PERENCANAAN JUMLAH OPERATOR PRODUKSI
DENGAN METODE STUDI WAKTU
(STUDI KASUS PADA INDUSTRI PENGOLAHAN PRODUK
LAUT)
Kelvin
Teknik Industri, Sekolah Tinggi Teknik Surabaya [email protected]
ABSTRAK
Aliran produksi pada perusahaan harus dirancang dan direncanakan dengan optimal agar proses produksi berjalan secara seimbang (line balacing). Salah satu bagian dari aliran produksi yang mempengaruhi keseimbangan proses adalah jumlah operator produksi. Terutama bagi perusahaan yang dimana proses produksinya dikerjakan secara manual menggunakan tenaga kerja manusia, perencanaan jumlah operator yang optimal sangat diperlukan untuk meminimumkan atau bahkan menghilangkan bottle neck yang mungkin terjadi pada aliran produksi. Salah satu tujuan dari penelitian ini adalah merencanakan jumlah operator produksi dengan menggunakan metode studi waktu kerja yang dilakukan pada perusahaan pengolahan produk laut.
Perusahaan mengharapkan adanya pengalokasian operator secara tepat di masing-masing bagian untuk mengefisienkan proses produksi. Berdasarkan permasalahan tersebut, dilakukan penelitian untuk menentukan jumlah operator ideal di setiap tahapan proses produksi khususnya proses produksi tempura dan peeled. Untuk penentuan jumlah operator ideal, dilakukan perhitungan waktu baku dan output baku. Waktu baku dan output baku tersebut digunakan untuk mengetahui kapasitas produksi yang ada. Dari kapasitas produksi tersebut dibandingkan dengan target produksi perusahaan dan dapat ditentukan jumlah operator ideal di masing-masing bagian proses produksi.
Dari penelitian ini diketahui bahwa kapasitas produksi perusahaan tidak sesuai dengan target produksi yang diharapkan oleh perusahaan. Jumlah operator yang bekerja tidak sesuai dengan jumlah operator ideal sehingga proses produksi tidak seimbang. Seperti pada proses tempura 5LA jumlah operator ideal adalah 64 operator, sedangkan yang ada saat ini adalah 107 operator. Untuk produk Peeled Deveined Tail On 16 jumlah operator ideal adalah 33, sedangkan jumlah operator saat ini adalah 50 operator. Hal tersebut menyebabkan proses yang ada saat ini tidak efisien dan kapasitas produksi tidak sesuai dengan target produksi perusahaan.
Kata kunci: Time Study, Waktu baku, Output baku, Line Balancing
PENDAHULUAN
Banyak hal yang dapat dilakukan untuk meningkatkan produktivitas perusahaan, seperti meningkatkan kemampuan pekerja, menggunakan mesin sebagai pengganti tenaga manusia, dan sebagainya. Salah satu penyebab suatu proses produksi tidak produktif adalah penggunaan tenaga kerja yang tidak sesuai.
ISBN : 978-602-97491-3-7
A-1-2
menjadi 4 production line, yaitu tempura production line, sushi ebi production line, peeled production line, dan cooked peeled production line. Setiap production line memproduksi tiap jenis produk dengan berbagai ukuran yang berbeda, seperti tempura M, tempura 2LA, tempura 5LA, PND 26, dan sebagainya. Production line itu sendiri terdiri dari berbagai proses yang berbeda-beda sesuai dengan jenis produk yang dihasilkan. Sebagai contoh proses yang terjadi dalam tempura production line adalah potong ekor, cuci, timbang, kupas dan sayat, susun dan pijit, cuci STG, timbang, susun, inspeksi, vakum. Setiap proses yang ada dikerjakan secara manual oleh tenaga manusia atau disebut dengan operator. Banyaknya operator setiap saat bisa berubah sesuai dengan jumlah order yang masuk. Oleh karena jumlah operator yang tidak pasti tersebut, sebagian besar operator yang dipekerjakan oleh perusahaan adalah tenaga kerja tidak tetap.
Masalah yang dihadapi oleh perusahaan adalah belum adanya perhitungan yang tepat untuk menentukan jumlah operator yang sesuai untuk tiap-tiap proses pada setiap production line. Hal yang diakibatkan dari tidak sesuainya dalam penentuan jumlah operator, antara lain rendahnya efisiensi operator, terjadi penumpukan dibeberapa proses sehingga kapasitas produksi tidak optimal.
TINJAUAN PUSTAKA
Suatu pekerjaan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat (Wignjosoebroto, 1995). Untuk mendapatkan waktu penyelesaian paling singkat tersebut diperlukan adanya penelitian kerja dan analisa metode kerja. Tujuan dari penelitian dan analisa metode kerja ini adalah mengaplikasikan prinsip dan teknik pengaturan cara kerja yang optimal dalam sistem kerja tersebut, sehingga diperoleh alternatif metode pelaksanaan kerja yang dianggap memberikan hasil yang paling efektif dan efisien. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Secara singkat pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan.
Dalam pengukuran ini, pengukuran dilakukan pada waktu yang dibutuhkan (secara wajar) oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata (normal) untuk menyelesaikan pekerjaan atau disebut dengan waktu baku.
Dalam pengukuran waktu kerja ada dua cara yang dapat dilakukan, yaitu secara langsung (stopwatch atau work sampling) dan secara tidak langsung (standart data atau
predetermined time study).
Pengukuran waktu kerja dengan menggunakan jam henti atau stopwatch sebagai alat bantu diperkenalkan pertama kali oleh Frederick W. Taylor pada abad ke-19. Metode ini sangat sesuai diaplikasikan terutama untuk pekerjaan yang singkat dan berulang-ulang (repetitive). Dari hasil pengukuran ini, akan diperoleh waktu baku untuk menyelesaikan satu siklus pekerjaan bagi semua pekerja.
ISBN : 978-602-97491-3-7
A-1-3
Dalam proses perhitungan untuk memperoleh waktu baku, juga diperlukan waktu longgar atau allowance. Tidak ada operator yang dapat bekerja terus menerus tanpa mengalami gangguan sama sekali. Karena itulah, dalam perhitungan waktu baku perlu memperhatikan kelonggaran pada operator. Pada umumnya kelonggaran (allowance) meliputi tiga hal, yaitu kelonggaran untuk kebutuhan personal, kelonggaran untuk melepas lelah, kelonggaran karena keterlambatan.
Salah satu aplikasi atau pemanfaatan dari diketemukannya waktu baku adalah guna menyeimbangkan lintasan produksi. Proses keseimbangan lintasan pada dasarnya merupakan satu hal yang tidak pernah mencapai kesempurnaan. Dengan adanya keseimbangan lintasan, maka diharapkan tidak terjadi bottle neck (macet atau penyempitan) yang dapat menghambat kelancaran produksi.
Dalam pengambilan data juga didasarkan pada konsep kurva belajar. Kosep dari kurva belajar menyatakan bahwa pada pekerjaan yang berulang secara terus-menerus, operator yang melakukan secara otomatis akan melakukan pembelajaran pada pekerjaannya pada saat melakukan pekerjaan tersebut. Tingkat pembelajaran tersebut dapat dilihat dari tingkat waktu yang dibutuhkan untuk menyelesaikan satu siklus pekerjaan. Semakin lama, waktu penyelesaian yang diperlukan semakin cepat hingga mencapai satu titik tertentu. Bila mencapai titik maksimum tersebut, maka pekerjaan yang dilakukan operator sudah mencapai tingkat terefisien.
METODE PENELITIAN
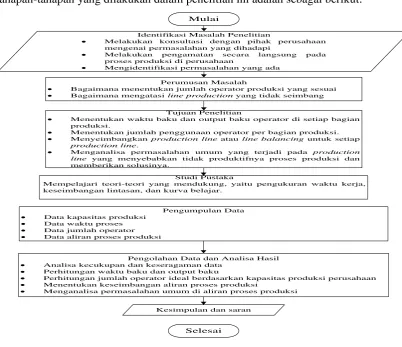
Tahapan-tahapan yang dilakukan dalam penelitian ini adalah sebagai berikut:
Perumusan Masalah
• Bagaimana menentukan jumlah operator produksi yang sesuai
• Bagaimana mengatasi line production yang tidak seimbang
Tujuan Penelitian
• Menentukan waktu baku dan output baku operator di setiap bagian produksi.
• Menentukan jumlah penggunaan operator per bagian produksi.
• Menyeimbangkan production line atau line balancing untuk setiap
production line.
• Menganalisa permasalahan umum yang terjadi pada production line yang menyebabkan tidak produktifnya proses produksi dan memberikan solusinya.
Studi Pustaka
Mempelajari teori-teori yang mendukung, yaitu pengukuran waktu kerja, keseimbangan lintasan, dan kurva belajar.
Pengumpulan Data
• Data kapasitas produksi
• Data waktu proses
• Data jumlah operator
• Data aliran proses produksi
Pengolahan Data dan Analisa Hasil
• Analisa kecukupan dan keseragaman data
• Perhitungan waktu baku dan output baku
• Perhitungan jumlah operator ideal berdasarkan kapasitas produksi perusahaan
• Menentukan keseimbangan aliran proses produksi
• Menganalisa permasalahan umum di aliran proses produksi Mulai
Selesai
Identifikasi Masalah Penelitian
• Melakukan konsultasi dengan pihak perusahaan mengenai permasalahan yang dihadapi
• Melakukan pengamatan secara langsung pada proses produksi di perusahaan
• Mengidentifikasi permasalahan yang ada
Kesimpulan dan saran
ISBN : 978-602-97491-3-7
A-1-4 1. Tahap identifikasi dan perumusan masalah
Pada tahap ini dilakukan konsultasi dengan perusahaan untuk mengetahui garis besar mengenai gambaran perusahaan dan kondisi perusahaan saat ini. Selain itu, juga dilakukan pengamatan secara langsung terhadap proses produksi yang ada di perusahaan untuk mendalami kondisi dan permasalahan yang dihadapi perusahaan. Dari hasil konsultasi dengan perusahaan dan pengamatan yang dilakukan terhadap kondisi perusahaan, diketahui permasalahan utama perusahaan adalah dalam penentuan jumlah tenaga kerja untuk operator dalam proses produksi. Perusahaan tidak memiliki perhitungan yang pasti untuk menentukan jumlah tenaga kerja yang tepat guna mencapai target produksi yang diharapkan perusahaan. Sebagai akibat dari permasalahan tersebut, perusahaan merasa tidak efisien baik dalam output produksi maupun biaya yang dikeluarkan untuk tenaga kerja.
2. Tahap pengumpulan dan pengolahan data
Setelah permasalahan dan tujuan ditetapkan, dilakukan studi pustaka dengan membaca dan mempelajari teori-teori yang sesuai dengan permasalahan yang dihadapi. Teori-teori diperoleh dari buku-buku, jurnal-jurnal, dan sumber informasi lainnya. Teori yang digunakan dalam penelitian ini, antara lain pengukuran waktu kerja, keseimbangan lintasan, dan kurva belajar. Selanjutnya dilakukan pengambilan data, data yang diambil terbagi menjadi dua jenis, data primer (data aliran sistem informasi di perusahaan, data urutan proses produksi, data waktu masing-masing proses, dan lain sebagainya) dan data sekunder (gambaran umum perusahaan, kapasitas produksi perusahaan, proses produksi, berat produk, dan data lainnya). Setelah data-data terkumpul, kemudian diolah sesuai dengan dasar yang sudah diperoleh pada studi pustaka. Pengolahan yang dilakukan adalah menghitung waktu baku, output baku, menentukan jumlah operator ideal, dan sebagainya. Hasil dari pengolahan data ini akan dianalisis secara seksama untuk dijadikan dasar dalam memberikan solusi perbaikan bagi perusahaan.
3. Tahap pengambilan kesimpulan dan saran
Setelah dilakukan pengolahan data dan dianalisa, maka dapat ditarik kesimpulan dari penelitian ini. Kesimpulan tersebut berguna untuk menjawab semua tujuan dari penelitian yang sudah ditetapkan di awal. Kesimpulan ini nantinya akan digunakan perusahaan sebagai acuan untuk menentukan langkah-langkah perbaikan pada proses produksi agar berjalan lebih baik.
PENGUMPULAN DAN PENGOLAHAN DATA
Dalam proses produksinya, perusahaan menggunakan tenaga kerja borongan untuk ditempatkan sebagai operator produksi. Hal ini dilakukan karena mengingat jenis bisnis perusahaan yang berdasarkan pesanan. Sehingga penggunaan tenaga kerja borongan membuat perusahaan lebih fleksibel untuk mengatur kapasitas produksi yang diperlukan.
ISBN : 978-602-97491-3-7
A-1-5
hari setelah istirahat, 25 data sore hari sebelum pulang). Sampel diambil dari beberapa operator dari masing-masing bagian.
Dari data waktu proses tersebut dilakukan pengujian kecukupan data dan keseragaman data, agar data tersebut valid untuk diteliti. Berikut ini adalah pengujian kecukupan dan keseragaman data pada proses cuci raw material produk tempura M untuk 25 data pagi:
- Uji kecukupan data
(
) (
)
- Uji keseragaman data
σ
Setelah data tersebut dinyatakan valid, dilakukan perhitungan untuk memperoleh waktu baku dengan menentukan juga performance rating dan allowance operator. Berikut sebagai contoh perhitungan pada proses cuci raw material produk tempura M:
- Performance Rating (P)
Skill : good (C1) = +0.06
Pekerjaan yang sangat ringan = 6%, dilakukan sambil berdiri di atas dua kaki = 1,5%, pandangan terputus-putus dengan pencahayaan baik = 3%, temperatur sedang = 3%, atmosfer cukup = 3%, kelonggaran untuk kebutuhan pribadi = 2,5%. Total allowance = 19%
ISBN : 978-602-97491-3-7
Ob keranjang/jam
1 keranjang = 5 kg
=104.0332 keranjang/jam x 5 kg
= 520.166 kg/jam
Dari output baku tersebut dapat diketahui kapasitas produksi perusahaan. Bila jam kerja per hari adalah 7 jam dan jumlah operator untuk bagian cuci raw material adalah 1 operator, maka kapasitas produksi untuk bagian ini adalah 3641.161 kg/hari.
Kapasitas produksi tersebut, nantinya akan dibandingkan dengan target produksi yang diharapkan perusahaan, sehingga diperoleh jumlah operator ideal bagi perusahaan.
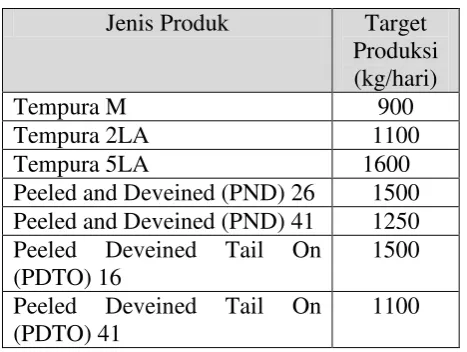
Tabel 1. Target Raw Material Produksi Perusahaan
Jenis Produk Target Produksi (kg/hari)
Tempura M 900
Tempura 2LA 1100
Tempura 5LA 1600
Peeled and Deveined (PND) 26 1500 Peeled and Deveined (PND) 41 1250 Peeled Deveined Tail On
(PDTO) 16
1500
Peeled Deveined Tail On (PDTO) 41
1100
ISBN : 978-602-97491-3-7
A-1-7
Tabel 2. Kapasitas Produksi Produk Tempura M
Proses Jumlah Operator
Kapasitas Produksi (kg/hari) Potong ekor 12 964.871 Cuci RM dan timbang 1 3641.161 Kupas dan belah 42 1007.056
Cuci PTO 1 1635.239
Susun dan pijit 16 940.999 Keluar tray 5 1240.964
Cuci STG 1 2359.653
Timbang STG 5 1264.084 Susun bag 18 1047.662 Inspeksi akhir 4 1034.499
Vakum 2 1719.189
Dalam tabel 2 di atas, waktu kerja per hari adalah 7 jam (Senin – Jumat) sehingga dapat diketahui kapasitas produksi per hari.
ANALISA DATA
Data yang sudah diolah, selanjutnya dianalisa untuk mendapatkan kesimpulan dan solusi yang akan diberikan kepada perusahaan. Analisa data yang dilakukan adalah analisa terhadap jumlah operator ideal yang sudah diperoleh pada bab sebelumnya.
Hasil perhitungan jumlah operator ideal dibandingkan dengan jumlah operator yang ada saat ini guna mengetahui apakah jumlah operator yang ada saat ini sudah sesuai dan efisien atau tidak sesuai dengan jumlah penggunaan operator yang seharusnya. Pada tabel 3 ini adalah perbandingan jumlah operator pada produk tempura M.
Tabel 3 Perbandingan Jumlah Operator pada Produk Tempura M
Proses
Jumlah Operator Perusahaan
Jumlah Operator Ideal
Potong ekor 12 10
Cuci RM dan timbang 1 1
Kupas dan belah 42 30
Cuci PTO 1 1
Susun dan pijit 16 13
Keluar tray 5 3
Cuci STG 1 1
Timbang STG 5 3
Susun bag 18 13
Inspeksi akhir 4 3
Vakum 2 1
TOTAL 107 79
ISBN : 978-602-97491-3-7
A-1-8
operator yang tidak seimbang juga menyebabkan tidak terjadi keseimbangan lintasan pada proses produksi tersebut.
PENUTUP
Dari hasil analisa terhadap data-data yang sudah dilakukan, maka dapat ditarik kesimpulan sebagai berikut:
1. Penggunaan tenaga kerja sebagai operator produksi oleh perusahaan saat ini, jumlahnya tidak sesuai dengan jumlah operator ideal hasil analisa yang seharusnya dipekerjakan oleh perusahaan. Dari hasil analisa data diketahui jumlah operator ideal untuk perusahaan adalah sebagai berikut:
• Proses Tempura M = 79 operator
• Proses Tempura 2LA = 66 operator
• Proses Tempura 5LA = 64 operator
• Proses PND 26 = 48 operator
• Proses PND 41 = 52 operator
• Proses PDTO 16 = 33 operator
• Proses PDTO 41 = 47 operator
2. Penggunaan jumlah operator yang tidak sesuai pada tiap tahapan proses juga mempengaruhi kapasitas produksi dari tiap tahapan proses tersebut. Hal ini menyebabkan terjadi ketidakseimbangan lintasan produksi di perusahaan. Dengan perbaikan jumlah operator yang dipekerjakan, maka perusahaan juga menyeimbangkan kapasitas proses produksi dari tiap tahapan proses.
DAFTAR PUSTAKA
Niebel, Benjamin W. Motion and Time Study. Richard D. Irwin. Illinois. 1993.
Nurmianto, Eko. Ergonomi Konsep Dasar dan Aplikasinya. PT. Guna Widya. Jakarta. 1996.
Perencanaan dan Pengendalian Produksi. Departemen Teknik Industri FTI – ITB. Bandung. 2003
Sutalaksana, Anggawisastra, Tjakaatmadja. Teknik Tata Cara Kerja. Jurusan Teknik Industri Institut Teknologi Bandung. 1979.
Wignjosoebroto, Sritomo. Ergonomi Studi Gerak dan Waktu. PT. Guna Widya Jakarta, 1995.