1
IMPROVEMENT STAND JIG SEALER
UNTUK PENINGKATAN KAPASITAS
PRODUKSI
Siti Wahyu Dwi Astuti
PT. Astra Daihatsu Motor
Jl. Gaya Motor Barat No. 1 Sunter II Jakarta (021) 6531-0202
sitiwahyu.dwiastuti@gmail.com
ABSTRAK
Tujuan dari penelitian ini adalah membuktikan bahwa hasil improvement stand jig sealer dapat membantu mencapai target cycle time ≤ 80 detik. Metode yang dilakukan dengan analisis hasil perhitungan data waku kerja sesudah improvement dengan data output produksi menggunakan SPSS-versi 19, perhitungan efesiensi produksi, perhitungan produktivitas, dan perhitungan finansial investasi. Hasil yang didapatkan adalah tercapainya target percepatan cycle time ≤80 detik setelah adanya improvement stand jig sealer, hasil perhitungan SPSS-versi 19 dari uji hipotesis satu sisi adalah penolakan terhadap Ho:µ≥80 detik, korelasi rs=0.84, regresi y=-0.159+0.642x, validitas R tabel=0.4438, reliabilitas nilai cronbach’s
alpha=0.885>0.70, independensi (chi square) Asymp.Sig=0.028<0.05, efisiensi 95%, kenaikan
produktivitas 11%, analisis finansial (NPV 2,340,596>0, PI 2.04>1, IRR 45.56%>i=12.68%, PP=1.86). Sehingga dapat disimpulkan bahwa improvement stand jig sealer membantu meningkatkan kapasitas produksi PT. Astra Daihatsu Motor.(S)
Kata Kunci : Kapasitas produksi, cycle time, improvement, proses kerja
ABSTRACT
The purpose of this study is to prove that stand jig sealer improvement can help achieve the target cycle time ≤ 80 seconds. The method is done by analyzing the results of calculation working time after improvement with production output data using SPSS-version 19, the calculation of production efficiency, productivity calculation, and the calculation of financial investments. The results obtained are accelerating achievement of target cycle time ≤80 seconds after improvement stand jig sealer, the calculation of SPSS-19 version of the one-sided hypothesis test is rejection of Ho:µ≥80 seconds, the correlation rs=0.84, regression y = 0.159+0.642x, validity R table = 0.4438, reliability value of cronbach’s alpha = 0.885>0.70, independence (chisquare) Asymp.Sig=0.028<0.05, 95% efficiency, increase productivity 11%, financial analysis (NPV 2,340,596>0, PI 2.04>1, IRR 45.56%>i=12.68%, PP=1.86). It can be concluded that the stand jig sealer improvement helps increase the production capacity of PT. Astra Daihatsu Motor.(S).
2
PENDAHULUAN
Latar belakang dilakukannya improvement adalah adanya peningkatan kapasitas produksi yang ditandai dengan target percepatan cycle time ≤ 80 detik. Current condition untuk waktu kerja pada proses Sub
Assembly Inner Engine Hood masih diatas target dengan current cycle time tertinggi : 133“ dan masih
terjadi idle time untuk beberapa proses kerja, sehingga perlu adanya perbaikan proses kerja untuk area ini.
Dua penelitian sebelumnya dengan topik yang sama adalah analisis kelayakan investasi sensor infra red
transceiver terhadap endurance test di PT. Astra Honda Motor dan analisis studi kelayakan investasi
peningkatan kapasitas produksi die making PT. Astra Daihatsu Motor, metode yang dilakukan adalah menggunakan studi analisis kelayakan bisnis baik dari sisi teknik maupun finansial, namun penulis menggabungkan analisis kelayakan bisnis dengan metode statistik SPPSS agar hasil analisis yang didapatkan lebih akurat.
Rumusan masalah adalah :
1. Bagaimana hasil pencapaian cycle time setelah adanya improvement dengan stand jig sealer? 2. Bagaimana hasil analisis SPSS-versi 19 untuk data waktu kerja dan output produksi setelah
adanya improvement?
3. Bagaimana hasil efisiensi produksi setelah adanya improvement dengan stand jig sealer? 4. Bagaimana produktivitas manpower setelah adanya improvement dengan dengan stand jig
sealer?
5. Bagaimana perhitungan analisis finansial investasi dari stand jig sealer?
Tujuan dilakukan penelitian ini adalah untuk melakukan improvement serta analisis proses kerja dalam rangka peningkatan kapasitas produksi dengan target cycle time ≤ 80 detik.
METODE PENELITIAN
Metode yang digunakan peneliti adalah metode pengambilan data secara langsung menggunakan jam henti, lalu dari hasil tersebut dilakukan uji kecukupan data, uji keseragaman data, uji SPSS, dan menentukan efisiensi, produktivitas manpower, serta melakukan perhitungan analisis finansial.
HASIL DAN BAHASAN
Hasil pencapaian cycle time setelah adanya improvement stand jig sealer :
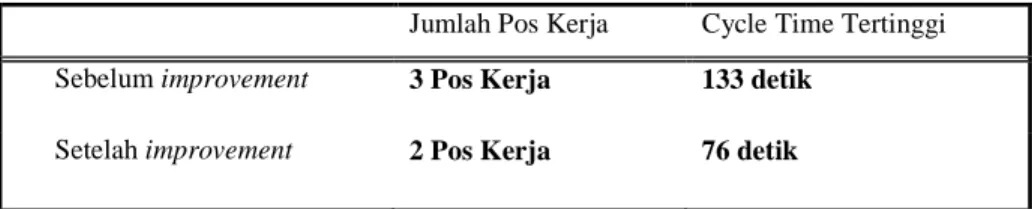
Tabel 1 Perbandingan Jumlah Pos Kerja dan Cycle Time Sebelum dan Sesudah Improvement
Terbukti bahwa dengan adanya improvement stand jig sealer membantu pencapaian target percepatan
cycle time ≤ 80 detik, hal ini berarti juga tercapainya tujuan peningkatan kapasitas produksi di jalur sub
assembly engine hood.
Jumlah Pos Kerja Cycle Time Tertinggi Sebelum improvement 3 Pos Kerja 133 detik
3
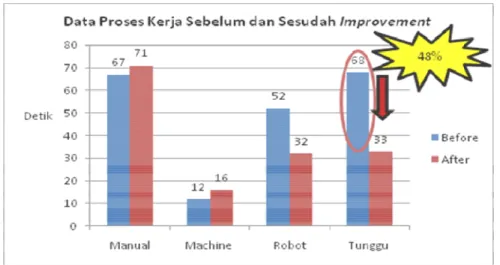
Gambar 1 Grafik Proses Kerja Sebelum dan Sesudah Improvement
Gambar 1 merupakan grafik yang menunjukkan perbandingan waktu kerja sebelum dan sesudah
improvement. Hal ini berarti bahwa improvement stand jig sealer mampu mengurangi jumlah manpower,
menurunkan cycle time serta menurunkan waktu tunggu hingga 48% Berikut adalah hasil dari improvement alat sealer
:
Gambar 2 Improvement Alat Sealer
4
Grafik diatas menunjukkan perbandingan tact time produksi bulan Mei (sebelum improvement dilakukan) dengan tact time produksi bulan November (setelah improvement dilakukan). Hal ini menunujukkan bahwa improvement stand jig sealer ikut membantu penurunan tact time produksi.
Hasil Pengukuran Waktu Kerja dengan Jam Henti
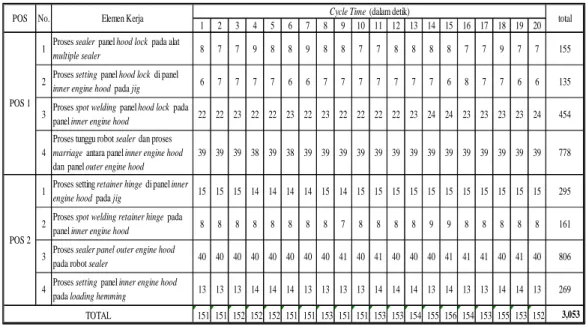
Berikut adalah hasil pengukuran waktu kerja dengan jam henti (stop watch time study) yang diambil dengan sampling sebanyak 20 kali di area Sub Assembly Engine Hood :
Tabel 2 Data Waktu Kerja dengan Jam Henti
Uji kecukupan Data Waktu Kerja dengan Jam Henti
Syarat : tingkat kepercayaan 95% dan derajat ketelitian 5%, didapatkan N’ = 0.15 kali pengamatan
.
Dari perhitungan diatas terlihat bahwa jumlah observasi yang seharusnya dilaksanakan (N’) lebih kecil daripada jumlah observasi yang telah dilakukan (N = 20). Kesimpulan yang dihasilkan adalah jumlah observasi yang telah dilaksanakan sebanyak 20 kali memberikan tingkat kepercayaan 95% dan tingkat ketelitian 5%.Uji Keseragaman Data Waktu Kerja dengan Jam Henti
Untuk mengetahui bahwa populasi data sampel yang digunakan memiliki penyeimbangan yang normal dari nilai rata – rata pada tingkat kepercayaan 95%, hasil uji keseragaman data adalah sbb:
Gambar 4 Grafik Keseragaman Data Cycle Time
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 1 Proses sealer panel hood lock pada alat
multiple sealer 8 7 7 9 8 8 9 8 8 7 7 8 8 8 8 7 7 9 7 7 155
2 Proses setting panel hood lock di panel
inner engine hood pada jig 6 7 7 7 7 6 6 7 7 7 7 7 7 7 6 8 7 7 6 6 135
3 Proses spot welding panel hood lock pada
panel inner engine hood 22 22 23 22 22 23 22 23 22 22 22 22 23 24 24 23 23 23 23 24 454 4
Proses tunggu robot sealer dan proses
marriage antara panel inner engine hood
dan panel outer engine hood
39 39 39 38 39 38 39 39 39 39 39 39 39 39 39 39 39 39 39 39 778
1 Proses setting retainer hinge di panel inner
engine hood pada jig 15 15 15 14 14 14 14 15 14 15 15 15 15 15 15 15 15 15 15 15 295
2 Proses spot welding retainer hinge pada
panel inner engine hood 8 8 8 8 8 8 8 8 7 8 8 8 8 9 9 8 8 8 8 8 161 3 Proses sealer panel outer engine hood
pada robot sealer 40 40 40 40 40 40 40 40 41 40 41 40 40 40 41 41 41 40 41 40 806 4 Proses setting panel inner engine hood
pada loading hemming 13 13 13 14 14 14 13 13 13 13 14 14 14 13 14 13 13 14 14 13 269 151 151 152 152 152 151 151 153 151 151 153 153 154 155 156 154 153 155 153 152 3,053
total
POS 1
TOTAL POS 2
5
Tabel 3 Pengolahan data untuk menggunakan SPSS- versi 19
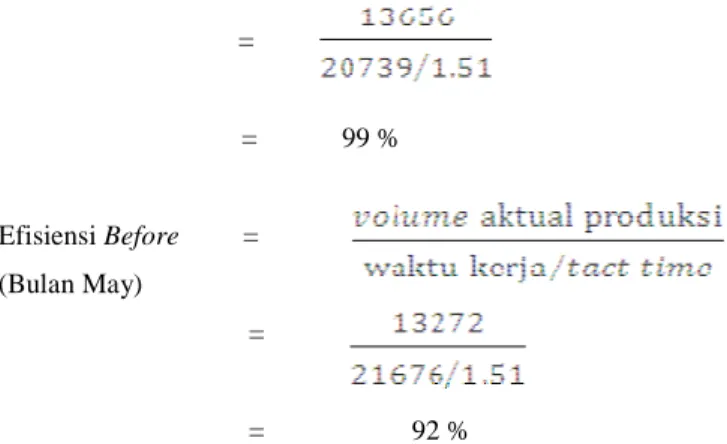
Perhitungan Efisiensi Produksi
Dari data tersebut, dapat dihitung efisiensi produksi dengan tact time = 1.51 menit
Efisiensi After = (Bulan November)
No Tipe Uji Hipotesis Hasil Uji Kesimpulan
Ho : data terdistribusi normal
H1 : data tidak terdistribusi normal
Ho : µ ≥ 80 detik t = -29644.395 ; df = 19 Ho : µ ≥ 80 detik ditolak
H1 : µ < 80 detik p-value= 0.000 < α = 0.05 Data cycle time memenuhi target
Ho : ρs = 0 rs = 0.883 Ho : ρs = 0 ditolak
H1 : ρs ≠ 0 p- value = 0.000 < α = 0.05 Hubungan yang signifikan antara cycle
time dengan tact time
Ho : b = 0 R² (R square ) = 79.0% Ho : b = 0 ditolak F = 67.731
p- value = 0.000 < α = 0.05
df = (N-2) dengan tingkat signifikansi 0.05 ; N =20
R tabel = 0.4438
Nilai cronbach’s alpha = 0.869 > 0.70 Reliabilitas baik
Cronbach's Alpha if Item Deleted = 0 <
0.869
Tidak ada data (item ) yang perlu direvisi atau dihapus.
Ho = tidak ada hubungan antara
cycle time dengan tact time Ho ditolak
Ha = terdapat hubungan antara
cycle time dengan tact time
Terdapat hubungan antara cycle time dengan tact time.
y = 0.497 + 0.511 x
Nilai cronbach’s alpha merupakan indeks internal
consistency dari skala
pengukuran 2 Hipotesis satu sisi untuk sisi
bawah
3 Korelasi Sperman’s Rank
Correlation
1 Normalitas Data
Normal Q-Q Plot menunjukkan bahwa titik-titik nilai data terletak kurang lebih dalam suatu garis lurus
Data berasal dari populasi terdistribusi normal
7 Independensi (Chi Square) Asymp. Sig = 0.04 < 0.05 5 Validitas Nilai rs = 0.883 dibandingkan
dengan R Tabel
Variabel yang diukur adalah valid karena nilai sperman’s rank
correlation = 0.883 > 0.4438
6 Reliabilitas
4 Regresi Linier Sederhana
6
= = 99 % Efisiensi Before = (Bulan May) = = 92 %Dari perhitungan efisiensi diatas, terlihat bahwa terjadi peningkatan efisiensi. Hal ini berarti improvement
stand jig sealer mampu membantu kenaikan efisiensi produksi. Perhitungan Produktivitas
Cara perhitungan untuk mencari produktivitas manpower pada shop welding dengan membandingkan produktivitas sebelum dan sesudah improvement :
Produktivitas before = = = 0.22 Produktivitas after = = = 0.33
Dari perhitungan produktivitas manpower diatas, selisih produktivitas after dan before terjadi kenaikan 11 %. Hal ini berarti improvement stand jig sealer mampu membantu kenaikan produktivitas manpower.
Analisis Finansial Data Biaya Improvement
Tabel 4 Data Biaya Improvement
NO Satuan QTY Harga Satuan
(Rp) Total (Rp)
I Equipment lot 1.0 10,053,500.00 10,053,500.00
(detail di lampiran) Total I 10,053,500.00
II Electric Work
Wiring Pneumatic lot 1.0 1,150,000.00 1,150,000.00
Total II 1,150,000.00
III Transportation + Overhead lot 1.0 615,000.00 615,000.00
Total III 615,000.00
Total I sd III 11,818,500.00 Profit, 10 % 1,181,850.00 GRAND TOTAL"tiga belas juta tiga ratus lima puluh 13,000,350.00
ribu rupiah"
7
Untuk menghitung analisis finansial, perlu terlebih dahulu membandingkan data cash inflow before dan
after improvement :
Data cash inflow didapat dari :
Cash inflow = harga usage before improvement - harga usage after improvement
= Rp. 121,142,890 - Rp. 113,102,346
= Rp. 8,040,544
Sedangkan data investasi awal didapat dari :
- Harga Equipment : Rp. 13,000,350 - Harga Material (sealer orotex) : Rp. 1,738,003 - Harga Energi (Listrik dan air) : Rp. 208,220 - Total Investasi awal : Rp. 14,946,573 Net Present Value (NPV)
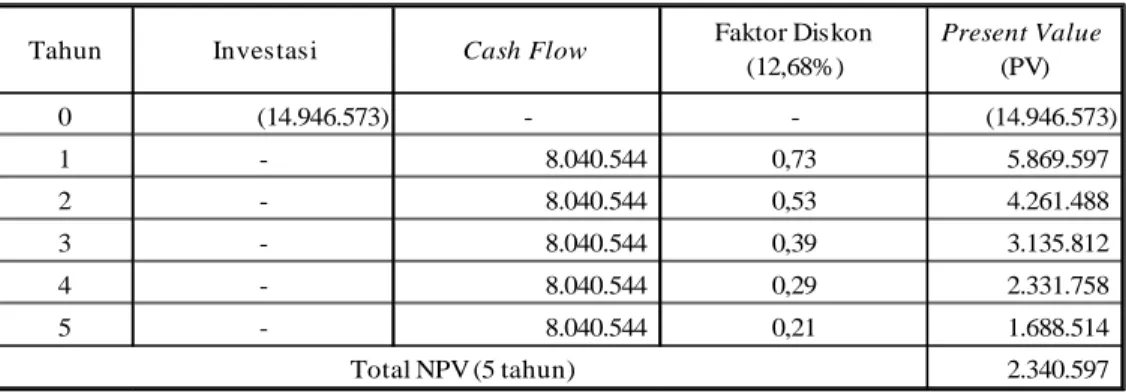
NPV dihitung dengan jangka waktu 5 tahun dengan i = 12.68%
Tabel 5 Net Present Value (NPV) selama 5 tahun (i=12.68%)
Faktor diskon didapat dari rumus : PV =
Suku bunga didapatkan dari nilai suku bunga tertinggi pada posisi akhir November 2012 yang diperoleh dari www.bi.go.id (lampiran)
Dari perhitungan tabel diatas, maka didapatkan jumlah NPV selama 5 tahun adalah lebih besar dari 0 atau NPV positif.
Profitability Index (PI)
Perhitungan Profitability Index adalah sebagai berikut :
PI = =
PI = 1.16
Maka dari perhitungan, didapat analisis bahwa Profitability Index (PI) >1
Tahun Investasi Cash Flow Faktor Diskon
(12,68%) Present Value (PV) 0 (14.946.573) - - (14.946.573) 1 - 8.040.544 0,73 5.869.597 2 - 8.040.544 0,53 4.261.488 3 - 8.040.544 0,39 3.135.812 4 - 8.040.544 0,29 2.331.758 5 - 8.040.544 0,21 1.688.514 2.340.597 Total NPV (5 tahun)
8
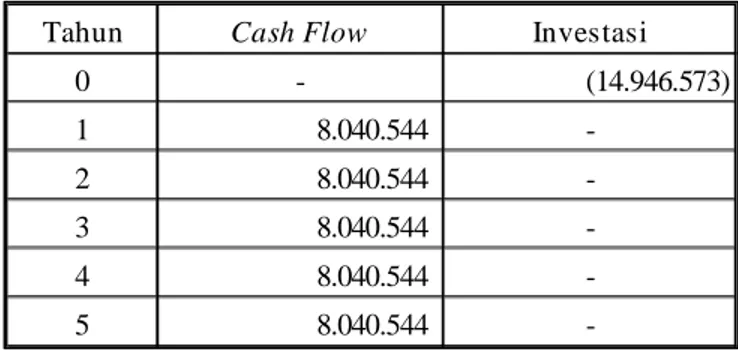
Internal Rate of Return (IRR)Untuk perhitungan analisis Internal Rate of Return (IRR) adalah sebagai berikut :
Tabel 6 Internal Rate of Return (IRR) selama 5 tahun
Setelah didapatkan tabel diatas, selanjutnya menghitung IRR menggunakan rumus IRR pada Microsoft
Excel nilai IRR adalah sebesar 45.56%. Hasil IRR perhitungan pada Microsoft Excel dibandingkan
dengan suku bunga yang dipilih yaitu i=12.68%, karena nilai IRR lebih besar maka investasi layak dijalankan.
Payback Period (PP)
Analisis perhitungan Payback Period (PP) dapat dilihat seperti tabel dibawah ini :
Tabel 7 Payback Period (PP) selama 5 tahun
PP =
PP =
PP = 1.86
Jadi masa pengembalian modal atau payback period dari investasi ini dapat dicapai selama 1.86 tahun atau 1 tahun lebih 9 bulan.
Tahun Keterangan Nilai Sisa
0 Investasi Awal 14.946.572,58 14.946.572,58 1 Cash Flow 8.040.543,67 6.906.028,91 2 Cash Flow 8.040.543,67 (1.134.514,75) 3 Cash Flow 8.040.543,67 (9.175.058,42) 4 Cash Flow 8.040.543,67 (17.215.602,09) 5 Cash Flow 8.040.543,67 (25.256.145,76)
Tahun Cash Flow Investasi
0 - (14.946.573) 1 8.040.544 -2 8.040.544 -3 8.040.544 -4 8.040.544 -5 8.040.544
-9
SIMPULAN DAN SARAN
Simpulan
- Improvement stand jig sealer membantu pencapaian target percepatan cycle time ≤ 80 detik, yang berarti juga tercapainya tujuan peningkatan kapasitas produksi di jalur sub assembly engine hood. - Hasil improvement stand jig sealer mampu mengurangi waktu tunggu proses kerja sebanyak 48% - Hasil analisis SPSS-versi 19 untuk data waktu kerja dan output produksi setelah adanya improvement,
menunjukkan bahwa pengujian memenuhi semua kriteria bahwa data cycle time memenuhi target ≤ 80 detik, valid, reliable.
- Hasil efisiensi produksi setelah adanya improvement dengan stand jig sealer terjadi peningkatan efisiensi 7%
- Produktivitas manpower setelah adanya improvement dengan stand jig sealer terjadi kenaikan 11% - Hasil perhitungan analisis finansial investasi dari stand jig sealer didapatkan :
1. Net Present Value (NPV) 2,340,597 > 0 2. Profitability Index (PI) 1.16 > 1
3. Internal Rate of Return (IRR) 45.56% > i = 12.68% 4. Payback Period (PP) dapat dicapai selama 1 tahun 9 bulan
Dari kesimpulan analisis finansial, maka aplikasi improvement stand jig sealer layak dijalankan.
Saran
- Bagi perusahaan, analisis yang disampaikan penulis dapat dijadikan acuan dasar pengambilan keputusan, apabila akan dilakukan improvement untuk kasus yang lain.
- Bagi perusahaan, menambahkan perhitungan analisis SPSS dari improvement stand jig sealer apabila diperlukan untuk kelengkapan analisis data.
- Bagi perusahaan, menambahkan perhitungan analisis finansial investasi dari improvement stand jig
sealer apabila diperlukan untuk kelengkapan analisis data.
- Bagi perusahaan, perlu adanya pengembangan analisis yang lebih jauh apabila improvement stand jig
sealer akan diaplikasikan untuk jalur welding Karawang Assembly Plant.
REFERENSI
Imai, M. (1999). Gemba Kaizen : Pendekatan Akal Sehat, Berbiaya Rendah Pada Manajemen. PT. Pustaka Binaman Pressindo : Jakarta
Johan, S. (2011). Studi Kelayakan Pengembangan Bisnis. Graha Ilmu : Yogyakarta
Prastito, A. (2004). Cara Mudah Mengatasi Masalah Statistik dan Rancangan Percobaan dengan SPSS 12. PT. Elex Media Komputndo : Jakarta
Sutalaksana, I., Anggawisastra, R.,Tjakraatmadja, J. (2000). Teknik Tata Cara Kerja. Institut Teknologi Bandung : Bandung.
Umar, H. (2009). Studi Kelayakan Bisnis. Gramedia Pustaka Utama : Jakarta. Uyanto, S. (2009). Pedoman Analisis Data Dengan SPSS. Graha Ilmu : Yogyakarta
Wignjosoebroto, S. (2008). Ergonomi : Studi Gerak dan Waktu. Institut Teknologi Sepuluh Nopember : Surabaya.
Wignjosoebroto, S. (2006). Pengantar Teknik & Manajemen Industri. Institut Teknologi Sepuluh Nopember : Surabaya.
RIWAYAT PENULIS
Siti Wahyu Dwi Astuti lahir di kota Bojonegoro pada tanggal 03 juni 1987. Penulis menamatkan pendidikan S1 di Universitas Bina Nusantara dalam bidang teknik industri pada tahun 2013. Saat ini bekerja sebagai salah satu staff production engineering di PT. Astra Daihatsu Motor.