56
BAB V
ANALISA PEMBAHASAN
Proses pengontrolan peralatan ukur dan pantau (Control of Monitoring and Measuring Device–Elemen ISO 7.6 ISO 9001–2008) di PT. X dilakukan dengan tujuan untuk memastikan bahwa semua instrumen baik yang digunakan untuk kepentingan pemantauan, pengukuran proses dan produk akhir serta pengembangan produk dijaga tingkat ketelitiannya (accuracy). Berikut adalah uraian hasil dari materi penelitian yang telah dilakukan :
5.1. Prosedur Kalibrasi
Sistem pemeliharaan dimulai dari awal dengan memasukkan data – data instrumen kedalam suatu database Measuring Instrument Data (MID). Database ini memuat semua data fisik instrumen termasuk interval dan reference dari interval kalibrasi terbaik yang dimiliki saat ini. Tindakan pemeliharaan dilakukan dalam bentuk cek, kalibrasi atau tera dengan mempertimbangkan beberapa hal diatas tanpa menyimpang dari tujuan akhir yang hendak dicapai dalam pemeliharaan keakurasian instrumen ukur dan pantau.
Dikecualikan dalam MID adalah hasil kalibrasi yang disimpan dan dipelihara dalam Calibration & Check Record (CCR). Didalam CCR tercantum jendela
57 keakurasian dan rentang pengukuran yang diperlukan untuk memberikan kemudahan dalam hal pemeliharaannya. Jendela ini juga dapat dipakai sebagai penentu apakah sebuah instrumen masih dapat dipertahankan untuk keperluan aplikasi tersebut atau diturunkan penggunaannya untuk aplikasi yang kurang membutuhkan penelitian. Pada keadaan dimana hasil pengontrolan menyimpang dari persyaratan yang sudah digariskan, peninjauan ulang terhadap hasil produksi akhir akan dilakukan bila instrumen terkait digunakan sebagai penentu kualitas akhir produk.
Bilamana penyimpangan tersebut tidak memberikan dampak langsung terhadap kualitas produk akhir, akan diambil tindakan perbaikan atau penggantian terhadap instrumen tersebut.
Secara garis besar Proses Kalibrasi yang diterapkan di PT. X terbagi kedalam 2 kelompok bagian terbesar, yaitu :
5.1.1. Kalibrasi Eksternal
Kalibrasi eksternal adalah kalibrasi yang dilakukan dengan menggunakan jasa pihak luar karena keterbatasan alat.
Kalibrasi eksternal meliputi :
a. Kalibrasi standar atau kalibrator
Kalibrasi standar atau kalibrator ini dilakukan oleh pihak yang mempunyai standar yang lebih tinggi atau baik dari segi akurasi dan telah mendapatkan sertifikat nasional dan telah masuk kedalam anggota Komite Akreditasi Nasional (KAN) yaitu suatu badan yang mengesahkan suatu perusahaan atau instansi untuk melakukan jasa layanan kalibrasi.
Standar atau kalibrator memerlukan pengecekan oleh standar yang lebih tinggi untuk mengetahui apakah standar yang kita punyai masih layak pakai atau
58 tidak untuk dijadikan standar kalibrator internal untuk menjamin pengukuran yang kita lakukan dengan kalibrator tersebut mempunyai nilai kebenaran yang bisa dipertanggungjawabkan, tentunya ini didasarkan atas penyimpangan yang didapatkan yang kemudian dibandingkan dengan batasan toleransi penyimpangan atau kesalahan yang diperbolehkan.
Standar atau kalibrator yang dipunyai perusahaan yang memerlukan pengecekan oleh standar yang lebih tinggi antara lain Standar/ kalibrator suhu (temperature) dan Standar/ kalibrator massa (anak timbangan).
b. Kalibrasi Metrologi Legal
Kalibrasi Metrologi Legal ini berhubungan dengan metrologi legal, bisa kita sebut tera atau tera ulang. Berdasarkan pada aturan metrologi legal dalam bukunya, “Pengawasan UTTP dan BDKT Berdasarkan UUML”, menera adalah hal menandai dengan tanda tera sah atau tanda tera batal yang berlaku atau memberikan keterangan tertulis yang bertanda tera sah atau tera batal yang berlaku dan dilakukan oleh pegawai yang berhak melakukannya atas alat Ukur, Takar, Timbang dan Perlengkapannya/ UTTP yang baru diproduksi/ dipakai”.
Tujuan peneraan ini adalah dimaksudkan agar UTTP itu benar penunjukkannya sesuai dengan standar yang ditetapkan yang merupakan upaya preventive agar tidak ada pihak yang dirugikan baik produsen, konsumen, penerima barang maupun penjual barang. Dalam hal ini pegawai yang berwenang adalah Balai Metrologi.
Alat – alat yang memerlukan peneraan dari pihak metrologi yang dipunyai perusahaan antara lain Timbangan Elektronik dan Mekanik, Flow meter dan Tanki.
59
c. Kalibrasi ukuran panjang
Kalibrasi ukuran panjang ini untuk saat ini tidak bisa dilakukan secara internal karena belum adanya standar atau kalibrator yang dipunyai perusahaan. Jadi untuk menjamin kebenaran penunjukkan alat ukur panjang yang kita punyai memerlukan pengkalibrasian oleh pihak luar yang mempunyai standarnya.
Contoh alat ukur panjang yang dipunyai perusahaan adalah Caliper (Jangka Sorong).
d. Alur Proses Kegiatan Eksternal Kalibrasi
Alur proses kegiatan kalibrasi dan pengecekan alat ukur secara eksternal melibatkan Departemen Gudang Teknik (Technical Store Department) dalam pengiriman dan penerimaan barang yang akan dan telah dikalibrasi serta Departemen Pembelian (Purchasing Department) dalam hal penawaran harga kalibrasi yang dilakukan lembaga pihak luar.
5.1.2. Kalibrasi Internal
Kalibrasi Internal adalah kalibrasi mandiri yang dilakukan secara internal atau dilakukan karyawan PT. X sendiri. Kalibrasi Internal ini sering juga disebut “Kalibrasi In – House” (lihat Bab Tinjauan Pustaka).
Kalibrasi yang dilakukan ini berdasarkan pada acuan HACCP = Hazardous Area Critical Control Point), yaitu titik tertentu dalam area pabrik yang perlu penanganan dan pengawasan khusus, biasanya daerah ini penghasil output produk.
a. Kalibrasi
Proses kalibrasi ini dilakukan terhadap beberapa titik pengukuran yang diperlukan. Titik pengukuran yang biasa dilakukan adalah 5 titik pengukuran atau
60 lebih secara berulang. Proses kalibrasi ini mempunyai dokumen catatan mutu, yaitu CCR (Calibration / Check Record) – berisi tentang deskripsi spesifikasi alat dan sebagai hystorical data alat tersebut – dan CCCM (Calibration Certificate and Calibration Measurement) – berisi sertifikat kalibrasi beserta dengan hasil pengukurannya –.
b. Pengecekan
Proses pengecekan ini dilakukan hanya pada titik pemakaian saja secara berulang dan hanya mempunyai CCR (Calibration / Check Record) saja sebagai dokumen catatan mutunya.
c. Alur Proses Kegiatan Internal Kalibrasi
Alur proses kegiatan kalibrasi dan pengecekan alat ukur secara internal meliputi beberapa departemen yang ditangani oleh departemen R&D.
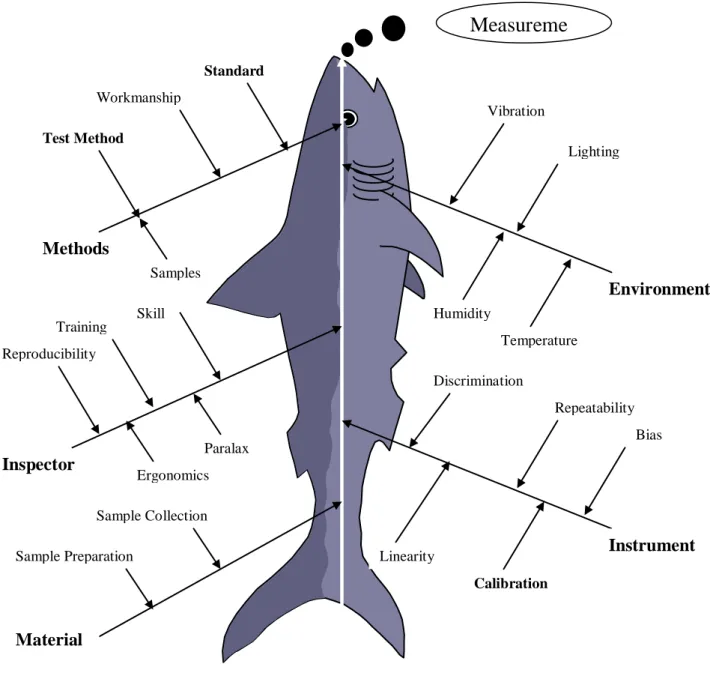
5.2. Analisa Kebutuhan Pengukuran Kalibrasi
Analisa kebutuhan pengukuran dapat kita gambarkan dengan mencari berbagai faktor pendukung dan penyebab diperlukannya pengukuran terhadap alat ukur melalui kalibrasi sehingga dapat berfungsi sebagaimana mestinya dan hasil pengukurannya dapat menjamin kepercayaannya.
Analisa kebutuhan pengukuran kalibrasi yang penulis istilahkan ”Measurement System Variables” dapat digambarkan melalui fishbone yang diperlihatkan pada gambar 5.1. berikut ini :
61
Measureme
Inspector Environment Methods Material Instrument Test Method Workmanship Samples Standard Training Skill Paralax Reproducibility Ergonomics Sample Collection Sample Preparation Discrimination Repeatability Bias Calibration Linearity Vibration Lighting Humidity Temperature62
5.3. Standard Operation Procedure (SOP) Perawatan dan Kalibrasi
Standard Operation Procedure (SOP) adalah suatu petunjuk pelaksanaan kegiatan secara berurutan dan sistematis. Berdasarkan penelitian dihasilkan beberapa SOP yang efisien, baik dan benar, antara lain SOP mengenai kalibrasi suhu (Temperature) dan kalibrasi massa. Berikut hasilnya :
5.3.1. Kalibrasi Suhu (Temperature)
Standard Operation Procedure (SOP) Kalibrasi Suhu (Temperature) ini meliputi beberapa macam alat, antara lain Termometer Gelas, Oven/ Inkubator/ Tanur dan Timbangan
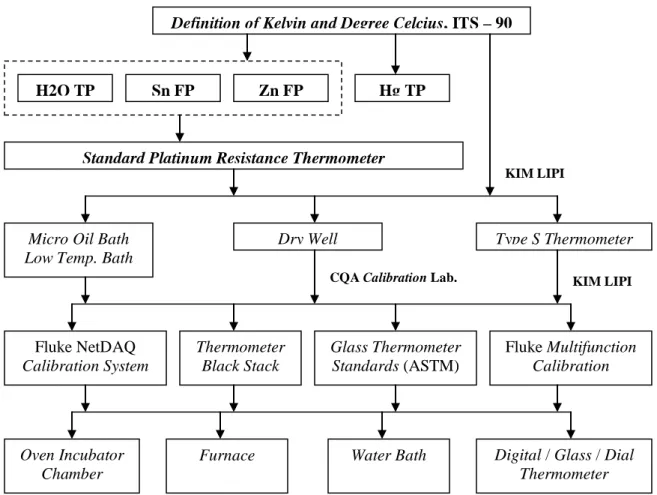
a. Diagram Ketertelusuran
Gambar 5.2. Diagram Ketertelusuran Kalibrasi Suhu (Temperature) Definition of Kelvin and Degree Celcius, ITS – 90
H2O TP
User / Unit
Sn FP Zn FP Hg TP
Standard Platinum Resistance Thermometer
Micro Oil Bath Low Temp. Bath
Dry Well Type S Thermometer
Fluke NetDAQ Calibration System Thermometer Black Stack Glass Thermometer Standards (ASTM) Fluke Multifunction Calibration Oven Incubator Chamber
Furnace Water Bath Digital / Glass / Dial Thermometer KIM LIPI
KIM LIPI CQA Calibration Lab.
63
b. Kalibrasi Termometer Gelas
SOP Termometer Gelas juga meliputi dua aspek seperti halnya SOP Termometer Digital, yaitu Perawatan dan Kalibrasi. Perawatan ini juga menitikberatkan pada perawatan untuk standar/ kalibrator untuk menjaga kestabilan dan ketelitiannya, perbedaannya adalah pada proses pembersihan dan pemeriksaan, sedangkan Kalibrasi menitikberatkan pada pemakaian standar/ kalibrator dalam proses kalibrasi sehingga hasil pelaksanaan kalibrasi optimum meliputi kalibrasi titik es dan diatas titik es. (SOP Kalibrasi Termometer Gelas ini secara lengkap diperlihatkan pada lampiran 8).
c. Kalibrasi Oven/ Inkubator/ Tanur
SOP Oven/ Inkubator/ Tanur meliputi dua aspek, yaitu Perawatan dan Kalibrasi. Perawatan menitikberatkan pada keamanan, pembersihan dan pemeriksaan untuk standar/ kalibrator untuk menjaga kestabilan dan ketelitiannya, sedangkan Kalibrasi menitikberatkan pada pemakaian standar/ kalibrator dalam proses kalibrasi sehingga hasil pelaksanaan kalibrasi optimum.
64
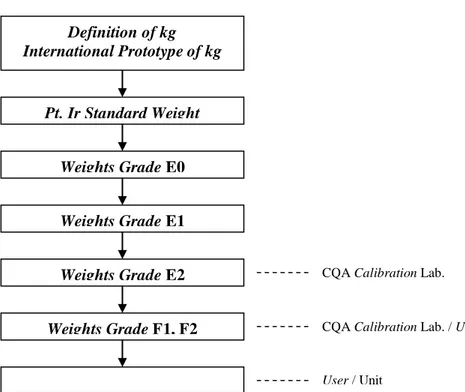
5.3.2. Kalibrasi Massa (Timbangan) a. Diagram Ketertelusuran
b. Kalibrasi Timbangan Elektronik
SOP Timbangan Elektronik meliputi dua aspek, yaitu perawatan dan kalibrasi. Perawatan menitikberatkan pada perawatan standar/ kalibrator untuk menjaga kestabilan dan ketelitiannya, sedangkan Kalibrasi menitikberatkan pada pemakaian standar anak timbangan dalam proses kalibrasi timbangan elektronik sehingga hasil pelaksanaan kalibrasi optimum, meliputi kemampuan ulang pembacaan, pengaruh penyimpanan anak timbangan pada pinggan, pengaruh pengenolan beban (tare), keseragaman skala dan histerisis.
Gambar 5.3. Diagram Ketertelusuran Kalibrasi Massa Definition of kg International Prototype of kg User / Unit Pt. Ir Standard Weight Weights Grade E0 Weights Grade E1 Weights Grade E2 Weights Grade F1, F2
CQA Calibration Lab.
65
5.4. Cara Perhitungan Proses Kalibrasi
Proses perhitungan secara garis besar meliputi 2 hal pokok, yaitu perhitungan kesalahan/ penyimpangan (error) dan perhitungan ketidakpastian.
5.4.1. Kalibrasi Termometer Gelas
Proses perhitungan kalibrasi termometer gelas meliputi 2 bagian yaitu cara perhitungan kesalahan/ penyimpangan (error) dan cara perhitungan ketidakpastian.
Cara perhitungan kesalahan/ penyimpangan terdiri dari kalibrasi titik es dan kalibrasi diatas titik es, sedangkan cara perhitungan ketidakpastian meliputi beberapa aspek, antara lain :
a. Perbedaan dari pembacaan Termometer standar pada tiap titik pengamatan (dari data pengamatan), ambil perbedaan maksimumnya (= Δmax)
b. Ketidakpastian standar (U2
c. Ketidakpastian pembacaan termometer gelas )
d. Ketidakpastian dari ketidakseragaman suhu temperature bath e. Ketidakpastian gabungan (Uc)
f. Ketidakpastian diperluas pada tingkat kepercayaan 95 % dengan k = 2
Latihan 1 :
Sebuah Termometer Gelas Goldbrand dengan no. seri Tgelas01 mempunyai karakteristik sbb :
Kapasitas 100 ºC
Skala terkecil 0.1 ºC
Ketidakpastian std sertifikat kalibrasi untuk termometer standar (Us) 0.1 dan temperature bath (Ub) 0.2
66 Alat tersebut dikalibrasi oleh standar yang telah tersertifikasi dengan hasil pengukuran sebagai berikut :
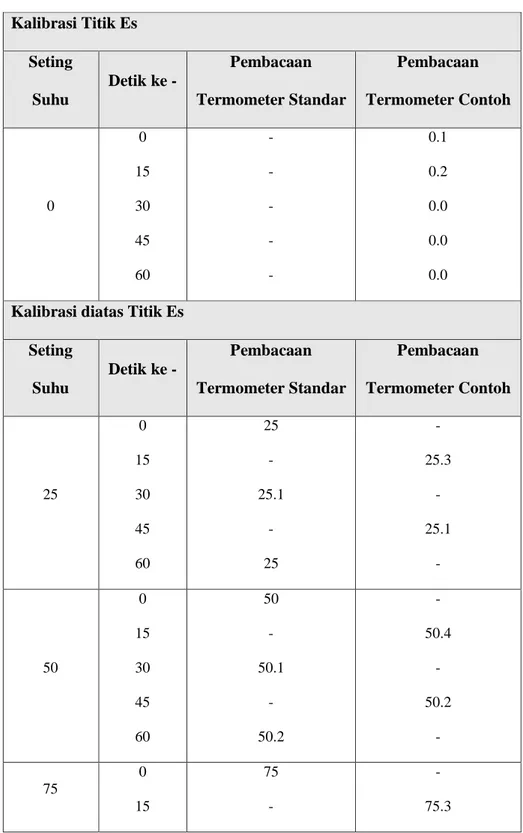
Table 5.1. Hasil pengukuran Latihan 1
Kalibrasi Titik Es Seting Suhu Detik ke - Pembacaan Termometer Standar Pembacaan Termometer Contoh 0 0 15 30 45 60 - - - - - 0.1 0.2 0.0 0.0 0.0 Kalibrasi diatas Titik Es
Seting Suhu Detik ke - Pembacaan Termometer Standar Pembacaan Termometer Contoh 25 0 15 30 45 60 25 - 25.1 - 25 - 25.3 - 25.1 - 50 0 15 30 45 60 50 - 50.1 - 50.2 - 50.4 - 50.2 - 75 0 15 75 - - 75.3
67 30 45 60 75.1 - 75 - 75 - 100 0 15 30 45 60 100 - 100.3 - 100 - 100.2 - 100.2 -
Hitunglah berapa koreksi kesalahan tiap pengukuran dan nilai ketidakpastiannya pada tingkat kepercayaan 95 % dengan k = 2, Serta buat pula laporan kalibrasinya ! Penyelesaian :
Dalam menyelesaikan persoalan diatas maka langkah – langkah yang harus dilakukan adalah :
Hitung rata – rata pembacaan standar dan alat !
Hitung perbedaan pembacaan Termometer Standar !
Hitung standar deviasi masing – masing penunjukkan !
Hitung pula koreksi yang harus dicantumkan untuk masing – masing penunjukkan !
68 Hasil perhitungan beberapa langkah penyelesaian diatas adalah sbb :
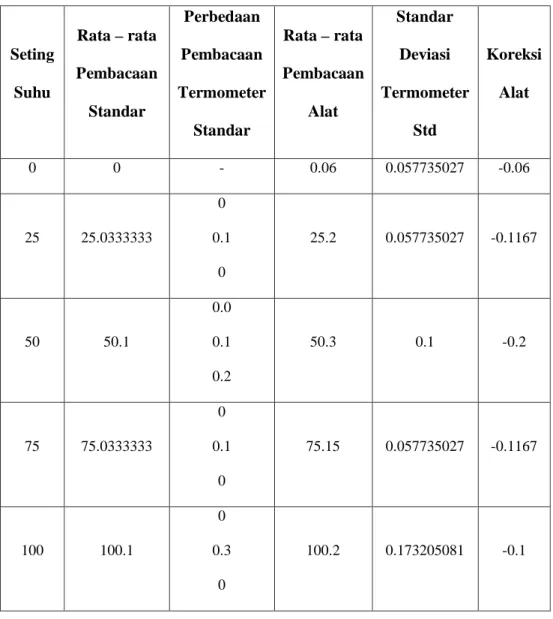
Tabel 5.2. Hasil pengukuran Latihan 1.
Seting Suhu Rata – rata Pembacaan Standar Perbedaan Pembacaan Termometer Standar Rata – rata Pembacaan Alat Standar Deviasi Termometer Std Koreksi Alat 0 0 - 0.06 0.057735027 -0.06 25 25.0333333 0 0.1 0 25.2 0.057735027 -0.1167 50 50.1 0.0 0.1 0.2 50.3 0.1 -0.2 75 75.0333333 0 0.1 0 75.15 0.057735027 -0.1167 100 100.1 0 0.3 0 100.2 0.173205081 -0.1
Hitung perbedaan dari pembacaan termometer standar pada titik pengamatan dengan nilai delta termometer standar terbesar !
U1 = Delta maks. / sqrt (n) = 0.3 / sqrt (3)
= 0.173205
Hitung ketidakpastian standar U2 = Us / 2
69 = 0.1 / 2
= 0.05
Hitung ketidakpastian pembacaan termometer gelas U3 = ½ a
= ½ (0.1) = 0.05
Hitung ketidakpastian dari ketidakseragaman suhu temperature bath
U4 = Ub / sqrt (3) = 0.2 / sqrt (3) = 0.11547
Hitung ketidakpastian gabungan Uc = ± sqrt (U12+U22+U32+U42)
= ± sqrt (0.1732052+0.052+0.052+0.115472
Hitung ketidakpastian diperluas pada tingkat kepercayaan 95 % dengan k = 2 ) = ± 0.219848 U95 = ± k x Uc = ± 2 x 0.219848 = ± 0.439697
Analisa dari hasil perhitungan diatas dapat disimpulkan bahwa U95 = ± 0.439697 menyatakan hasil perkiraan mengenai rentang hasil pengukuran yang didalamnya terdapat nilai benar.
70 Artinya bahwa hasil pengukuran pada suatu titik pengukuran yang terdapat nilai benarnya berkisar antara ± 0.439697, misalkan pada titik pengukuran 75 ºC, maka nilai benarnya diantara 74.560303 – 75.439697 ºC..
5.4.2. Kalibrasi Oven/ Inkubator/ Tanur
Proses perhitungan kalibrasi Oven/ Inkubator/ Tanurmeliputi 2 bagian yaitu cara perhitungan kesalahan/ penyimpangan (error) dan cara perhitungan ketidakpastian.
Cara perhitungan kesalahan/ penyimpangan terdiri dari :
a.Variasi suhu terbesar (Overall Variation/ OV) = (max. – min.) dari pembacaan Termometer Standar.
b.Nilai tengah (Measured Enclosure Temperature/ MET) dari pembacaan standar.
c.Perbedaan suhu ruang dengan suhu alat (Magnitude of Different/ D) d.Faktor pengkelasan (f)
e.Tentukan f, m, D, RM dan G sesuai table.
Sedangkan cara perhitungan ketidakpastian meliputi beberapa aspek, antara lain : a.Tipe A
a) Hitung standar deviasi dari rata – rata pembacaan pada setting suhu dari n sensor
b.Tipe B b) Ketidakpastian Kalibrator c) Ketidakpastian Termokopel d) Ketidakpastian Indikator (1) Indikator Digital (2) Indikator Analog
71 c.Hitung ketidakpastian gabungan
d.Hitung ketidakpastian yang diperluas
Latihan 2 :
Sebuah Oven Digital merk Binder dengan no. seri Ovd-01 mempunyai karakteristik sbb :
Dimensi panjang 500 mm, tinggi 550 mm dan lebar 450 mm
Kapasitas 500 ºC
Skala terkecil 0.1 ºC
Ketidakpastian std sertifikat kalibrasi untuk Recorder (U1) 0.1 dan termokopel (U2) 0.2
Faktor cakupan alat sertifikat kalibrasi (k) 2
Alat tersebut digunakan untuk pengukuran temperatur kadar air (suhu pengujian 130 ºC ± 2 ºC) dikalibrasi oleh standar yang telah tersertifikasi.
Hitunglah berapa termokopel standar yang harus dijadikan standar kalibrator ? Berapa standar deviasinya ? Berapa koreksi kesalahan alat ? Serta berapa nilai ketidakpastiannya pada tingkat kepercayaan 95 % dengan k = 2 ? Serta buat pula laporan kalibrasinya !
Penyelesaian :
Dalam menyelesaikan persoalan diatas maka langkah – langkah yang harus dilakukan adalah :
Tentukan Kelas Oven !
Hitung Volume Oven untuk menentukan berapa sensor yang perlu dijadikan standar !
72
Hitung nilai variasi suhu sementara !
Hitung standar deviasinya !
Hitung suhu ruang/ OV !
Hitung variasi seluruh suhu/ R !
Hitung pula koreksi alat !
Hasil perhitungan beberapa langkah penyelesaian diatas adalah sbb :
Kelas Oven
Karena toleransi ± 2 ºC maka variasi maksimal temperaturnya adalah 4 dengan D 100, sehingga berdasarkan tabel pengkelasan termasuk kelas (G) 6.
Volume Oven
Volume = panjang x lebar x tinggi = (500 x 450 x 550) mm kubik = 123750000.0 mm kubik = 0.1 mkubik
Sensor minimal terpasang N = 3 + (3G0.6) V0.2 = 8.787900366
Sensor minimal terpasang adalah 8.787900366 dibulatkan menjadi 9 sensor.
73 Table 5.3. Hasil pengukuran Latihan 2
No Site
Nilai Koreksi Standar
Pembacaan Termokopel Standar
A B C D E
Min Max Min Max Min Max Min Max Min Max 1C 0.2 128.9 130 129.1 129.9 129 130 129.5 130.1 129.2 130.3 2A 0.2 130.2 131.3 130.1 130.9 130 130.8 130.2 130.8 129.9 130.8 3A 0.3 130 131.8 131.2 131.8 130.9 131.3 130.8 131.7 130.9 132.1 4F 0.4 130 130.5 130.8 131.2 130.9 131.2 130.7 131.2 130.4 131.5 5A 0.6 131.2 131.9 131.1 131.5 130 130.9 130 131.2 130.3 130.8 6A 0.6 130.4 130.6 130.8 130.9 130.9 131.3 130.7 131.8 130.5 131.4 7F 0.6 131.1 131.9 131.2 131.6 130.9 131.2 130.8 131.5 130 130.8 8F 0.6 130.9 131.1 130.1 130.8 129.8 130.1 129.9 130.2 130.2 131.3 9A 0.6 129.2 130.4 129.5 130.6 130.1 131.2 129.9 130.8 129.8 130.7 Penunjukkan Suhu Alat 129.8 131.2 128.8 131.5 130 131.7 131.1 131.6 129.9 130.9 No Site Nilai Koreksi Standar
Rata - rata Nilai Tengah (MET) Variasi Suhu Sementara Standar Deviasi Min Max 1C 0.2 129.34 130.26 129.8 0.92 1.66854 2A 0.2 130.28 131.12 130.7 0.84 3A 0.3 131.06 132.04 131.55 0.98 4F 0.4 130.96 131.52 131.24 0.56 5A 0.6 131.12 131.86 131.49 0.74 6A 0.6 131.26 131.8 131.53 0.54 7F 0.6 131.4 132 131.7 0.6 8F 0.6 130.78 131.3 131.04 0.52
74
9A 0.6 130.3 131.34 130.82 1.04
Rata – rata Jumlah 130.7 131.5 131.1 Rata – rata Suhu Alat 129.72 131.38 130.55
Variasi Suhu Ruang (OV) 1.9
Variasi Seluruh Suhu (R) 2.66
Perbedaan Suhu Ruang dengan Suhu Alat (Magnitude of Different) / D 94.8
Nilai Koreksi Alat 0.5
F 1.366
Hitung ketidakpastian Tipe A ! UA1 = SD / sqrt (n)
= 1.66854 / sqrt (9) = 0.563
Hitung ketidakpastian Tipe B UB1 = U1 / 2 = 0.1 / 2 = 0.05 UB2 = U2 / 2 = 0.2 / 2 = 0.1 UB3 = (Resolusi / 2) / sqrt (3) = (0.1 / 2) / sqrt (3) = 0.029
75 Uc = ± sqrt (Σ(UA)2+(UB)2)
= ± sqrt (0.563)2(Σ(UB1)2+(UB2)2+(UB3)2) = ± sqrt (0.563)2 ((0.05)2+(0.1)2+(0.029)2
Hitung ketidakpastian diperluas pada tingkat kepercayaan 95 % dengan k = 2 ) = ± 0.6 U95 = ± k x Uc = ± 2 x 0.6 = ± 1.181
Analisa dari hasil perhitungan diatas dapat disimpulkan bahwa U95
5.4.3.Kalibrasi Massa (Timbangan)
= ± 1.181 menyatakan hasil perkiraan mengenai rentang hasil pengukuran yang didalamnya terdapat nilai benar.
Artinya bahwa hasil pengukuran pada suatu titik pengukuran yang terdapat nilai benarnya berkisar antara ± 1.181, pada titik pengukuran 130 ºC, maka nilai benarnya diantara 128.819 – 131.181 ºC.
Proses perhitungan kalibrasi massa (timbangan) meliputi 3 bagian yaitu cara perhitungan kesalahan/ penyimpangan (error), cara perhitungan ketidakpastian dan Batas Unjuk Kerja Timbangan (Limit Performance of Balance).
Cara perhitungan kesalahan/ penyimpangan terdiri : a.Kemampuan Ulang Pembacaan
b.Pengaruh Penyimpanan pada Pinggan c.Pengaruh Pengenolan Beban (Tara) d.Keseragaman Skala
76 e.Histerisis
Cara perhitungan ketidakpastian meliputi beberapa aspek, antara lain : a. Hitung Ketidakpastian Resolusi Timbangan
b. Hitung Ketidakpastian Repeatabilitas c. Hitung Ketidakpastian Uji Histerisis
Sedangkan Batas Unjuk Kerja Timbangan (Limit Performance of Balance) meliputi Batas Kerja (F) dan ketidakpastian penimbangan.
Latihan 3 :
Sebuah Timbangan Elektronik merk AND tipe SK 200 dengan no. seri TE-01 mempunyai karakteristik sbb :
Kapasitas 220 g
Skala terkecil 0.001 g
Resolusi 1 g
Ketidakpastian std sertifikat kalibrasi (Us) 0.12
Faktor cakupan alat sertifikat kalibrasi (k) 2
Alat tersebut digunakan untuk penimbangan filling 120 g dikalibrasi oleh standar anak timbangan yang telah tersertifikasi.
Hitunglah koreksi kesalahan alat pada 10 titik pengukuran ? Berapakah Batas Kinerja timbangan ? Serta berapa nilai ketidakpastiannya pada tingkat kepercayaan 95 % dengan k = 2 ? Serta buat pula laporan kalibrasinya !
Penyelesaian :
Dalam menyelesaikan persoalan diatas maka langkah – langkah yang harus dilakukan adalah :
77
Hitung kemampuan ulang pembacaan timbangan pada mendekati titik nol, setengah kapasitas dan kapasitas maksimum beserta standar deviasinya masing – masing !
Hitung pengaruh penyimpanan pada pinggan !
Hitung pengaruh pengenolan beban !
Hitung koreksi timbangan dengan penimbangan keseragaman skala !
Hitung histerisisnya !
Hitung batas kinerja timbangan !
Hasil perhitungan beberapa langkah penyelesaian diatas adalah sbb :
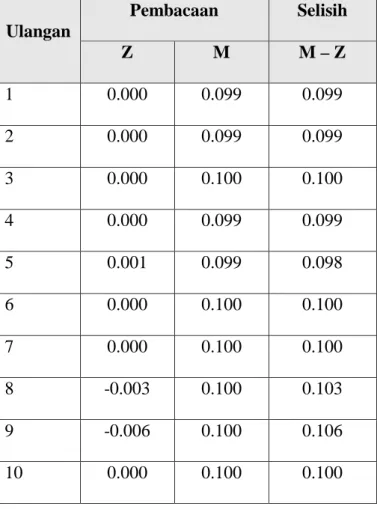
Kemampuan Ulang pembacaan mendekati titik nol (0.01 g) : Tabel 5.4. Kemampuan ulang pem. Mendekati nol Latihan 3
Ulangan Pembacaan Selisih Z M M – Z 1 0.000 0.099 0.099 2 0.000 0.099 0.099 3 0.000 0.100 0.100 4 0.000 0.099 0.099 5 0.001 0.099 0.098 6 0.000 0.100 0.100 7 0.000 0.100 0.100 8 -0.003 0.100 0.103 9 -0.006 0.100 0.106 10 0.000 0.100 0.100
78 Dari data diatas didapatkan bahwa :
• Rata – rata selisih = 0.100 g
• Standar deviasi = 0.002
• Maksimal perbedaan pembacaan berurutan = 0.006
Kemampuan Ulang pembacaan ½ kapasitas maksimum (100 g) Tabel 5.5. Kemampuan ulang pembacaan ½ kapasitas Latihan 3
Ulangan Pembacaan Selisih Z M M – Z 1 0.000 99.996 99.996 2 0.000 99.997 99.997 3 -0003 100.001 100.001 4 0.000 99.998 99.998 5 -0.001 99.998 99.998 6 0.000 99.998 99.998 7 0.000 99.997 99.997 8 -0.006 99.991 99.991 9 0.000 99.997 99.997 10 0.000 99.998 99.998
Dari data diatas didapatkan bahwa :
• Rata – rata selisih = 99.997 g
• Standar deviasi = 0.003
• Maksimal perbedaan pembacaan berurutan = 0.006
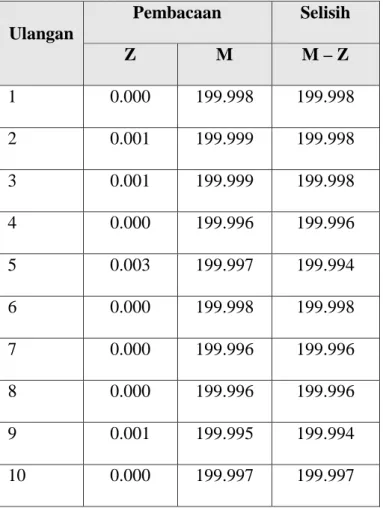
79 Tabel 5.6. Kemampuan ulang pembacaan kapasitas maksimum Latihan 3
Ulangan Pembacaan Selisih Z M M – Z 1 0.000 199.998 199.998 2 0.001 199.999 199.998 3 0.001 199.999 199.998 4 0.000 199.996 199.996 5 0.003 199.997 199.994 6 0.000 199.998 199.998 7 0.000 199.996 199.996 8 0.000 199.996 199.996 9 0.001 199.995 199.994 10 0.000 199.997 199.997
Dari data diatas didapatkan bahwa :
• Rata – rata selisih = 199.997 g
• Standar deviasi = 0.002
• Maksimal perbedaan pembacaan berurutan = 0.004
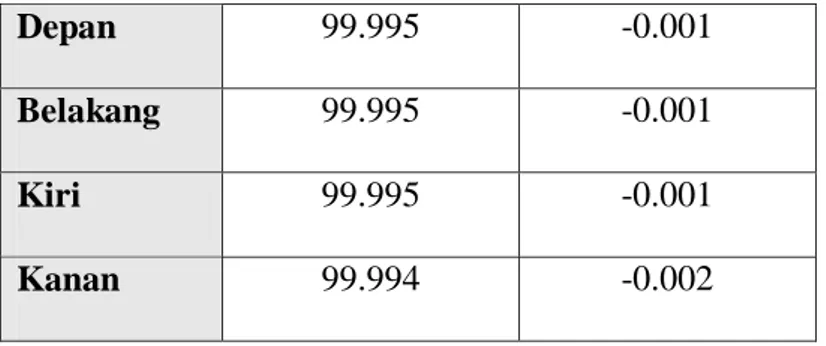
Pengaruh penyimpanan pada pinggan (100 g)
Tabel 5.7. Pengaruh penyimpanan pada pinggan Latihan 3
Posisi Penunjukkan
Perhitungan/ Selisih
80
Depan 99.995 -0.001
Belakang 99.995 -0.001
Kiri 99.995 -0.001
Kanan 99.994 -0.002
Dari data diatas didapatkan bahwa: • Selisih maksimal = -0.002
Pengaruh pengenolan beban/ tara (100 g) :
Tabel 5.8. Pengaruh pengenolan beban/ tara Latihan 3
Tanpa Pengenolan Memakai Pengenolan
Beban Pembacaan Beban Pembacaan
Zero 0.000 Zero 0.000
M 99.992 M 99.996
M 99.993 M 99.999
Zero 0.000 Zero -0.002
M – Z 99.993 M – Z 99.999
Dari data diatas didapatkan bahwa: • Pengaruh pengenolan = 0.006 g
81 Tabel 5.9. Keseragaman skala Latihan 3
Kelipatan Beban Timbangan Beban Timbangan Pembacaan Skala Rata – rata Selisih Standar Massa Koreksi Skala (dalam g) 0 0.000 0.000 20.000 20.000 0.0005 (1M) 20 19.999 20.000 (1M) 20.000 0 0.000 0.001 39.997 40.000 0.0035 (2M) 40 39.998 39.998 (2M) 39.997 0 0.002 0.001 59.995 60.000 0.0050 (3M) 60 59.997 59.996 (3M) 59.995 0 0.000 -0.001 79.996 80.000 0.0040 (4M) 80 79.996 79.996 (4M) 79.995 0 -0.001 -0.001 99.997 100.000 0.0035 (5M) 100 99.996 99.996 (5M) 99.996 0 0.000 0.000 119.996 120.000 0.0045 (6M) 120 119.996 119.996 (6M) 119.995
82 0 0.000 0.000 139.995 140.000 0.0050 (7M) 140 139.995 139.995 (7M) 139.995 0 0.000 0.000 159.996 160.000 0.0040 (8M) 160 159.996 159.996 (8M) 159.996 0 0.000 0.001 179.993 180.000 0.0075 (9M) 180 179.994 179.994 (9M) 179.993 0 0.002 0.001 199.996 200.000 0.0045 (10M) 200 199.996 199.996 (10M) 199.996 0 -0.001
Dari data diatas didapatkan bahwa:
• Koreksi maksimum ada pada beban timbangan 180 g yaitu = 0.0075 g
83 Tabel 5.10. Histerisis Latihan 3
Beban 1 2 3 Zero Z1 0.000 0.000 -0.001 M M1 99.994 99.995 99.995 M + M’ M M2 99.994 99.995 99.995 Zero Z2 -0.001 0.000 0.000 m1 – m2 0.000 0.000 0.000 z1 – z2 0.001 0.000 -0.001
Dari data diatas didapatkan bahwa: • Histerisis = 0.0075 g
Hitung ketidakpastian resolusi timbangan UR
Hitung ketidakpastian repeatabilitas = ± ½ R / sqrt (3)
= ± ½ (1) / sqrt (3) = ± 0.2887
Ut = ± SD maks. Kemampuan ulang pembacaan / sqrt (n) = ± (0.003) / sqrt (10)
= ± 0.0009
Hitung ketidakpastian uji histerisis Uh = ± 2 SD1 / sqrt (6)
84 = ± 0.0024
Hitung batas kinerja (F)
F = ± 2 SD maks. Repeatabilitas + Cnv = ± 2 (0.003) + 0.0075
= ± 0.0135
Hitung ketidakpastian penimbangan pada tingkat kepercayaan 95 % dengan k = 2
U95 = ± k x Uc
= ± 2 x [Ut2+Unv2+ UR2] ½ = ± 0.625249497
Analisa dari hasil perhitungan diatas dapat disimpulkan bahwa U95
5.5.Analisa Data Work Order (WO)
= ± 0.625249497 menyatakan hasil perkiraan mengenai rentang hasil pengukuran yang didalamnya terdapat nilai benar.
Artinya bahwa hasil pengukuran pada suatu titik pengukuran yang terdapat nilai benarnya berkisar antara ± 0.625249497, misalkan pada titik pengukuran 100 g, maka nilai benarnya diantara 99.374750503 – 100.625249497 gram.
Work Order adalah suatu permintaan kerja kepada divisi sisdur dari divisi lain sehubungan dengan kerusakan instrument dan ketidakstabilan instrumen.
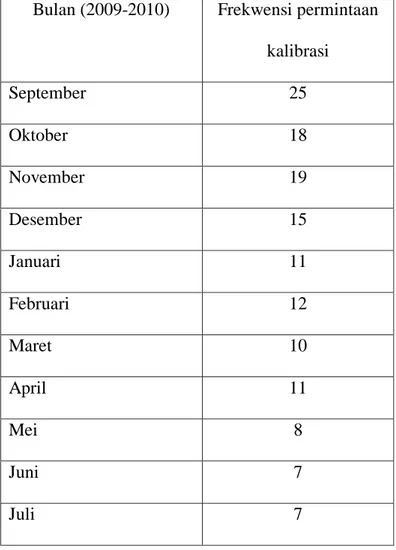
Divisi sisdur mempunyai proses pengolahan data WO masuk dari pihak divisi lain yang harus dikerjakan sesuai dengan jadual dengan persetujuan kepala bagian atau manajer. Tabel 5.11. memperlihatkan data permintaan kalibrasi.
85 Tabel 5.11. Daftar Permintaan WO Kalibrasi September 2009 – Juli 2010:
Bulan (2009-2010) Frekwensi permintaan kalibrasi September 25 Oktober 18 November 19 Desember 15 Januari 11 Februari 12 Maret 10 April 11 Mei 8 Juni 7 Juli 7
Tabel diatas menunjukkan bahwa dari sejak September 2009 sampai bulan Juli 2010 permintaan WO kalibrasi menurun. Terjadi peningkatan mutu ketahanan dan keakurasian alat atau sensor (Calibration Process Improvement). Hal ini disebabkan karena semua alat ukur yang masuk prioritas pengecekan dan kalibrasi terdaftar dan terpantau yang dimasukkan dalam MID (Measuring Instrument Data) untuk selalu dikalibrasi dan dilakukan pengecekan berdasarkan interval waktu yang telah ditentukan yang ada dalam CCS (Calibration & Check Schedule).