Material 06
MODIFIKASI GATING SYSTEM UNTUK MENGATASI
CACAT SHRINKAGE PADA BAGIAN GROOVE PADA PRODUK
PUMP CASING F-60 DENGAN MATERIAL AISI 304
Dony Perdana 1*, Eddy Gunawan 2 dan Miftahul Munif 3
1
Dosen, Jurusan Teknik Mesin, Universitas Maarif Hasyim Latif Sidoarjo, Jatim – Indonesia E-mail : [email protected]
2
Dosen, Jurusan Teknik Mesin E-mail : [email protected]
3
Mahasiswa, Jurusan Teknik Mesin E-mail : [email protected]
ABSTRAK
Produk Pump Casing F-60 adalah salah satu mass product PT. X produk ini berfungsi sebagai
casing pompa yang digunakan di perhotelan dan gedung-gedung, produk ini dibuat dengan spesifikasi material AISI 304 dan menggunakan metode cetakan investment casting karena produk
ini merupakan salah satu produk yang presisi. Langkah penanganan cacat shrinkage pada Pump
Casing F-60 ini ditinjau dari segi gating system. Pencarian sumber cacat dilakukan berdasarkan
hasil perhitungan gating system dan riser yang digunakan dengan perbandingan hasil sebelum dan sesudah perubahan. Perancangan ulang dilakukan dengan menambahkan runner dan riser pada bagian groove. Hasil perancangan ulang pada desain hasil perubahan menunjukan peningkatan yang dapat menghilangkan penyebab munculnya cacat shrinkage karena penambahan sistem saluran
runner dan riser baru yang berfungsi memberi cairan logam yang berkurang akibat penyusutan
dibagian groove.
Kata kunci : Casting, shrinkage, gating system. Pendahuluan.
Pengecoran investment (pengecoran pola hilang atau pengecoran presisi) adalah proses yang paling banyak digunakan selama beberapa abad. Dalam teknik pengecoran ini, pola biasanya terbuat dari lilin, digunakan dalam membentuk rongga dalam cetakan tahan api. Pola ini dibentuk dengan menyuntikkan lilin cair ke dalam bentuk cetakan permanen yang diinginkan dan didinginkan sampai padat. Proses pengecoran investment memberikan permukaan akhir yang baik, akurasi dimensi tinggi, dan bentuk yang kompleks. Akan tetapi ada beberapa kelemahan seperti penyusutan [1]. Penyusutan lilin adalah komponen terbesar dari perubahan dimensi keseluruhan antara pola dan bagian cor yang sesuai [2]. Desain sistem saluran yang optimum bisa mengurangi aliran
turbulen logam cair, mengurangi gas dan
terperangkapnya kotoran [3]. Saluran bawah digunakan untuk mengetahui pengaruh ukuran saluran pada kecepatan masuknya logam cair ke
dalam cetakan pelat vertikal. Hasilnya menunjukkan bahwa penting kecepatan masuknya logam cair mengisi cetakan, kecil sekali oksida terperangkap. Geometri sistem saluran merupakan faktor yang sangat penting yang mempengaruhi pola mengisi cetakan [4].
Pump Casing F-60 yang berfungsi sebagai casing pompa, pompa yang biasanya dipakai
untuk pompa air bersih di perhotelan. Produk ini dibuat dengan spesifikasi material AISI 304 dengan memakai metode investment casting. Pada teknisnya hasil dari casting ini masih terdapat defect yaitu shrinkage. Hal ini menjadi masalah serius dimana perusahaan ini menuntut prosentase rejectnya menurun. Jika ditinjau dari kaidah-kaidah pengecoran logam, munculnya cacat cor ini kemungkinan penyebab paling besar adalah riser pada bagian groove ini tidak ada, maka pada bagian ini tidak ada yang menyuplai cairan logam. Maka penanganan difokuskan pada sistem saluran dengan menambahkan runner dan mengubag posisi in
Material 06
gate yang baru pada letak cacat tersebut untuk
mensuplai cairan yang cukup dan mengatasi cacat shrinkage.
Metodologi Penelitian
Produk Pump Casing F-60 dirancang memiliki
dua rongga cetak (cavity).Sistem saluran dan penambah dirancang sedemikian rupa agar dapat mengalirkan cairan menuju ke setiap rongga cetak. Gambar 3.1(a) dan Gambar 3.1(b) dapat diketahui gambar rancangan Pump
Casing F-60, tidak terdapat riser dibagian groove
(a) (b) Gambar 1. a. Benda kerja Pump Casing F-60. dan b. gating system pattern wax
Desain Sistem Saluran dan Penambah Sebelum
Perancangan Ulang
Perancangan ulang dilakukan dengan analisis pada riser dan dibantu dengan studi literatur. Analisis dilakukan dengan cara menghitung volume benda cor, modul benda cor, dan perhitungan sistem saluran serta riser. Dari hasil perhitungan ini penulis dapat menyimpulkan terjadinya cacat shrinkage yang terjadi pada Pump Casing F-60.
a
b
Gambar 2. (a) dan (b) gating system pattern
wax
Alat dan Bahan
Modifikasi gating system dengan menambahkan berupa runner dan in gate dan
riser dibagian groove yang dilakukan pada
proses wax assembly, berikut alat dan bahan yang digunakan antara lain:
1. Mesin injeksi lilin 2. Pola cetakan (dies) 3. Wax (lilin)
4. Cutter 5. Penggaris
6. Water welder (mesin las lilin) Analisis Masalah
Untuk mengetahui bottleneck masalah, peneliti menggunakan diagram fishbone
Gambar 3. Diagram fishbone mengenai analisis sebab akibat terjadinya shrinkage pada Pump
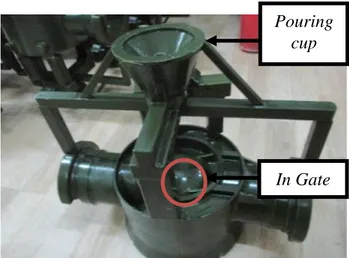
Casing F-60 Riser
Pouring cup
Material 06 Analisis Cacat Coran (Casting Defect)
Langkah awal dari proses perancangan ulang sistem saluran yaitu menganalisis cacat coran pada produk, sehingga kita bisa mengambil parameter-parameter untuk memodifikasi sistem saluran tersebut. Cacat coran disebabkan karena beberapa faktor, seperti: temperatur terlalu tinggi atau terlalu rendah, kondisi desain atau bentuk benda tuang dimana pembekuan terjadi tidak merata, suplai cairan yang kurang karena jangkauan riser yang jauh dari benda tuang. Pada produk Pump Casing F-60 terdapat cacat shrinkage, cacat ini berada di bagian
groove.
Setelah menganalisis cacat coran yang terjadi pada produk Pump Casing F-60, cacat coran ini berupa shrinkage pada groove karena tidak ada
suplai cairan logam, maka penulis melakukan
modifikasi dengan menambahkan sistem saluran berupa riser, runner dan in gate.
Gambar 4.Cacat cor shrinkage pada bagian
groove
Data Benda Cor Pump Casing F-60
a. Nama benda : Pump Casing F-60 b. Material : AISI 304
c. Modul benda : 0.471 cm
d. Volume benda : 1559851.99 mm3 e. Berat jenis : 7,85 kg/dm3
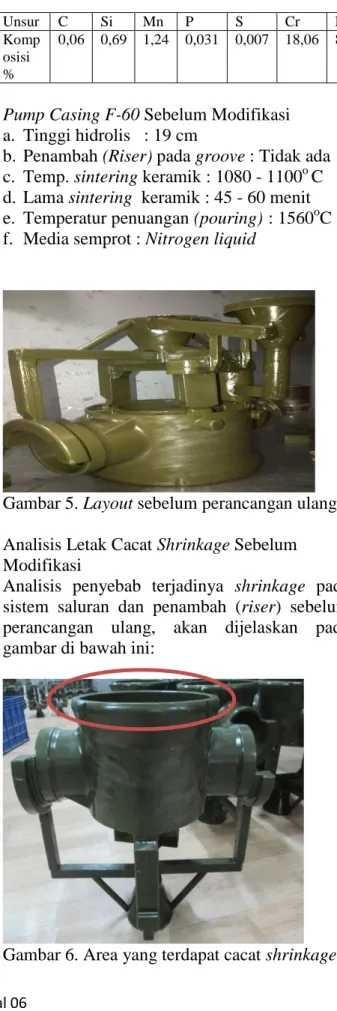
f. Berat benda : 12,16 kg Tabel 1. Komposisi material AISI 304
Unsur C Si Mn P S Cr Ni Mo
Komp osisi %
0,06 0,69 1,24 0,031 0,007 18,06 8,17 0,3
Pump Casing F-60 Sebelum Modifikasi
a. Tinggi hidrolis : 19 cm
b. Penambah (Riser) pada groove : Tidak ada c. Temp. sintering keramik : 1080 - 1100o C d. Lama sintering keramik : 45 - 60 menit e. Temperatur penuangan (pouring) : 1560oC f. Media semprot : Nitrogen liquid
Gambar 5. Layout sebelum perancangan ulang Analisis Letak Cacat Shrinkage Sebelum Modifikasi
Analisis penyebab terjadinya shrinkage pada sistem saluran dan penambah (riser) sebelum perancangan ulang, akan dijelaskan pada gambar di bawah ini:
Material 06 Gambar 7.Posisi shrinkage pada benda cor.
Perhitungan Penambah (Riser)
MBT = Volume ………(1)
LPA Dengan, MBT = modul benda tuang (mm) Volume = volume modul benda tuang (mm3) LPA = luas penampang panas aktif (mm2) Modul penambah = Modul benda tuang x 1,2 Tabel 2. Tipe penambah Penentuan Dimensi Penambah (riser) Dari bentuk tipenya riser yang digunakan dengan tipe 3 Ø = 4,53 x MP ………(2) V = 1,04 D3 ………(3) BP = V x ρ .………(4) MLP = 1,1 x MBT .………(5) DLP = 4 x MLP ..………(6) Dengan, Ø = diameter (mm) V = volume (mm3) BP = berat penambah (kg) ρ = massa jenis (gram/cm3) MLP = modul leher penambah (mm) DLP = dimensi leher penambah (mm) Kebutuhan Penambah (Riser) Vf = ………(7)
Dengan, Vf = volume penambah (kg) Vc = volume benda tuang (kg) S = penyusutan cair + kristal (%) X = efisiensi penambah 33% - 50% Perhitungan Gating System Waktu tuang (tp) = √ ………(8)
Dengan, G = berat total casting Tinggi hidrolis (h) Gambar 8. Tinggi hidrolis H = a – (b/2) ………(9)
Sistem Saluran Perbandingan luas penampang sistem saluran: A sprue : A runner : A ingate = 1 : K : 1 Keterangan: K : √ K : 2 n : jumlah saluran masuk Saluran masuk (In gate) Asm = H tp xG . . . 6 . 22 ……….…(10) Dengan, Asm = saluran masuk
ξ = factor hambat alir stainless steel (0,4) s V x s c . Riser Type Riser Diameter Riser Volume 1 D = 5.68 Mr V = 1.06 D3 2 D = 4.91 Mr V = 1.16 D3 3 D = 4.53 Mr V = 1.04 D3
Material 06 Saluran Turun (Sprue)
Penampang saluran turun
Asm = 3.14 . r2 ……….…(11)
dengan, r = jari jari
Yield Benda
Yield sebelum perubahan :
Yield (%) = …..(12) Yield benda sesudah perubahan
Yield (%) = …..(13)
Hasil dan Pembahasan
Ditinjau dari segi perhitungan volume, modul, dan berat penambah (riser) untuk analisis cacat
shrinkage yang terdapat pada bagian groove.
Setelah mendapatkan hasil perhitungan riser, hasil perhitungan volume, modul, dan berat
riser lebih kecil dari volume, modul, dan berat
area cacat shrinkage. Modul riser tidak dibenarkan lebih kecil dari modul benda walaupun jika dijumlahkan hasilnya akan sama atau lebih besar dari modul benda tersebut, Karena riser akan mempunyai pembekuan yang lebih singkat dibandingkan waktu pembekuan benda dan akan menimbulkan terjadinya rongga pada benda atau cacat shrinkage
SEBELUM SESUDAH
Riser Tidak ada Ada
Saluran Pembagi
(runner) Tidak ada Ada Tinggi Hidrolis 19 cm 33,75 cm
Yield 30,43% 29,01%
Cycle Time/Tuangan 150 detik 45 detik
Leadtime/Heat 17,5 menit 5,25 menit
Kesimpulan
Kesimpulan diambil dari penelitian ini adalah: a. Pada area groove ditambah riser sehingga
pada bagian groove dapat tersuplai cairan ketika terjadi proses pembekuan.
b. Hasil trial modifikasi gating system ini dapat mencegah terjadinya shrinkage
karena penambahan riser, runner dan in
gate yang sesuai dengan tingkat kesulitan
produk tersebut
Referensi
[1] Er. Charanjeet Singh Sandhu, Er. Ajay Sharma, “Investigation of Optimize Wax
Pattern in the Investment Casting by Using the Different Form of Waxes”, IOSR-JMCE, vol. 3, no. 9, pp. 01-06, 2012.
[2] V.F. Okhuysen, K. Padmanabhan, and R.C. Voigt, “Tooling allowance practices in investment casting industry”, Proceedings
of the 46th Annual Technical Meeting of the Investment Casting Institute, Orlando,
USA, 1998, Paper no. 1.
[3] V.S.R.Murti, and A. Chennakesava Reddy,
Finite difference analysis of gray cast-iron solidification process, National Conference
on Computer integrated Design and Manufacturing, Coimbatore, 28-29th November 2003, pp. 103-110.
[4] J.Runyoro, S.M.A.Boutorabi, and J.Campbell, Critical gate velocity for film
forming casting alloys, a basis for process specification, AFS Transactions, 1992:100,
pp. 225-234.
[5] Ammen, C.W. (1979). The Complete
Handbook of Sand Casting.USA : Tab