Pengaruh Panjang Busur Pemotongan Dinding
terhadap Tegangan Maksimum Bejana Tekan Vertikal
selama Proses Window Patching
Nasrul SyahruddinPT Badak NGL
Facilities Engineering – Technical Department Bontang – Kalimantan Timur, 75324
Salah satu metode perbaikan bejana tekan vertikal untuk kasus penipisan dinding akibat erosi dan korosi adalah dengan metode window patching. Window patching dilakukan dengan membuang dinding yang mengalami penipisan, dengan membuat lubang berbentuk jendela di dinding bejana, kemudian menggantinya dengan plat baru. Dengan kondisi dinding bejana tekan yang relatif tipis dibandingkan dengan tinggi dan diameternya yang relatif jauh lebih besar, indikasi kegagalan struktur saat dilakukan proses window patching sangat mungkin terjadi.
Dengan pendekatan analisa beban eksentris pada bentuk kolom (metode
Secan), dicari hubungan antara panjang busur pemotongan terhadap tegangan maksimum yang terjadi pada bejana pada proses window patching. Kriteria kegagalan struktur adalah jika tegangan maksimum yang timbul pada panjang busur pemotongan tertentu melebihi tegangan yang diijinkan untuk material bejana. Tujuannya agar kegagalan struktur bejana tekan selama proses window patching dapat diprediksi dan diantisipasi.
Hasil analisa memperlihatkan hubungan linier panjang busur pemotongan terhadap tegangan maksimum yang terjadi pada bejana selama proses window patching. Dengan memasukkan nilai tegangan yang diijinkan untuk material bejana, didapatkan nilai panjang busur pemotongan maksimum di setiap ketinggian lokasi pemotongan yang dapat menyebabkan kegagalan struktur bejana tekan selama proses window patching.
1. PENDAHULUAN
Pada proses produksi LNG (Liquid Natural Gas), sala h satu tahapannya adalah proses penyerapan CO2 dari gas umpan (feed gas) dengan menggunakan larutan Amine agar tidak terjadi
pembekuan CO2 pada tahapan proses selanjutnya. Proses penyerapan tersebut berlangsung dalam
sebuah bejana tekan vertikal yang bertipe menara (tower). Penggunaan jenis bejana tekan vertikal tipe tower pada industri LNG dibandingkan jenis dan tipe lainnya adalah lebih banyak. Hal ini disebabkan karakteristik industri LNG yang sebagian besar memanfaatkan proses kimia seperti proses pemisahan (removal), dehydration, fractination dan refrigeration sebelum akhirnya proses pencairan (Liquefaction). Pada proses tersebut banyak diperlukan kontak antara bahan kimia dan gas umpan dalam beberapa tahapan distribusi aliran berdasarkan komposisi kimia dan fraksi beratnya sehingga jenis vertikal bertipe tower adalah jenis dan tipe bejana yang paling tepat untuk digunakan. Selain itu, dari sisi ekonomis jenis tower ini juga tidak memerlukan tempat yang luas jika dibandingkan tipe lain untuk aplikasi dalam jumlah yang banyak.
Namun akibat dari proses kimia dalam tahapan proses produksi LNG tersebut, bejana tekan vertikal tower dengan material carbon steel mudah terkena erosi dan korosi oleh larutan kimia terutama oleh larutan Amine. Hal ini menyebabkan terjadinya penipisan dinding bejana yang dapat mengurangi reliabilitas jangka panjang dari bejana. Dalam beberapa hasil inspeksi dengan metode
Ultrasonic Test terutama untuk kilang LNG yang sudah cukup tua, penipisan dinding bejana banyak terjadi dan telah mendekati batas tebal yang diijinkan. Sehingga diperlukan perbaikan untuk memenuhi standar tebal minimum operasi dan meningkatkan reliabilitas jangka panjang dari bejana tersebut.
Metode perbaikan yang banyak dikenal adalah metode window patching, yaitu metode perbaikan yang dilakukan dengan membuang bagian dinding yang mengalami penipisan dengan membuat lubang berbentuk jendela, kemudian menggantinya dengan plat yang baru. Dengan melihat kondisi disain bejana tekan vertikal tower yang memiliki tebal dinding yang relatif tipis bila dibandingkan dengan panjang dan diameternya, maka ada indikasi kegagalan struktur pada saat dilakukan proses window patching, yang dapat menyebabkan bejana tersebut roboh. Untuk mencegah hal tersebut terjadi, makalah ini disusun untuk melihat hubungan panjang busur pemotongan pada dinding bejana terhadap tegangan maksimum yang terjadi pada bejana selama proses window patching. Dengan mengetahui hubungan tersebut, dapat diprediksi batas maksimum panjang busur pemotongan di setiap lokasi dinding bejana yang dapat menyebabkan kegagalan struktur pada bejana tersebut.
Hubungan panjang busur pemotongan terhadap tegangan maksimum tersebut, dianalisa dengan pendekatan analisa beban eksentris pada bentuk kolom (metode Secan). Namun persamaan hubungan tersebut tidak dapat langsung diaplikasikan untuk setiap bejana tekan vertikal tower, karena setiap bejana belum tentu memiliki aksesori yang persis sama sehingga persamaan gaya dan momen aktual yang terjadi juga tidak persis sama untuk setiap bejana. Diharapkan makalah ini dapat memberikan panduan dan persamaan-persamaan di dalamnya dapat sedikit dimodifikasi untuk aplikasi bejana tekan vertikal tower yang berbeda.
2. METODE PENELITIAN
Analisa yang dilakukan bertujuan untuk menentukan sejauh mana batasan proses window patching boleh dilakukan untuk ketinggian pemotongan tertentu. Hasil dari analisa akan disajikan dalam bentuk grafik untuk memudahkan dalam aplikasinya. Mengingat bejana tekan jenis vertikal tower bukan merupakan kolom ideal dan beban yang bekerja pada luasan penampang merupakan beban terdistribusi (bukan beban konsentris), sehingga pendekatan yang dilakukan adalah dengan metode Secan , bukan metode Euler yang biasa digunakan untuk analisa kolom ideal dengan beban terpusat (konsentris).
Di dalam pendekatan dengan metode Secan, yang dianalisa adalah tegangan maksimum yang terjadi pada proses window patching, dan sebagai pembanding digunakan tegangan ijin maksimum
material (maximum allowable stress value). Jika tegangan maksimum yang terja di melebihi nilai
allowable stress, maka diduga akan terjadi kegagalan struktur, yaitu terjadinya buckling pada daerah yang mengalami pemotongan.
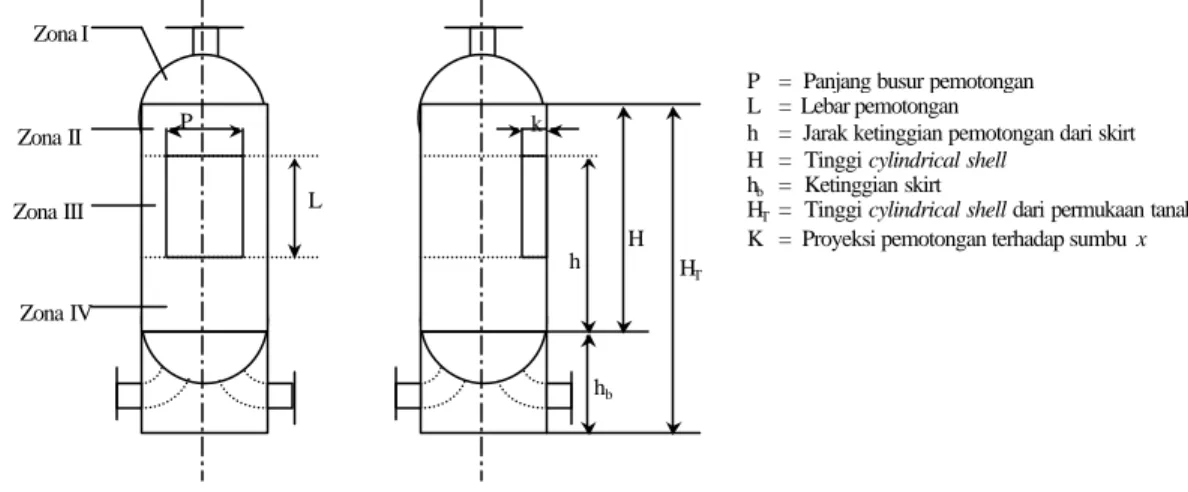
Untuk simplifikasi analisa, bejana vertikal tower dibagi dalam 4 zona seperti digambarkan pada gambar 1. yang meliputi :
1) Zona I, yaitu top head dan aksesori yang menempel padanya
2) Zona II, yaitu bagian cylindrical shell yang berada di atas potongan. Zona ini bertindak sebagai beban (load)
3) Zona III, yaitu bagian yang mengalami pemotongan saat proses window patching. Zona ini bertindak sebagai kolom yang dianalisa kekuatan strukturnya
4) Zona IV, yaitu bagian bawah daerah yang dipotong. Zona ini bertindak sebagai tumpuan
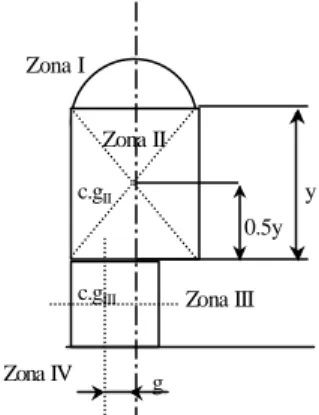
Untuk mengetahui luas penampang (cross section area) pada area yang dipotong, dapat digambarkan pada gambar irisan penampang bejana seperti berikut :
Momen inersia dapat ditentukan berdasarkan persamaan menurut referensi Cold Formed Steel Design Manual 1983 Edition, AISI :
2 0 A d I I = + x (1) − − = = 2 ' cos ' sin 2 ' 2 2 1 2 1 3 ' ' 0 α α α t R I I yy (2)
Pada proses window patching, kegagalan struktur diduga terjadi pada Zona III, dimana terjadi diskontinuitas penampang pada dinding bejana akibat pemotongan. Gaya yang bekerja diasumsikan disebabkan oleh berat bejana (selfweight) dan semua benda yang berada di Zona I dan
Zona I Zona II Zona III Zona IV P L k h hb H HT
Gambar 1. Skema Pemotongan pada proses Window Patching
P = Panjang busur pemotongan L = Lebar pemotongan
h = Jarak ketinggian pemotongan dari skirt H = Tinggi cylindrical shell
hb = Ketinggian skirt
HT = Tinggi cylindrical shell dari permukaan tanah K = Proyeksi pemotongan terhadap sumbu x
y’ y B A G c.g y’ y g k x x α
P = AB = panjang busur pemotongan BG = R0 sin ½ α
k = proyeksi P terhadap sumbu x
= − α 2 1 cos 1 0 R
t = thickness / tebal cylinder shell
R = radius rata-rata α = sudut pemotongan α’ = sudut α akibat pergeseran c.g
= + − g R BG α 2 1 cos tan 0 1
g = pergeseran pusat massa akibat pemotongan
= 0 2 2 1 sin 2 R α π α − − R0 = radius luar C = α 2 1 cos 0 R g+
Ax = luasan daerah setelah dipotong =
− π α 2 1 2 A A2 = π (R02 - Ri2) d = g−0.5k Gambar 2. Irisan penampang pada bejana
Zona II. Sedangkan Zona IV yang berada di bawah Zona III, akan diasumsikan sebagai tumpuan bagi Zona III.
Gaya-gaya yang bekerja selama pemotongan window patching diasumsikan disebabkan oleh gaya berat bejana dengan isolasinya termasuk berat alumunium jacketing, gaya berat aksesoris yang menempel pada dinding bejana (meliputi platform, ladder, distributor, flanges. Pipe, David, dan lain-lain), gaya berat tray dan support ring yang terdapat di dalam bejana, gaya berat orang dan estimasi barang yang ada pada platform saat pemotongan berlangsung, gaya tiupan angin (wind load).
Gaya aksial yang terjadi pada Zona III disebabkan oleh gaya berat yang timbul pada Zona I dan Zona II. Pada Zona I, gaya berat berasal dari ; massa top head (mtop), massa platform (mplat1),
massa isolas top head (miso top), massa allumunium jacketing (mjack top) dan massa piping (mpipe).
Sehingga gaya berat total yang ditimbulkan oleh Zona I dapat ditentukan dengan :
PZoneI =
(
mtop +mplat1+misotop +mjacktop +mpipe)
.g (3)Pada Zona II, gaya berat berasal dari ; massa cylindrical shell (mves), massa platform (mplat2),
massa isolasi (miso), massa alumunium jacketing (mjack), massa tray (mtray), massa support ring
(msupp), massa davit (mdav), massa ladder (mladd), massa distributor (mdist), massa flange (mflg) dan
massa lain-lain (mother) termasuk orang dan barang yang berada di dalam bejana selama proses
pemotongan berlangsung. Sehingga gaya berat total yang ditimbulkan oleh Zona II dapat ditentukan dengan :
PZoneII =
[
mves+mplat2+miso +mjack +mtray +msupp+mdav+mladd +mdist +mflg+mother]
.g (4)Sehingga gaya berat total yang berasal dari Zona I dan II adalah :
Pa =PZoneI+PZoneII (5) Selanjutnya, gaya berat total dari Zona I dan II tersebut kemudian didistribusikan secara merata pada seluruh luasan penampang Zona III. Gaya distribusi persatuan luas adalah :
2
A P
P a
aDist= , dimana A2 merupakan luas penampang Zona II (6)
Pada saat window patching berlangsung, beban terdistribusi tersebut diterima oleh penampang Zona III. Sehingga besarnya gaya rata -rata yang diterima luasan penampang Zona III adalah :
Pa x =PaDist.Ax, dimana Ax adalah luas penampang Zona III (7)
Sedangkan gaya yang selebihnya merupakan gaya yang seharusnya ditopang oleh luasan penampang pada area yang dipotong. Berdasarkan sumasi gaya dalam arah aksial, maka gaya yang seharusnya ditopang oleh area yang dipotong dapat ditentukan sebagai berikut :
∑
Faksial=0 ; Pa =Pcut+Pa x ; Pcut=Pa−Pa x (8)Sehingga tegangan aksial rata-rata yang diterima oleh penampang di Zona III saat terjadi pemotongan window patching adalah :
g y Zona I Zona II c.gII c.gIII Zona IV 0.5y Zona III
x a a x A P = σ (9) Karena kegagalan struktur diasumsikan hanya akan terjadi di Zona III, maka momen yang terjadi hanya difokuskan pada Zona tersebut. Momen di Zona III disebabkan oleh momen akibat pemotongan (Mcut), momen aksesoris (Maks) dan momen yang disebabkan oleh tiupan angin (Mwind).
Proses pemotongan window patching di Zona III menyebabkan terjadinya pergeseran pusat massa sebesar g seperti ditunjukkan pada gambar 3. Pergeseran pusat massa ini menimbulkan adanya momen Mcut1 yaitu :
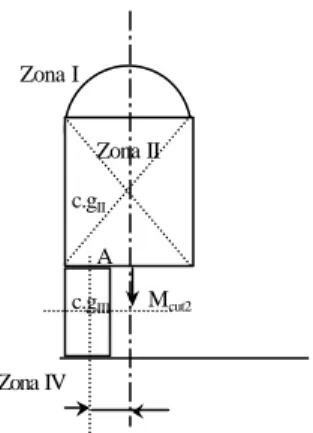
Mcut1=Pa.g (10) Setelah pemotongan yang dilakukan melebihi setengah keliling, maka timbul suatu momen yang disebabkan karena pusat massa Zona I dan Zona II telah melewati luasan Zona III sehingga tidak ada luasan yang menahan gaya tersebut seperti ditunjukkan pada gambar berikut :
Kondisi ini menyebabkan timbulnya momen yang bekerja pada titik A, yang besarnya dapat ditentukan dengan persamaan :
Mcut2=Pa
(
k −R0)
(11) Sehingga besar momen akibat pemotongan window patching adalah :Mcut=Pa.g untuk α ≤π (12)
Mcut=Pa.g+Pa.
(
k−R0)
untuk α ≥π (13)Momen aksesoris besarnya ditentukan oleh lokasi aksesoris yang berada pada Zona II. Jika aksesoris tersebut berada di atas area pemotongan, maka ia akan menimbulkan momen, sedangkan jika tidak maka ia diasumsikan tidak menimbulkan momen terhadap Zona III. Lokasi aksesoris ini ditentukan oleh lokasi awal pemotongan, sedangkan lokasi awal pemotongan diambil pada kondisi ekstrem, yaitu tepat dibawah aksesoris Zona II yang paling berat. Besar momen aksesoris dapat ditentukan sebagai berikut :
Maks=Waks.l, dimana l jarak aksesoris terhadap pusat massa Zona III (14) Berdasarkan ANSI A.58.1 – 1982, bejana tekan jenis vertikal tower yang dikenai tekanan angin dianggap sebagai cantilever beam yang dibebani seragam, sehingga momen akibat tiupan angin pada bejana pada ketinggian tertentu adalah :
Mwind=
[
0.5.Pw.D.(
H+hb)
]
−[
{
h+hb}
.{
(
Pw.D0.(
H+hb)
)
−(
0.5.Pw.D0.(
h+hb)
)
}
]
2
0 (15)
Diman Pw adalah tekanan angin yang diperoleh dari persamaan :
3 2 . 10 173 . 4 w w V
P = × − , dimana Vw adalah kecepatan angin (16) Sehingga besarnya momen total yang diterima oleh Zona III merupakan sumasi dari semua momen yang bekerja di Zona tersebut :
M =Mcut+Maks+Mwind (17)
A Zona I Zona II c.gII c.gIII Zona IV Mcut2
Untuk analisa tegangan yang terjadi, digunakan pendekatan dengan metode secan yaitu dengan menganggap bejana adalah sebuah kolom yang dibebani eksentris, sehingga didapatkan tegangan maksimum yang terjadi pada Zona III adalah :
+ = 2 max . 1 r c e A P x σ (18) Dan karena untuk kolom, tegangan maksimum yang disebabkan oleh gaya-gaya aksial yang berlainan tidak dapat disuperposisikan melainkan gaya-gaya tersebut harus disuperposisikan terlebih dahulu baru kemudian tegangan dihitung. Sehingga harus dicari terlebih dahulu gaya aksial
P yang merupakan gaya maksimum yang terjadi di Zona III sebagai berikut :
P=Pa x+Pcut+Fsubst.momen (19)
Dimana Fsubst.momen merupakan gaya substitusi untuk semua momen yang bekerja di Zona III. Letak gaya substitusi ini diasumsikan tepat berada pada titik pusat massa area yang dipotong, dan dapat ditentukan sebagai berikut :
(
)
' . g g M F tot momen subst = + (20)dimana g’ adalah jarak pusat massa area yang dipotong ke sumbu zona III
Konsentrasi tegangan terjadi pada Zona III karena adanya diskontinuitas luas penampang. Besarnya faktor konsentrasi tegangan untuk gaya aksial dapat ditentukan dengan persamaan :
x a x rata rata a x A P A P K = = − σ σmax (21)
Untuk momen, besarnya konsentrasi tegangan diasumsikan lebih besar 20% daripada konsentrasi tegangan untuk gaya aksial
Km =1.2Ka x (22) Berdasarkan persamaan-persamaan tersebut dan juga dengan mempertimbangkan besarnya faktor konsenstrasi tegangan yang ada, maka tegangan maksimum yang terjadi pada Zona III dapat ditentukan sebagai berikut :
max 2 . . . . . r A c e P K A P K x m x a x + = σ , dimana c = (g+g’)sin(0.125α) (23) Hasil perhitungan tegangan maksimum yang telah dilakukan di atas kemudian dibandingkan dengan nilai Allowable Stress material. Jika tegangan maksimum yang terjadi lebih besar dari nilai
Allowable Stress dari material dinding bejana tempat lokasi pemotongan, maka window patching
akan mengalami kegagalan struktur.
3. KESIMPULAN
Dengan mengambil data beberapa bejana tekan jenis vertikal tower yang dipakai pada proses pengolahan LNG, persamaan-persamaan yang diturunkan tersebut digunakan untuk melihat hubungan panjang busur pemotongan pada lokasi ketinggian tertentu pada dinding bejana, terhadap tegangan maksimum yang terjadi pada dinding bejana lokasi pemotongan tersebut.
Lokasi I Lokasi III Lokasi IV Lokasi II Davit Platform Lokasi V Lokasi VI
§ Lokasi I pada ketinggian 20 meter
§ Lokasi II pada ketinggian 18 meter
§ Lokasi III pada ketinggian 14 meter
§ Lokasi IV pada ketinggian 10 meter
§ Lokasi V pada ketinggian 5 meter
§ Lokasi VI pada ketinggian 3 meter
Dengan mengambil nilai Allowable Stress untuk SA516 Gr 70 sebagai spesifikasi material bejana tekan yang digunakan dalam perhitungan, hubungan antara panjang busur pemotongan dan tegangan maksimum yang terjadi di setiap lokasi ketinggian pemotongan dapat dilihat pada grafik berikut :
Dari grafik tersebut dapat disimpulkan bahwa semakin panjang busur pemotongan yang dilakukan maka semakin besar tegangan maksimum yang terjadi. Semakin rendah lokasi pemotongan, maka semakin semakin besar tegangan yang terjadi untuk panjang busur pemotongan yang sama. Hal ini disebabkan karena beban yang ditanggung oleh area yang dipotong semakin ke bawah semakin besar. Dari grafik tersebut dapat pula terlihat bahwa semakin tinggi lokasi pemotongan, maka panjang busur maksimum yang boleh dipotong juga semakin besar.
Adanya kenaikan tegangan yang drastis sepert terlihat pada setiap kurva lokasi pemotongan disebabkan karena adanya kenaikan tegangan drastis saat pemotongan dilakukan melebihi setengah keliling silinder. Hal ini timbul akibat titik pusat massa Zona II telah bergeser melewati luasan Zona III sehingga timbul momen tambahan.
Untuk aplikasi bejana vertikal dengan jenis yang sama namun berbeda dimensi, persamaan-persamaan yang telah diturunkan tersebut dapat disusun dalam suatu program komputer atau spreadsheet. Sehingga jika diperlukan proses window patching pada suatu bejana tekan sejenis, perhitungan manual yang memakan waktu untuk menentukan panjang busur pemotongan maksimum tidak diperlukan lagi, cukup dengan memasukkan data-data dimensi bejana ke dalam program atau spreadsheet yang telah disusun.
REFERENSI
1. AISI (American Iron - Steel Institute), Cold Formed Design Manual 1983 Edition, AISI, Washington DC, 1983. pp 6-7
2. ASME (American Society of Mechanical Engineers) Sect VIII div 1, Rules for Construction of Pressure Vessel, ASME Boiler and Pressure Vessel Committee, ASME United Engineering Centre, New York, 1985. pp 20-30
3. Megyesy, F. Eugene, Pressure Vessel Handbook 9th Edition, Pressure Vessel Handbook Publishing Inc., Oklahoma, 1992. pp 52-500
4. Popov, E.P., Mekanika Teknik Edisi ke – 2, Penerbit Erlangga, Jakarta, 1996. pp 50-600
5. Wiharso, Wisnu., Analisa Kekuatan Struktur Vessel 1C-5 pada saat Window Patching dan PWHT., Jurusan Teknik Mesin Universitas Diponegoro, 2001. pp 1-60
0 50 100 150 200 250 300 350 400 450 500 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Panjang Busur Pemotongan (m)
Lokasi II Lokasi I Lokasi IV Lokasi III Lokasi V Lokasi VI Allowable Stress
Tegangan Maksimum (Mpa)