Penerapan
Multi-Choice Goal Programm
ing (MCGP) untuk
pemilihan
supplier
dan alokasi order bahan baku di PT. “X”
menggunakan analisa Taguchi
Loss Function
dan AHP
Dosen Pembimbing:
Prof. Dr. M. Isa Irawan, MT
Oleh:
Emy Syuprihatin
1206 100 033
Jurusan Matematika
Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Teknologi Sepuluh Nopember
PENDAHULUAN
TINJAUAN PUSTAKA
METODE PENELITIAN
ANALISIS DAN
PEMBAHASAN
KESIMPULAN DAN
SARAN
DAFTAR PUSTAKA
LATAR BELAKANG
PEMILIHAN SUPPLIER DAN ALOKASI ORDER BAHAN BAKU DARI PEMASOK PT. X KETERSEDIAAN STOK ORDER BAHAN BAKU TAGUCHI LOSS FUCTION MCGP AHP KRITERIA QUALITY LOSS PERCETAKANBagaimana pemilihan
supplier dan alokasi order
bahan baku di PT. X dengan menerapkan
multi-choice goal programming dari hasil analisa Taguchi
loss function dan AHP
RUMUSAN
MASALAH
BATASAN DAN
ASUMSI
1. Penilitian ini hanya dilakukan pada
supplier
yang mengsuply
material kertas, tinta, dan film di PT. Percetakan X Surabaya.
2. Penilaian performasi
supplier
dilakukan untuk periode Oktober,
November, dan Desember 2010.
3. Penilaian performasi
supplier
ditentukan oleh perusahaan.
4. Penyelesaian MCGP menggunakan LINGO 11.
BATASAN DAN
ASUMSI
1. Biaya variabel setiap
supplier
dan jumlah pemakaian bahan baku
dianggap konstan, dalam waktu yang tertentu.
2. Tidak terjadi perubahan kebijakan perusahaan yang berkaitan
dengan pengadaan material kertas, tinta, dan film selama
TUJUAN
MANFAAT
tujuan
Untuk memilih
supplier
dan menentukan jumlah order pesanan bahan baku di setiapsupplier
dengan menggunakan analisa TaguchiLoss Function, Analytical
Hierarchy Process
(AHP), danmulti-choice Goal Programming
(MCGP).manfaat
1. Perusahaan dapat mengetahui kriteria yang paling berpengaruh pada pemilihan
supplier
yang optimal.2. Perusahaan dapat mengetahui jumlah bahan baku yang harus dipesan di setiap
suuplier
untuk mengurangi kerugian.3. Mendapatkan alternatif
supplier
yang terbaik untuk dasar pengambilan keputusan.Penelitian mengenai pemilihan
supplier
sebelumnya dilakukan oleh Heni Nurhidayanti dengan menggunakan pendekatanpossibility
untuk menyelesaiakan fuzzymulti-objective programming
. Model permasalahan pemilihansupplier
yang dibahas dalam Tugas Akhir ini masih menggunakan metode dimana α –cut technique
digunakan untuk mengubah fuzzymulti-objective programming
menjadistandart deterministic programming
.Penelitian serupa dilakukan oleh Chin – Nung Liao dan Hsing – Pei Kao dalam papernya yang berjudul
Supplier selection model using Taguchi loss function,
analytical hierarchy process and multi – choice goal programming
. Model permasalahan pada paper ini kriteria yang digunakan masih sederhana,quality
loss
setiapsupplier
masih belum dianalisa. Pemilihansupplier
pada paper tersebut masih sangat bergantung dengan aspek finansial.Pada proses ini, dilakukan pemilihan
supplier
yang terbaik diantara yang dapat menyediakan material atau komponen yang dibutuhkan. Tujuan utama dari proses pemilihansupplier
adalah untuk menentukansupplier
yang dapat memenuhi kebutuhan perusahaan secara konsisten dan meminimasi resiko-resiko yang berkaitan dengan pengadaan bahan baku maupun komponen.Alokasi order merupakan penentuan jumlah stok bahan baku yang dapat dibeli pada setiap
supplier
untuk meminimumkan kerugian, meminimumkan cacat bahan baku, dan meminimumkan harga.Analytical Hierarchy Process (AHP) adalah suatu metode
unggul untuk memilih aktivitas yang bersaing atau
banyak alternatif berdasarkan kriteria tertentu atau
khusus.
Dalam pemilihan supplier terdapat beberapa kriteria
yaitu [3]:
1. Product Quality (PQ).
2. Price (P).
3. Delivery Time (DT).
4. Flexibility (F).
5. Responsiveness (R).
6. Service Satisfaction (SS).
7. Warranty Degree (WD)
1. Nominal is best
Total quality loss
1. Studi pendahuluan 2. Pengambilan data
Data yang digunakan pada penelitian ini adalah data yang diperoleh periode bulan Oktober, November dan Desember tahun 2010 berupa data sekunder dan data primer dari PT. Percetakan X Surabaya
3. Pengolahan data
• Mengolah input data sekunder dari perusahaan dengan menggunakan Taguchi
Loss Function
untuk mendapatkan kerugian total dengan menggunakan analisa kriteria kualitas, keterlambatan barang, ketersediaan stok dan isu strategis.• Mecari bobot kriteria dan
supplier service factor rating
dari hasil kuesioner matriks perbandingan berpasangan antar kriteria dansupplier
terhadap kriteria.3. Pengolahan data (Lanjutan……)
• Mencari nilai total
quality loss
dari masing – masing untuk mendapatkan order pemesanan pada setiapsupplier.
• Nilai kerugian total masing-masing
supplier
dari hasil analisa Taguchiloss
Function
dan bobot dari setiap kriteria disubtitusikan kedalam modelMulti-choice Goal Programming,
dengan nilaiquality loss
sebagai koefisien di fungsi tujuan sedangkan bobot dari setiap sebagai koefisien pada fungsi kendala.• Seanjutnya untuk mendapatkan
supplier
yang optimal digunakan software LINGO 11 untuk menyelesaikan model pada point 4.Data Sekunder
1. Harga yang diberikan oleh setiap
supplier
2. Kapasitas stok yang diberikan dari setiap
supplier
3. Keterlambatan waktu kirim 4. Ketersediaan stok
5. Cacat atau kekurangan jumlah barang 6. Kebijakan perusahaan terhadap
supplier
7. Kerugian perusahaan Data Primer berupa kuesioner
1.
Supplier service factor rating
Dengan analytical hierarchy process (AHP) bobot setiap kriteria diketahui sebagai berikut:
KRITERIA BAHAN BAKU
KERTAS TINTA FILM
Kualitas 0.18820458 0.131894841 0.227840485 Harga 0.176362475 0.149751984 0.161930827 Waktu Antar 0.116752666 0.119394841 0.103155707 Ketersediaan stok 0.129910561 0.161855159 0.141854525 Tingkat Jaminan 0.107614011 0.11046627 0.111017504 Kemudahan Pembayaran 0.113169566 0.118204365 0.090820109 Tingkat Kerjasama & Pertukaran info 0.09978838 0.10421627 0.095816543
Kec & tanggapan
komplain 0.068197762 0.10421627 0.0675643
Suatu indeks konsistensi dapat dihitung dengan menggunakan persamaan 2.5, indeks konsistensi ini dihitung untuk mengukur tingkat inkonsistensi dalam perbandingan berpasangan.
Dengan cara yang sama untuk bahan baku kertas dan tinta dan film didapatkan:
2. Tinta
3. Film
Karena nilai
consistency ratio
(CR) pada setiap pemilihansupplier
bahan baku < 0.1 maka bobot dari setiap kriteria sudah memuaskan sehingga bisaDengan analytical hierarchy process (AHP) bobot setiap supplier diketahui sebagai berikut : 1. Kertas supplier Kriteria
K H WA KS KeP TJ TKPi KTK I 0.333 0.604 0.387 0.3206 0.3278 0.5889 0.333 0.3278 II 0.333 0.258 0.443 0.454 0.4111 0.2519 0.333 0.4111 III 0.333 0.139 0.139 0.1386 0.2611 0.1593 0.333 0.2611
2. Tinta supplier Kriteria
K H WA KS KeP TJ TKPi KTK I 0.411 0.411 0.537 0.5 0.411 0.49 0.407 0.49 II 0.328 0.328 0.268 0.25 0.328 0.312 0.329 0.312 III 0.261 0.261 0.195 0.25 0.261 0.198 0.264 0.198
2. Film supplier Kriteria
K H WA KS KeP TJ TKPi KTK I 0.4 0.537 0.537 0.537 0.537 0.525 0.579 0.4 II 0.4 0.268 0.268 0.268 0.268 0.334 0.187 0.268 III 0.2 0.195 0.195 0.195 0.195 0.142 0.234 0.195 Tabel 2 Tabel 3 Tabel 4
Untuk kriteria-kriteria kritis yang bisa menyebabkan kerugian, PT. X mengharapkan hasil yang diinginkan adalah sekecil mungkin, maka untuk mendapatkan nilai tersebut menggunakan fungsi Taguchi loss function smaller is better, sementara untuk kriteria tambahan kecuali kriteria ketersediaan stok perusahaan mengharapkan hasil yang diinginkan dimaksimalkan, maka untuk mendapatkan nilai tersebut menggunakan fungsi Taguchi loss function higher is better.
1. Kertas 2. Tinta 2. Film supplier K H WA KS TJ KP TKPI KTK I 1388.9 29831 2151.7 71.25 14277 15986 9048.9 14277 II 5555.6 12784 2460.3 100.88 17906 7617.7 10082 17906 III 5555.6 6931.4 770.15 30.8 11373 0.6937 14519 11373 supplier K H WA KS TJ KP TKPI KTK I 0 16404 2985.4 173.61 15738 13315 11053 21363 II 5463 13472 1489 86.81 12548 13585 14311 13585 III 17407 11700 2432.7 86.81 11373 8607.4 11511 8607.4 supplier K H WA KS TJ KP TKPI KTK I 0 19160 11942 119.4164 20571 14243 22179 20571 II 0 13401 5955.9 59.55855 10260 10095 9325.4 13401 III 0 7688.4 9730.6 43.24729 9730.6 7077.9 11706 9730.6
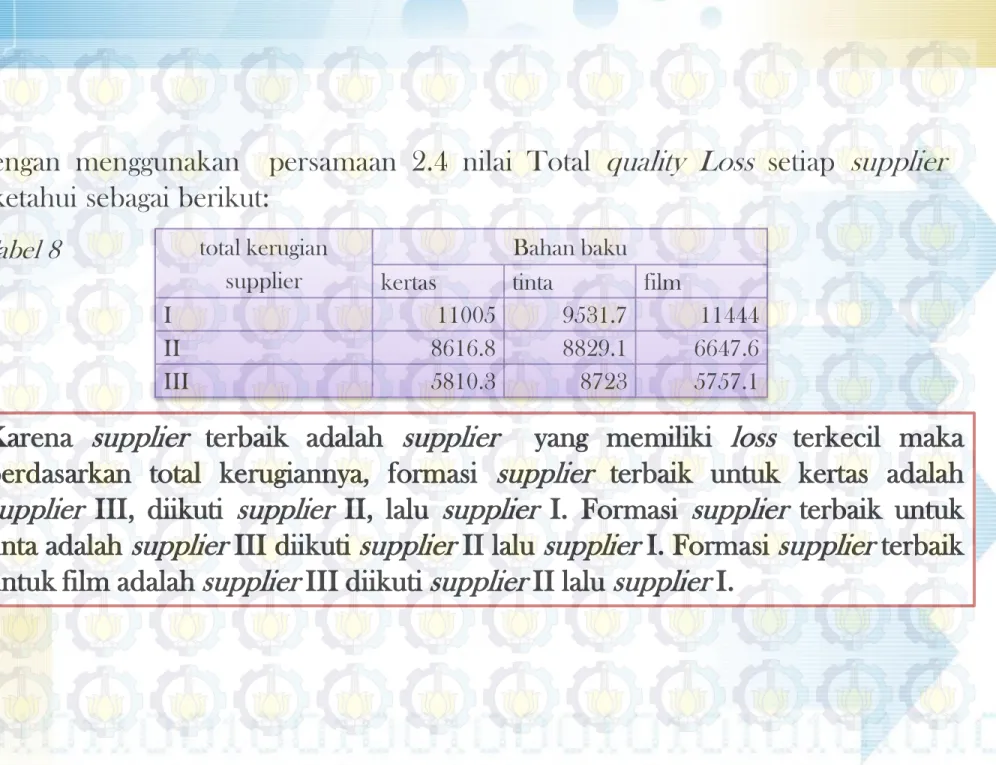
Dengan menggunakan persamaan 2.4 nilai Total
quality Loss
setiapsupplier
diketahui sebagai berikut:
Karena
supplier
terbaik adalahsupplier
yang memilikiloss
terkecil maka berdasarkan total kerugiannya, formasisupplier
terbaik untuk kertas adalahsupplier
III, diikutisupplier
II, lalusupplier
I. Formasisupplier
terbaik untuk tinta adalahsupplier
III diikutisupplier
II lalusupplier
I. Formasisupplier
terbaik untuk film adalahsupplier
III diikutisupplier
II lalusupplier
I.Tabel 8 total kerugian supplier
Bahan baku
kertas tinta film
I 11005 9531.7 11444
II 8616.8 8829.1 6647.6
Berdasarkan hasil Lingo 11, alokasi order bahan baku kertas
adalah 70 rim
supplier
I, 100 rim
supplier
II dan 80 rim
supplier
III. Alokasi order bahan baku tinta adalah 7kg
supplier
I, 10kg
supplier
II dan 8kg
supplier
III. Alokasi order bahan baku film
adalah 0cm
supplier
I, 400cm
supplier
II dan 100cm
supplier
Fungsi tujuan
Berdasarkan hasil LINGO 11, didapatkan hasil bahwa untuk
supplier
kertas,supplier
yang terbaik adalahsupplier
II, untuksupplier
tintasupplier
yang terbaik adalahsupplier
I, dan untuksupplier
filmsupplier
yang terbaik adalahsupplier
II seperti ditunjukan pada tabel 4.21 berikut:Kesimpulan
Dalam pengambilan keputusan,
Analytical
Hierarchy
Process
mampu menyelesaikan masalah penilaian bobot kriteria dan penilaian bobotsupplier
terhadap kriteria, sehingga sangat membantu pengambil keputusan untuk mengetahui kriteria terbaik dari setiapsupplier
yang akan diajak kerjasama. Pengambil keputusan tidak hanya mengacu pada kriteria umum saja, melainkan kriteria tambahan sangat berpengaruh dalam pemilihan
supplier
.Dengan Taguchi
Loss Function,
kerugian setiapsupplier
terhadap setiap kriteria dapat diketahui sehingga biaya yang dikeluarkan tidak menyimpang jauh dari target dan toleransi yang diberikan oleh PT. “X” terhadap semuaKesimpulan
Lanjutan…..
Berdasarkan output pada Lingo 11 alokasi order bahan baku masing – masing
supplier
dengan tujuan meminimumkan harga, meminimumkan kerugian dan meminimumkan jumlah bahan baku yang cacat adalah:•Alokasi order bahan baku kertas untuk
supplier
I, II, dan III adalah masing – masing 70rim, 100rim, dan 80rim.•Alokasi order bahan baku tinta untuk
supplier
I, II, dan III adalah masing – masing adalah 7kg, 10kg, dan 8kg.•Alokasi order bahan baku film untuk
supplier
I, II, dan III adalah masing – masing adalah 0cm, 400cm, dan 100cm.•Dari hasil analisa AHP, Taguchi
loss function
dan output Lingo 11 dari MCGP, formasisupplier
terbaik di PT. “X” adalahsupplier
kertas, tinta dan film adalah II, I dan II.Saran
Dalam penelitian ini kriteria-kriteria yang digunakan masih kurang, untuk penelitian selanjutnya perlu dipertimbangkan mengenai efek finansial setiap
supplier
dan pengalaman kerjasama setiapsupplier
karena kriteria tersebut sangat berpengaruh dalam pemilihansupplier
denganquality loss nominal – is – best – loss function.
Untuk peneltian selanjutnya, dapat dilakukan penggabungan antara AHP, Taguchi
Loss Function,
dan TOPSIS. Karena teknik TOPSIS dapat meminimalkan jarak dari titik ideal sekaligus bersamaan memaksimalkan jarak dari titik anti-ideal, dalam hal ini adalah nilai target.Dalam memilih
supplier
, baiknya perusahaan dalam mengambil keputusan tidak hanya melihat kriteria dari sisi finansial saja misalnya harga ataupun kualitas saja melainkan perusahaan perlu mempertimbangkan bobot dari kriteria tambahan dan kerugian yang ditimbulkan dari setiapsupplier
untuk semua kriteria, tidak hanya 1 atau 2 kriteria saja.Daftar Pustaka
[1] Chang, Ching – Ter. 2007.”Revised multi-choice goal programming”. Journal of Applied Mathematical Modelling, 2008, vol 32, 2587 – 2595
[2] Hartati, Vera, Ridha. 2009. “Pendekatan model Fuzzy Goal Programming dalam penetapan pembobotan Prioritas dari metode Analytical Hierarchy Process”. Universitas Sumatera Utara. Tugas Akhir S1 Jurusan Matematika.
[3] Kusrini. 2007. “Konsep dan Aplikasi Sistem Pendukung Keputusan”. Andi Offset Yogyakarta, 2007. [4] Liao, Chin – Nung., & Kao, Hsing – Pei. 2009. “Supplier selection model using Taguchi loss function, analytical hierarchy process and multi – choice goal programming”. Journal of computers & Industrial Engineering, 2010, vol 58, 571 – 577
[5] Nurhidayanti, Heni,.(2010).”Pemilihan Supplier Dengan Pendekatan possibility fuzzy multi – objectiveprogramming”. Institut Teknologi Sepuluh Nopember. Tugas Akhir Jurusan Matematika.
[6] Render, Barry,. & Stair, Ralph M. 1994. “Quantitative Analysis for Management” United states of amerika.
[7] Ross, J, Phillip,.1988. “Taguchi Techniques for Quality Engineering”.McGraw – Hill
[8] Saaty, L, Thomas,.1986. “Pengambilan Keputusan Bagi pemimpin”. STIKOM Yogyakarta.
[9] Taha, A, Hamdy,. 2003. “Operations Research an Introduction”. Pearson Education. Seventh edition
[10] Taylor, Waine A. 1991. “Optimization & Variation Reduction in Quality”. McGraw-Hill. Inc.
[11] Taguchi, Genichi,. & Elsayed, Elsayed A,. & Hsiang, Thomas.1989. ”Quality engineering in Production Systems”. McGraw-Hill Book Co. Singapore.