TUGAS AKHIR
ANALISA LAJU KERUSAKAN TOP DRIVE MENGGUNAKAN
METODE FAILURE MODE AND EFFECT ANALYSIS
DI PT. TESCO INDONESIA
Diajukan Guna Melengkapi Sebagai Syarat Dalam Mencapai Gelar Sarjana Strata Satu (S1)
Oleh :
ARI JATMIKO ( 0130311-007 )
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA JAKARTA
LEMBAR PENGESAHAN
“ANALISA LAJU KERUSAKAN TOP DRIVE MENGGUNAKAN
METODE FAILURE MODE AND EFFECT ANALYSIS
DI PT. TESCO INDONESIA”
Diajukan Guna Melengkapi Sebagai Syarat
Dalam Mencapai Gelar Sarjana Strata Satu (S1)
Disetujui dan Diterima Oleh :
Pembimbing Tugas Akhir
LEMBAR PERSETUJUAN
“ANALISA LAJU KERUSAKAN TOP DRIVE MENGGUNAKAN
METODE FAILURE MODE AND EFFECT ANALYSIS
DI PT. TESCO INDONESIA”
Diajukan Guna Melengkapi Sebagai Syarat
Dalam Mencapai Gelar Sarjana Strata Satu (S1)
Disetujui dan Diterima Oleh :
Ketua Jurusan Koordinator Tugas Akhir
ABSTRAK
FMEA adalah salah satu cara metode yang dapat digunakan untuk meningkatkan kinerja kehandalan suatu alat. FMEA (Failure Mode and Effect Analysis) merupakan suatu metode yang berfungsi untuk menunjukan masalah modus kegagalan yang mungkin timbul pada suatu sistem yang dapat menyebabkan sistem tersebut tidak mampu menghasilkan keluaran yang diinginkan dan kemudian menetapkan tindakan penanggulangannya sebelum masalah terjadi. Dengan demikian masalah-masalah pada proses operasi dapat dikurangi dan akhirnya dieliminasi.
Analisa dan pengolahan atau pembahasan data menggunakan metode FMEA (Failure Mode And Effect Analysis) dengan perhitungan statistik akan didapat resiko kegagalan akan terjadi.
Dengan menggunakan metode FMEA (Failure Mode And Effect Analysis) kita dapat mengkosumsi efek dan penyebab/mekanisme dari setiap modus kegagalan yang terjadi pada sistem Top Drive dan untuk mengatasi kemungkinan kegagalan-kegagalan yang terjadi pada Top Drive sangatlah berkualitas.
Kata kunci : Top Drive, FMEA (Failure Mode And Effect Analysis), Kekritisan
(Severity), Kejadian (Occurrence), Deteksi, (Detection), Perawatan, Kehandalan, Kualitas.
DAFTAR ISI
Lembar Pengesahan ... i
Lembar Persetujuan ... ii
Lembar Pernyataan ... iii
Kata Pengantar ... iv
Abstrak ... vi
Daftar Isi ... vii
Daftar Gambar ... ix Daftar Tabel ... x BAB I Pendahuluan 1.1 Latar Belakang ... 1 1.2 Pokok Permasalahan ... 3 1.3 Tujuan Penulisan ... 4 1.4 Metode Penulisan ... 4 1.5 Pembatasan Masalah ... 5 1.6 Sistematika Penulisan ... 5
BAB II Landasan Teori 2.1 Top Drive PT. Tesco ... 7
2.2 Pengertian Dasar Kualitas ... 8
2.3 Definisi Kualitas ... 11
2.5 Pemeliharaan dan Perawatan ... 13
2.6 Jadwal Perawatan ... 14
2.7 Tujuan Utama Perawatan ... 16
2.8 Maksud dan Tujuan dari Perawatan ... 18
BAB III Metodologi Penelitian 3.1 Penelitian Pendahuluan ... 20
3.2 Langkah-langkah Dalam Menganalisa Perawatan Top Drive ... 20
3.3 Identifikasi Masalah ... 23
3.4 Failure Mode And Effect Analysis (FMEA) ... 23
BAB IV Pembahasan 4.1 Data Hasil Pengamatan ... 37
4.2 Mencari Tingkatan Nilai Kejadian (Occurrence) ... 40
4.3 Pengolahan Data Dalam Tabel FMEA ... 48
BAB V Kesimpulan dan Saran 5.1 Kesimpulan ... 53
5.2 Saran ... 54
Daftar Pustaka
DAFTAR TABEL
Tabel 3.1 Akibat Kriteria, dan Ranking Severity ... 28 Tabel 3.2 Peluang Terjadinya penyebab kegagalan, Kriteria dan
Ranking dari Occurrence ... 31 Tabel 3.3 Kemungkinan Kesalahan Terdeteksi Kriteria dan
Ranking dari Detection ... 33 Tabel 4.1 Data Perkiraan Gaya Kegagalan Yang Terjadi ... 38 Tabel 4.2 Failure Mode And Effect Analysis ... 48
DAFTAR GAMBAR
Gambar 3.1 Bagan Alir Metode Penelitian ... 22
Gambar 3.2 Spesifikasi Top Drive HMI ... 35
Gambar 3.3 Schematic Diagram Top Drive System ... 36
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dewasa ini perkembangan teknologi diberbagai sektor kehidupan meningkat sedemikian pesatnya, seiring dengan tingkat kebutuhan yang mungkin berkualitas pula, maka dicari dan dikembangkan berbagai sistem dan metologi bagi seluruh aspek yang berkaitan dengan piranti pendukung kearah tercapainya tingkat produktivitas seperti yang diharapkan sejalan dengan tuntutan kebutuhan yang semakin berkualitas dan disertai adanya persaingan yang semakin ketat dalam industrialistis, mau tidak mau perusahaan atau pihak-pihak yang ingin usahanya bertambah maju dan berkembang dituntut untuk meningkatkan prestasi kerja yang dihasilkannya, salah satu penunjang ke arah hasil yang maksimal dan optimal.
Untuk mencapai hasil yang maksimal dalam pelayanan jasa dibidang pengeboran khususnya, harus memaksimalkan segala sarana dan prasarana yang telah tersedia. Sarana dan prasarana yang tersedia tidak mungkin dapat beroperasi secara efektif apabila didukung dengan peralatan yang tidak baik. Secara alamiah setiap peralatan mempunyai usia operasi yang terbatas dan mengalami kerusakan, sehingga pada suatu saat peralatan tidak beroperasi lagi.
PT. Tesco juga aktif memproduksi dalam pengeboran miring (Directional Drilling) dan mendesain rumah drilling (Casing Drilling) dan juga jasa untuk dunia pengebor.
Upaya untuk menghasilkan kinerja peralatan yang berkualitas tersebut, PT. Tesco secara sinergis diperlukan dukungan sarana yang memadai, prosedur
pemeliharaan dan perawatan yang baik dan tenaga ahli yang profesional, sehinggga mampu mewujudkan peralatan yang maksimal untuk mencapai tingkat kehandalan yang tinggi, serta hal-hal yang tidak diinginkan akan segera bisa ditangani sedini mungkin.
Dengan seiring terjadinya kerusakan-kerusakan pada Top Drive, maka perlunya sistem perawatan yang intensif. Dengan melihat kondisi tersebut, guna menyiapkan Top Drive dalam kondisi siap pakai dan mencegah terjadinya kerusakan pada saat operasi, sehingga sistem tetap bekerja dengan optimal.
Berdasarkan keinginan PT. Tesco untuk mengatasi masalah tersebut, maka PT. Tesco diharapkan dapat menggunakan alat bantu perancanaan kualitas seperti FMEA (Failure Mode and Effect Analysis) untuk membantu mengatasi permasalahan tersebut. FMEA merupakan suatu alat perencanaan kualitas yang sistematis dan analitis untuk mengidentifikasi produk dan tahapan-tahapan proses yang berpotensial terjadi kesalahan atau kecacatan pada produk selama beroperasi.
Dalam mengidentifikasi kecacatan yang dapat muncul pada produk atau dalam beroperasi, FMEA menggabungkan teknologi dengan pengalaman manusia untuk dapat menghasilkan suatu hasil perencanaan kualitas yang analitis dan sistematis.
Dengan ini akan dicari akar penyebab terjadinya cacat agar tidak terjadi kembali kerusakan-kerusakan dalam beroperasi. Dengan demikian diharapkan meningkatkan jumlah permintaan produknya serta dinilai baik dalam memproduksi produk yang berkualitas dimata konsumen.
1.2 Pokok Permasalahan
Ketelitian seorang mekanik berperan sangat penting bagi kelancaran serta perawatan yang dapat menunjang biaya dan pengoperasiannya.
Banyak faktor yang mempengaruhi Top Drive dalam beroperasi, misalkan Top Drive beroperasi dalam bor miring. Dalam keadaan beroperasi Top Drive sering kali mendapatkan tenaga putaran yang tinggi, dari tenaga putaran ini akan dapat mengakibatkan kemampuan dari unit untuk menggerakkan Top Drive bekerja keras, maka akan sering terjadi kerusakan pada sistem yang diakibatkan dari tenaga putaran tersebut. Demikian pula jika dalam pengoperasiannya tidak optimal, maka akan mengakibatkan kerugian, efisiensi waktu dan biaya. Namun masih banyak kekurangan dari Top Drive itu sendiri yang ditinjau dari waktu dan biaya, sehingga kinerja Top Drive rendah akibat gesekan dan umur.
Bagaimana proses pemeliharaan yang lebih effisien dalam mengatasi permasalahan pada Top Drive PT. Tesco melalui manfaat prosedur pemeliharaan dan perawatan yang baik dan dalam mengetahui laju kerusakan, maka kerugian waktu produksi dapat diperkecil.
Dari pergertian tersebut penulis dapat mengidentifikasi beberapa permasalahan antara lain :
1. Menekan biaya perawatan Top Drive PT. Tesco
2. Bagaimanakah prosedur pemeliharaan dan perawatan yang dapat meningkatkan kehandalan Top Drive PT. Tesco
1.3 Tujuan Penulisan
Tujuan penulisan yang dilakukan penulis terhadap Top Drive. Penulis akan mencoba melakukan penelitian kerusakan Top Drive dengan menggunakan metode FMEA ( Failure Mode And Effect analysis ).
Adapun tujuan dari penulisan ini adalah :
1. Memenuhi persyaratan dalam memperoleh gelar Strata 1 (S1) di Universitas Mercu Buana.
2. Penerapan ilmu pengetahuan yang telah didapat di bangku kuliah.
3. Memepelajari dan memahami sistem hidrolik dari Top Drive di PT. Tesco Indonesia.
4. Mengetahui lingkungan pekerjaan di PT. Tesco Indonesia maupun di lokasi pengeboran.
1.4 Metode Penulisan
Dalam penyusunan Tugas Akhir ini penulis mempergunakan beberapa metode, antara lain :
1. memaparkan masalah berdasarkan data yang ada dan berasal dari studi pustaka yang berkaitan.
2. mempelajari, mengolah dan menganalisa data yang diperoleh dilapangan dan membandingkannya dengan sumber pustaka.
3. melakukan pengamatan langsung dilapangan untuk mendapatkan gambaran yang sesungguhnya dan membandingkannya dengan sumber pustaka.
4. Mempergunakan metode-metode yang dipergunakan dalam menganalisa kegagalan suatu alat/sistem, salah satunya adalah FMEA (Failure Mode And Effect Analysis).
5. melakukan wawancara dengan pihak-pihak yang dapat membantu untuk mendapatkan gambaran dan penjelasan dalam kelancaran penyusunan Tugas Akhir ini.
1.5 Pembatasan masalah
Dalam penyusunan Tugas Akhir ini penulis hanya membahas sebatas ruang lingkup “Analisa Laju Kerusakan Top Drive Menggunakan Metode Failure Mode And Effect Analyasis di PT. Tesco Indonesia” yang sekaligus menjadi judul dari penulisan ini.
1.6 Sistematika Penulisan
Sistematika penulisan yang digunakan mencakup keseluruhan isi penulisan yang diuraikan oleh masing-masing bab. Sistematika penulisan dibuat sebagai berikut :
BAB I PENDAHULUAN
Dalam bab ini membahas tentang latar belakang permasalahan, tujuan penulisan, metode penulisan, pembatasan masalah, dan sistematika penulisan.
BAB II LANDASAN TEORI
Dalam bab ini membahas tentang pengertian dari Top Drive (alat pengeboran), dan teori tentang perawatan.
BAB III METODOLOGI PENELITIAN
Dalam bab ini berisikan tentang data-data kondisi operasi perusahaan, laju kerusakan dan langkah-langkah penulisan, serta metode FMEA (Failure Mode And Effect Analysis) yang akan digunakan untuk memecahkan permasalahan yang akan dibahas.
BAB IV PEMBAHASAN
Dalam bab ini membahas tentang menganalisa penyebab permasalahan/kegagalan yang terjadi pada Top Drive. Efek dari kegagalan tersebut, dan mengantisipasi atau mengatasi permasalahan/kegagalan tersebut.
BAB V KESIMPULAN DAN SARAN
Dalam bab ini berisikan tentang kesimpulan-kesimpulan dan saran yang didapat dari hasil pembahasan dan pengamatan penulis.
BAB II
LANDASAN TEORI
2.1 Top Drive PT. Tesco
Top Drive adalah seperangkat alat pengeboran yang digerakan oleh motor hidrolik atau motor elektrik yang digantung pada menara pemboran, dimana pipa bor (Drill String) dan mata bor (Bit) dapat berputar dengan bantuan alat tersebut dan digunakan untuk melakukan proses pengeboran.
Penggunaan Top Drive dapat mengeliminasi penggunaan Kelly dan penggunaan putaran meja (Rotary table). Dengan menggunakan Top Drive dapat mengurangi pekerjaan secara manual, karena dibantu juga dengan sistem robot pada saat mengambil pipa bor dan melakukan koneksi.
Dengan bantuan Top Drive tersebut dapat mempercepat dalam proses pengeboran. Dengan mempercepat dalam proses pengeboran maka akan berpengaruh pada biaya yang dikeluarkan oleh para produsen dibandingkan dengan cara manual.
PT. Tesco berkomitmen untuk selalu melakukan pengembangan dan desain pada bidang pengeboran, agar pada proses pengeboran lebih efisien dan otomatis. Manajemen dan seluruh karyawan PT. Tesco Drilling Technology berbagi tanggung jawab untuk menciptakan keselamatan, kesehatan, dan juga tempat kerja yang produktif.
Dengan menggunakan Top Drive dalam membuat lubang dan dapat mengurangi biaya proses pengeboran dengan memperbaiki cara manual, selain hal yang tersebut diatas kelebihan dari Top Drive tersebut adalah :
a. Pipa bor dapat diputar dan secara bersamaan lumpur bersikulasi pada saat melakukan pengeboran formasi.
b. Pengeboran dapat dilakukan sampai dengan tiga sambungan (90 foot), sebagai pengganti satu buah pipa bor (30 foot).
c. Membuat koneksi dengan mata bor secara langsung.
Top Drive didesain untuk meningkatkan efisiensi dalam proses pengeboran
dan mengurangi resiko terjadinya keruntuhan dalam formasi, mata bor dapat juga digunakan pada kondisi pengeboran yang sulit (menyimpang,
horizontal, dan sumur-sumur yang tidak baik) dan lain-lain.
Top Drive mudah dibawa, Tesco mengirim 1 unit Top Drive dalam 3 kontainer, masing-masing kontainer tersebut 20 foot, Top Drive dapat dipasang kurang dari 24 jam. Sebagai operator pemborong pemboran, manfaat dari penggunaan Top Drive dapat dirasakan langsung oleh para perusahaan-perusahaan yang menggunakan Top Drive.
2.2 Pengertian Dasar Kualitas
Jika kita mendengar kata kualitas, maka terlintas dalam benak kita akan suatu produk atau jasa yang sesuai dengan apa yang kita harapkan atau konsumen harapkan. Ketika suatu produk atau jasa memenuhi harapan atau keinginan kita, maka kita akan berpendapat bahwa hal produk atau jasa tersebut berkualitas.
Banyak definisi yang berbeda dan variasi mulai dari konvensial sampai yang lebih strategi. Definisi konvensial dari kualitas biasanya menggambarkan karakteristik langsung dari suatu produk seperti handal, mudah dalam penggunaannya, dan sebagainya. Sedangkan definisi untuk strategi yang
menyatakan bahwa kualitas adalah segala sesuatu yang mampu memenuhi keinginan atau kebutuhan pelanggan. Definisi kehandalan adalah suatu disiplin keilmuan untuk menjamin suatu sistem yang akan bekerja dengan baik berdasarkan fungsinya ketika dioperasikan pada tujuan, waktu dan lingkungan tertentu. Disiplin ilmu ini mencakup bekerjanya suatu sistem dalam siklus kehidupannya termasuk pengembangan, tes, produksi, operasi.
Kehandalan dapat didefinisikan dalam beberapa hal :
a. Ide untuk melakukan sesuatu dengan menyesuaiakan terhadap waktu. b. Kapasitas dari sebuah alat atau sistem untuk bekerja sesuai dengan desain. c. Ketahanan terhadap kegagalan dari sebuah alat atau sistem.
d. Kemampuan sebuah alat atau sistem untuk melakukan kerja sesuai dengan fungsinya dibawah kondisi dan waktu tertentu.
e. Probabilitas dimana sebuah unit fungsi akan bekerja sesuai dengan fungsinya. Atribut-atribut yang digunakan dalam pengukuran suatu kualitas akan berbeda untuk setiap perusahaan, tetapi pada umumnya atribut yang dipertimbangkan dalam pengukuran kualitas adalah sebagai berikut :
1. Kualitas Produk, yang mencakup :
a. Performance, yang berkaitan dengan aspek fungsional dari produk. b. Features, berkaitan dengan pilihan-pilihan dan pengembangan. c. Serviceability, berkaitan dengan pilihan-pilihan dan pengembangan. d. Reliability, berkaitan dengan tingkat kegagalan dalam penggunaan produk. e. confirmation, berkaitan dengan tingkat kesesuaian produk terhadap
spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
f. Durability, berkaitan dengan daya tahan atau masa pakai dari produk. g. Esthetics, berkaitan dengan desain dan pembungkusan dari produk.
h. Kualitas yang dirasakan bersifat subjektif, berkaitan dengan perasaan pelanggan dalam mengkonsumsi produk itu serperti meningkatkan harga diri, moral, dan lain-lain.
2. Dukungan purna-jual terutama yang berkaitan dengan waktu penyerahan dan bantuan yang diberikan mencakup beberapa hal berikaut ini :
a. Kecepatan penyerahan, berkaitan dengan lamanya waktu antara lamanya waktu pelanggan memesan produk dan lamanya waktu penyerahan produk. b. Konsistensi, berkaitan dengan kemampuan memenuhi jadwal yang dijanjikan. c. Informasi, berkaitan dengan status pesanan.
d. Tanggapan dalam keadaan darurat, berkaitan dengan kemampuan menangani permintaan-permintaan standar yang bersifat tiba-tiba.
e. Kebijakan pengembalian, berkaitan dengan prosedur menangani barang-barang rusak yang dikembalikan pelanggan.
3. Interaksi antar karyawan dan pelanggan, mencakup :
a. Ketepatan waktu, berkaitan dengan kecepatan memberikan tanggapan terhadap keperluan-keperluan pelanggan.
b. Kesopanan dan tanggapan terhadap keluhan-keluhan, berkaitan dengan bantuan yang diberikan dalam menyelesaikan masalah-masalah yang diajukan pelanggan.
Parameter-parameter tersebut tidak berhubungan satu sama lain, oleh karena itu suatu produk dapat saja sangat baik pada salah satu parameter dan tidak begitu baik atau bahkan sangat buruk pada parameter lain. Berdasarkan parameter-parameter diatas, maka diharapkan akan terpenuhi segala keinginan dan terpenuhinya spesifikasi-spesifikasi produk yang diharapkan oleh konsumen.
2.3 Definisi Kualitas
Definisi kualitas dapat dilihat dari sisi negatif dahulu, yaitu kerugian konsumen sejak produk dikirimkam. Yang termasuk kedalam kerugian ini adalah biaya ketidakpuasan konsumen yang akan mengakibatkan kerugian reputasi dan niat baik perusahaan. Sebuah produk sudah mulai menimbulkan kerugian bukan hanya ketika berada diluar spesifikasi, tetapi juga ketika produk tersebut menyimpang dari nilai target.
Kualitas yang dapat memenuhi kepuasan pada konsumen adalah : 1. Penyesuaian terhadap spesifikasi
2. Standart yang bisa diterapkan
3. Pemenuhan keinginan, kebutuhan, dan harapan konsumen dengan biaya yang kompetitif.
4. Segala sesuatu yang dapat memuaskan pelanggan atau sesuai dengan persyaratan dan kebutuhan pelanggan.
5. Konsistensi peningkatan dan penurunan variasi karakteristik produk, agar dapat memenuhi spesifikasi dan kebutuhan, guna meningkatkan kepuasan pelanggan internal maupun eksternal.
Kualitas didasarkan pada pengalaman aktual pelanggan terhadap produk dan jasa, diukur berdasarkan persyaratan pelanggan tersebut, dinyatakan atau tidak dinyatakan, disadari atau hanya dirasakan, dikerjakan secara teknis atau bersifat subyektif dan selalu mewakili sasaran yang bergerak dalam pasar yang penuh persaingan.
Kualitas produk dan jasa dapat didefinisikan sebagai berikut, yaitu keseluruhan gabungan karakteristik produk dan jasa dari pemasaran, rekayasa, perakitan, dan pemeliharaan yang membuat produk dan jasa yang digunakan untuk memenuhi harapan-harapan pelanggan.
2.4 Pengendalian Kualitas
Pengendalian kualitas adalah suatu sistem yang terdiri dari pengujian, analisis, dan tindakan-tindakan yang harus diambil dengan mengkombinasikan seluruh peralatan dengan teknik-teknik yang berguna untuk mengendalikan kualitas suatu produk dengan ongkos biaya minimum sesuai dengan keinginan konsumen.
Pengendalian kualitas keseluruhan proses pengaturan melalui kinerja kualitas aktual, membandingkannya dengan standart yang berdasarkan perbedaan itu.
Secara umum, pengendalian kualitas dapat diartikan sebagai sistem yang efektif untuk memadukan pengembangan, pemeliharaan dan upaya perbaikan kualitas, kerekayasaan, produksi dan jasa dapat berada pada tingkatan yang paling ekonomis sehingga pelanggan atau konsumen mendapatkan kepuasan penuh.
2.5 Pemeliharaan dan Perawatan
Suatu proses pemeliharaan dan perawatan semua perlengakapan yang meliputi perencanaan, pelaksanaan dan pengendaliaan.
Pemeliharaan dan perawatan merupakan fungsi management yang menyangkut persoalan sehari-hari dalam hal menjaga dan menjamin agar seluruh perlengkapan tetap berada dalam kondisi yang baik dan selalu siap dipakai beroperasi. Untuk melengkapi semua itu perlu juga diketahui apa sebab dan akibatnya jika suatu kerusakan terjadi. Banyak kemungkinan terjadinya kerusakan, tetapi pada umumnya disebabkan oleh :
a. Pengaruh keadaan cuaca (matahari, hujan, angin), sebagai contoh dapat disebutkan kerusakan pada isolasi kabel listrik yang panas atau temperatur yang tinggi menyebabkan cepatnya kerusakan kabel-kabel listrik tersebut. b. Proses pemakaian yang terus menerus sehingga menimbulkan
getaran-getaran, gesekan-gesekan ataupun kotoran-kotoran yang menyebabkan kerusakan atau tidak berfungsinya bagian-bagian mesin tersebut.
c. Kelalaian, kesalahan yang dilakukan oleh operator dalam menggunakan, memasang dan memperbaiki mesin-mesin atau perlengkapan kerja.
d. Pengaruh dari kerusakan kecil pada salah satu bagian mesin yang dapat menjadi sebab kerusakan yang lebih besar pada bagian mesin lainnya.
e. Pengaruh dari debu sekalipun sangat halus, sering menyebabkan keausan pada bagian-bagian tertentu pada mesin.
Kerusakan-kerusakan yang terjadi akan menimbulkan berbagai macam akibat yang merugikan bagi perusahaan maupun perusahaan yang memakai jasa perusahaan tersebut. Akibat dari pada kerusakan yang mungkin sering dialami
oleh perusahaan-perusahaan, beberapa diantaranya dapat dikemukakan sebagai berikut :
1. Kemacetan Operasi
Apabila dari salah satu suku cadang dari mesin itu diperlukan tidak ada, maka hal tersebut dapat menghambat jalannya operasi yang mengakibatkan kerugian besar.
2. Kecelakaan
Jika salah satu dari alat tersebut tidak baik, misalkan selang hidraulik pecah, karena selang tersebut bertekanan tinggi yang dapat mengakibatkan korban jiwa.
3. Kebakaran
Kabel elektrik pada mesin yang dapat mengakibatkan sebagian atau seluruh mesin terbakar.
4. Kwalitas Barang Menurun
Mesin-mesin yang kurang baik akan menghasilkan kualitas yang tidak baik, yang dapat merugikan perusahaan, maka mesin-mesin sebelum dipakai di tes fungsi terlebih dahulu dengan baik.
Perawatan sangatlah penting untuk menjaga mesin-mesin berjalan dengan baik dalam beroperasi.
2.6 Jadwal Perawatan
Jadwal perawatan adalah suatu penetapan dari rutinitas kerja, waktu dan tenaga yang dibutuhkan dalam suatu pelaksanaan pemeliharaan dan perawatan. Jadi semua pekerjaan pemeliharaan disusun menurut prioritasnya atau tahap
pelaksanaannya yang akan dilakukan dari jam atau hari, minggu ke minggu dan seterusnya sesuai dengan yang diperlukan. Untuk setiap pelaksanaannya ditetapkan :
a. Apa yang harus dikerjakan b. Cara atau prosedur pengerjaannya c. Frekuensi pelaksanaannya
d. Jumlah jam kerja yang dibutuhkan
e. Tingkat keahlian dan keterampilan tenaga kerja f. Material, perkakas dan suku cadang yang dibutuhkan
Dengan adanya rencana untuk semua pekerjaan perbaikan atau dalam mengecekan, dapat dikurangi atau dihindari penumpukan kerja disuatu saat kekosongan kerja disaat lain. Dalam menerapkan jadwal perawatan ini dapat dilihat sangat sederhana untuk menjaga mesin-mesin berjalan dengan baik dan terawat. Dengan adanya perawatan yang teratur diharapkan mesin juga tahan terhadap kerusakan-kerusakan, dan seorang mekanik sebagai yang menjaga mesin itu sendiri dapat mengetahui kapan mekanik itu sendiri bekerja dan mempersiapkan barang-barang yang akan digunakan.
Pemeliharaan yang berarti suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang/alat atau memperbaikinya sampai pada suatu kombinasi yang dapat diterima. Pemeliharaan merupakan suatu fungsi dalam suatu proses operasi perusahaan yang sama pentingnya dengan fungsi-fungsi lain seperti produksi. Dalam usaha untuk dapat menggunakan terus fasilitas tersebut agar operasi mesin dapat terjamin, maka dibutuhkan kegiatan-kegiatan pemeliharaan yang meliputi kegiatan pengecekan, dan perbaikan atas
kerusakan-kerusakan, serta penggantian suku cadang pada mesin tersebut. Dalam masalah pemeliharaan ini perlu diperhatikan bidang pemeliharaan sehingga terjadi kegiatan pemeliharaan yang tidak teratur. peranan yang penting dari kegiatan, baru diingat setelah mesin-mesin yang dimiliki rusak dan tidak dapat berjalan sama sekali. Maka hendaknya kegiatan pemeliharaan harus betul-betul diperhatikan untuk dapat menjamin bahwa selama proses produksi berlangsung tidak terjadi terhenti operasi yang tidak direncanakan yang diakibatkan oleh kerusakan mesin atau fasilitas.
2.7 Tujuan Utama Perawatan
Maksud utama dari suatu kegiatan perawatan adalah untuk memelihara keadaan suatu peralatan sedekat mungkin dengan adanya keadaan peralatan tersebut pada awal peralatan digunakan. Tugas bagian peralatan adalah merencanakan dan menjadwalkan pekerjaan-pekerjaan untuk menginspirasi tingkat kerusakan dan mencegah terputusnya kegiatan produksi sedemikian rupa hingga hal tersebut dapat menghemat biaya operasi. Pekerjaan yang ditugaskan pada bagian perawatan biasanya adalah penggantian dan pemasangan komponen serta melakukan perencanaan dan penjadwalan atas kegiatan tersebut. Jenis-jenis perawatan dapat diklasifikasikan sebagai berikut :
1. Perawatan korektif adalah tindakan perawatan yang tidak terencana. Perbaikan dan penggantian komponen dilakukan untuk memperbaiki kerusakan yang terjadi setelah ada kerusakan, akibat yang ditimbulkan oleh perawatan korektif, mungkin saja ongkos perbaikan melonjak drastis secara tiba-tiba. Cara yang dilakukan untuk menghindarkan ongkos perawatan yang
melonjak secara tiba-tiba adalah dengan cara menyediakan cadangan dan dengan cara melakukan perawatan preventif.
2. Perawatan preventif pada dasarnya bermaksud untuk mencegah terjadinya kerusakan secara tiba-tiba, dengan cara memperbaiki atau mengganti komponen yang kualitasnya menurun sebelum komponen itu rusak. Pada perawatan preventif diperlukan adanya suatu pemeriksaan berkala, sedemikian rupa hingga komponen yang berada dibawah suatu standart dapat diketahui secepat mungkin.
3. Perawatan predictiv adalah suatu tindakan pemeriksaan yang dilakukan secara teratur sebagai ukuran untuk mendeteksi suatu keadaan yang lebih memburuk. Tindakan perawatan predictiv meliputi pemeriksaan kegagalan atau kerusakan tersebut. Tindakan ini merupakan sebuah langkah awal untuk membuat sebuah pemeriksaan berkala yang dilakukan dalam perawatan preventif. Dalam hal ini diperlukan pedoman-pedoman dan metode yang berlaku untuk menganaliasa kegagalan.
Konsep umum dalam perawatan pada dasarnya terbagi dalam tiga bagian, yaitu :
1. Membersihkan peralatan dari debu dan kotoran yang dianggap tidak perlu. Karena debu dan kotoran menjadi inti munculnya kerusakan pada peralatan dan juga mudah terjadinya kerusakan pada sistem itu sendiri.
2. Memeriksa bagian-bagian peralatan yang cukup kritis, juga terhadap unit instalasi yang perlu dilakukan harus secara teratur.
3. Memperbaiki bagian-bagian unit dan instalasi bila terdapat kerusakan sedemikian rupa sehingga instalasi tersebut mencapai standart semula dengan usaha dan biaya yang wajar.
Adapun klasifikasi perawatan yang lebih mendekati kenyataan yang ada pada suatu kegiatan atau tindakan yang dilakukan untuk mencegah terjadinya kerusakan pada mesin. Pada umumnya tahapan dari pada tindakan yang dijalankan terdiri dari :
1. Merasakan 2. Memeriksa 3. Mengencangkan 4. Membersihkan 5. Menyetel 6. Melumasi
2.8 Maksud dan Tujuan dari Perawatan
Adapun maksud dan tujuannya adalah :
a. Kemampuan beroperasinya Top Drive dengan baik dapat memenuhi kebutuhan sesuai dengan program.
b. Untuk mencapai tingkat biaya perawatan serendah mungkin, dengan melaksanakan kegiatan perawatan secara efektif dan efisiensi secara keseluruhannya.
c. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan.
d. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
e. Untuk mencegah terjadinya kerusakan pada suatu fasilitas. Melalui pemanfaatan dari prosedur perawatan preventif yang baik antar koordinasi bagian produksi dengan bagian perawatan maka : - Biaya waktu produksi dapat diperkecil.
BAB III
METODOLOGI PENELITIAN
Metodologi penelitian merupakan tahap-tahap penelitian yang harus ditetapkan terlebih dahulu sebelum melakukan penelitian terhadap pokok-pokok permasalahan dengan tujuan agar penelitian yang dilakukan lebih terarah dan mempermudah dalam analisa permasalahan yang ada. Dalam bab ini akan diuraikan tentang urutan langkah-langkah dalam penyusunan Tugas Akhir ini, mulai dari tahap awal yaitu penelitian pendahuluan, hingga tahap akhir yaitu kesimpulan dan saran.
3.1 Penelitian Pendahuluan
Penelitian pendahuluan dilakukan dengan tujuan untuk mendapatkan informasi-informasi yang dihadapi perusahaan. Penelitian pendahuluan yang dilakukan oleh penulis adalah dengan pengamatan langsung di bengkel PT. Tesco maupun di lokasi pengeboran, dan wawancara dengan pihak terkait dari perusahaan. Dari hasil penelitian inilah penulis dapat mengidentifikasi masalah yang dihadapi oleh perusahaan.
3.2 Langkah-langkah Dalam Menganalisa Perawatan Top Drive
Penulisan ini merupakan penelitian terapan yang merekayasa rencana perawatan guna mendapatkan tingkatan atau batasan suatu alat dapat beroperasi dengan memperkirakan seberapa besar kegagalan yang terjadi. Sesuatu yang akan dibahas dalam rekayasa rencana perawatan ini adalah Top Drive. Alat ini sangat
berpengaruh sekali dalam membuat lubang, dengan adanya alat ini program yang direncanakan dapat berjalan lebih baik.
Langkah-langkah dalam menganalisa perawatan Top Drive meliputi : a. Pengumpulan data.
b. Analisa dan pengolahan atau pembahasan data, yaitu dengan menggunakan metode FMEA (Failure Mode And Effect Analysis) dan perhitungan statistik akan didapat resiko dan berapa lama kegagalan akan terjadi.
c. Menarik kesimpulan dan memberikan saran-saran untuk mendapatkan sistem perawatan yang baik.
Data-data diperoleh dengan cara wawancara dan pengamatan langsung di bengkel PT. Tesco maupun di lokasi pengeboran, sedangkan untuk data-data teoritis didapat dengan cara pembelajaran literatur dari buku-buku dan pedoman-pedoman yang berhubungan dengan pembahasan.
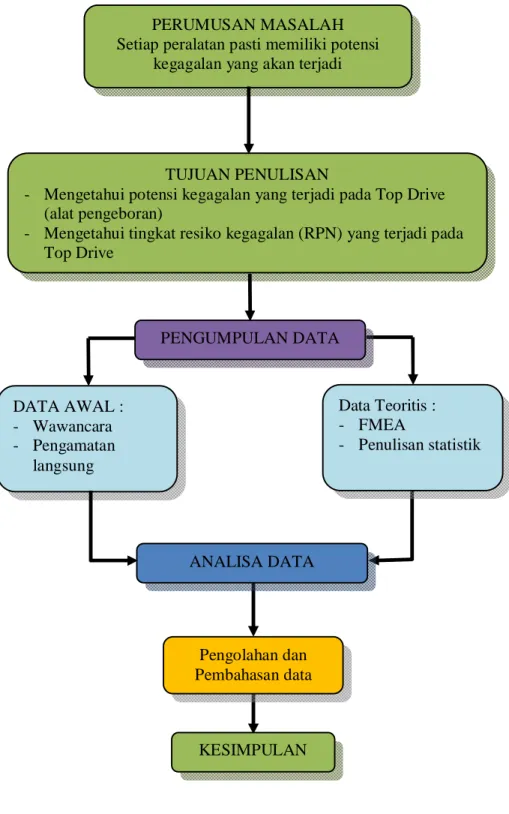
Untuk dapat mempermudah pelaksanaan maka diperlukan alur berfikir sebagai berikut :
Gambar 3.1 Bagan Alir Metode Penelitian
TUJUAN PENULISAN
- Mengetahui potensi kegagalan yang terjadi pada Top Drive (alat pengeboran)
- Mengetahui tingkat resiko kegagalan (RPN) yang terjadi pada Top Drive DATA AWAL : - Wawancara - Pengamatan langsung PERUMUSAN MASALAH Setiap peralatan pasti memiliki potensi
kegagalan yang akan terjadi
PENGUMPULAN DATA Data Teoritis : - FMEA - Penulisan statistik ANALISA DATA Pengolahan dan Pembahasan data KESIMPULAN
3.3 Identifikasi Masalah
Setelah dilakukan penelitian pendahuluan, baik melalui pengamatan langsung maupun wawancara dengan pihak perusahaan, didapatkan bahwa masalah yang dihadapi oleh PT. Tesco adalah sering terdapat kerusakan pada sistem hidrolik selama beroperasi. Oleh karena hal tersebut diperlukan pemecahan masalah untuk meminimasi jumlah cacat yang terjadi dengan mengidentifikasi semua sistem untuk kelancaran hidrolik yang paling banyak terdapat kegagalan, jenis-jenis kegagalan yang terjadi, faktor-faktor apa saja yang menimbulkan kegagalan dan efek yang ditimbulkan.
3.4 Failure Mode And Effect Analysis (FMEA)
Failure Mode And Effect Analysis adalah metologi untuk menganalisa masalah-masalah yang terjadi yang mengkombinasikan teknologi dan pengalaman dari orang untuk mengidentifikasi penyebab kegagalan dari produk atau dapat juga diartikan sebagai suatu proses dan perancanaan untuk menghilangkan penyebab cacat atau kegagalan. Singkatan dari Failure Mode and Effects Analysis yang berarti :
1. Suatu grup aktivitas yang sistimatis yang bertujuan untuk mengenali dan mengevaluasi potensi kegagalan terhadap produk dan proses desain.
2. Suatu grup aktivitas yang sistematis yang bertujuan untuk mengidentifikasi tindakan yang dapat dilakukan untuk mengurangi kemungkinan timbulnya potensi kegagalan.
3. Suatu grup aktivitas yang sistematis yang bertujuan untuk mengedokumentasi dan melakukan perbaikan terhadap produk, proses atau desain secara berkesinambungan.
Proses FMEA yang cepat dan konsekuen dalam perancangan proses membuat ahli teknik dapat menghilangkan kegagalan dan menghasilkan produk yang tahan uji, aman serta membuat pelanggan puas. FMEA juga menggambarkan informasi yang digunakan untuk memperbaiki suatu produk.
Dengan FMEA, ahli teknik dapat memperbaiki produk dalam tahapan proses produksi sehingga memberikan produk dengan daya tahan yang baik, aman dan memuaskan pelanggan. Ahli teknik menggunakan FMEA untuk :
1. Menggembangkan produk atau proses dengan meminimalisasi kegagalan yang terjadi.
2. Mengevaluasi perbaikan dari pelanggan atau pembeli lainnya dalam perancangan proses untuk menjamin kegagalan utama yang terjadi.
3. Mengidentifikasi perancangan dengan meminimalisasi penyebab kegagalan. 4. Mengembangkan metode dan tahapan untuk melakukan pengujian produk
atau proses sehingga menjamin kegagalan akan dapat diatasi dengan baik. 5. Mengarahkan dan mengatur risiko utama dalam perancangan.
6. Menjamin bahwa kegagalan seharusnya terjadi tidak akan merugikan pelanggan.
Keuntungan Menggunakan FMEA :
1. Memperbaiki produk atau proses agar memiliki daya tahan dan kualitas. 2. Mengurangi resiko-resiko yang ber-potensi terhadap konsumen internal
maupun external.
3. Memudahkan implementasi perubahan produk atau proses dengan biaya yang lebih murah, sekaligus mengurangi potensi kegagalan.
4. Identifikasi potensial produk, proses atau desain yang berhubungan dengan modus kegagalan.
5. Menilai dampak potensial akibat kegagalan terhadap konsumen. 6. Menekankan untuk mengatasi masalah utama yang terjadi.
7. Membuat kendali dan implementasi yang direncanakan sebelum timbul insiden.
8. Difokuskan untuk perbaikan pengujian dan pengembagan. 9. Merangking modus kegagalan berdasarkan resiko.
10. Membantu menemukan kelalaian, keputusan yang keliru dan kesalahan. 11. Menyediakan dasar pemecahan masalah, pelaporan dan tindakan koreksi
maupun preventif.
Potensi Modus Kegagalan (Potential Failure Mode)
Potensi Modus Kegagalan digambarkan sebagai cara dimana suatu komponen, subsistem, atau sistem berpotensi gagal untuk memperoleh fungsi yang diharapkan dalam uraian equipment/fungsi. Asumsi dibuat bahwa kegagalan bisa terjadi tidak boleh/akan terjadi.
Potensi gaya kegagalan yang bisa terjadi hanya dibawah kondisi-kondisi operasi tertentu saja (yaitu : panas, dingin, kering, berdebu, dll) dan dibawah kondisi pemakaian tertentu harus dipertimbangkan.
Pada kolom ini didaftar bagaimana komponen tersebut dalam mengalami kegagalan dalam menjalankan fungsi desain yang dimaksud. Hal ini dapat meliputi kegagalan dalam komponen lain didalam suatu sistem seperti fungsi desainnya. Setiap modus kegagalan yang mungkin dialami oleh komponen harus didata.
Beberapa contoh modus kegagalan yang umum dapat dilihat dibawah ini : - Retak - Bocor - Terpisah. - Berubah bentuk - Menempel - Bergesekan - Korosi - Aus - Interferensi - Mengalami - Terpecah Komponen
hubungan singkat Bergetar - Mengalami - Tergores
Hubungan terbuka - Terbakar - Meleleh
Modus kegagalan harus digambarkan dalam istilah fisik atau teknis. Modus kegagalan dapat diidentifikasi dengan melakukan pengamatan atas data garansi, laporan masalah kualitas, dan laporan pengujian atas alat tersebut. Selain itu, diskusi antara disiplin ilmu yang berbeda dapat membuka modus kegagalan yang mungkin terjadi.
Potensi Pengaruh Kegagalan (Potential Effect of Failure)
Menggambarkan tentang pengaruh yang ditimbulkan dari potensi kegagalan, dalam hal ini mempengaruhi fungsi.
Beberapa pengaruh akibat kegagalan yang mungkin, meliputi : - Penampilan yang buruk
- Kebocoran
- Operasi yang terputus-putus - Berisik pada mesin
- Berminyak - Kasar
- Membutuhkan tenaga yang besar - Tidak dapat dioperasikan
- Bahaya keamanan - Bau yang tidak sedap - Dan lain-lain
Modus kegagalan harus dapat menangani kegagalan yang dapat terjadi pada pemakaian yang tidak sesuai yang diisyaratkan pada spesifikasi. Kesalahan operasi normal dan penyalahgunaan oleh konsumen seperti menjatuhkan lampu dari meja, menjatuhkan perkakas dari atas tangga, dan sebagainya juga harus diidentifikasi.
Tingkat Kekritisan (Severity (S))
Severity (fatal) adalah ranking yang berhubungan dengan efek yang paling serius untuk gaya kegagalan. Severity bisa disebut juga nilai tingkat kekritisan dari
akibat yang ditimbulkan terhadap konsumen maupun terhadap kelangsungan proses selanjutnya yang secara tidak langsung juga merugikan. Kekritisan memiliki tingkatan nilai yang relatif dan mempengaruhi didalam lingkup individu FMEA itu sendiri. Kekritisan harus diperkirakan menggunakan tabel sebagai petunjuk untuk menganalisa kegagalan yang diusulkan.
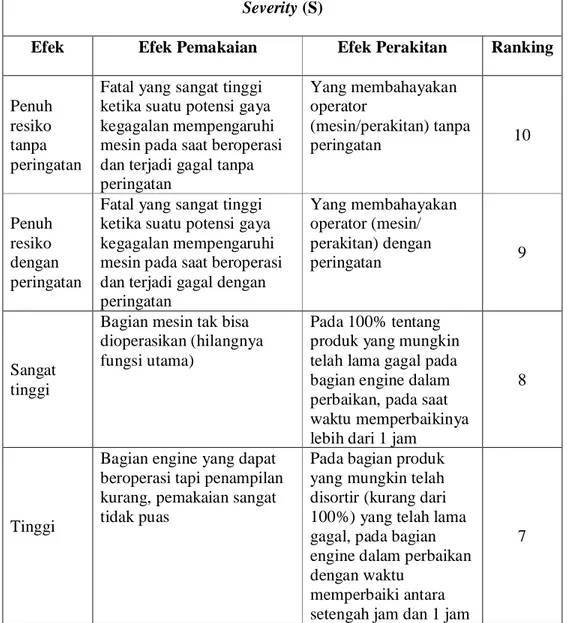
Tabel 3.1. Akibat, Kriteria dan Ranking dari Severity
Severity (S)
Efek Efek Pemakaian Efek Perakitan Ranking
Penuh resiko tanpa peringatan
Fatal yang sangat tinggi ketika suatu potensi gaya kegagalan mempengaruhi mesin pada saat beroperasi dan terjadi gagal tanpa peringatan Yang membahayakan operator (mesin/perakitan) tanpa peringatan 10 Penuh resiko dengan peringatan
Fatal yang sangat tinggi ketika suatu potensi gaya kegagalan mempengaruhi mesin pada saat beroperasi dan terjadi gagal dengan peringatan Yang membahayakan operator (mesin/ perakitan) dengan peringatan 9 Sangat tinggi
Bagian mesin tak bisa dioperasikan (hilangnya fungsi utama)
Pada 100% tentang produk yang mungkin telah lama gagal pada bagian engine dalam perbaikan, pada saat waktu memperbaikinya lebih dari 1 jam
8
Tinggi
Bagian engine yang dapat beroperasi tapi penampilan kurang, pemakaian sangat tidak puas
Pada bagian produk yang mungkin telah disortir (kurang dari 100%) yang telah lama gagal, pada bagian engine dalam perbaikan dengan waktu
memperbaiki antara setengah jam dan 1 jam
Severity (S)
Efek Efek Pemakaian Efek Perakitan Ranking
Sedang
Bagian engine yang dapat beroperasi tapi bagian kenyamanan tak bisa dioperasikan, pemakaian tidak puas
Pada bagian produk yang mungkin telah disortir (kurang dari 100%) yang telah lama gagal, pada bagian engine dalam perbaikan dengan waktu
memperbaikinya kurang dari setengah jam
6
Rendah
Bagian engine yang dapat beroperasi tetapi bagian kenyamanan yang dapat beroperasi dikurangi tingkat penampilannya
Pada 100% tentang produk yang mungkin sedang dikerjakan tetapi off-line yang tidak untuk diperbaiki
5
Sangat rendah
Sesuai dan pada bagian akhirnya tidak sesuai, gagal yang dicatat oleh pemakaian (lebih besar dari 50%)
Pada produk yang telah disortir dengan tidak ada sisa yang (kurang dari 100%) akan dikerjakan kemudian
4
Kecil
Sesuai dan pada bagian akhirnya tidak sesuai, gagal yang di catat oleh
pemakaian (lebih besar dari 50%)
Pada bagian produk yang telah dikerjakan lagi, dengan tidak ada sisa, on-line tetapi off-station
3
Sangat kecil
Sesuai dan pada bagian akhirnya tidak sesuai, gagal yang dicatat dengan
perbedaan pemakaian (kurang dari 25%)
Pada bagian produk yang telah dikerjakan lagi, dengan tidak ada sisa, on-line tetapi in-station
2
Tidak ada
Efek dapat dibedakan Melalaikan yang tidak menyenangkan pada operasi ke operatoe, tidak ada efek
1
Ref (“ Potential Failure And Effect Analysis”, Automotive Industry Action Group (AIAG) : 43).
Potensi Penyebab/Mekanisme Kegagalan (Potential Cause / Mechanism of
Failure)
Penyebab / mekanisme potensial kegagalan digambarkan sebagai suatu indikasi kelemahan disain. Penyebab / mekanisme harus didaftarkan dengan singkat dan dengan sepenuhnya / sedemikian mungkin sehingga usaha mengenai perbaikan dapat diarahkan pada penyebab bersangkutan.
Kejadian (Occurrence (O))
Kejadian adalah mekanisme spesifik yang kemungkinan akan terjadi sepanjang hidup desain. Kemungkinan kejadian yang mempunyai jumlah untuk mengatur pada suatu maksud arti pada nilai relatif dibandingkan pada nilai mutlak. Pencegahan atau mengendalikan mekanisme gaya kegagalan melalui suatu perubahan proses desain satu-satunya cara pengurangan didalam kejadian untuk mengatur akibat dari kejadian.
Melihat kemungkinan kejadian dari mekanisme potensial kegagalan dari 1 ke 10 skala. Suatu kejadian konsisten yang mengatur sistem harus digunakan untuk memastikan kesinambungan. Kejadian yang mengatur jumlah adalah yang akan dinilai didalam ruang lingkup FMEA dan tidak mencerminkan kemungkinan kejadian yang nyata.
Tingkat kegagalan yang mungkin didasarkan pada banyaknya kegagalan yang diantisipasi sepanjang proses. Jika data statistik ada tersedia dari suatu proses serupa, data harus digunakan untuk mengatur menentukan kejadian. Dalam suatu kasus, suatu penelitian hubungan dapat dibuat oleh menggunakan uraian kata didalam kolom, bersama dengan data historis yang tersedia untuk proses serupa.
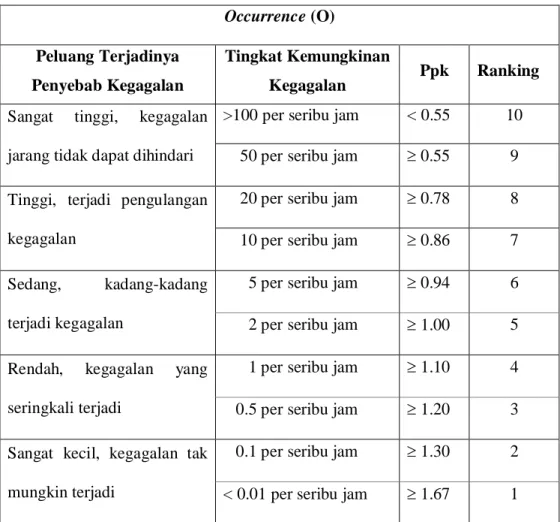
Tabel 3.2. Peluang Terjadinya Penyebab Kegagalan, Kriteria dan
Ranking dari Occurrence
Occurrence (O)
Peluang Terjadinya Penyebab Kegagalan
Tingkat Kemungkinan
Kegagalan Ppk Ranking
Sangat tinggi, kegagalan jarang tidak dapat dihindari
>100 per seribu jam < 0.55 10 50 per seribu jam 0.55 9 Tinggi, terjadi pengulangan
kegagalan
20 per seribu jam 0.78 8 10 per seribu jam 0.86 7 Sedang, kadang-kadang
terjadi kegagalan
5 per seribu jam 0.94 6 2 per seribu jam 1.00 5 Rendah, kegagalan yang
seringkali terjadi
1 per seribu jam 1.10 4 0.5 per seribu jam 1.20 3 Sangat kecil, kegagalan tak
mungkin terjadi
0.1 per seribu jam 1.30 2 < 0.01 per seribu jam 1.67 1
Ref (“ Potential Failure And Effect Analysis”, Automotive Industry Action Group (AIAG) : 71).
Pengendalian Yang Sedang Berjalan (Current Control)
Kendali proses yang sedang berjalan adalah uraian kendali yang mana mencegah dari tingkat mungkin gaya kegagalan penyebab dari kegagalan dari yang terjadi, atau mendeteksi gaya penyebab kegagalan dari kegagalan yang sudah terjadi. Kendali ini dapat pengawasan proses seperti kekeliruan yang bukti,
atau dapat mengevaluasi. Evaluasi boleh terjadi dipokok materi operasi atau pada operasi yang berikiut ini :
Ada dua jenis pengawasan proses untuk mempertimbangkan :
1. Pencegahan : Cegah penyebab kegagalan atau modus kegagalan dari yang terjadi, atau mengurangi kejadian kegagalan.
2. Pendeteksian : Deteksi penyebab kegagalan atau modus kegagalan, dan mendorong kearah tindakan korektif.
Pendeteksian (Detection)
Pendeteksian adalah ranking yang berhubungan dengan kendali pendeteksian yang terbaik mendaftar kolom proses pengawasan. Pendeteksian adalah ranking yang relatif yang mengatur, didalam ruang lingkup FMEA yang individu dan probabilitas bahwa kerusakan akan mengenai atau menjangkau konsumen. Dalam rangka mencapai suatu yang biasanya mengatur lebih rendah, biasanya pengawasan proses yang direncanakan harus ditingkatkan.
Asumsikan kegagalan itu setelah terjadi dan kemudian menilai kemampuan dari semua proses yang sedang berjalan mengendalikan untuk mencegah pengiriman suku cadang yang mempunyai modus kegagalan untuk mendeteksi. Jangan secara otomatis mengira bahwa yang mengatur pendeteksian adalah rendah, sebab kejadian rendah adalah bagab pengawasan yang akan digunakan, tetapi menilai kemampuan pengawasan proses untuk mendeteksi frekuensi gaya kegagalan rendah untuk mencegah deteksi dari pada berbuat lebih banyak prosesnya.
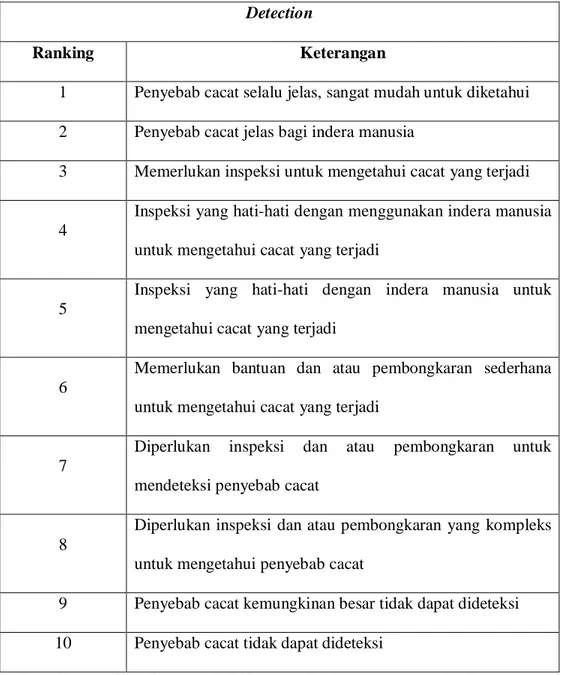
Tabel 3.3. Kemungkinan Kesalahan Terdeteksi, Kriteria dan Ranking dari
Detection Detection
Ranking Keterangan
1 Penyebab cacat selalu jelas, sangat mudah untuk diketahui 2 Penyebab cacat jelas bagi indera manusia
3 Memerlukan inspeksi untuk mengetahui cacat yang terjadi
4
Inspeksi yang hati-hati dengan menggunakan indera manusia untuk mengetahui cacat yang terjadi
5
Inspeksi yang hati-hati dengan indera manusia untuk mengetahui cacat yang terjadi
6
Memerlukan bantuan dan atau pembongkaran sederhana untuk mengetahui cacat yang terjadi
7
Diperlukan inspeksi dan atau pembongkaran untuk mendeteksi penyebab cacat
8
Diperlukan inspeksi dan atau pembongkaran yang kompleks untuk mengetahui penyebab cacat
9 Penyebab cacat kemungkinan besar tidak dapat dideteksi 10 Penyebab cacat tidak dapat dideteksi
Ref (“ Potential Failure And Effect Analysis”, Automotive Industry Action Group (AIAG) :53 ).
Nilai Prioritas Resiko (Risk Priority Number)
Nilai Prioritas Resiko adalah produk yang mengatur kefatalan, Risk Priority Number (RPN) merupakan hasil perkalian sistematis berdasarkan
angka ranking dari severity, occurrence dan detection.
Ref (“ Potential Failure And Effect Analysis”, Automotive Industry Action Group (AIAG) : 53).
Perumusannya yaitu :
RPN = (Severity) x (Occurrence) x (Detection)
Nilai RPN ini digunakan untuk melakukan perbaikan dengan tindakan atau perancanaan kualitas. Nilai RPN yang tinggi diprioritaskan terlebih dahulu. Didalam ruang lingkup FMEA yang individu, yang akan dinilai (antara 1 sampai 1000) dapat digunakan untuk memproses hasil ranking dari hasil kesepakatan analisa (S), (O), (D).
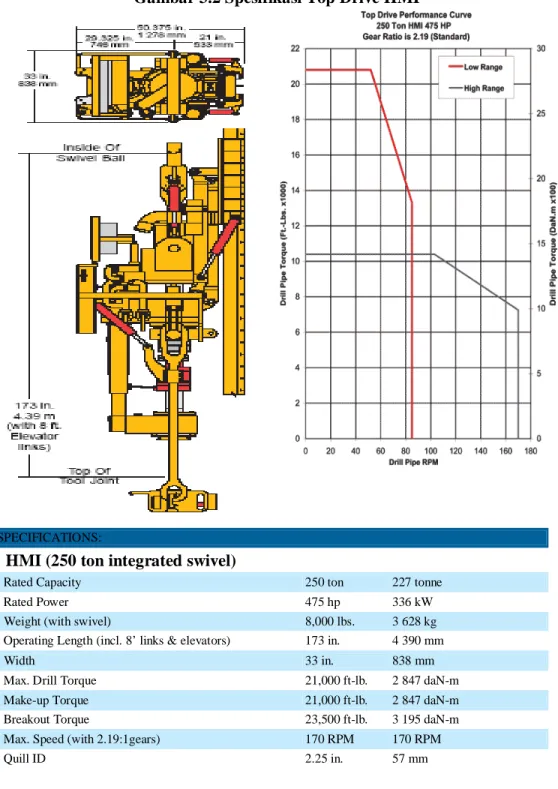
Gambar 3.2 Spesifikasi Top Drive HMI
SPECIFICATIONS:
HMI (250 ton integrated swivel)
Rated Capacity 250 ton 227 tonne Rated Power 475 hp 336 kW Weight (with swivel) 8,000 lbs. 3 628 kg Operating Length (incl. 8’ links & elevators) 173 in. 4 390 mm
Width 33 in. 838 mm
Max. Drill Torque 21,000 ft-lb. 2 847 daN-m Make-up Torque 21,000 ft-lb. 2 847 daN-m Breakout Torque 23,500 ft-lb. 3 195 daN-m Max. Speed (with 2.19:1gears) 170 RPM 170 RPM
Quill ID 2.25 in. 57 mm
Power Unit (475 HP)
Weight (approximate) 16,200 lb. 7 370 kg Length (c/w hose reel) 281 in. 7 200 mm
BAB IV
PEMBAHASAN
4.1 Data Hasil Pengamatan
Data hasil pengamatan langsung dari lapangan maupun wawancara penulis, didapat data kegagalan yang terjadi dalam beroperasinya Top Drive. Jenis kegagalan tersebut sebagai berikut :
1. Seal bocor
Terjadi keausan pada poros yang mengakibatkan kebocoran pada seal. Penyebab ini bisa saja dikarenakan berjalannya mesin tersebut secara terus-menerus tanpa berhenti dan kurangnya perawatan dari sekitar mesin itu sendiri.
2. Sistem hidrolik
Dalam beroperasinya Top Drive, banyak sekali kegagalan dalam sistem hidrolik. Dikarenakan, dalam beroperasinya Top Drive mendapatkan tekanan terus-menerus untuk memutarkan mata bor yang mengakibatkan temperatur dari hidrolik sistem tinggi. Dan yang harus diperhatikan selang-selang oli untuk mengahantarkan oli dari power unit ke Top Drive sering kali mengalami kerusakan dari dalam selang itu sendiri, yang akan masuk ke dalam sistem hidrolik yang mengakibatkan Top Drive tidak dapat berputar.
3. Sistem elektrik
Pada saat pertama dimulainya operasi pengeboran, biasanya Top Drive bergoyang sangat kencang, dikarenakan beban Top Drive belum dapat diseimbangkan oleh pipa bor yang masuk ke formasi. Disinilah sistem elektrik sering bermasalah, dari masalah tersebut sering ditemukan koneksi-koneksi dari
elektrik tersebut terlepas, yang mengakibatkan sistem pada robotik maupun putaran tidak dapat berfungsi.
Dari hasil pengamatan langsung yang sering terjadi kegagalan didalam beroperasinya Top Drive dan wawancara penulis, didapat data sebagai berikut :
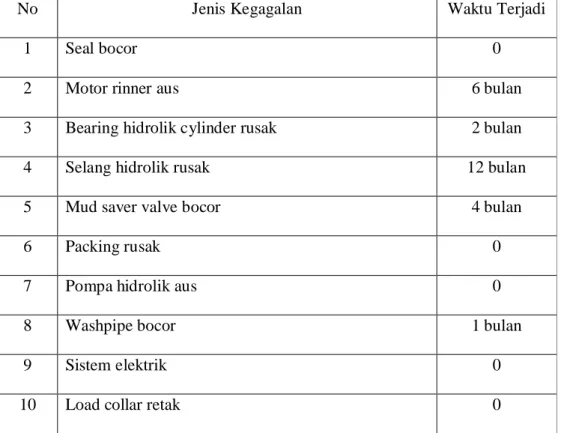
Tabel 4.1 Data Perkiraan Gaya Kegagalan Yang Terjadi
No Jenis Kegagalan Waktu Terjadi
1 Seal bocor 0
2 Motor rinner aus 6 bulan
3 Bearing hidrolik cylinder rusak 2 bulan
4 Selang hidrolik rusak 12 bulan
5 Mud saver valve bocor 4 bulan
6 Packing rusak 0
7 Pompa hidrolik aus 0
8 Washpipe bocor 1 bulan
9 Sistem elektrik 0
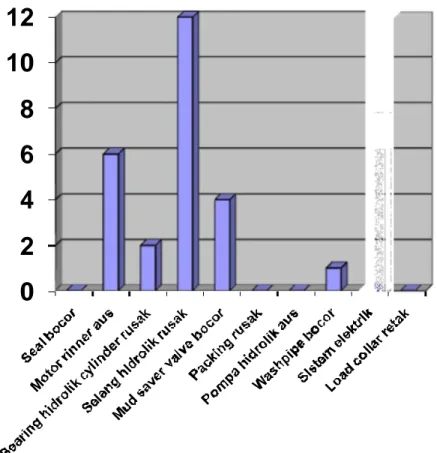
Gambar 4.1 Grafik Data Kegagalan Yang Terjadi
Dari data diatas akan dianalisa kejadian yang akan terjadi dalam 1 tahun (12 bulan), untuk membuat sebuah tabel FMEA (Failure Mode And Effect Analysis) dibutuhkan nilai-nilai severity (kekritisan), occurrence (kejadian), dan detection (deteksi). Nilai kekritisan dan deteksi akan didapat dengan mengasumsikan langsung dari jenis kegagalan dengan tingkatan untuk masing-masing kegagalan dalam tabel kekritisan dan deteksi yang akan ditetapkan. Sedangkan untuk memperoleh tingkatan nilai kejadian akan didapat dengan melakukan sebuah perhitungan statistik melalui distribusi normal, yaitu mencari nilai Ppk (Probability Process Control), setelah nilai
Waktu terjadi (bulan)
0
2
4
6
8
10
12
Ppk diperoleh kemudian Ppk tersebut diasumsikan dengan tingkatan nilai kejadian yang ada dalam tabel kejadian yang telah ditetapkan.
4.2 Mencari Tingkatan Nilai Kejadian (Occurrence)
Dalam memperoleh nilai Ppk untuk mencari tingkatan nilai kejadian di gunakan rumus sebagai berikut :
Ref. (“Potential Failure And Effect Analysis”,
Automotive Industry Action Group (AIAG) : 71).
Dimana :
Ref. (Ronald E Walpole, “Ilmu Peluang dan Statistika untuk Insinyur dan Ilmuan”, ITB : 243
Dengan, µ = n . p
σ 2 = n . p . ( 1- p )
atau σ 2 = n . p . q
keterangan : Ppk = Probability proses control
Z = Distribusi normal x = Waktu terjadi Z Ppk = 3 x - µ Z = σ
p = Peluang kegagalan pertahun ( X/12) <---> probabilitas yang sukses
n = Frekuensi kegagalan dalam satu tahun
q = Probabilitas yang gagal ( q-1-p)
σ = Simpangan baku µ = Nilai tengah 1. Seal bocor x = 0 p = x/12 = 0/12 = 0 q = 1 - p = 1 - 0 = 1 n = 0 µ = n . p = 0 σ 2 = n . p . q = 0 . 0 . 1 = 0 σ = √0 = 0 Z = x = 0 0 0 = 0 Ppk = 3 Z = 3 0 = 0
2. Motor rinner aus x = 6 p = 12 x = 12 6 = 2 1 q = 1 – P = 1 - 2 1 = 2 1 n = 2 µ = n . p = 2 . 2 1 = 1 σ 2 = n . p . q = (2) . ( 2 1 ) . ( 2 1 ) = 2 1 σ = 0,5 = 0.7 Z = x = 7 , 0 1 6 = 7,14 Ppk = 3 Z = 3 14 , 7 = 2,38
Jadi untuk jenis kegagalan pada motor rinner memiliki tingkatan nilai occurrence = 1
3. Bearing hidrolik cylinder rusak x = 2 p = 12 x = 12 2 = 6 1 q = 1 - p = 1 - 6 1 = 6 5
n = 6 µ = n . p = (6) . ( 6 1 ) = 1 σ 2 = n . p . q = (6). 6 1 . ( 6 5 ) = 0,83 σ = 0,83= 0,91 Z = x = 91 , 0 1 2 = 1,09 Ppk = 3 Z = 3 09 . 1 = 0,36
Jadi, untuk jenis kegagalan pada bearing cylinder hidrolik yang rusak memiliki tingkatan nilai occurrence = 10
4. Selang hidrolik rusak x = 12 p = 12 x = 12 12 = 1 q = 1 - p = 1 - 1 = 0 n = 1 µ = n . p = 1 . 1 = 1 σ 2 = n . p . q = 1 . 1 . 0 = 0 σ = 0 = 0
Z = x = 0 1 12 = 0 11 = 0 Ppk = 3 Z = 3 0 = 0
Jadi untuk jenis kegagalan selang hidrolik yang rusak memiliki tingkatan nilai occurrence = 10
5. Mud saver valve bocor x = 4 p = 12 x = 12 4 = 3 1 q = 1 - p = 1 - 3 1 = 3 2 n = 3 µ = n . p. (3) . 3 1 = 1 σ 2 = n . p . q = (3) . ( 3 1 ) . ( 3 2 ) = 0,66 σ = 0,66 = 0,81 Z = x = 81 , 0 1 4 = 3,7 Ppk = 3 Z = 3 7 , 3 = 1,23
Jadi untuk jenis kegagalan Mud saver valve bocor memiliki tingkatan nilai occurrence = 3 6. Packing rusak x = 0 p = 12 x = 12 0 = 0 q = 1- p = 1- 0 = 1 n = 0 µ = n . p = 0 σ 2 = n . p . q = (0) . (0) . (1) =0 σ = 0 = 0 Z = x = 0 0 0 = 0 Ppk = 3 Z = 3 0 = 0
Jadi untuk jenis kegagalan packing rusak memiliki tingkatan nilai occurrence: 10
7. Pompa hidrolik aus x = 0 p = 12 x = 12 0 = 0 q = 1- P = 1 – 0 = 1
n = 0 µ = n . p = 0 σ 2 = n . p . q = (0) . (0) . (1) = 0 σ = 0 = 0 Z = x = 0 0 0 = 0 Ppk = 3 Z = 3 0 = 0
Jadi,untuk jenis kegagalan packing rusak memiliki tingkatan nilai occurrence : 10
8. Washpipe bocor x = 1 p = 12 x = 12 1 q = 1 - p = 1 - 12 1 = 12 11 n = 12 µ = n. p = (12) . ( 12 1 ) = 1 σ 2 = n . p . q = (12) . ( 12 1 ) . ( 12 11 ) = 0.91 σ = 0,91 = 0,95
Z = x = 95 , 0 1 1 = 0 Ppk = 3 Z = 3 0 = 0
Jadi untuk jenis kegagalan washpipe bocor memiliki tingkatan nilai occurrence: 10
9. Sistem elektrik x = 0 p = 12 x = 12 0 = 0 q = 1 – p = 1 - 0 = 1 n = 0 µ = n . p = 0 . 0 = 0 σ 2 = n . p . q = (0) . (0) . (1) = 0 σ = 0= 0 Z = x = 0 0 . 0 = 0 Ppk = 3 Z = 3 0 = 0
Jadi untuk jenis kegagalan pada sistem elektrik memiliki tingkatan nilai rangking occurrence : 10
10. Load collar retak x = 0 p = 12 x = 12 0 = 0 q = 1 - P = 1 - 0 = 1 n = 0 µ = n . p = (0) . (0) = 1 σ 2 = n . p . q = (0) . (0) . (1) = 0 σ = 0 = 0 Z = x = 0 0 0 = 0 Ppk = 3 Z = 3 0 = 0
Jadi untuk jenis kegagalan load collar retak memiliki tingkat nilai occurrence : 10
4.3 Pengolahan Data Dalam Tabel FMEA
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil pembahasan dibab sebelumnya dan hasil pengamatan yang dilakukan dilapangan dapat ditarik kesimpulan bahwa Top Drive PT. Tesco merupakan sebuah alat untuk dapat membantu dalam proses pengeboran. Dengan menggunakan Top Drive akan dapat menghemat waktu dalam proses pengeboran, dan tentunya juga berpengaruh pada biaya yang di keluarkan oleh semua perusahaan yang bergerak dalam bidang pengeboran. Jika di bandingkan dengan proses manual.
Dari hal pembahasan ini dapat diambil kesimpulan bahwa, Top Drive merupakan alat pengeboran yang sangat membantu dalam membuat lubang. Dalam beroperasinya Top Drive sering kali mendapatkan beban yang sangat tinggi secara terus menerus yang mengakibatkan kegagalan-kegagalan yang dapat menggangu berjalanya operasi, dan menimbukan efek/pengaruh yang tidak baik terhadap sistem mesin itu sendiri, dan produk yang sangat merugikan perusahaan. Dengan menggunakan metode FMEA (Failure Mode and Effect Analysis) kita dapat mengkosumsi efek dan penyebeb/mekanisme dari setiap modus kegagalan yang terjadi pada sistem Top Drive.
Dengan hasil penelitian diatas, dari nilai RPN (Risk Priority Number) dan diketahui perkiraan terjadinya kegagalan yang sering terjadi atau secara tiba-tiba. Rata-rata terjadinya modus kegagalan yang terjadi 6 bulan sekali harus dilakukan inspeksi/tindakan perawatan dan pencegahan.
5.2 Saran
Pada Tugas Akhir ini dilakukan penelitian secara kualitatif dan diharapkan bilamana pekerjaan ini ingin dilanjutkan, diharapkan dapat menggunakan analisa kuantitatif atau semi kuantitatif.
Perlu ditingkatkan prinsip koordinasi kerja yang dilakukan dalam mempelancar proses dalam operasi. Peningkatan dalam kewaspadaan dan mencegah untuk keselamatan, merupakan bantuan yang penting dalam pemeliharaan dan efesiensi untuk mencegah down time.
Jangan pernah membiarkan kegagalan/kesalahan terjadi, karena sekecil apapun resiko yang akan terjadi, suatu saat akan berpengaruh terhadap tingkat kegagalan yang lebih besar.
DAFTAR PUSTAKA
1. Alert System Ltd, “Preventive Maintenance Program Top Drive System” 2. Automotive Industry Action Group (AIAG), “Potential Failure And Effect
Analysis”
3. Basri Sarjoni, Syah Djalinus, “Kamus Teknik, Inggris – Indonesia”, Cetakan ke dua 2001, Reneka cipta 4. Charles E. Ebeling, “An Introduction to Reliability and Maintainability
Engineering”, The Mc Graw-Hill Companies. Inc, Singapore, 1997 5. John Bentley, “Introduction to Reliability and Quality Engineering” 6. John pippenger, Taylor Hicks, “Industrial Hydrauric”, Mc Graw-Hill. Inc,
America, 1980
7. Ronald Owalpole, Raymond H Myers, “Ilmu Peluang dan Statistika untuk Insinyur dan Ilmuan”, Edisi 4, ITB, Bandung