BAB II
KAJIAN PUSTAKA
2.1. Kajian Teori
2.1.1.Preventive Maintenance
Perawatan pencegahan (Preventive Maintenance) adalah inspeksi secara
periodik untuk mendeteksi kondisi yang dapat menyebabkan mesin rusak (breakdown) atau terhentinya proses sehingga dapat mengembalikan kondisi
peralatan seperti pada saat awal peralatan tersebut ada.
Inspeksi secara periodik dan pemulihan secara terencana akan dapat dilaksanakan secera selektif apabila perusahaan memiliki standarisasi aktivitas perawatan. Aktivitas perawatan perlu distandarisasi karena :
Aktivitas perawatan memiliki berbagai kegiatan yang beragam
Butuh waktu yang lama untuk menguasai kemampuan dan teknik perawatan secara mumpuni
Aktivitas perawatan biasanya dianggap sebagai kegiatan yang kurang efektif dibanding kegiatan produksi.
Ada beberapa hal yang harus distandarisasi, antara lain : Standar desain peralatan
Standar perusahaan untuk elemen peralatan yang sama. Standar performansi peralatan
Diterapkan pada performansi peralatan pada saat operasi. Standar perolehan material peralatan
Meliputi standar kualitas dari komponen peralatan yang digunakan. Kegiatan Preventive Maintenance akan berjalan secara optimal jika
perusahaan memiliki perencanaan perawatan yang baik. Perawatan rutin dan periodik harus dijadwalkan dengan baik. Perawatan tersebut harus berdasarkan penilaian yang akurat dari kondisi peralatan dengan pertimbangan prioritas dan ketersediaan sumber daya pada saat dibutuhkan. Perencanaan perawatan yang efektif dan efisien memerlukan kerjasama dari semua departemen yang terlibat. Berikut beberapa tipe perencanaan perawatan, antara lain :
Rencana perawatan bulanan Rencana perawatan mingguan Rencana perawatan besar
Perencanaan perawatan yang efektif tidak akan dapat dicapai tanpa adanya pemahaman yang pasti tentang kondisi peralatan tersebut. Hal ini agak sedikit rumit dilakukan, tetapi sangat bermanfaat bagi standar perencanaan perawatan peralatan.
Kegiatan perawatan sangat bervariasi misalnya mencatat setiap aktivitas yang terjadi. Kegiatan mencatat ini dianggap sangat sulit, tetapi sangat penting untuk dilakukan. Pencatatan tidak harus selalu dengan catatan yang menyeluruh. Format yang digunakan dalam menyusun catatan perawatan tidaklah baku, setiap perusahaan mempunyai bentuk catatan tersendiri. Kualitas perawatan dan performansi dapat ditingkatkan secara bertahap dengan siklus PDCA (Plan, Do, Check, Action) (Kurniawan : 2013).
Bagaimana implementasi aktivitas perawatan di perusahaan tergantung pada kebijakan perusahaan itu sendiri, dan level manajerial yang akan melaksanakannya. Catatan perawatan akan lebih baik jika menggunakan sistem komputerisasi, karena akan memudahkan untuk menganalisa catatn kerusakan yang jumlahnya banyak dan dapat menyajikan informasi yang diperlukan. Setelah itu baru dapat menggunakan komputer untuk mengurangi jam kerja administratif dan membuat data lebih mudah untuk diakses perusahaan.
Berikut adalah klasifikasi catatan perawatan yang harus dimiliki oleh perusahaan dalam menunjang aktivitas perawatan, antara lain :
a. Catatan perawatan rutin b. Catatan iinspeksi periodik c. Laporan perawatan
d. Catatan pengembangan perawatan
e. Catatan analisa MTBF (Mean Time Between Failure)
f. Catatan peralatan
g. Catatan biaya perawatan h. Catatan kerusakan
2.1.2.Predictive Maintenance
Predictive Maintenance merupakan upaya pendukung preventive maintenance. Perusahaan akan melakukan upaya sehingga tetap unggul jika
dibandingkan dengan kompetitornya. Salah satu cara yang dilakukan adalah mengubah perawatan periodik menjadi perawatan prediktif, dengan tujuan untu meminimasi ongkos perawatan yang mahal akibat terjadi kerusakan secara mendadak.
Tujuan dari Predictive Maintenance, antara lain :
Mengurangi breakdown dan masalah pada peralatan
Meningkatkan efektivitas pemanfaatan waktu operasi dan waktu produksi
Mengurangi waktu dan biaya perawatan Meningkatkan produk dan servis perusahaan.
2.1.3.Performance System Maintenance
a. Reliability
Reliability atau kendalan menunjukan keberadaan atau kondisi suatu
fasilitas. Kondisi tersebut dapat dikatakan positif atau negatif. Konsep reliability melibatkan metode statistik. Melalui pengukuran ini perusahaan memiliki gambaran terhadap kondisi peralatan yang dimiliki, sehingga mampu memprediksi perlakuan terhadap peralatan tersebut. Reliability juga
dapat dikuantifikasi dengan menggunakan rata-rata banyaknya kegagalan dalam rangka waktu tertentu (failure rate). Dapat pula dinyatakan sebagai
lamanya waktu rata-rata antar kegagalan MTBF (mean time between failure).
Reliability (%) = Total Operation Time Freq. Breakdown
Secara umum, pengujian kendalan bertujuan untuk : Menentukan kondisi penggunaan peralatan
Mengukur keandalan peralatan untuk tujuan kontraktual, misalnya pada perjanjian ekspor-impor sebagai safety regulation
Memformulasikan kebijakan garansi maupun service
Mengidentifikasi alur kegagalan design manufacturing
Membantu pihak manajemen dalam memilih kebijakan strategi penggunaan alat.
b. Availability
Merupakan proporsi dari waktu peralatan/mesin yang sebenarnya tersedia untuk melakukan suatu pekerjaan dengan waktu yang ditargetkan seharusnya tersedia untuk melakukan suatu pekerjaan. Atau dengan definisi lain bahwa availability adalah ratio untuk melihat line stop ditinjau dari
aspek breakdown saja. Satu pengukuran dari availability (A) adalah :
A = Total Operation Time x 100% Loading Time
c. Maintainability
Merupakan suatu usaha dan biaya untuk melakukan perawatan (pemeliharaan). Suatu pengukuran dari maintainability adalah Mean Time To Repair (MTTR), tingginya MTTR mengindikasikan rendahnya
maintainability. Dimana MTTR merupakan indikator kemampuan (skill)
dari operator maintenance mesin dalam menangani atau mengatasi setiap
masalah kerusakan.
MTTR = BreakdownTime Freq. Breakdown
Dimana Breakdown Time adalah termasuk waktu menunggu untuk repair, waktu yang terbuang untuk melakukan repair, waktu yang terbuang
untuk melakukan pengetesan dan mendapatkan peralatan yang siap untuk mulai beroperasi.
2.1.4.Topologi Jaringan
Topologi jaringan sendiri merupakan suatu bentuk/ struktur jaringan yang menghubungkan antar komputer satu dengan yang lain dengan menggunakan media kabel maupun nirkabel.
1. Topologi Star
Topologi star atau bintang merupakan salah satu bentuk topologi jaringan yang biasanya menggunakan switch/ hub untuk menghubungkan client satu dengan client yang lain.
Contoh topologi Star pada Gambar 2.1.
Gambar 2.1. Topologi Star
(Sumber : Internet, 2015)
2. Topologi Ring
Topologi ring atau cincin merupakan salah satu topologi jaringan
yang menghubungkan satu komputer dengan komputer lainnya dalam suatu rangkaian melingkar, mirip dengan cincin. Biasanya topologi ini hanya menggunakan LAN card untuk menghubungkan komputer satu dengan
komputer lainnya.
Contoh topologi Ring pada Gambar 2.2.
Gambar 2.2. Topologi Ring
3. Topologi Tree
Topologi tree atau pohon merupakan topologi gabungan antara
topologi star dan juga topologi bus. Topologi jaringan ini biasanya digunakan untuk interkoneksi antar sentral dengan hirarki yang berbeda-beda.
Contoh topologi Tree pada Gambar 2.3.
Gambar 2.3. Topologi Tree
(Sumber : Internet, 2015)
4. Topologi Bus
Topologi bus bisa dibilang topologi yang cukup sederhana dibanding
topologi yang lainnya. Topologi ini biasanya digunakan pada instalasi jaringan berbasis fiber optic, kemudian digabungkan dengan topologi star
untuk menghubungkan client atau node.
Topologi bus hanya menggunakan sebuah kabel jenis coaxial
disepanjang node client dan pada umumnya, ujung kabel coaxial tersebut
biasanya diberikan T konektor sebagai kabel end to end.
Contoh topologi Bus pada Gambar 2.4.
Gambar 2.4. Topologi Bus
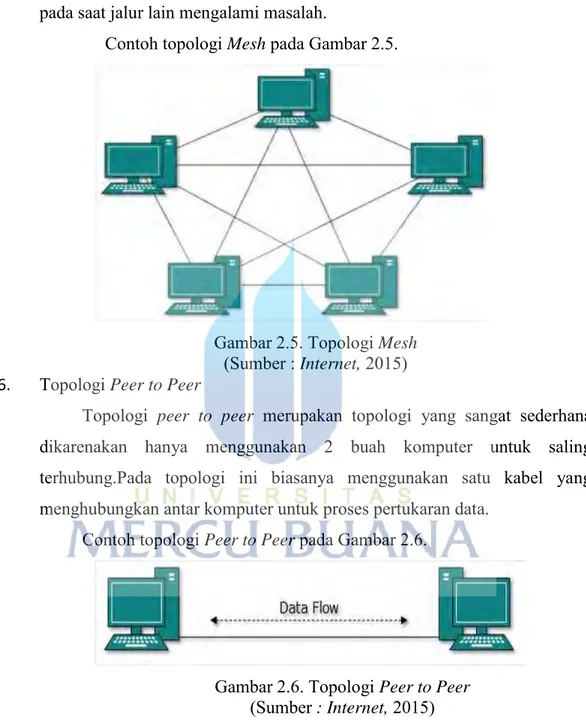
5. Topologi Mesh
Topologi mesh merupakan bentuk topologi yang sangat cocok dalam
hal pemilihan rute yang banyak. Hal tersebut berfungsi sebagai jalur backup pada saat jalur lain mengalami masalah.
Contoh topologi Mesh pada Gambar 2.5.
Gambar 2.5. Topologi Mesh
(Sumber : Internet, 2015)
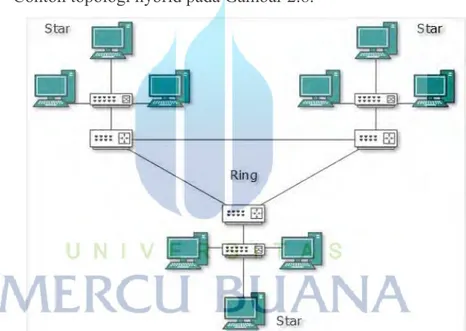
6. Topologi Peer to Peer
Topologi peer to peer merupakan topologi yang sangat sederhana
dikarenakan hanya menggunakan 2 buah komputer untuk saling terhubung.Pada topologi ini biasanya menggunakan satu kabel yang menghubungkan antar komputer untuk proses pertukaran data.
Contoh topologi Peer to Peer pada Gambar 2.6.
Gambar 2.6. Topologi Peer to Peer
(Sumber : Internet, 2015)
7. Topologi Linier
Topologi linier atau biasaya disebut topologi bus beruntut. Pada topologi ini biasanya menggunakan satu kabel utama guna menghubungkan tiap titik sambungan pada setiap komputer, contoh pada Gambar 2.7.
Gambar 2.7. Topologi Linier
(Sumber : Internet, 2015)
8. Topologi Hybrid
Topologi hybrid merupakan topologi gabungan antara beberapa topologi yang berbeda. Pada saat dua atau lebih topologi yang berbeda terhubung satu sama lain, disaat itulah gabungan topologi tersebut membentuk topologi hybrid.
Contoh topologi hybrid pada Gambar 2.8.
Gambar 2.8. Topologi Hybrid (Sumber : Internet, 2015) 2.1.5.Konsep PDCA
Langkah pertama dari Kaizen adalah menerapkan siklus PDCA (Plan, Do, Check Action) sebagian sarana yang menjamin terlaksananya kesinambungan dari kaizen. Hal ini berguna dalam mewujudkan kebijakan untuk memelihara dan
memperbaiki atau meningkatkan standar. Siklus ini merupakan konsep yang terpenting dari proses kaizen (Imai, 2005). PDCA merupakan singkatan bahasa
Inggris dari "Plan, Do, Check, Act" (Rencanakan, Kerjakan, Cek, Tindak lanjuti),
digunakan dalam pengendalian kualitas. PDCA dikenal sebagai “siklus
Shewhart”, karena pertama kali dikemukakan oleh Walter Shewhart beberapa
puluh tahun yang lalu. Namun dalam perkembangannya, metodologi analisis PDCA lebih sering disebut “siklus Deming”. Hal ini karena Deming adalah orang yang mempopulerkan penggunaannya dan memperluas penerapannya. Namun, Deming sendiri selalu merujuk metode ini sebagai siklus Shewhart, dari nama Walter A. Shewhart, yang sering dianggap sebagai bapak pengendalian kualitas statistis. Belakangan, Deming memodifikasi PDCA menjadi PDSA ("Plan, Do, Study, Act") untuk lebih menggambarkan rekomendasinya.Dengan nama apa pun
itu disebut, PDCA adalah alat yang bermanfaat untuk melakukan perbaikan secara terus menerus tanpa berhenti.
Perusahaan memerlukan cara menilai sistem manajemen secara keseluruhan, dalam arti bagaimana sistem tersebut mempengaruhi setiap proses dan setiap karyawan serta diperluas pada setiap produk dan pelayanan. Pengendalian proses pelayanan adalah sebuah pertanda untuk perbaikan kualitas pelayanan, tetapi hal itu tergantung pada kesehatan dan vitalitas dari organisasi, kepemimpinan dan komitmen. Konsep PDCA tersebut merupakan pedoman bagi setiap manajer untuk proses perbaikan kualitas secara terus menerus tanpa berhenti tetapi meningkat ke keadaan yang lebih baik dan dijalankan di seluruh bagian organisasi.
Pengidentifikasian masalah yang akan dipecahkan dan pencarian sebab-sebabnya serta penentuan tindakan koreksinya, harus selalu didasarkan pada fakta. Hal ini dimaksudkan untuk menghindarkan adanya unsur subyektivitas dan pengambilan keputusan yang terlalu cepat serta keputusan yang bersifat emosional. Selain itu, untuk memudahkan identifikasi masalah yang akan dipecahkan dan sebagai patokan perbaikan selanjutnya, perusahaan harus menetapkan standar pelayanan.
Kualitas saat ini sudah tidak lagi diartikan sebagai sebuah pengertian tradisional dimana kualitas hanya dipahami sebagai pemenuhan terhadap suatu persyaratan, melainkan dikaitkan sebagai suatu produk atau hasil yang dapat memuaskan konsumen dan memajukan suatu organisasi atau perusahaan. Garvin dan Davis (1994), menyatakan bahwa kualitas adalah suatu kondisi dinamis yang
berhubungan dengan produk, manusia/ tenaga kerja, proses dan tugas, serta lingkungan yang memenuhi melebihi harapan pelanggan. (Nasution. 2005).
Ketika suatu organisasi atau perusahaan dibangun, berbagai tahapan atau proses harus dilalui, seperti perencanaan (planning), pelaksanaan/ kerjakan (do),
pengontrolan, pengawasan (check), tidak luput dari sebuah penjagaan kualitas
agar dapat menghasilkan output yang optimal. Tahapan dalam penjagaan sebuah kualitas agar tetap berada pada standar yang telah ditetapkan, menjadi sebuah penekanan terpenting dalam keberlangsungan hidup sebuah organisasi/ perusahaan. Tahapan tersebut diantaranya adalah perencanaan dimana diperlukan sebuah prosedur perencanaan kualitas, tahap pelaksanaan diperlukan sebuah jaminan kualitas, tahap evaluasi diperlukan sebuah pengontrolan terhadap kualitas, dan tahap penjagaan serta pengembangan mutu. Untuk menciptakan sebuah produk yang berkualitas sesuai dengan keinginan konsumen, tidak harus mengeluarkan biaya yang lebih besar. Maka dari itu, diperlukan sebuah program peningkatan kualitas yang baik, yaitu misalnya dengan menerapkan program PDCA (Plan, Do, Check, Action).
2.1.6.Manfaat PDCA
PDCA seringkali dipergunakan dalam kegiatan kaizen dan DMAIC
dipergunakan pada aktivitas Lean Six Sigma. PDCA sangatlah cocok untuk
dipergunakan untuk skala kecil kegiatan continues improvement pada memperpendek siklus kerja, menghapuskan pemborosan di tempat kerja dan produktivitas. Sementara DMAIC akan lebih powerfull dalam hal menghilangkan
varian output, kestabilan akan mutu, improve yield, situasi yang lebih komplek, struktur penghematan biaya, dan efektifitas organisasi bisnis. Manfaat dari PDCA antara lain :
1. Untuk memudahkan pemetaan wewenang dan tanggung jawab dari sebuah unit organisasi;
2. Sebagai pola kerja dalam perbaikan suatu proses atau sistem di sebuah organisasi;
3. Untuk menyelesaikan serta mengendalikan suatu permasalahan dengan pola yang runtun dan sistematis;
4. Untuk kegiatan continuous improvement dalam rangka memperpendek alur kerja;
5. Menghapuskan pemborosan di tempat kerja dan meningkatkan produktivitas.
2.1.7.Proses PDCA
Di dalam ilmu manajemen, ada konsep problem solving yang bisa diterapkan di tempat kerja kita yaitu menggunakan pendekatan P-D-C-A sebagai proses penyelesaian masalah. Dalam bahasa pengendalian kualitas, P-D-C-A dapat diartikan sebagai proses penyelesaian dan pengendalian masalah dengan pola runtun dan sistematis.
Secara ringkas, Proses PDCA dapat dijelaskan sebagai berikut :
a. P (Plan = Rencanakan)
Artinya merencanakan SASARAN (GOAL=TUJUAN) dan PROSES
apa yang dibutuhkan untuk menentukan hasil yang sesuai dengan SPESIFIKASI tujuan yang ditetapkan. PLAN ini harus diterjemahkan secara
detil dan per sub-sistem.
Perencanaan ini dilakukan untuk mengidentifikasi sasaran dan proses dengan mencari tahu hal-hal apa saja yang tidak beres kemudian mencari solusi atau ide-ide untuk memecahkan masalah ini. Tahapan yang perlu diperhatikan, antara lain: mengidentifikasi pelayanan jasa, harapan, dan kepuasan pelanggan untuk memberikan hasil yang sesuai dengan spesifikasi. Kemudian mendeskripsikan proses dari awal hingga akhir yang akan dilakukan. Memfokuskan pada peluang peningkatan mutu (pilih salah satu permasalahan yang akan diselesaikan terlebih dahulu). Identifikasikanlah akar penyebab masalah. Meletakkan sasaran dan proses yang dibutuhkan untuk memberikan hasil yang sesuai dengan spesifikasi.
Mengacu pada aktivitas identifikasi peluang perbaikan dan/ atau identifikasi terhadap cara-cara mencapai peningkatan dan perbaikan. Terakhir mencari dan memilih penyelesaian masalah.
b. D (Do = Kerjakan)
Artinya MELAKUKAN perencanaan PROSES yang telah ditetapkan sebelumnya. Ukuran-ukuran proses ini juga telah ditetapkan dalam tahap
PLAN. Dalam konsep DO ini kita harus benar-benar menghindari
penundaan, semakin kita menunda pekerjaan maka waktu kita semakin terbuang dan yang pasti pekerjaan akan bertambah banyak.
Implementasi proses. Dalam langkah ini, yaitu melaksanakan rencana yang telah disusun sebelumnya dan memantau proses pelaksanaan dalam skala kecil (proyek uji coba).
Mengacu pada penerapan dan pelaksanaan aktivitas yang direncanakan.
c. C (Check = Evaluasi)
Artinya melakukan evaluasi terhadap SASARAN dan PROSES serta melaporkan apa saja hasilnya. Kita mengecek kembali apa yang sudah kita kerjakan, sudahkah sesuai dengan standar yang ada atau masih ada kekurangan.
Memantau dan mengevaluasi proses dan hasil terhadap sasaran dan spesifikasi dan melaporkan hasilnya.
Dalam pengecekan ada dua hal yang perlu diperhatikan, yaitu memantau dan mengevaluasi proses dan hasil terhadap sasaran dan spesifikasi.
Teknik yang digunakan adalah observasi dan survei. Apabila masih menemukan kelemahan-kelemahan, maka disusunlah rencana perbaikan untuk dilaksanakan selanjutnya. Jika gagal, maka cari pelaksanaan lain, namun jika berhasil, dilakukan rutinitas.
Mengacu pada verifikasi apakah penerapan tersebut sesuai dengan rencana peningkatan dan perbaikan yang diinginkan.
d. A (Action = Menindaklanjuti/Standarisasi)
Artinya melakukan evaluasi total terhadap hasil SASARAN dan PROSES dan menindaklanjuti dengan perbaikan-perbaikan. Jika ternyata apa yang telah kita kerjakan masih ada yang kurang atau belum sempurna, segera melakukan action untuk memperbaikinya. Proses ACTION ini sangat
penting artinya sebelum kita melangkah lebih jauh ke proses perbaikan selanjutnya.
Menindaklanjuti hasil untuk membuat perbaikan yang diperlukan. Ini berarti juga meninjau seluruh langkah dan memodifikasi proses untuk memperbaikinya sebelum implementasi berikutnya.
Menindaklanjuti hasil berarti melakukan standarisasi perubahan, seperti mempertimbangkan area mana saja yang mungkin diterapkan, merevisi proses yang sudah diperbaiki, melakukan modifikasi standar, prosedur dan kebijakan yang ada, mengkomunikasikan kepada seluruh staf, pelanggan dan suplier atas perubahan yang dilakukan apabila diperlukan, mengembangkan rencana yang jelas, dan mendokumentasikan proyek. Selain itu, juga perlu memonitor perubahan dengan melakukan pengukuran dan pengendalian proses secara teratur.
Keempat proses di atas, Plan-Do-Check-Action (PDCA) merupakan satu
siklus yang tidak terputus dan saling berinteraksi satu sama lain. Siklus PDCA sudah seharusnya digunakan untuk meningkatkan sistem manajemen mutu (kinerja organisasi) secara terus menerus. Jadi PDCA merupakan proses yang kontinu dan berkesinambungan. Jika produk sudah sesuai dengan mutu yang direncanakan maka proses tersebut dapat dipergunakan di masa mendatang. Sebaliknya, jika hasilnya belum sesuai dengan yang direncanakan, maka prosedur tersebut harus diperbaiki atau diganti di masa mendatang. Dengan demikian, proses sesungguhnya tidak berakhir pada langkah Act, tetapi merupakan proses
yang kontinu dan berkesinambungan sehingga kembali lagi pada langkah pertama dan seterusnya. (Sumber : Interne, 2015)
2.1.8.Kaizen
Definisi Kaizen adalah Perbaikan yang berkesinambungan (Continuous Improvement), Istilah Kaizen sendiri berasal dari Bahasa Jepang yaitu "Kai" yang
artinya "Berubah" dan "Zen" yang berarti "Baik". Namun ada juga beberapa orang
yang menyebut Kaizen dengan istilah Kaizen Teian yang artinya: "Kaizen" berarti
Teian artinya adalah suatu sistem perusahaan yang komprehensif yang
dilakukan dalam rangka perbaikan terus menerus untuk mencapai kondisi yang lebih baik dari kondisi sekarang.
Konsep kaizen sangat penting untuk menjelaskan perbedaan antara
pandangan Jepang dan pandangan Barat terhadap manajemen. Perbedaan yang paling penting antara konsep manajemen Jepang dan Barat adalah Kaizen Jepang dan cara berpikirnya yang berorientasi pada proses sedangkan cara berpikir Barat tentang pembaharuan yang berorientasi pada hasil (Imai, 1998).
Filsafat kaizen menganggap bahwa cara hidup kita seperti kehidupan kerja
atau kehidupan sosial maupun kehidupan rumah tangga hendaknya terfokus pada upaya perbaikan terus menerus. Perbaikan dalam kaizen bersifat kecil dan beransur. Kebalikan dari inovasi, yang dipakai dalam manajemen barat umumnya dan merupakan perubahaan besar-besaran melalui terobosan teknologi, konsep manajemen, atau teknik produksi mutakhir. Kaizen tidak bersifat dramatis dan
proses kaizen diterapkan berdasarkan akal sehat dan berbiaya rendah, menjamin
kemajuan beransur yang memberikan imbalan hasil dalam jangka panjang. Jadi
kaizen merupakan pendekatan dengan risiko rendah (Handayani, 2005)
Sasaran utama dari Kaizen adalah menghilangkan pemborosan-
pemborosan yang tidak memberikan nilai tambah produk atau jasa dari perspektif para konsumen. Pemborosan- pemborosan itu harus dihilangkan karena menimbulkan biaya-biaya yang menyebabkan berkurangnya profit. Disamping itu konsumen tidak mau menanggung biaya-biaya yang tidak perlu tersebut.
Kaizen merupakan alat pemersatu filsafat, system dan alat untuk
memecahkan masalah yang dikembangkan di Jepang selama 30 tahun pada suatu perusahaan utnuk berbuat baik lagi. Kaizen dapat dimulai dengan menyadari
bahwa setiap perusahaan mempunyai masalah. Kaizen memecahkan masalah
dengan membentuk kebudayaan perusahaan di mana setiap orang dapat mengajukan masalahnya dengan bebas (Imai, 1998).
Perbedaan kaizen dengan inovasi yang dikembangkan oleh negara-negara
barat adalah kaizen lebih berorientasi pada perbaikan kecil namun dilakukan
secara berkesinambungan, sementara Inovasi sering dilakukan secara besar-besaran dan biasanya menggunakan teknologi yang canggih. Aspek penting dalam
kaizen adalah mengutamakan proses. Hal ini berlawanan dengan manajemen
Barat yang menilai performa karyawan hanya atas dasar hasil yang diperolehnya dan bukan pada usaha mereka (Imai, 1998)
Dalam penerapannya Kaizen selalu berdampingan dengan TQM (Total Quality Management), karena memang konsep Kaizen bisa dilaksanakan jika
suatu perusahaan sudah menerapkan kaidah-kaidah yang ada dalam TQM. Penerpapan Kaizen sendiri mengacu pada beberapa konsep, yaitu:
Konsep Muda, Muri, Mura
Konsep 5 S (seiri, seiton, seiso, seiketsu dan shitsuke) Konsep PDCA (Plan, Do, Check, Action)
Konsep 5 W + 1 H (5 Why + 1 How)
Dengan kata lain dapat disimpulkan bahwa budaya Kaizen merupakan
proses perbaikan yang terjadi secara terus menerus untuk memperbaiki cara kerja, meningkatkan mutu, dan produktivitas output dengan cara menanamkan sikap disiplin terhadap karyawan serta menciptakan tempat kerja yang nyaman bagi karyawan dengan cara melibatkan semua anggota dalam hierarki perusahaan baik dari tingkat atas sampai bawah.
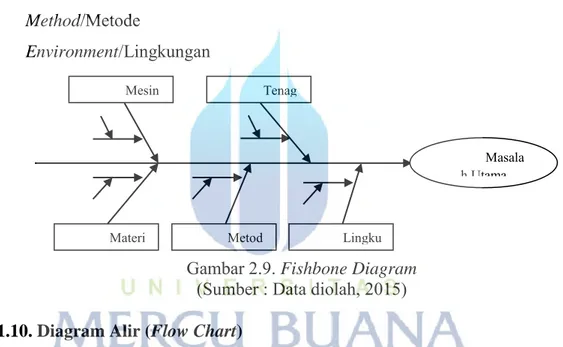
2.1.9.Diagram Sebab Akibat (Cause and Effect Diagram)
Fishbone diagram (diagram tulang ikan) sering juga disebut Cause-and-Effect Diagram atau Ishikawa Diagram diperkenalkan oleh Dr. Kaoru Ishikawa,
seorang ahli pengendalian kualitas dari Jepang, sebagai satu dari tujuh alat kualitas dasar (7 basic quality tools). Fishbone diagram digunakan ketika kita
ingin mengidentifikasi kemungkinan penyebab masalah dan terutama ketika sebuah team cenderung jatuh berpikir pada rutinitas (Tague, 2005).
Suatu tindakan dan langah improvement akan lebih mudah dilakukan jika masalah dan akar penyebab masalah sudah ditemukan. Manfaat fishbone diagram ini dapat menolong kita untuk menemukan akar penyebab masalah secara user friendly, tools yang user friendly disukai orang-orang di industri manufaktur dimana proses disana terkenal memiliki banyak ragam variabel yang berpotensi menyebabkan munculnya permasalahan (Purba, 2008).
Diagram sebab akibat dimulai dengan empat kategori yaitu material/ bahan baku, mesin/peralatan, manusia dan metode. Inilah yang disebut “4M” yang merupakan penyebab. Kemudian ditambahkan dengan satu faktor lingkungan (environment), sehingga menjadi 4M+1E. Setiap penyebab dikaitkan pada setiap
kategori yang disatukan dalam tulang yang terpisah sepanjang cabang tersebut, sering kali melalui proses brainstorming. Faktor-faktor penyebab utama pada
diagram sebab akibat dapat dikelompokkan sebagai berikut.
Material/Bahan Baku Machine/Mesin Man/Tenaga Kerja Method/Metode
Environment/Lingkungan
Gambar 2.9. Fishbone Diagram
(Sumber : Data diolah, 2015)
2.1.10.Diagram Alir (Flow Chart)
Secara grafis, diagram alir (flow chart) menyajikan sebuah proses atau
sistem dengan menggunakan kotak dengan keterangan dan garis-garis yang saling berhubungan. Diagram ini cukup sederhana, tetapi merupakan perangkat yang sangat baik untuk mencoba memahami sebuah proses atau menjelaskan sebuah proses. Diagram alir dipergunakan sebagai alat analisis sebagai berikut.
Mengumpulkan data mengimplementasikan data juga merupakan ringkasan visual dari data itu sehingga memudahkan dalam pemahaman.
Menunjukkan output dari suatu proses.
Menunjukkan apa yang sedang terjadi dalam situasi tertentu sepanjang waktu.
Menunjukkan kecenderungan dari data sepanjang waktu.
Masala h Utama Tenag a Kerja Mesin Materi
Membandingkan dari data periode yang satu dengan periode lain, juga memeriksa perubahan-perubahan yang terjadi.
2.1.11. Nominal Group Technique (NGT)
Nominal Group Technique (NGT) adalah salah satu quality tools yang
bermanfaat dalam mengambil keputusan terbaik. Dalam quality management,
metode ini dapat digunakan untuk berbagai hal, mulai dari mencari solusi permasalahan, hingga memilih ide pengembangan produk baru. NGT adalah suatu metode untuk mencapai konsensus dalam suatu kelompok, dengan cara mengumpulkan ide-ide dari tiap peserta, yang kemudian memberikan voting dan ranking terhadap ide-ide yang mereka pilih. Ide yang dipilih adalah yang paling
banyak skor-nya, yang berarti merupakan konsensus bersama. Nominal Group Technique (NGT) adalah salah satu teknik wawancara, dimana peserta bekerja
dihadapan satu sama lain dengan cara menuliskan ide-ide mereka tetapi tidak menyampaikannya secara lisan. NGT dirancang untuk menerima masukan dari semua anggota kelompok bukan hanya dari beberapa anggota kelompok yang vokal (MacPhail, 2001).
Pada metode NGT masing-masing individu menyampaikan ide kemudian didiskusikan untuk diklarifikasi dan dievaluasi. Teknik ini awalnya dikembangkan oleh Delbecq dan Van deVen pada tahun 1960-an sebagai prosedur yang efektif untuk pengambilan keputusan dalam penelitian fisiologi sosial (Potter, et al 2004).
Sejak saat itu metode NGT banyak diaplikasikan termasuk dalam pendidikan, kesehatan, layanan sosial,industri, dan orgnanisasi pemerintahan.
Langkah-langkah dalam mengimplementasikan NGT adalah sebagai berikut (Pooter, et al 2004):
a. Introduction and Explanation
Pada tahap ini, fasilitator/moderator membuka sesi NGT, menyapa para peserta, sekaligus menjelaskan tujuan dan prosedur pertemuan.
b. Silent Generating of Ideas
Fasilitator mengutarakan pertanyaan atau masalah ke kelompok dalam bentuk tertulis di kertas. Selanjutnya, masing-masing peserta diminta untuk menuliskan seluruh ide yang muncul di kepalanya. Para peserta diminta untuk
bekerja secara independen, tanpa berdiskusi sama sekali dengan peserta lain. Tahap ini membutuhkan sekitar 10 menit.
c. Sharing & Recording Ideas
Selanjutnya, fasilitator meminta peserta untuk berbagi ide-ide yang sebelumnya sudah mereka tuliskan di kertas. Sang moderator menuliskan ide-ide dari tiap peserta pada papan tulis, supaya semuanya dapat melihat. Ide yang sama tidak disertakan, namun jika ada perspektif atau penekanan yang berbeda, dapat dimasukkan. Lanjutkan proses ini hingga seluruh ide dari tiap peserta dapat terdokumentasi. Pada tahap ini tidak ada diskusi atau debat, dan peserta boleh menuliskan ide-ide baru yang muncul sepanjang proses. Tahap ini membutuhkan sekitar 15-30 menit.
d. Group Discussing
Selanjutnya, peserta diminta untuk memberikan penjelasan yang lebih detail mengenai ide-ide yang telah dikemukakan. Setiap peserta boleh mengajukan komentar ataupun pertanyaan mengenai ide-ide tersebut, dan yang menjawab tidak harus orang yang mengajukan ide tersebut. Intinya, fasilitator bertugas untuk memastikan bahwa tiap peserta dapat memberikan kontribusi pada diskusi, serta menjaga proses tetap netral, tanpa ada judgement atau serangan ke pihak tertentu. Fasilitator juga bertugas supaya seluruh ide dapat dibahas secara menyeluruh, dan tidak terpaku pada beberapa ide saja. Dalam tahap ini, tidak ada ide yang dieliminasi, hanya memberikan pemahaman mengenai ide-ide tersebut kepada para peserta dan memberi gambaran mengenai pentingnya ide-ide tersebut. Tahap ini membutuhkan waktu sekitar 30-45 menit.
e. Voting and Ranking
Tahap terakhir, masing-masing peserta memberikan voting terhadap ide-ide yang ada. Sebelumnya, fasilitator harus menentukan terlebih dahulu kriteria-kriteria yang digunakan untuk voting ide. Jadi, misalnya tiap peserta diminta untuk memilih 5 ide terbaik dari daftar yang ada, kemudian mereka harus memberikan ranking prioritas bagi tiap ide tersebut. 1 untuk ide yang kurang penting, hingga 5 untuk yang paling penting. Ide yang memperoleh skor paling tinggi merupakan ide yang paling disukai dan disepakati bersama oleh kelompok.
2.1.12.Histogram
Histogram adalah suatu alat yang membantu untuk menentukan variasi dalam proses. Berbentuk diagram batang yang menunjukkan tabulasi dari data yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal sebagai distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data yang dibagi-bagi menjadi kelas-kelas. Histogram dapat berbentuk “normal” atau berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi kebanyakan datanya berada pada batas atas atau bawah.
Manfaat dari histogram adalah sebagai berikut. Memberikan gambaran populasi.
Memperlihatkan variabel dalam susunan data. Mengembangkan pengelompokkan yang logis.
Pola-pola variasi mengungkapkan fakta-fakta produk tentang proses.
2.1.13.Budaya Kerja 5S
5S adalah istilah Jepang untuk menggambarkan secara sistematik praktek
housekeeping yang baik. Berasal dari Jepang dan terbukti efektif dibeberapa
negara. Penataan Housekeeping dikenal sebagai awal dan merupakan pendekatan paling efektif dalam membangun suatu bangunan dalam beberapa usaha peningkatan produktivitas dan dapat diterapkan secara kombinasi dengan sistem manajemen lain. 5S adalah singkatan dari 5 kata dalam bahasa jepang yang diawali oleh huruf S; Seiri, Seiton, Seiso, Seiketsu, Shitsuke. Dalam bahasa
Indonesia, kita bisa menterjemahkan 5S sebagai 5R; Seiri (Ringkas), Seiton
(Rapi), Seiso (Resik), Seiketsu (Rawat), Shitsuke (Rajin). 5S adalah filosofi dan
cara bagi suatu organisasi dalam mengatur dan mengelola ruang kerja dan alur kerja dengan tujuan efesiensi dengan cara mengurangi adanya buangan (waste)
baik yang bersifat barang atau peralatan maupun waktu.
1. Seiri (Pemilahan)
Seiri adalah memisahkan benda yang diperlukan dengan yang tidak diperlukan, kemudian menyingkirkan yang tidak diperlukan (ringkas).
Sesungguhnya, terdapat banyak barang yang tidak diperlukan di dalam setiap pabrik. Barang yang tidak diperlukan artinya barang tersebut tidak dibutuhkan untuk kegiatan produksi saat ini (Hirano, 2005)
2. Seiton ( Penataan)
Konsep ini menyusun dengan rapi dan mengenali benda untuk mempermudah penggunaan. Kata Jepang seiton secara harfiah berarti
menyusun benda dengan cara yang menarik (rapi). Dalam konteks 5S. ini berarti mengatur barang-barang sehingga setiap orang dapat menemukannya dengan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk menetapkan nama tiap barang dan tempat penyimpanannya (Yasuhiro,1995). Seiton memungkinkan pekerja dengan mudah mengenali
dan mengambil kembali perkakas dan bahan, dan dengan mudah mengembalikannya ke lokasi di dekat tempat penggunaan. Pelat penunjuk digunakan untuk memudahkan penempatan dan pengambilan kembali bahan yang diperlukan
3. Seiso (Pembersihan)
Konsep ini selalu mengutamakan kebersihan dengan menjaga kerapihan dan kebersihan (resik). lni adalah proses pembersihan dasar dimana suatu daerah disapu dan kemudian dipel dengan kain pel. Karena lantai, jendela, maupun dinding harus dibersihkan, seiso setara dengan aktifitas pembersihan berskala besar yang dilakukan setiap akhir tahun di rumah tangga Jepang.
Meskipun pembersihan besar-besaran di seluruh perusahaan dilakukan beberapa kali dalam setahun, tiap tempat kerja perlu dibersihkan setiap hari. Aktifitas itu cenderung mengurangi kerusakan mesin akibat tumpahan minyak, abu, dan sampah. Contohnya, kalau ada pekerja yang mengeluh ada mesin yang rusak ini tidak berarti mesin itu perlu penyetelan. Sebenarnya, yang diperlukan mungkin hanya program pembersihan di tempat kerja (Yasuhiro,1995).
4. Seiketsu (Pembiasaan)
Prinsip Pembiasaan (Rawat) adalah mempertahankan hasil yang telah dicapai pada 3R sebelumnya dengan membakukannya (standardisasi).
5. Shitsuke (Pendisiplinan)
Shitsuke adalah metode yang digunakan untuk memotivasi pekerja
agar terus menerus melakukan dan ikut serta dalam kegiatan perawatan dan aktivitas perbaikan serta membuat pekerja terbiasa mentaati aturan (rajin). Hal ini dianggap sebagai komponen yang paling sukar dari 5S. Untuk aktivitas ini, pekerja Jepang diharapkan melatih pengandalian diri sendiri, bukan dikendalikan manajemen (Yasuhiro, 1995).
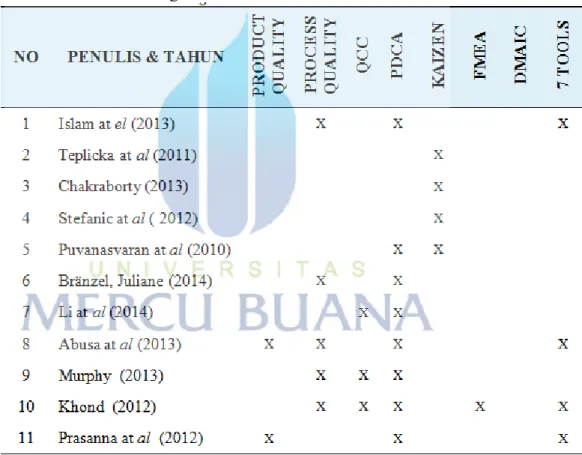
2.2. Kajian Penelitian Sebelumnya
Tabel 2.1. Ringkasan Penelitian Terdahulu Internasional
Menurut Islam et al (2013), menjelaskan bahwa dengan pendekatan siklus
PDCA dan penggunaan berbagai alat kualitas seperti Fishbone Diagram dapat
membantu meningkatkan waktu First Time Through (FTT) secara berkelanjutan.
Identifikasi beberapa penyebab penting dapat membantu organisasi untuk memfokuskan sumber daya pada penyebab yang berpengaruh signifikan pada peningkatan First Time Through (FTT).
Menurut Teplicka et al (2011) menjelaskan bahwa metode Kaizen adalah
alat yang tepat dan baik digunakan untuk identifikasi dan analisa masalah dalam praktek perusahaan. Pada saat ini mulai diterapkan juga pemecahan masalah yang berhubungan dengan produktivitas rendah, manajemen yang tidak sistematis dan efisiensi kerja melalui metode kaizen.
Chakraborty (2013), mengatakan bahwa kaizen telah menjadi faktor utama
dalam gerakan manajemen mutu (Total Quality Management). Kaizen telah
merubah pola pikir dari karyawan. Sumber daya manusia dan keuangan adalah dua kendala utama dalam pelaksanaan kaizen di perusahaan kecil dan menengah. Komitmen manajemen puncak merupakan faktor keberhasilan yang paling penting dalam implementasi kaizen. Pelaksanaan kaizen akan memberikan manfaat besar untuk perusahaan menengah dengan mengurangi beberapa kerugian, waktu siklus produksi dan sedikit waktu yang dihabiskan pada permasalahan.
Charles (2012), menjelaskan adanya bukti yang menentukan konstribusi yang signifikan dari karyawan yang berpartisipasi dan terlibat melalui saran-saran konstruktif terhadap keunggulan kompetitif suatu organisasi. Kaizen
menguntungkan organisasi, jurnal ini merekomendasikan hal-hal sebagai berikut :
Perusahaan-perusahaan otomotif perlu menekanan kesadaran sistem kaizen dari mulai top management hingga low management.
Organisasi komponen otomotif harus menetapkan tujuan secara jelas dari
kaizen dan mengkomunikasikannya kepada semua pekerja dari berbagai
departemen.
Puvanasvaran et al (2010) menjelaskan bahwa langkah kaizen adalah
metode untuk mengembangkan project kaizen dan mengikuti pendekatan PDCA.
ergonomi, lingkungan, logistik dan lain-lain harus mengikuti pedoman yang dituangkan dalam langkah kaizen. Hal yang paling penting dalam kaizen adalah
melakukan perbaikan terus menerus. Untuk membuat perbaikan terus menerus dalam perusahaan, pertama adalah mengatur pola pikir yang benar. Beberapa
mindset dari kaizen adalah berpikir bahwa semua harus ditingkatkan, berorientasi
pada peningkatan proses dan sistem manajemen yang mendukung serta mengakui upaya yang berorientasi pada proses perbaikan.
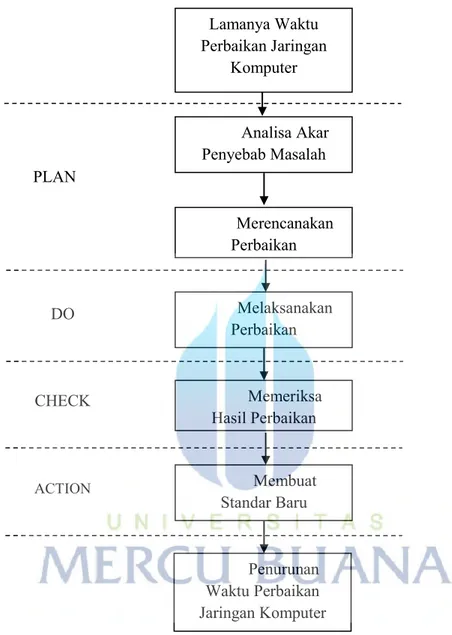
2.3. Kerangka Pemikiran
Gambar 2.10. Kerangka Pemikiran (Sumber : Data diolah, 2015)
Analisa Akar Penyebab Masalah Lamanya Waktu Perbaikan Jaringan Komputer Merencanakan Perbaikan Melaksanakan Perbaikan Memeriksa Hasil Perbaikan Membuat Standar Baru Penurunan Waktu Perbaikan Jaringan Komputer PLAN DO CHECK ACTION