LOMBA KOMPETENSI SISWA
SEKOLAH MENENGAH KEJURUAN
TINGKAT NASIONAL KE XXV
TAHUN 2017
DI BANDUNG
LEMBAR SOAL
Bidang Lomba
. . .
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
NASKAH SOAL
LOMBA KOMPETENSI SISWA SMK XXV
TINGKAT NASIONAL
TAHUN 2017
BIDANG LOMBA:
WELDING (09)
PENYUSUN SOAL :
1.
YUDIA BAKTI
PANDUAN KERJA
No. Dokumen : LKS-NAS-01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 1
a. Pelaksana
1.1 Peserta Lomba Kompetensi Siswa Tingkat Nasional XXV Tahun 2017 di Bandung-Jawa Barat.
b. Langkah Kerja
2.1 Baca gambar kerja dengan baik dan teliti
2.2 Siapkan alat dan keselamatan kerja dengan benar (baik yang disiapkan oleh panitia maupun yang dibawa dari sekolah), serta gunakan dengan benar sesuai tugas pekerjaan yang dilakukan. 2.3 Siapkan material yang akan dilas sesuai dengan geometri
sambungan las pada gambar kerja.
2.4 Setting mesin las dengan parameter pengelasan sesuai tugas pekerjaan.
2.5 Lakukan las ikat / tack weld sesuai geometri sambungan las yang disyaratkan pada gambar kerja.
2.6 Lakukanlah pengelasan dengan benar sesuai prosedur dan gambar kerja yang ditetapkan (perhatikan simbol pengelasan).
2.7 Bersihkan hasil pengelasan dari segala kotoran (terak, percikan las, debu atau kotoran lainnya).
2.8 Kumpulkan hasil pengelasan ditempatkan yang telah disediakan oleh panitia / pengawas / juri.
2.9 Semua peralatan kerja las dan APD yang telah digunakan, diperiksa dan kembalikan ke tempat yang telah disediakan.
INSTRUKSI KERJA
No. Dokumen : LKS-NAS -01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 2
c. Peraturan
3.1 Wajib menggunakan alat pelindung diri (APD) sesuai tugas pekerjaan yang dilakukan:
a. Kaca mata gerinda, apabila sedang menggerinda atau boleh menggunakan kedok las dengan kaca bening.
b. Kap las tangan / kepala.
c. Masker hidung dan sumbat telinga / earplug.
d. Sarung tangan kulit panjang dan sesuaikan dengan proses las. e. Apron las (pelindung dada & lengan)
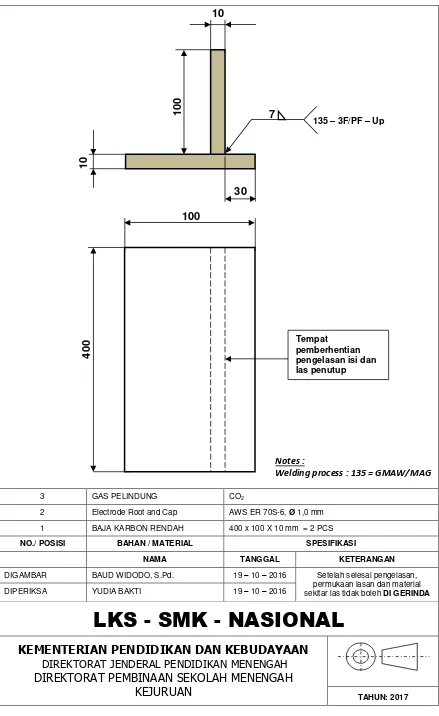
3.2 Pengelasan pelat baja karbon rendah (mild steel) sambungan T, posisi tegak ke atas / vertical up (3F / PF):
[image:4.595.106.538.47.757.2]a. Lihat gambar kerja 1 beserta keterangan yang ada pada kepala gambar kerja.
b. Dilas dengan proses las gas metal (GMAW / MAG / 135). c. Las isi / fill menggunakan kawat las AWS ER 70S-6,
ø
1,0 mm. d. Las penutup / capping menggunakan kawat las AWS ER 70S-6,ø
1,0 mm.e. Las isi / fill dan las penutup / capping wajib berhenti ditengah lalu diberi tanda oleh juri.
f. Pada saat mulai sampai berakhir pengelasan material tidak boleh lepas dari penjepit / chuck.
g. Las isi / fill tidak boleh digerinda dan setiap layer pada las isi harus dilaporkan ke juri untuk dinilai.
h. Permukaan las penutup / capping, akar / root dan daerah sekitar las tidak boleh digerinda (kecuali bekas penguat / stopper).
GAMBAR KERJA: 1
3 GAS PELINDUNG CO2
2 Electrode Root and Cap AWS ER 70S-6, Ø 1,0 mm 1 BAJA KARBON RENDAH 400 x 100 X 10 mm = 2 PCS
NO./ POSISI BAHAN / MATERIAL SPESIFIKASI
NAMA TANGGAL KETERANGAN
DIGAMBAR BAUD WIDODO, S.Pd. 19 – 10 – 2016 Setelah selesai pengelasan, permukaan lasan dan material sekitar las tidak boleh DI GERINDA
DIPERIKSA YUDIA BAKTI 19 – 10 – 2016
LKS - SMK - NASIONAL
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH
KEJURUAN
TAHUN: 2017
30
100
135 – 3F/PF – Up
7 10
1
0
400
100
Tempat pemberhentian pengelasan isi dan las penutup
Notes :
INSTRUKSI KERJA
No. Dokumen : LKS-NAS - 01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 4
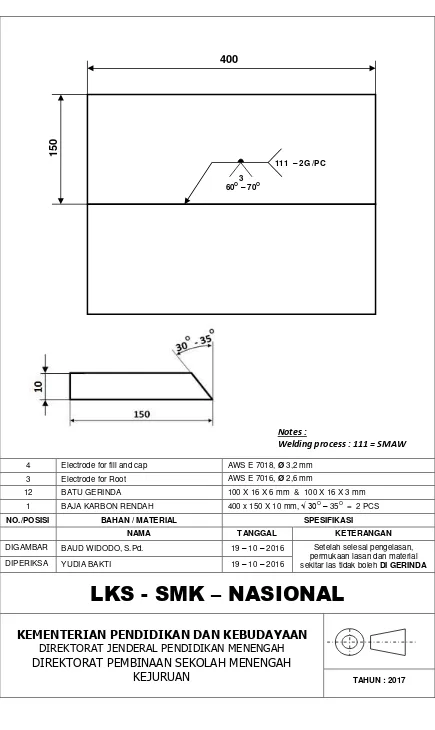
3.3 Pengelasan pelat baja karbon rendah (mild steel) sambungan Tumpul (kampuh – V), posisi horisontal(2G / PC):
a. Dilas dengan proses kombinasi SMAW (111)
b. Las tembusan / root menggunakan proses SMAW (111) dengan elektroda AWS E 7016,
ø
2,6 mm.c. Las isi / fill dan penutup / cap menggunakan proses SMAW (111) dengan kawat las AWS E7018,
ø
3,2 mm.d. Pada saat mulai sampai berakhir pengelasan, material tidak boleh lepas dari penjepit / chuck.
e. Las tembusan / root dibersihkan dengan palu chiper dan disikat sampai bersih dan harus dilaporkan ke juri untuk dinilai, setelah selesai dinilai boleh digerinda sampai bersih.
f. Las isi boleh digerinda setiap layer, setiap las isi /fill harus dilaporkan ke juri untuk dinilai, setelah selesai di lakukan proses las penutup / capping sampai selesai tanpa berhenti.
g. Arah las tembusan / root dari kiri ke kanan (mundur), sedangkan las isi dan penutup arahnya sama.
h. Permukaan las penutup / capping dan las akar / root serta daerah sekitar las tidak boleh digerinda (kecuali bekas penguat /
stopper), hanya boleh di bersihkan dengan sikat baja.
i. Bila material rusak dalam proses pengerjaan tidak dapat diganti atau mengulang dengan material baru.
GAMBAR KERJA: 2
4 Electrode for fill and cap AWS E 7018, Ø 3,2 mm 3 Electrode for Root AWS E 7016, Ø 2,6 mm
12 BATU GERINDA 100 X 16 X 6 mm & 100 X 16 X 3 mm 1 BAJA KARBON RENDAH 400 x 150 X 10 mm, √ 30O–
35O
= 2 PCS
NO./POSISI BAHAN / MATERIAL SPESIFIKASI
NAMA TANGGAL KETERANGAN
DIGAMBAR BAUD WIDODO, S.Pd. 19 – 10 – 2016 Setelah selesai pengelasan, permukaan lasan dan material sekitar las tidak boleh DI GERINDA
DIPERIKSA YUDIA BAKTI 19 – 10 – 2016
LKS - SMK
–
NASIONAL
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH
KEJURUAN TAHUN : 2017
400
150
111 – 2G /PC 3
60O– 70O
Notes :
INSTRUKSI KERJA
No. Dokumen : LKS-NAS - 01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 6
3.4 Pengelasan pipa baja karbon rendah (mild steel) sambungan tumpul (kampuh – V), posisi Multiple 90o Up (5G / PF):
a. Dilas dengan proses las busur listrik Tungsten (GTAW / 141). b. Dilas dengan proses las busur listrik metal manual (SMAW /
111).
c. Las akar / root menggunakan elektroda AWS ER 70S-6,
ø
2,0 mm.d. Las isi / fill menggunakan elektroda AWS E 7018,
ø
3,2 mm. e. Las penutup / capping menggunakan elektroda AWS E 7018,ø
3,2 mm.
f. Pada saat mulai sampai berakhir pengelasan, material tidak boleh lepas dari penjepit/chuck.
g. Permukaan las akar / root yang ada dalam kampuh las tidak boleh digerinda sebelum melakukan las isi dan di laporkan ke Juri untuk di nilai, baru di lanjutkan ke proses berikutnya.
h. Las isi / fill boleh digerinda dan setiap layer pada las isi harus dilaporkan ke juri untuk dinilai.
i. Permukaan las penutup / capping dan akar / root serta daerah sekitar las tidak boleh digerinda (kecuali bekas penguat/stopper), hanya di lakukan pembersihan dengan sikat baja.
j. Bila material rusak dalam proses pengerjaan tidak dapat diganti atau mengulang dengan material baru.
GAMBAR KERJA: 3
4 Electrode for Fill and Cap AWS E 7018, Ø 3,2 mm
3 Gas Pelindung Argon
2 Electrode for Root AWS ER 70S-6, Ø 2,0 mm
1 PIPA BAJA KARBON RENDAH SCH 80 : 125mm x 6 “ √ 30 – 35O = 2 PCS
NO./POSISI BAHAN / MATERIAL SPESIFIKASI
NAMA TANGGAL KETERANGAN
DIGAMBAR BAUD WIDODO, S.Pd. 19 – 10 – 2016 Setelah selesai pengelasan, permukaan lasan dan material sekitar las tidak boleh DI GERINDA
DIPERIKSA YUDIA BAKTI 19 – 10 - 2016
LKS - SMK
–
NASIONAL
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH
KEJURUAN TAHUN : 2017
125
141 - 111 / 5-G/PF -Up
3 60-70o
6”
Notes :
INSTRUKSI KERJA
No. Dokumen : LKS-NAS - 01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 8
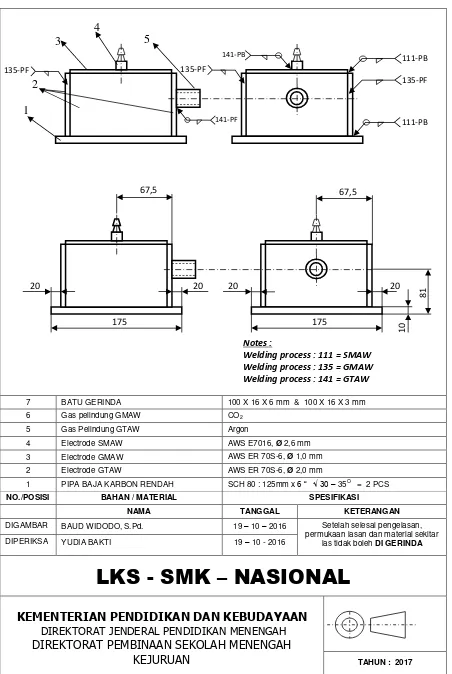
3.5 Pengelasan Pressure Vessel baja karbon rendah (mild steel) kombinasi sambungan tumpul (kampuh – V) dan sambungan T, posisi: Horisontal (2F / PB), Vertical Up (3G / PF) dan Multiple 90o Up (5F / PF):
a. Dilas dengan proses las busur listrik metal manual (SMAW / 111).
b. Dilas dengan proses las busur listrik gas metal (GMAW / 135). c. Dilas dengan proses las busur listrik Tungsten (GTAW / 141). d. Las SMAW (111) menggunakan elektroda AWS E 7016,
ø
2,6mm.
e. Las SMAW (111) menggunakan elektroda AWS E 7018,
ø
3,2 mm.d. Las GMAW (135) menggunakan elektroda AWS ER 70S-6,
ø
1,0 mm.e. Las GTAW (141) menggunakan elektroda AWS ER 70S-6,
ø
2,0 mm.f. Pada saat mulai sampai berakhir pengelasan, material tidak boleh dibolak balik.
g. Permukaan las tidak boleh digerinda, untuk proses SMAW (111) hanya boleh di chipping dan di sikat (brushing) serta selalu di laporkan ke Juri untuk di nilai, baru di lanjutkan ke proses berikutnya.
h. Setiap ujung lasan tidak boleh digerinda dan setiap langkah pada las harus dilaporkan ke juri untuk dinilai.
i. Permukaan las penutup / capping serta daerah sekitar las tidak boleh digerinda, hanya di lakukan pembersihan dengan sikat baja (brushing).
j. Bila material rusak dalam proses pengerjaan tidak dapat diganti atau mengulang dengan material baru.
GAMBAR KERJA: 4
7 BATU GERINDA 100 X 16 X 6 mm & 100 X 16 X 3 mm 6 Gas pelindung GMAW CO2
5 Gas Pelindung GTAW Argon
4 Electrode SMAW AWS E7016, Ø 2,6 mm 3 Electrode GMAW AWS ER 70S-6, Ø 1,0 mm 2 Electrode GTAW AWS ER 70S-6, Ø 2,0 mm
1 PIPA BAJA KARBON RENDAH SCH 80 : 125mm x 6 “ √ 30 – 35O = 2 PCS
NO./POSISI BAHAN / MATERIAL SPESIFIKASI
NAMA TANGGAL KETERANGAN
DIGAMBAR BAUD WIDODO, S.Pd. 19 – 10 – 2016 Setelah selesai pengelasan, permukaan lasan dan material sekitar
las tidak boleh DI GERINDA
DIPERIKSA YUDIA BAKTI 19 – 10 - 2016
LKS - SMK
–
NASIONAL
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH
KEJURUAN TAHUN : 2017
1 2
3 5
4 141-PB 111-PB 111-PB 141-PF 135-PF 135-PF 135-PF Notes :
Welding process : 111 = SMAW Welding process : 135 = GMAW Welding process : 141 = GTAW 20
20
20 20
10
81
67,5 67,5
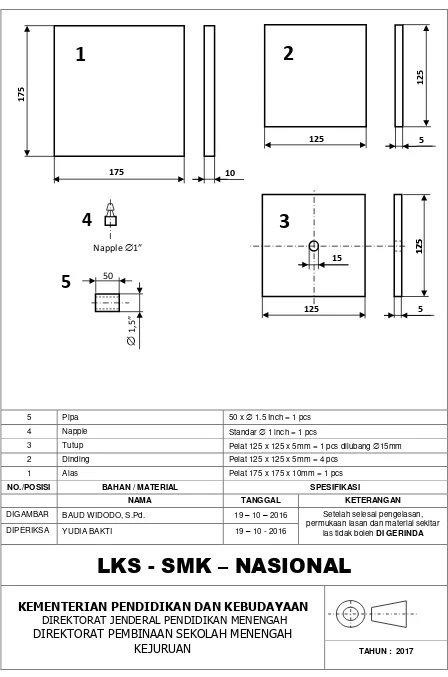
GAMBAR KERJA: 5
5 Pipa 50 x 1.5 Inch = 1 pcs 4 Napple Standar 1 inch = 1 pcs
3 Tutup Pelat 125 x 125 x 5mm = 1 pcs dilubang 15mm 2 Dinding Pelat 125 x 125 x 5mm = 4 pcs
1 Alas Pelat 175 x 175 x 10mm = 1 pcs
NO./POSISI BAHAN / MATERIAL SPESIFIKASI
NAMA TANGGAL KETERANGAN
DIGAMBAR BAUD WIDODO, S.Pd. 19 – 10 – 2016 Setelah selesai pengelasan, permukaan lasan dan material sekitar
las tidak boleh DI GERINDA
DIPERIKSA YUDIA BAKTI 19 – 10 - 2016
LKS - SMK
–
NASIONAL
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN MENENGAH DIREKTORAT PEMBINAAN SEKOLAH MENENGAH
KEJURUAN TAHUN : 2017
175
5 125
15 1
2
5
3
175 10
175
1
125
125
5
2
1,5
”
50
5
INSTRUKSI KERJA
No. Dokumen : LKS-NAS - 01
Tanggal : 19 – 10 - 2016
PELAKSANAAN PENGELASAN
Revisi : 1
Halaman : 11
3.6. Mesin, peralatan kerja las dan alat pelindung diri yang rusak akibat kelalaian peserta lomba, maka peserta lomba (sekolah yang mengirimkannya) wajib mengganti atau memperbaiki.
Dibuat Oleh,
BAUD WIDODO, S.Pd.
Diperiksa Oleh,