UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 1
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 2
DAFTAR ISI
I. TUJUAN PEMBELAJARAN ... 4
II. PROSES PEMBUATAN PART ORNAMENT ... 4
2.1 Desain Part Ornament ... 4
2.2 Material Part Ornament... 5
2.3 Proses Manufaktur Part Ornament ... 5
2.3.1 Software Solidworks CAD (Computer-Aided Design) ... 6
a. Dasar Teori ... 6
b. Fungsi Solidworks CAD (Computer-Aided Design)... 6
c. Penggunaan Solidworks CAD ... 6
2.3.2 Software Ultimaker Cura ... 8
a. Dasar Teori ... 8
b. Fungsi Ultimaker Cura... 8
c. Penggunaan Ultimaker Cura ... 8
2.3.3 Mesin 3D Printer ... 16
a. Dasar Teori ... 16
b. Proses Mesin 3D Printer ... 19
c. Alat Bantu Mesin 3D Printer ... 20
d. Jenis-jenis Filament/Bahan Mesin 3D Printer ... 20
III. PROSES ASSEMBLY MENGGUNAKAN LAS ... 23
3.1 Desain Part Assembly... 23
3.2 Material Part Assembly ... 23
3.3 Proses Assembly ... 24
3.3.1 Mesin Las ... 24
a. Dasar Teori ... 24
b. Proses Mesin Las pada Assembly ... 27
c. Alat Bantu Mesin Las ... 29
d. Potensi Bahaya Mesin Las ... 30
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 3
3.3.2 Mesin Gerinda ... 31
a. Dasar Teori ... 31
b. Jenis-jenis Mata Gerinda ... 32
c. Proses Mesin Gerinda pada Produk Penggantung ... 34
d. Potensi Bahaya Mesin Gerinda ... 35
e. Alat Pelindung Diri (APD) Mesin Gerinda ... 36
3.3.3 Proses Lem ... 37
3.4 Finish Product ... 38
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 4
I. TUJUAN PEMBELAJARAN
Berikut merupakan tujuan pembelajaran dari praktikum Proses Manufaktur pada Modul 6: 1. Praktikan mengetahui dan memahami produk yang dibuat yaitu ornament dan
assembly.
2. Praktikan mengetahui dan memahami mesin yang digunakan.
3. Praktikan mampu mendesain produk menggunakan Solidworks CAM. 4. Praktikan memahami alur proses pembuatan produk.
II. PROSES PEMBUATAN PART ORNAMENT
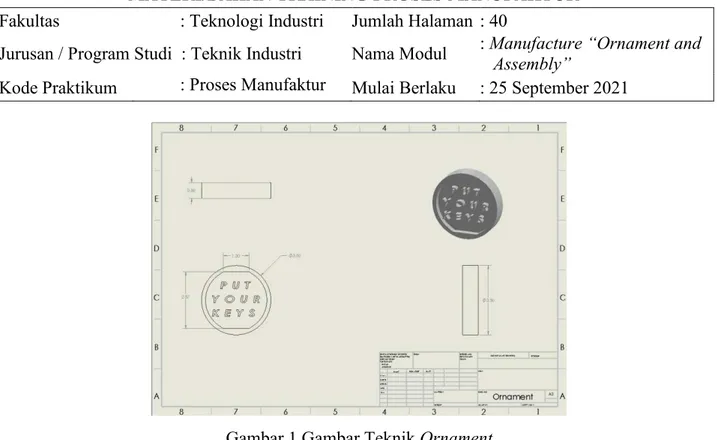
Pada praktikum proses manufaktur part ornament merupakan salah satu bagian dalam proses pembuatan produk penggantung kunci. Part ornament berfungsi sebagai hiasan yang akan di assembly dengan part base.
2.1 Desain Part Ornament
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 5
Gambar 1 Gambar Teknik Ornament
2.2 Material Part Ornament
Material yang digunakan dalam part hanger adalah PLA (Poly Lactic Acid). PLA adalah jenis plastik polimer yang berasal dari bahan-bahan yang mudah terurai seperti tepung jagung, tepung tapioka, ataupun olahan tebu. Walaupun PLA ramah lingkungan, namun hasil cetakan yang dihasilkan kuat dan sangat rapi (Putra & Sari, 2018).
2.3 Proses Manufaktur Part Ornament
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 6
2.3.1 Software Solidworks CAD (Computer-Aided Design) a. Dasar Teori
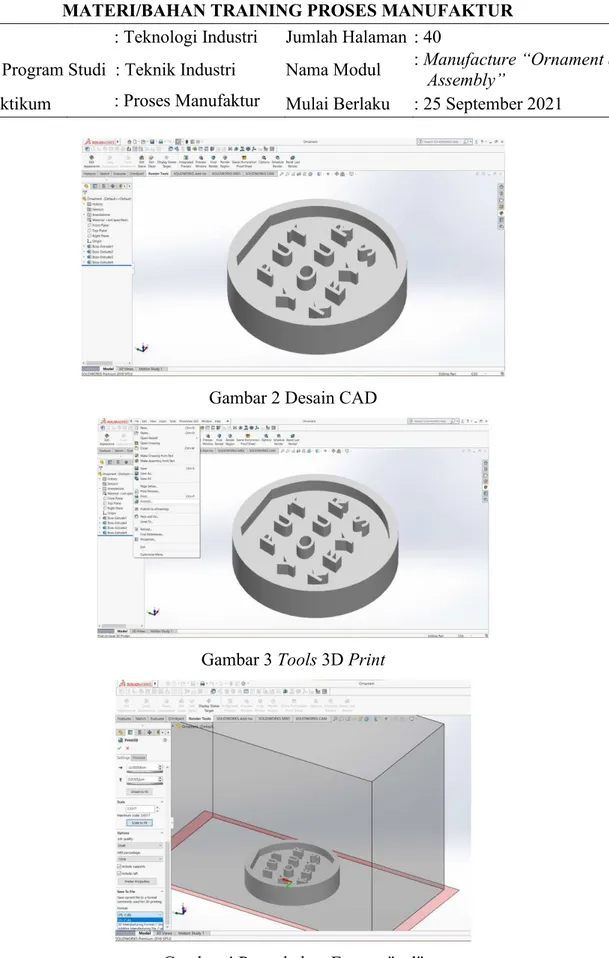
Software Solidworks CAD merupakan langkah pertama yang menentukan proses produk lebih lanjut dari pembuatan part ornament. Karena tahapan utama dari sebuah desain produk adalah menggunakan software desain 3D seperti Solidworks. Software Solidworks CAD yaitu pengaplikasian objek 3D yang terbentuk dari feature. Sebuah part di-design menggunakan tools yang ada pada Solidworks CAD (Sinaga, 2019).
b. Fungsi Solidworks CAD (Computer-Aided Design)
Fungsi dari software CAD, Solidworks digunakan sebagai perangkat lunak untuk membantu proses desain suatu benda atau bangunan dengan mudah. Keunggulan Solidworks dari software CAD yaitu dapat menyediakan sketsa 2D yang dapat diubah menjadi bentuk desain 3D. Software ini juga dapat melakukan simulasi pada desain yang telah buat. Dalam desain juga dapat dilakukan secara sederhana dengan Solidworks dan dapat membuat desain animasi menggunakan fitur yang telah disediakan Solidworks.
c. Penggunaan Solidworks CAD
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 7
Gambar 2 Desain CAD
Gambar 3 Tools 3D Print
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 8
2.3.2 Software Ultimaker Cura a. Dasar Teori
Software Ultimaker Cura merupakan langkah kedua setelah melakukan desain 3D dan gambar teknik pada software Solidworks. Ultimaker Cura adalah software slicer/pengiris 3D yang dirancang untuk mesin 3D printer, dimana software ini dibuat oleh seorang programmer yaitu David Braam (Huda, 2019).
Gambar 5 Ultimaker Cura
b. Fungsi Ultimaker Cura
Fungsi dari Ultimaker Cura yaitu sebagai parameter dalam mengatur sebuah design yang telah diproses pada software CAD untuk dicetak pada mesin 3D Print. Selain itu Ultimaker Cura digunakan secara umum dalam mengatur pencetakan 3D yang bersifat gratis atau open source serta mudah digunakan. Seorang engineer juga dapat dengan mudah mengelola plugin yang memerlukan login (seperti Cura Backups) dan fitur lainnya yang dijanjikan oleh perusahaan.
c. Penggunaan Ultimaker Cura
Berikut merupakan penggunaan Ultimaker Cura
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 9
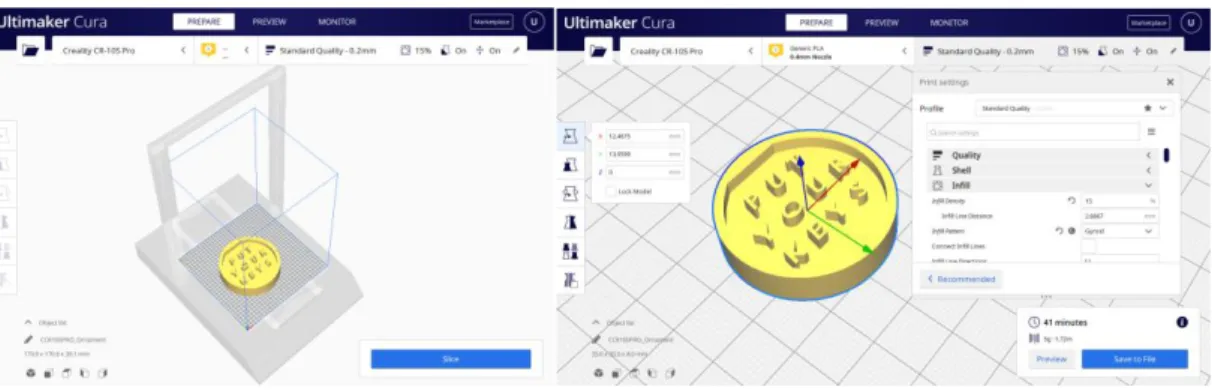
Gambar 6 Input dari Solidworks CAM
2. Desain disimpan dalam format “.stl” kemudian diolah ke software Ultimaker Cura yang bertujuan untuk mengkonversi file format “.stl” ke file “.gcode” supaya mesin 3D printer dapat membaca desain yang dibuat.
Gambar 7 Ultimaker Cura
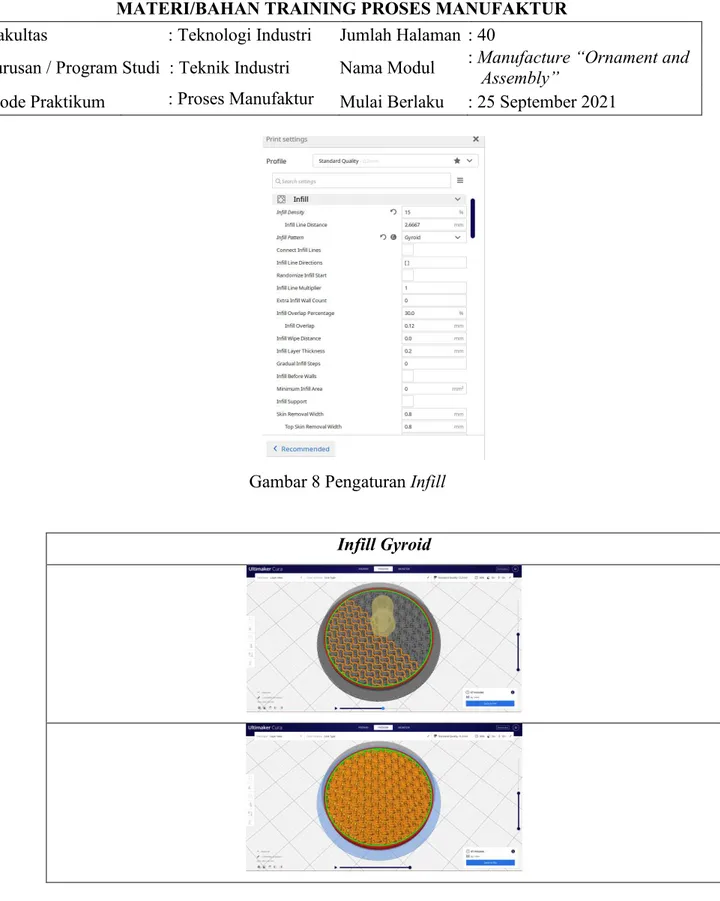
3. Mengatur parameter pada menu “Prepare” untuk part ornament. Berikut merupakan parameter yang perlu diperhatikan yaitu:
• Infill
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 10
Gambar 8 Pengaturan Infill
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 11
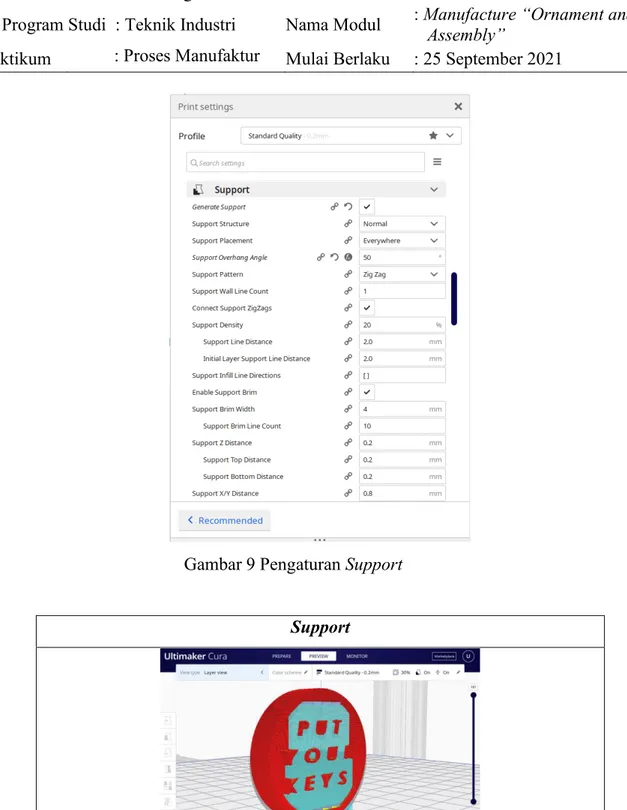
• Support
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 12
Gambar 9 Pengaturan Support
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 13
Part ornament dapat tidak memiliki support apabila part ornament tersebut tidak memiliki ruangan berongga atau keseluruhan berada pada printer bed dan sumbu arah sumbu Z atau garis vertikal seperti pada gambar dibawah.
Tanpa Support
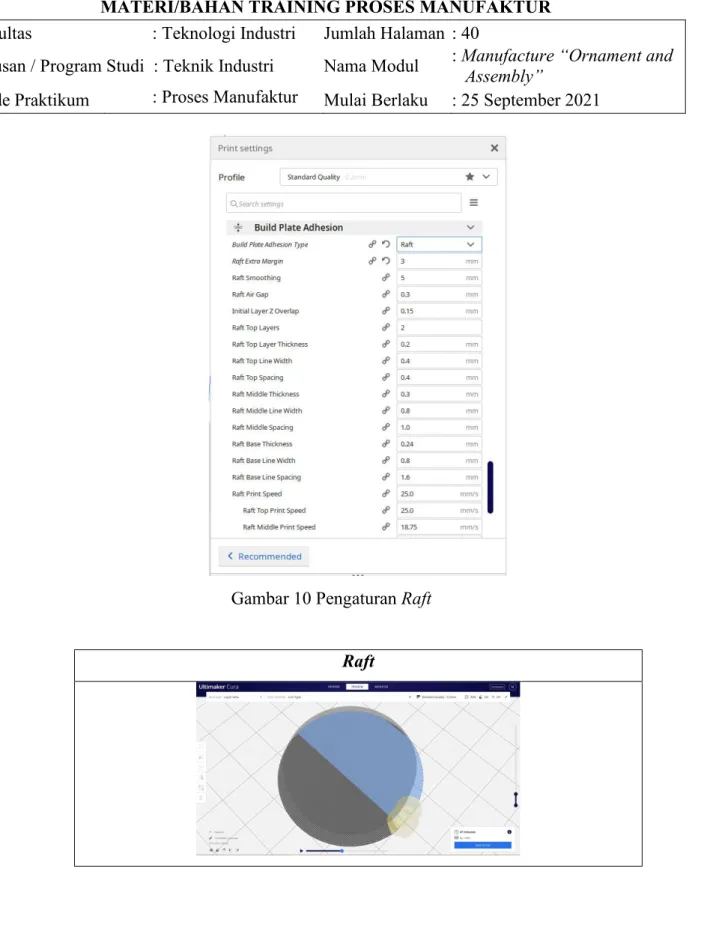
• Build Plate Adhesion
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 14
Gambar 10 Pengaturan Raft
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 15
4. Setelah selesai proses setting maka file tersebut dikonversi dengan dimasukkan ke dalam motherboard 3D Printer melalui Micro SD Card yang telah disiapkan dan memproses desain tersebut untuk menghasilkan produk 3D.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 16
2.3.3 Mesin 3D Printer a. Dasar Teori
Mesin 3D printer merupakan tahap ketiga dalam proses pembuatan part ornament setelah diproses pada software Ultimaker Cura dari format “.stl” menjadi “.g-code” untuk dapat diproses mesin 3D printer. Mesin 3D printer disebut dengan istilah Additive Manufacturing karena proses untuk menghasilkan benda 3 dimensi dilakukan dengan cara menambahkan material atau menyatukan material lapis demi lapis sehingga menjadi benda 3 dimensi sesuai dengan data digital yang telah dibuat (Gebler, Uiterkamp, & Visser, 2014).
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 17
dibuat dengan menggunakan software khusus untuk model desain 3D dengan aspek printer mendukung, contohnya seperti Solidworks, catia, delcam dll.
Setelah itu dimasukkan ke dalam mesin 3D printer untuk proses pencetakan menggunakan bahan yang telah ditentukan. Lama proses tersebut tergantung dengan besar dan ukuran dari model. Proses printing menggunakan prinsip adaptive layer, dimana proses mesin membaca rancangan 3D dan mulai menyusun lapisan secara berturut-turut hingga membentuk design yang telah ditentukan.
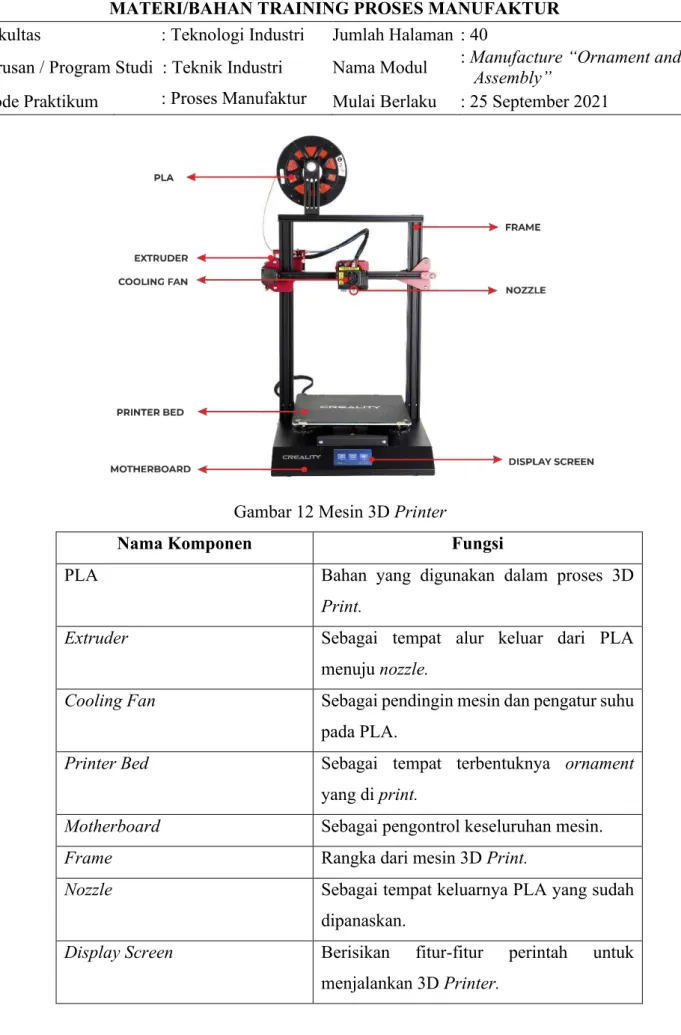
Jenis mesin 3D printer yang digunakan dalam proses pembuatan part ornament adalah “Fussed Deposition Modelling (FDM)” dimana prosesnya dengan cara PLA dipanaskan dan lelehan bahan akan disalurkan pada nozzle. Nozzle tersebut akan berpindah secara horizontal dan vertikal yang diatur oleh komputer. Ketika material keluar dari nozzle, material tersebut akan mengeras oleh suhu ruangan.
Gambar 11 Mesin 3D Printer
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 18
Gambar 12 Mesin 3D Printer
Nama Komponen Fungsi
PLA Bahan yang digunakan dalam proses 3D
Print.
Extruder Sebagai tempat alur keluar dari PLA menuju nozzle.
Cooling Fan Sebagai pendingin mesin dan pengatur suhu pada PLA.
Printer Bed Sebagai tempat terbentuknya ornament yang di print.
Motherboard Sebagai pengontrol keseluruhan mesin. Frame Rangka dari mesin 3D Print.
Nozzle Sebagai tempat keluarnya PLA yang sudah dipanaskan.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 19
b. Proses Mesin 3D Printer
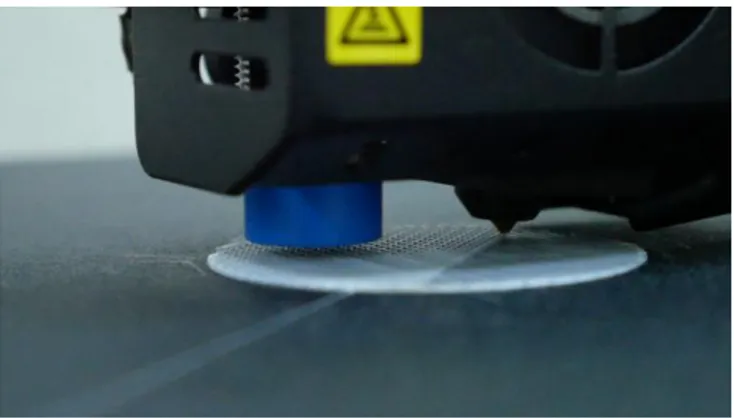
Proses mesin 3D Printer dilakukan mulai dari proses ornament di printer hingga part tersebut berhasil ter-print.
1. Proses 3D Print
Gambar 13 Proses 3D Print 2. Setelah Proses 3D Print
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 20
c. Alat Bantu Mesin 3D Printer
Alat bantu yang digunakan dalam proses pembuatan ornament: • Bakest Sekop
Bakest sekop adalah alat perkakas untuk menyekop atau mengambil sisa dari proses 3D print atau mengambil scrap dari PLA yang keluar dari nozzle supaya printer bed tetap bersih dan siap untuk digunakan dalam proses pencetakan berikutnya.
Gambar 15 Bakest Sekop d. Jenis-jenis Filament/Bahan Mesin 3D Printer
Pada mesin 3D printer terdapat filament / bahan yang digunakan untuk membuat part ornament. Berikut merupakan jenis filament / bahan yang digunakan dalam mesin 3D printer.
• Acrylonitrile Butadiene Styrene (ABS)
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 21
Gambar 16 Jenis Filament/bahan Acrylonitrile Butadiene Styrene (ABS) • Poly Lactic Acid (PLA)
Merupakan salah satu jenis plastik polimer yang berasal dari bahan-bahan yang mudah terurai seperti tepung jagung, tepung tapioka, ataupun olahan tebu. walaupun PLA ramah lingkungan, namun hasil cetakan yang dihasilkan kuat dan sangat rapi (Putra & Sari, 2018). PLA merupakan bahan baku yang digunakan untuk pembuatan part ornament.
Gambar 17 Jenis Filament/bahan Poly Lactic Acid (PLA) • High Impact Polystyrene (HIPS)
Bahan ini mirip dengan ABS namun HIPS dapat larut dalam larutan Limonene dan dapat digunakan untuk mencetak objek 3D yang komplek dengan kombinasi 3D filament lain dengan HIPS sebagai bahan pendukung. Selanjutnya dapat dihilangkan dengan menempatkan hasil 3D Print dalam Larutan D-Limonene Oil sebagai pembersihan bahan pendukung (Putra & Sari, 2018).
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 22
• Glycol-modified PET (PETG)
PETG filament (Glycol-modified PET; Co polyesters) merupakan senyawa plastik yang satu family dengan PET (Polyethylene terephthalate) yang memiliki penggabungan keunggulan dari senyawa plastik ABS dan PLA, serta memiliki warna yang bening atau transparan dan kilap (Putra & Sari, 2018).
Gambar 19 Jenis Filament/bahan PETG • Flexible PLA
Bahan ini merupakan bahan yang tidak berbahaya dan tidak beracun yang merupakan 3D filament yang menghasilkan 3D Print yang flexible dan elastis (Putra & Sari, 2018).
Gambar 20 Jenis Filament/bahan Flexible PLA
• Color Change by Temperature
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 23
Gambar 21 Jenis Filament/bahan Color Change by Temperature
III. PROSES ASSEMBLY MENGGUNAKAN LAS
Pada praktikum proses manufaktur, proses assembly merupakan salah satu akhir dalam proses pembuatan produk penggantung kunci. Proses assembly berfungsi untuk menggabungkan part-part penggantung yang telah dibuat. Dari proses assembly penggabungan menggunakan mesin las untuk part base dan hanger, pada hasil pengelasan kemudian akan diratakan menggunakan mesin gerinda, selain itu untuk MDF dan ornament akan di-assembly menggunakan lem.
3.1 Desain Part Assembly
Desain pada part assembly dibuat menggunakan ukuran yang sesuai benda kerja yang akan dibuat. Gambar teknik adalah sarana yang segala sesuatu diwujudkan dengan mengilustrasikan kedalam bentuk dua dimensi yang bertujuan untuk menginterpretasi maksud dari pembuat gambar secara obyektif, gambar jenis ini menggunakan simbol-simbol yang diterima secara internasional atau standar ISO. Berikut merupakan ukuran yang terdapat dalam gambar teknik.
3.2 Material Part Assembly
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 24
3.3 Proses Assembly
Proses assembly dilakukan menggunakan mesin las untuk meng-assembly part iron base dengan hanger, kemudian hasil pengelasan tersebut dihaluskan/diratakan menggunakan mesin gerinda, setelah itu dilakukan pengeleman untuk part ornament dan MDF base dengan part iron base menggunakan lem G.
3.3.1 Mesin Las a. Dasar Teori
Las adalah suatu proses dimana benda dengan jenis bahan yang sama digabungkan menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari proses pemakaian panas dan tekanan. Dari jenis las yang akan digunakan dalam proses penggabungan part produk penggantung adalah SMAW (Shielded Metal Arc Welding). Pengelasan SMAW (Shielded Metal Arc Welding) adalah las busur listrik terlindung dimana panas dihasilkan dari busur listrik antara ujung elektroda dengan logam yang dilas. Pada SMAW las yang digunakan adalah “pengelasan cair”.
(Laboratorium Sistem Manufaktur Teknik Industri UII) Gambar 22 Mesin Las
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 25
penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas. Jadi sumber panas pada las listrik ditimbulkan oleh busur api arus listrik, antara elektroda las dan benda kerja (Dudung, 2016). Berikut merupakan bagian dan fungsi dari mesin las.
Gambar 23 Bagian Mesin Las Tabel 1 Keterangan Bagian Mesin Las
Nama Bagian Keterangan
Generator Listrik Sebagai perantara dari sumber listrik untuk mengeluarkan output arus listrik yang dialirkan ke elektroda. Dengan memiliki fungsi pengatur besaran arus (ampere) yang keluar.
Ground Sebagai penetral arus yang keluar, dihubungkan ke media dimana logam induk berada.
Elektroda Las Sebagai material utama untuk
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 26
Nama Bagian Keterangan
SMAW dilapisi oleh lapisan flux, yang berfungsi sebagai pembentuk gas yang melindungi cairan logam dari kontaminasi udara sekelilingnya. Selain itu fluks berguna juga untuk membentuk terak las yang juga berfungsi melindungi cairan las dari udara sekelilingnya. Lapisan elektrode ini merupakan campuran kimia yang komposisinya sesuai dengan kebutuhan pengelasan.
Gagang elektroda dan klem masa (holder and claim masa)
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 27
b. Proses Mesin Las pada Assembly
Proses mesin las dilakukan dalam mengelas part iron base dengan hanger. Berikut merupakan proses dari mesin las.
1. Melakukan penggesekan pada elektroda dengan welding bed untuk menciptakan panas sebelum proses pengelasan gesek (friction welding)
Gambar 24 Penggesekan Elektroda dengan Welding Bed
2. Selanjutnya melakukan pengelasan gesek untuk menyambungkan suatu part dengan cara memanfaatkan panas yang timbul dari gesekan antara permukaan besi dua part.
Gambar 25 Penggesekan Elektroda dengan Iron Base
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 28
telah sempurna bergesekkan dengan iron base tersebut secara langsung akan menghasilkan suhu yang tinggi, maka elektroda tersebut dapat ditekan dan mulai memberi efek panas untuk menyambung part iron base dengan hanger.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 29
c. Alat Bantu Mesin Las
Alat bantu yang digunakan dalam proses las: • Elektroda
Sebagai material utama untuk memadukannya dengan objek las. Dihubungkan ke kabel listrik beraliran (+). Sebagian besar elektrode las SMAW dilapisi oleh lapisan fluks, yang berfungsi sebagai pembentuk gas yang melindungi cairan logam dari kontaminasi udara sekelilingnya. Selain itu fluks berguna juga untuk membentuk terak las yang juga berfungsi melindungi cairan las dari udara sekelilingnya. Lapisan elektrode ini merupakan campuran kimia yang komposisinya sesuai dengan kebutuhan pengelasan.
(Laboratorium Sistem Manufaktur Teknik Industri UII) Gambar 26 Elektroda
• Ragum
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 30
Gambar 27 Ragum
d. Potensi Bahaya Mesin Las
Pengelasan dengan proses las busur listrik, dapat menimbulkan kecelakaan yang fatal/besar dan dapat membahayakan kesehatan pada pengelas/welder, diantaranya:
• Pada proses pengelasan, terdapat bunga api berupa tetesan logam dan percikan memijar yang bersuhu tinggi antara 12000C hingga 16000C. Apabila percikan tersebut mengenai bahan yang mudah terbakar, maka dapat menimbulkan sulutan api dan dapat memicu kebakaran. Apabila mengenai kulit dapat membuat kulit melepuh.
• Dari busur las terpancar cahaya yang tampak dan cahaya tak tampak, yang dapat membahayakan welder. Sinar inframerah terhadap mata memiliki efek seperti panas yang akan menimbulkan pembengkakan pada kelopak mata, hingga dapat berakibat terjadinya penyakit kornea dan kerabunan. Sinar ultraviolet yang terserap oleh lensa melebihi jumlah tertentu, pada mata akan terasa seakan-akan ada benda asing dalam waktu antara 6 sampai 12 jam.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 31
e. Alat Pelindung Diri Mesin Las
Alat Pelindung Diri (APD) merupakan salah satu upaya perlindungan bagi para operator saat melaksanakan aktivitas bekerja di tempat kerja, fungsi dari APD sendiri adalah untuk melindungi seseorang dengan tujuan mengisolasi sebagian atau seluruh tubuh dari potensi bahaya di tempat kerja (Arpian, 2018). Berikut merupakan APD dari mesin las:
Gambar 28 APD Mesin Las
3.3.2 Mesin Gerinda
Mesin gerinda merupakan proses kedua dari proses assembly. Berikut merupakan penjelasan dari mesin gerinda dalam proses assembly part penggantung.
a. Dasar Teori
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 32
sehingga terjadi pengikisan, penajaman, pengasahan, atau pemotongan. Berikut merupakan gambaran dari mesin gerinda.
(Laboratorium Sistem Manufaktur Teknik Industri UII) Gambar 29 Mesin Gerinda
b. Jenis-jenis Mata Gerinda
Berikut ini merupakan contoh jenis-jenis mata gerinda:
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 33
Tabel 2 Fungsi Mata Gerinda
No Nama Mata Gerinda Fungsi
1 Cutting Wheel Untuk memotong besi 2 Flap Disc Untuk mengamplas, kita
biasa menggunakan mata gerinda ini untuk menghilangkan cat pada kayu atau besi karena tidak terlalu merusak permukaan benda.
3 Grinding Wheel Biasa digunakan untuk mengikis besi.
4 Sanding Disc Seperti kertas gosok/amplas biasa dengan tingkat kehalusan/kekasaran yang berbeda-beda.
5 Backing Pad/Sanding Pad Mata gerinda ini kurang lebih penggunaannya seperti sanding disc, hanya saja permukaanya rata dan dilengkapi karet sebagai backing pad. Mata gerinda ini dapat diganti-ganti
dengan kertas
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 34
No Nama Mata Gerinda Fungsi
dengan mudah kita lepas atau pasang.
6 Brush Wheel Ini adalah mata gerinda berupa sikat besi yang biasa kita gunakan untuk membersihkan permukaan besi dari karat.
c. Proses Mesin Gerinda pada Produk Penggantung
Dari mata gerinda diatas pada proses pembuatan pengikisan dari part iron base dengan hanger yang telah di assembly menggunakan mesin las yaitu “Grinding Wheel”. Berikut merupakan langkah proses saat digerinda.
1. Sebelum digerinda
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 35
2. Proses saat digerinda
Gambar 32 Proses Gerinda 3. Setelah digerinda
Gambar 33 Setelah Digerinda
d. Potensi Bahaya Mesin Gerinda
Berikut ini merupakan bahaya yang berhubungan dengan penggunaan mesin gerinda:
1. Tidak menggunakan atau salah menggunakan alat pelindung diri.
2. Tidak menggunakan atau salah penggunaan pelindung yang terdapat pada alat. 3. Tidak tepat cara menggunakan atau memegang alat.
4. Belum terbiasa dalam menggunakan alat. 5. Salah menggunakan tipe atau ukuran cakram. 6. Tidak seimbangnya dudukan cakram.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 36
8. Cara memotong yang terlalu keras/berat/cepat termasuk cakram yang masih dingin/baru dipakai.
9. Menggunakan mesin gerinda terlalu tinggi diatas pusat roda. 10. Getaran dan atau kecepatan pada mesin gerinda yang berlebihan. 11. Penggunaan bantalan atau permukaan bantalan tidak memadai. 12. Penggunaan pendingin pada cakram yang salah.
13. Kontak dengan bagian yang berputar tidak terjaga.
14. Sebuah roda basah dapat menjadi tidak seimbang jika pendingin diperbolehkan untuk menumpuk pada sebagian cakram. Kondisi tidak seimbang dapat menyebabkan roda untuk hancur setelah restart.
15. Tidak dilakukan pemeriksaan sebelum digunakan. 16. Cakram yang berputar terkena material lainnya.
e. Alat Pelindung Diri (APD) Mesin Gerinda
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 37
Gambar 34 APD Mesin Gerinda
3.3.3 Proses Lem
Lem digunakan untuk merekatkan aneka komponen struktur tertentu secara efektif dan mudah (Handayani, 2009). Pada assembly ini lem yang digunakan adalah “lem G” dimana lem G memiliki kualitas yang tinggi dalam merekatkan suatu part atau benda.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 38
Proses Lem
3.4 Finish Product
Dari proses pembuatan part iron base hingga assembly maka berikut merupakan produk akhir “Penggantung Kunci”
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 39
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 40
III. DAFTAR PUSTAKA
Akhmadi, A. N., & Wulandari, R. (2021). Pengaruh Variasi Putaran Mesin Terhadap Waktu Pengeboran Dengan Material Aluminium Al 6063 Pada Mesin Bor Duduk. Journal Mechanical Engineering, 11-15.
Arpian, I. D. (2018). Penerapan Alat Pelindung Diri Tangan pada Pekerja Bagian Produksi. HIGEIA, 363-373.
Atmantawarna, H. P. (2013). Perbaikan Mesin Bubut Dan Uji Unjuk Kerja Dengan Bahan Besi Pejal. eprints.undip.ac.id.
B.M. Amstead, P.F. Oswald, & M.L. Begeman. (1992). Manufacturing Processes. Singapore: John Wiley.
Bahrudin, A., Wahyono, W., & Yuzaili, s. (2019). Teknik Potong Miring dan Teknik Laminasi dalam Proses Pembuatan Produk Kriya Kayu sebagai Upaya Efisiensi Bahan. Panggung Jurna Seni Budaya, 391-405.
Budi, R. S., Waluyo, J., & Purwanto, A. (t.thn.). Proses Manufaktur End Grip Pada Sepeda Motor Berbantuan CAD, CAM, CNC. akprind.ac.id, 1-8.
Cahyadi, Y. (2019). Pembuatan Rahang Penjepit Pada Ragum Mesin Frais Berbahan Dasar S45C. UPI Repositiry.
Dudung, A. (2016). Pelatihan Praktik Pengelasan Bagi Mantan Tenaga Kerja Indonesia (TKI) Di Jakarta. Jurnal Sarwahita , 140-145.
Gebler, M., Uiterkamp, A. J., & Visser, C. (2014). A global sustainability perspective on 3D printing technologies. Energy Policy.
Handayani, S. (2009). Metode Perekatan dengan Lem pada Sambungan Pelebaran Kayu. Jurnal Teknik Sipil Dan Perencanaan, 11-20.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 41
Kohser, B. (2007). Materials Process Manufacturing, 10th Degarmo’s, John Wiley & Sons, Inc. United States of America.
Kurniawan, P. H. (2020). Material Teknik (Logam, Keramik, Polimer, Dan Komposit). Study Program of Mechatronics Engineering, Department of Mechanical Engineering, State Polytechnic of Ujung Pandang, Makassar, Indonesia, 1-40.
Mohd. Syaryadhi, et al. (2007). Sistem Berat Menggunakan Sensor Load Cell. Jurnal Rekayasa Elektrika, 6(1).
Mohd., S., & et al. (2007). Sistem berat menggunakan Sensor Load Cell. Jurnal Rekayasa Elektrika. Vol 6, no. 1.
Naimah, R. J. (2019). Pelatihan Pembuatan Furniture Dari Bahan Limbah Kayu Pallet. Garuda (Garda Rujukan Digital).
Pakasi, F. G. (2019). Efektivitas Saringan Pasir Up Flow Dalam Menurunkan Kadar Besi (Fe) Dan Mangan (Mn) Dalam Air Baku. Jurnal Kesehatan Lingkungan.
Pattiasina, N. H., Effendy, E., & Wairatta, A. (2017). Pelatihan Sheet Metal Pembuatan Oven Guna Peningkatan Usaha Mikro Skala Industry Rumahtangga Di Desa Rumahtiga. Jurnal SIMETRIK, 8-15.
Priyadana, M. I. (2016). Penerapan Media Berbasis Adobe Flash Professional Cs5 Untuk Meningkatkan Hasil Belajar Siswa Pada Pembelajaran Kompetensi Gear Rack Lurus. UNNES Repository, 1-54.
Putra, K. S., & Sari, U. R. (2018). Pemanfaatan Teknologi 3D Printing Dalam Proses Desain Gaya Hidup. Seminar Nasional Sistem Indoemasi dan Teknologi Informasi 2018. Rino, O. (2015). Teknik Industri Fakultas Sains Dan Teknologi Universitas Islam Negeri
Sultan Syarif Kasim. Riau.
Setyaji, E. (2012). Pengaruh Temperatur Tuang Stir Casting Terhadap Densitas, Porositas, Konduktivitas Termal Dan Struktur Mikro Pada Komposit Alumunium Yang Diperkuat Serbuk Besi. E-Journal UNDIP.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR Fakultas : Teknologi Industri Jumlah Halaman : 40
Jurusan / Program Studi : Teknik Industri Nama Modul : Manufacture “Ornament and Assembly”
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 42
Supriyanto, E. (2013). “MANUFAKTUR“ Dalam Dunia Teknik Industri. INDEPT.
William, C. (2009). Materials Science And Engineering An Introduction, Eight Edition. New Jersey : John Wiley & Sons, Inc, Hoboken.