap material hasil penggilingan. Karena sistem
discharge-nya adalah centre discharge maka diaphragm yang digunakan
berjenis single diaphragm untuk masing-masing keluaran kompartmen.
(a) (b)
Gambar 29 Diaphragm untuk keluaran kompartmen I (a) dan kompartmen II (b)
Material hasil penggilingan keluar melalui diaphragm dan rima screen yang selanjutnya akan mengalami penyaringan kembali di ruang bawah tube mill sehingga material yang masuk ke dalam air slide adalah benar-benar raw mix dan mencegah grinding media ikut keluar bersamanya.
(a) (b)
Gambar 30 Rima screen (a) dan saringan di bawah tube mill (b)
Grinding media yang digunakan terbuat dari bola baja dengan ukuran yang
berbeda untuk tiap kompartmen. Untuk kompartmen I digunakan grinding
media berukuran 50-90 mm, sedangkan untuk kompartmen II, grinding media
yang digunakan berukuran 25-40 mm.
(a) (b)
Gambar 31 Grinding media di kompartmen I (a) dan kompartmen II (b)
II. 3. 1. Kriteria-Kriteria Perancangan di Raw Mill Indarung II/III
a. Length to Diameter Ratio (λ)
Panjang Mill (L) = LDrying Chamb. + LComp. I + LComp. II = 4,2 + 3,25 + 4,2 = 12,7 m
Diameter (D) = 4,7 m Maka λ = L/D = 2,7 b. Filling Degree (f)
Filling degree dan berat grinding media di tiap kompartmen dapat dilihat
Tabel 6 Filling degree dan berat grinding media
Kompartmen Ukuran grinding media (mm) Berat grinding media (ton) Filling degree (%)
I 90 21 20,7 80 14 70 14 60 10,5 50 1,5 Total 61 II 40 23,5 24 30 27 25 26,5 Total 77
c. Grinding Media Charge
Berat grinding media charge di tiap kompartmen adalah sebagai berikut: Untuk kompartmen I Q u i x f x xL xD Q 100 4 2 (ton) Q = 50,03 ton Untuk kompartmen II Q u i x f x xL xD Q 100 4 2 (ton) Q = 102,47 ton
Grinding media yang digunakan adalah berjenis bola baja untuk kedua kompartmen. Dahulu digunakan cylpebs sebagai grinding media di kompartmen II, tetapi kemudian diputuskan untuk menggunakan bola baja sebagai grinding
media di kompartmen II. Hal ini dikarenakan beberapa hal, antara lain:
o Kurangnya stock cylpebs di gudang
o Dapat menghemat pengeluaran karena grinding media dari kompartmen I dapat digunakan kembali untuk kompartmen II
o Kualitas hasil penggilingan dapat tetap terjaga meskipun menggunakan bola baja sebagai grinding media
Di ncrit 3 , 42 = 19,5 rpm n = 14,2 rpm k = 72,82 %
Dapat dilihat bahwa % kecepatan mill yang digunakan adalah sebesar 72,82 % dari kecepatan kritis.
Hasil produk setelah penggilingan kemudian keluar melalui bawah mill dan dibawa oleh air slide dan bucket elevator untuk selanjutnya dimasukkan ke dalam separator R1/R2S01 dan R1/R2S02. Separator yang digunakan di indarung II/III adalah berjenis dynamic separator classifier dengan
Counterblades dan Internal Fan.
II. 4. Separator
Berdasarkan prinsip kerja peralatan, separator dapat dibagi menjadi dua jenis, yaitu :
II. 4. 1. Static Separator
Pada static separator, tidak ada bagian peralatan pemisahan yang berputar/bergerak dalam proses pemisahan partikel.
Beberapa contoh static separator : a. Cyclone
Prinsip pengoperasian cyclone : udara dengan material terdispersi masuk ke cyclone melalui inlet. Partikel kasar dengan adanya gaya sentrifugal akan mengendap sebagai tailing, sedangkan partikel halus akan terangkat udara keluara cyclone melalui immersion tube.
Gambar 32 Cyclone separator b. Grit Separator
Udara yang mengandung debu masuk ke separator dari bawah dan mengalir ke sejumlah adjustable blade. Jika blade di set radial, maka partikel kasar akan mengendap karena aksi gaya inersia karena partikel kasar tidak bisa membelok 90˚ ketika akan masuk ke dalam immesion tube.
Gambar 33 Grit separator Fines
c. VS-Separator
Material masuk dari atas, material mengalir ke zone pemisahan dengan melalui inclined plates. Udara pemisah masuk ke dalam zone pemisahan secara transversal (melintang) terhadap aliran material. Zone pemisahan sesungguhnya berada antara inclined plate dan baffle plate. Material halus akan keluar terbawa aliran udara melalui sela-sela antara baffle plate, sedangkan material kasar oleh gaya gravitasi akan terjatuh dan keluar pada bagian bawah separator.
Gambar 34 V-S separator
II. 4. 2. Dynamic Separator
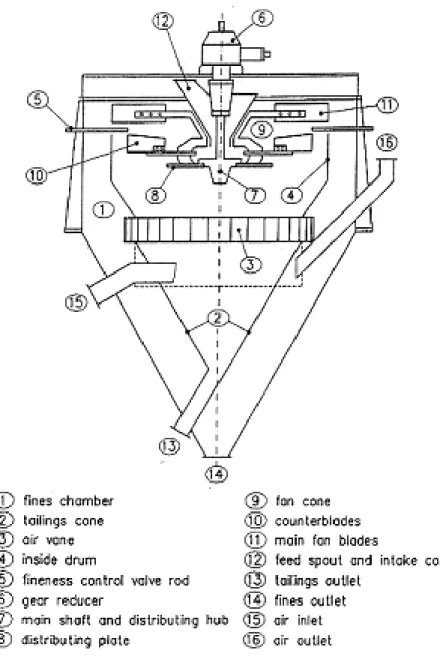
Prinsip kerja dari dynamic separator ini adalah material umpan dimasukkan melalui chute ke atas distributor plate yang mendispersikan partikel ke dalam aliran udara. Udara bersama dengan partikel yang terdispersi mengalir ke atas dan melewati rotating counterblade. Partikel kasar terlempar keluar akibat gaya sentrifugal, kemudian menumbuk dinding dan jatuh masuk ke dalam tailing cone sedangkan udara dengan partikel halus mengalir melalui fan menuju fine chamber. Di sini material halus dipisahkan dari udara dan terkumpul di dalam outer cone. Udara bersama dengan sejumlah material halus kembali ke zona pemisahan melalui air vane.
Dynamic separator memiliki fineness range sekitar 3000-6000 cm2/g yang dapat dilakukan penyesuaian-penyesuaian untuk mendapatkan material yang lebih halus atau lebih kasar.
Tabel 7 Penyesuaian yang dilakukan pada dynamic separator Penyesuaian Kehalusan Produk Counterblade:
Meningkatkan kecepatan Lebih halus
Meningkatkan jumlah Lebih halus
Meningkatkan radius (moved outward) Lebih halus
Meningkatkan ukuran Lebih halus
Fan blade
Meningkatkan radius (moved outward) Lebih kasar Internal fan damper
Outward posistion (bukaan lebih besar) Lebih kasar Inward position (bukaan lebih kecil) Lebih halus
Pada separator jenis ini ada sebagian peralatan pemisahan yang berputar/bergerak untuk melakukan proses pemisahan partikel.
Beberapa contoh separator yang termasuk dalam jenis dynamic separator :
a. Classifier dengan Counterblade dan Internal Fan
Feed material masuk melalui chute ke distribution plate yang menaburkan partikel ke aliran udara. Udara dengan partikel terdispersi mengalir ke atas dan melewati counterblade. Partikel kasar oleh gaya sentrifugal akan terlempar ke dinding dan terjatuh ke dalam konis tailing. Udara bersama partikel halus mengalir melalui fan ke konis material halus (fine cone).Di dalam ruang inilah material halus dipisahkan dari udara. Udara bersama sebagian partikel halus kembali ke dalam zone pemisahan melalui slot/air vane.
Sturtevant Separator
Sturtevant Separator memiliki inlet/outlet udara untuk keperluan drying atau cooling
Gambar 35 Sturtevant separator Heyd Separator
Heyd Separator memiliki dua individual drives untuk fan dan counterblade (fixed speed untuk fan, variabel speed untuk counterblade dan distributor plate) sehingga membuat penyesuaian
lebih mudah dan meningkatkan efisiensi separator dengan fine
Gambar 36 Heyd separator
b. Classifier dengan Counterblade dan Eksternal Fan Prinsip pengoperasian separator jenis ini adalah sbb :
Material masuk ke dalam distribution plate dan oleh distribution plate maeterial didispersikan ke udara sirkulasi. Partikel yang cukup halus melewati counterblade dan diangkat oleh udara ke eksternal
cyclone untuk diendapkan dan dikeluarkan dari cyclone. Partikel kasar
keluar dari konis tailing (tailing cone).Udara yang dari cyclone eksternal disirkulasikan kembali oleh fan ke dalam separator.
Gambar 37 Cyclone Air Separator (WEDAG)
c. Classifier dengan Rotor Cage dan Eksternal Fan (High Efficiency Separator)
Prinsip operasi dari high efficiency (SEPAX) separator adalah sbb : Material dari mill diumpankan ke dispersion section dan kemudian diangkat keatas oleh aliran udara. Grinding media yang halus-halus, dan benda-benda keras lainnya akan terjatuh dan keluar pada outlet bottom separator, sehingga keausan bagian-bagian separator dapat dikurangi, dan juga kemungkinan tersumbatnya diafragma bisa dikurangi.
Material tersuspensi mengalir melalui riser duct ke bagian pemisahan, dimana guide vane mendistribusikan aliran udara dan material ini secara merata dari bagian atas sampai bawah rotor.
Partikel halus meninggalkan separator pada bagian atas separator, ke bag filter atau sejumlah cyclone.Sedangkan partikel kasar terjatuh dari guide vanes ke dalam konis dan keluar separator melalui reject outlet.Rotor digerakkan oleh sebuah motor variable speed. Kehalusan produk bisa disesuaikan dengan mengubah-ubah speed rotor.
Gambar 38 Sepax Separator
Dynamic separator yang digunakan di Indarung II/III tidak memiliki variable speed fan sehingga kecepatan dari putaran kipas tidak bisa diatur.
Pengaturan fineness produk hanya dilakukan dengan cara mengubah bukaan
slot vane. Oleh karena itu, jenis dynamic separator yang digunakan lebih
mendekati jenis heyd separator.
Fineness produk separator kemudian ditransport oleh air slide
R1/R2U03 dan R1/R2U04 menuju ke airlift R1/R2U05 untuk selanjutnya dikirim ke homogenizing silo H1/H2H01-H02 dan H1/H2H11-H12. Udara yang digunakan oleh airlift untuk membawa produk berasal dari rotary
blower R1/R2U06 dan R1/R2U07. Produk separator yang kasar (tailing)
kemudian dibalikkan ke dalam mill melalui air slide R1/R2S16 untuk kompartemen I dan R1/R2S17 untuk kompartmen II. Produk kasar dari separator S01 sebanyak 35 % kembali ke kompartmen I sedangkan sisanya ke kompartmen II, sementara semua produk kasar S02 kembali ke kompartmen II.
Udara panas dari mill keluar melalui bagian atas mill dan suhu udara panas yang keluar dari mill harus dijaga suhunya di atas 65 0C karena jika dibawah suhu tersebut dikhawatirkan akan terjadi pengembunan sehingga aliran material dapat tersumbat dan transportasi menjadi tidak lancar. Udara panas tersebut kemudian masuk ke dalam cyclone untuk pemisahan antara material padat dan gas. Prinsip kerja dari cyclone yaitu udara dengan material yang terdispersi memasuki cyclone melalui inlet. Akibat adanya gaya sentrifugal maka partikel kasar terbentur dan berputar pada dinding sementara udara bersama partikel yang lebih halus meninggalkan cyclone melalui immersion tube. Pressure drop yang terjadi di dalam cyclone sekitar 10-15 mbar dan efisiensi dedusting sekitar 75-80 %.
Gambar 39 Cyclone Fines
Kemungkinan-kemungkinan yang dapat dilakukan untuk penyesuaian kehalusan produk, antara lain:
Diameter immersion tube (semakin kecil diameter, maka separasi lebih halus)
Kedalaman immersion tube (semakin panjang tube, maka produk lebih halus)
Aliran gas (Semakin tinggi laju alir, maka produk lebih halus tetapi
pressure drop lebih tinggi).
II. 5. Circulation Number
Circulation Number (CN) dapat didefinisikan sebagai rasio dari umpan
yang masuk ke separator dengan fine produk hasil separator, sehingga CN dapat dirumuskan sebagai berikut:
F M CN
Gambar 40 Sistem centre discharge mill
Untuk mendapatkan nilai M, F, serta G tidak dapat dilihat secara langsung di control room sehingga diperlukan bantuan residu dari tiap-tiap titik tersebut. Residu yang dipergunakan adalah residu atau hasil sieving dari ayakan berukuran 45 μ. Pengambilan sampel harus dilakukan dalam keadaan sistem
tunak (steady) yang diindikasikan dengan beban elevator yang stabil. Sampel di tiap-tiap titik M, G, dan F diambil secara manual kemudian dibawa ke laboratorium untuk dianalisa. Sampel dengan massa 10 gr tersebut ditaruh di atas ayakan berukuran 45 μ kemudian dihisap dengan vakum sehingga material yang halus tersedot dan tinggal material yang berukuran lebih besar yang tersisa. Massa yang tersisa di atas saringan tersebut menunjukkan % residu dari tiap-tiap titik tersebut.
Dari persamaan neraca massa didapatkan:
M = F + G dan Rm.M = Rf.F + Rg.G Sehingga Rg F Rf M Rm F M ( . . ) ) ( ) ( ) . . ( . . Rf Rg F Rm Rg M F Rf M Rm Rg F Rg M Maka: ) ( ) ( Rm Rg Rf Rg F M
Nilai circulation number ini berguna untuk mengetahui kondisi di dalam
mill. Nilai circulation number yang normal adalah berkisar antara 2 s/d 2,5. Jika
nilai circulation number kurang dari 2 berarti kondisi material di dalam mill cenderung kosong sehingga perlu ditambahkan feeding untuk mencegah
overgrinding. Sebaliknya jika nilai circulation number lebih besar dari 2,5
berarti kondisi di dalam mill penuh yang mungkin disebabkan oleh penggilingan yang tidak baik sehingga perlu dilakukan pengecekan di dalam
mill itu sendiri.
Nilai circulating load sebagai pedoman adalah : Untuk kehalusan yang rendah : U = 1.5 – 2 Untuk kehalusan yang tinggi : U >2
Gambar 41 Sistem mill a. Efisiensi separator
η = f / (u.a) x 100 % η = F.f / (A.a) x 100 %
Gambar 42 Kurva efisiensi separator
b. Tromp Curve
Informasi yang diberikan oleh kurva efisiensi tidak lengkap karena fraksi ukuran partikel dari 0 s/d x micron adalah sangat lebar.
Cut size (X50) diartikan sebagai ukuran partikel yang 50% feednya
kembali sebagai tailing. Makin rendah nilai cut size, makin baik performance separator.
Sharpness (k = d25/d75) diartikan sebagai perbandingan antara ukuran
partikel yang 25% feednya kembali ke tailing dengan ukuran partikel yang 75% feednya kembali ke tailing. Makin mendekati 1 nilai k, makin baik
performance separator.
Short circuit/By pass effect (δ)
Partikel yang masuk separator ada fraksi-fraksi ukuran partikel yang halus cenderung tidak mengalami proses pemisahan, melainkan langsung by
pass ikut aliran material tailing. Nilai % feed yang mengalami by pass ini
dapat dilihat pada tromp curve. Contoh Tromp curve :
Gambar 43 Tromp curve
δ : short circuit/by pass effect = 3.5% X50 : cut size = 39 μ
k : sharpness 28/55 = 0.51
Raw mix hasil penggilingan di mill kemudian ditransport ke dalam homogenizing silo. Raw mix tersebut harus dihomogenisasikan sebelum
diumpankan ke dalam kiln karena homogen tidaknya komposisi umpan kiln akan sangat besar pengaruhnya terhadap kelancaran operasi kiln. Hal ini dikarenakan komposisi raw mix dapat memberikan efek terhadap pembentukan
coating, ring formation, clogging, serta kerusakan brick sehingga homogenisasi
adalah merupakan proses yang sangat mutlak sebelum pengoperasian kiln.
Homogenizing silo dapat dicapai dengan dua cara yaitu:
Dengan blending, dimana dua atau lebih material dikeluarkan secara simultan.
Dengan mixing, dimana dua atau lebih material yang berbeda diaduk dengan pengaduk atau aerasi (dengan udara), sehingga didapat suatu campuran material yang homogen.
II. 6. 1. Prinsip Kerja Homogenizing Silo
a. Discontinuous Batch Homogenizing Silos
Pada umumnya jenis ini terdiri dari dua pasangan silo, yang mana silo di atas sebagai homogenisasi dan yang bawah bersifat sebagai storage silo. Kapasitas homogenisasi silo ini adalah 6-11 kali kapasitas raw mill. Kedua pasangan ini diisi atau dikeluarkan secara bergantian.
Gambar 44 Discontinuous Silo
b. Continuous Over Flow Silos
Sistem ini biasanya terdiri atas sebuah homogenizing silo yang dikombinasikan dengan raw meal storage silo. Biasanya mempunyai kapasitas 6-10 kali kapasitas raw mill dengan perbandingan diameter : tinggi = 1 : 1,2. Prinsip dasar dari over flow homogenizing silo ini adalah dilakukan aerasi dari bawah silo secara bergantian dan pada saat pengisian, pengadukan dan pengeluaran terjadi bersamaan secara kontinyu. Pemakaian power sistem ini biasanya lebih besar daripada sistem batch.
II. 6. 2. Homogenizing Silo di Indarung II/III
Dari kedua jenis prinsip kerja silo di atas, dapat dilihat bahwa sistem
homogenizing silo di operasi I adalah berjenis discontinuous batch homogenizing silo. Homogenizing silo di operasi I terdiri dari dua bagian
yaitu blending silo H01 dan H02 di bagian atas dan storage silo H11 dan H12 di bagian bawah. Prinsip kerja pengisian homogenizing silo ini adalah raw
kemudian pengisian bergantian antara H01 dan H02 setiap 5 menit. Cara pengisian ini menyebabkan terbentuknya lapisan-lapisan raw mix yang berbeda pada blending silo sehingga ketika dilakukan pengeluaran diharapkan
raw mix sudah terhomogenisasi. Pengisian dan pengeluaran di blending silo
dapat dilihat pada gambar berikut.
Gambar 45 Pengisian dan pengeluaran pada blending silo
Pada bagian bawah silo ditiupkan udara yang berasal dari blower. Hal ini bertujuan untuk menggemburkan/aerasi dari raw mix sehingga raw mix lebih mudah untuk dikeluarkan. Raw mix yang telah dikeluarkan dari storage silo kemudian dibawa oleh screw conveyor H1/H2U1 untuk selanjutnya digunakan untuk umpan kiln.
III. PROSES PRODUKSI DI AREA KILN DAN COAL MILL
III. 1. Proses Pada Sistem Kiln
Sistem kiln harus didesain untuk memenuhi proses kimia yang diperlukan selama raw mix yang diumpankan ke kiln dirubah menjadi klinker. Proses yang terjadi merupakan proses endotermis dan terjadi pada suhu maksimum material mencapai 1450 0C. Energi panas diterima dari gas panas dengan suhu mencapai 2000 0C yang dihasilkan oleh bahan bakar untuk pembakaran.
Tabel 8 Jenis reaksi yang tejadi pada suhu tertentu di dalam rotary kiln
Range suhu (0C) Jenis reaksi
Heating up
20-100 Penguapan H2O bebas
100-300 Penghilangan air yang terserap secara fisis
400-900 Penghilangan struktur H2O (grup H2O & OH) dari mineral tanah liat
>500 Perubahan struktural di dalam mineral silikat 600-900 Disasosiasi karbonat
>800 Pembentukan belite, produk intermediate, aluminat & ferrite >1250 Pembentukan fase liquid (lelehan aluminat & ferrite)
Mendekati 1450 Penyempurnaan reaksi dan rekristalisasi alite dan belite Cooling
1300-1240 Kristalisasi fase cair menjadi terutama aluminat dan ferrite
III. 1. 1. Proses Kering 1. Long Dry Kiln
a. Tanpa Peralatan Penukar Panas Internal
Merupakan jenis instalasi proses kering yang paling sederhana dengan konsumsi panas sekitar 5100 kj/kg klinker (1200 kcal/kg klinker) atau sekitar 90 % dari konsumsi panas pada proses basah sehingga dipertimbangkan sangat tidak ekonomis. Keuntungannya adalah kesederhanaan dan tidak sensitif terhadap masalah sirkulasi yang berat.
Jenis kiln ini cocok untuk dikombinasikan dengan waste heat recovery
terkandung di dalam gas buangan kiln selanjutnya digunakan untuk menghasilkan energi yang bermanfaat.
Data karakteristik kiln:
Konsumsi panas (q) 4500-6000 kj/kg klinker (1075-1430 kcal/kg klinker)
Suhu keluar gas kiln 450-500 0C
Pressure drop pada sistem 0,5-1,0 KPa b. Dengan Peralatan Penukar Panas Internal
Long dry kiln dengan peralatan penukar panas internal (rantai atau crosses dari baja atau keramik) merupakan solusi agar lebih ekonomis
dimana konsumsi panas yang dicapai dapat kurang dari 4200 Kj/Kg. Data karakteristik kiln:
Konsumsi panas (q) 3800-4500 kj/kg klinker (910-1075 kcal/kg klinker)
Suhu keluar gas kiln 400-450 0C
Pressure drop pada sistem 1,0-1,5 KPa 2. Suspension Preheater (SP) Kiln
Selama 30 tahun terakhir, SP kiln menjadi sistem pembuatan klinker yang dominan. Pada sistem ini, raw mix yang telah digiling dan dikeringkan menggunakan gas sisa kiln sebagai media pengering pada mill plant kemudian diumpankan ke dalam sistem. Raw mix yang telah dihomogenisasi kemudian diumpankan ke dalam preheater dimana di dalam preheater tersebut raw mix tersuspensi oleh aliran gas kiln sehingga pertukaran panas yang terjadi sangat efektif.
3. 3. Preheater Kiln dengan 4 Tingkat Siklon
Sampai pertengahan th 1980, jenis ini merupakan sistem dengan konsumsi bahan bakar terendah. Preheater jenis ini dibuat dalam beberapa konfigurasi dengan kapasitas sampai 4500 ton/hari yang kebanyakan dikombinasikan dalam bentuk single atau twin cyclone stage. Gas keluaran kiln masih dapat digunakan untuk mengeringkan raw material dengan kandungan air sampai 8 % jika mill beroperasi bersamaan dengan kiln sehingga suhu gas sisa yang relatif tinggi tidak dianggap sebagai kehilangan panas.
Sistem preheater dipasang di dalam menara yang terbuat dari baja atau beton dengan ketinggian sekitar 60-120 m (6 tingkat) di atas inlet kiln.
Preheater dengan 4-6 tingkat merupakan jenis yang paling sesuai untuk
menghadapi masalah sirkulasi dengan adanya konsentrasi yang berlebih sehingga dapat menyebabkan masalah penyumbatan (clogging) pada sistem
preheater.
Gambar 46 Kiln proses kering (dengan 4 tingkat SP)
Karakteristik operasi untuk preheater kiln 4 tingkat Konsumsi panas (q)
o Unit kecil 3350-3550 kj/kg klinker (800-850 kcal/kg klinker) o Unit besar 3150-3350 kj/kg klinker (750-800 kcal/kg klinker) Suhu gas keluar kiln 320-350 0C
Volume gas keluar kiln Mendekati 1,5 Nm3
/kg klinker Pressure drop sistem 4-6 KPa
Kehilangan debu relatif terhadap klinker 8-15 % Suhu gas kiln Mendekati 110 0C
III. 2. Rotary Kiln
Saat ini, semua industri penghasil klinker menggunakan rotary kiln karena
rotary kiln merupakan satu-satunya cara yang feasible untuk mengatur proses
dengan suhu tinggi dan material dengan beragam sifat. Rotary kiln harus memenuhi 3 jenis kebutuhan:
Combustion : Sebagai combustion chamber untuk bahan bakar pada burning
zone
Proses : Sebagai reaktor untuk proses pembakaran klinker dan material
conveyor
Mekanikal : Stabilitas bentuk, carrying load, fleksibilitas panas, dan tightness
III. 2. 1. Dimensi Rotary Kiln
Dimensi kiln didefinisikan dengan inner diameter (Di) dari shell kiln (untuk kiln dengan diameter berbeda : D burning zone) dan panjang kiln (L).
L [m] dan D [m] L/D [m]
Pada kiln di dalam industri semen, rasio L/D aktual yang digunakan yaitu dari L/D = 40 (untuk long wet kiln) sampai dengan L/D = 11 (untuk
Gambar 47 L/D untuk kiln panjang dan pendek
Kriteria dimensi pada proses yang sering digunakan adalah:
a. Specific Volume Load =
ln _ _ ker _ Pr ki net Volume klin oduksi ) (dm3 ton
b. Specific Zone Load =
Section Cross Zone Burning Net klin oduksi _ _ _ _ ker _ Pr ) (dm2 ton
c. Thermal Burning Zone Load =
Section cross Zone Burning Net Zone Burning pada Panas Input _ _ _ _ _ _ _ _
2 m MWIII. 2. 2. Aspek Mekanikal Rotary Kiln
a. Riding Ring Fixation, Kiln Shell Ovality
Rotary kiln didesain supaya semurah mungkin, tetapi harus tetap kuat
untuk menjamin keausan lining yang minimum. Hal ini dapat terpenuhi jika
menjelaskan deformasi shell pada titik tertentu adalah kiln shell ovality (ketidak bulatan shell kiln) (ω):
ω = 2(a-b) dengan 2a & 2b sebagai sumbu utama dari sebuah ellips Umumnya ovality relatif (ω) maksimum yang diijinkan adalah sebesar 0,3 %. 2 hal yang harus dipenuhi untuk menjaga kiln ovality pada batas toleransi adalah:
Riding ring harus cukup kuat
Jarak antara ring shoes dan riding ring selama operasi seharusnya minimum
Gambar 48 Tire fixation b. Kiln Seal
Untuk menghindari bahaya bocornya gas panas dan debu ke atmosfer, keseluruhan sistem kiln dioperasikan pada tekanan negatif. Profil tekanan mulai pada ambient (pada cooler) dan bertambah negatif menuju kiln
induced draft (ID) fan. Masalah yang timbul sekarang adalah adanya udara
luar yang terhisap ke dalam sistem yang disebut false air. False air memilki efek yang berbeda tergantung dari titik masuknya sehingga menyebabkan banyak usaha yang dilakukan untuk menjaga sistem proses rapat.
Kiln inlet seal
Kiln inlet seal harus dilengkapi dengan dust return scoop ring untuk
mencegah spillage umpan kiln. Jenis kiln inlet seal
o Sealing force oleh silindris pneumatic; Sealing ring
o Sealing force oleh coil spring /lever atau weight (mechanical);
sealing-segment
o Sealing force oleh leaf spring dan rope dengan weight; lamella (fish
scale)
Kiln outlet seal
Kiln outlet seal dipasang di antara kiln head dan rotary kiln dimana
tekanannya negatif. Outlet seal didesain khusus untuk aplikasi jenis
pneumatic, mechanical, dan lamella (fish scale).
Kiln inlet lamella seal Kiln inlet lamella seal
Gambar 49. Kiln inlet dan outlet seals
c. Kiln Drive
Kiln drive didesain untuk kecepatan antara 1,0 sampai dengan 4,0 min-1
tergantung pada kemiringan, proses dan diameter kiln. Long wet kiln beroperasi pada kecepatan yang rendah, sedangkan beberapa kiln model baru (L/D yang lebih pendek dengan precalciner) beroperasi pada kecepatan yang lebih tinggi.
Gambar 50. Kiln drive
Rotary kiln telah digerakkan oleh drive dengan tipe girth & pinion drive
karena kinerja dari:
Dimensioning yang tepat Alignment yang tepat
Sistem pelumasan dan kualitas pelumas yang mencukupi
Dengan adanya 2 support short kiln (L/D <13) yang baru, deformasi
shell kiln serta burning zone yang lebih dekat ke drive menjadikan lebih
sulit untuk memastikan alignment yang tepat. Gearless drive (=friction
drive) kemudian diperkenalkan dan menjadikannya mungkin untuk
menghindari girth drive dengan menggunakan roller kiln untuk transfer torsi ke riding ring.
Elemen-elemen yang merupakan bagian dari sistem: Two support → Untuk membagi beban pada driven tire
Splined tire fixation → Untuk transmisi torsi yang aman ke shell
Self-aligning roller station → Untuk pola beban linear di antara roller dan tire (friction)
III. 3. Suspension Preheater (SP)
Semua sistem kiln modern telah dilangkapi oleh siklon suspension preheater. Instalasi yang baru termasuk precalciner dengan tertiary air duct sehingga
preheater dan precalciner menjadi 1 unit. Bagaimanapun, preheater memiliki
tugas tertentu dan secara prinsip tidak terhubung ke precalciner.
Suspension preheater 4 tingkat pertama kali ditemukan tahun 1951.
Keuntungan dari penggunaan suspension preheater adalah : Temperatur gas keluar cukup rendah, bisa < 350°C
Perpindahan panas dari gas ke raw mix cukup baik (temperatur raw mix mencapai > 90% dari temperatur gas dalam waktu < 1 detik) untuk setiap
stage-nya
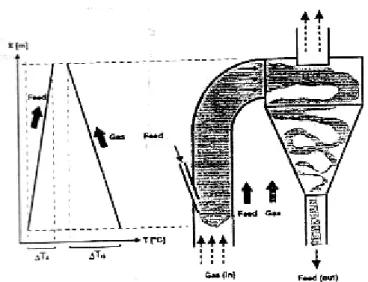
Gambar berikut ini memperlihatkan proses aliran material dan gas di dalam
suspension preheater 4 stage serta perubahan-perubahan temperatur pada setiap
stagenya.
Gambar 51. Pola aliran dan temperatur di suspension preheater.
Pada perkembangan teknologi, desain cyclone yang lebih tinggi dan ramping serta dip tube/center tube yang lebih panjang, membuat pressure drop di setiap
stage-nya menurun dari 15 mbar menjadi 5-10 mbar. Sehingga pada
III. 3. 1. Perpindahan Panas di Dalam Suspension Preheater a. Perpindahan Panas Counter-Current (Shaft Stage)
Prinsip counter current merupakan jenis perpindahan panas yang paling efisien. Aliran media pelepas panas dan media penyerap panas berada pada arah yang berlawanan. Hal ini menyediakan perbedaan suhu yang optimum
Gambar 52 Perpindahan panas berlawanan arah (counter current)
Dalam kasus suspension preheater dimana serbuk tersuspensi di dalam gas, perpindahan panas terjadi di dalam “reaktor” dimana gas panas masuk dari bawah dan keluar dari atas. Waktu tinggal umpan tergantung pada distribusi dan waktu tinggal aliran gas yang ditentukan oleh kecepatan gas.
b. Perpindahan Panas Co-Current (Cyclone Stage)
Perpindahan panas co-current terjadi jika kedua media perpindahan panas mengalir dalam arah yang sama. Suhu umpan tidak pernah bisa mencapai suhu gas inlet karena perbedaan suhu yang menurun dengan cepat. Penukar panasnya adalah gas duct dengan kecepatan aliran 10-20 m/s yang dilengkapi dengan peralatan dispersi umpan yang baik, sedangkan kegunaan siklon terutama adalah untuk memisahkan umpan dari gas dan bukan untuk perpindahan panas.
Gambar 53 Perpindahan panas searah (co current)
III. 3. 2. Tipe Suspension Preheater
a. Suspension Preheater Dengan Shaft Stage
Kinerja yang mengecewakan dari shaft stage membuatnya menghilang dari pasaran. Banyak hybrid preheater dipasang dengan satu atau dua
cyclone stage menggantikan shaft stage. Shaft stage pada inlet kiln memiliki
keuntungan yaitu lebih kurang sensitif terhadap build-up sulfur pada sistem
kiln.
Shaft preheater murni Polysius : GEPOL
Self-supporting structure (tidak diperlukan tower)
Untuk kapasitas kecil (s/d 1000 ton/hari) ZAB Dessau : Beberapa aplikasi di eropa timur
Gambar 54 Desain preheater tipe shaft : ZAB, GEPOL
Hybrid Preheater
Beberapa suplier menggunakan kombinasi shaft dan cyclone stage: Polysius: DOPOL preheater (generasi pertama)
Berkembang bertahap menjadi cyclone preheater Kapasitas sampai 3000 ton/hari
Gambar 55 Preheater kombinasi shaft/cyclone : Buhler-Miag, Presov
Prerov: Satu shaft stage yang besar dengan dedusting cyclone
Memungkinkan tambahan cyclone stage
b. Suspension Preheater dengan Cyclone Stage
Perpindahan panas counter current dapat dicapai dengan pemasangan beberapa co-current stage secara seri. Hasilnya adalah multi-stage
cyclone preheater yang umum diaplikasikan pada pabrik semen modern.
Gambar 56 Cyclone suspension preheater
Jumlah stage pada cyclone preheater tergantung pada: Kelembaban raw material (kebutuhan panas pengeringan) Biaya energi panas
Biaya energi listrik
III. 3. 3. Tampilan Rancangan Siklon Suspension Preheater
Preheater modern yang dirancang untuk pressure drop yang rendah
dengan menggunakan rancangan siklon baru harus menyediakan efisiensi pemisahan yang baik, khususnya di bagian atas dan bawah stage. Kecepatan
inlet siklon didesain dalam batas 10-15 m/s.
Gambar 57 Bagian-bagian cyclone preheater
Total pressure drop pada satu cyclone stage 1/3 nya disebabkan oleh
gas duct (pengangkatan material) dan 2/3 nya oleh siklon. Perancangan
siklon bertujuan untuk mengoptimalkan antara efisiensi separator yang tinggi, pressure drop serta biaya yang rendah. Bentuk siklon mempengaruhi efisiensi pemisahan siklon dimana efisiensi akan meningkat dengan dip tube yang lebih panjang dan meningkatnya jarak antara silinder (swirl) dengan
dust collecting cone (misalnya bentuk yang tinggi dan ramping). Selain
memiliki parameter rancangan yang tepat, semua stage seharusnya dilengkapi dengan:
a. Dip Tube (Immersion Tube)
Bagian siklon ini memiliki pengaruh yang menentukan terhadap separasi dan pressure drop. Dip tube membuat gas berputar 180-360 0C yang menghasilkan gaya sentrifugal yang diinginkan untuk efek pemisahan. Bahan dari plat baja dapat digunakan untuk tingkat atas yang lebih dingin (stage 1-3), sedangkan pada tingkat bawah yang lebih panas dibuat dari bahan baja tahan panas atau keramik.
Gambar 58 Immersion tube
b. Meal Flap
Kegunaan meal flap adalah untuk menutup daerah yang tidak digunakan umpan, untuk menghindari lewatnya aliran gas. Meal flap dirancang hanya terbuka jika berat material tertentu mendorongnya terbuka yang menghasilkan fluktuasi umpan.