Studi Experimental Pengaruh Variasi Temperatur dan Putaran
Pencampuran Terhadap Sifat Mekanik Campuran Polypropylen,
Polyethylen Dan Fiber Glass Menggunakan Mesin Mixer Buatan Sendiri
Alfian Hamsi
1,a*, Suprianto
2,bdan Indra Hermawan
31,2
Staf pengajar Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara
Jln. Almamater Kampus USU Padang Bulan Medan, Indonesia
3
Mahasiswa Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara Jln. Almamater Kampus USU Padang Bulan Medan, Indonesia
a
email, [email protected], bemail : [email protected]
Abstrak
Mesin mixer merupakan peralatan yang sangat penting yang digunakan pada proses percampuran dua atau lebih material dalam suatu industri yang berbahan dasar Thermoplastik dan serbuk (powder). Proses percampuran dimaksudkan untuk mendapatkan suatu campuraan yang homogen dari beberapa jenis material. Sampai saat ini mesin mixer untuk mencampur bahan-bahan thermoplastik dan serbuk belum tersedia di laboratorium Teknik Mesin Fakultas Teknik USU sedangkan kegunaannya mutlak diperlukan untuk penelitian-penelitian mahasiswa S1, S2 dan dan S3. Penelitian ini bertujuan untuk mendesain, pembutan mesin mixer serta pengujian pengaruh temperatur dan putaran percampuran terhadap kehomogenan dan sifat mekanis campuran
polypropylene, Polyethylen dan fiber glas . Pengujian pertama dilakukan dengan memvariasikan
temperatur 150, 175, 200, 225, 250oC dengan putaran konstan sebesar 61 Rpm dan pengujian kedua variasi putaran 61, 76, 81 Rpm dengan temperatur konstan sebesar 150oC. Sampel kemudian diuji menggunakan mikroskop optik dan photo makro untuk melihat kehomogenan campuran dan pengujian tarik untuk melihat kekuatan campuran. Hasil pengujian variasi temperatur diperoleh temperatur optimum 150oC dengan kekuatan tarik rata-rata 19,25 N.mm-2 dan pengujian variasi putaran diperoleh putaran optimum 61 Rpm dengan kekuatan tarik rata-rata sebesar 19,70 N.mm-2. Hasil pengamatan struktur mikro memperlihatkan sampel hasil percampuran ketiga material masih diketemukannya void diantara polypropylene dan fiber glas.
Kata Kunci: Mixer, temperatur, putaran, Polypropylen, polyethylene, fiber glass, sifat mekanik.
Pendahuluan
Mesin mixer peralatan yang sangat
penting yang digunakan pada proses
percampuran dua atau lebih material dalam
suatu industri yang berbahan dasar
thermoplastik dan serbuk (powder). Bahan jenis serbuk dapat dicampur menggunakan mixer statis yang lebih murah dalam penggunaan serta mudah dalam pemasangan [1,2]. Proses percampuran dimaksudkan untuk mendapatkan suatu campuran homogen dari beberapa material baik liquid/solid(pasta)
atau solid/solid. Kehomogenan suatu
campuran dipengaruhi berbagai faktor,
diantarnya ukuran partikel yang lebih seragam akan menghasilkan kehomogen yang lebih baik dibandingkan ukuran yang tidak seragam [3]. Proses percampuran merupakan bagian penting yang dilakukan dalam suatu industri kimia [4]. Percampuran polymer dengan elemen dilakukan untuk tujuan tertentu seperti memperbaiki sifat mekanis campuran [5]. Sifat mekanis seperti kekuatan tarik dan
impak dipengaruhi oleh paramater
percampuran seperti temperatur dan
kecepatan pengaduk [6]. Parameter
temperatur percampuran dipengaruhi oleh komposisi campuran, seperti komposisi HDPE menyebabkan perubahan temperatur
dan waktu pemrosesan [7]. Temperatur merupakan parameter yang penting pada proses percampuran dua atau lebih material,
tingginya temperatur proses dapat
mengakibatkan proses percampuran terjadi pada kondisi material mencair atau meleleh. Metode percampuran pada kondisi mencair lebih menguntungkan dibanding metode lain pada pembuatan nano komposit polyurethane dan montmorillonite [8]. Sifat mekanis campuran diperoleh melalui pengujian tarik sampel campuran, pembuatan sampel dapat dilakukan menggunakan metode injeksi
molding. Parameter yang mempengaruhi
kualitas sampel diantaranya temperatur dan tekanan, Alfian Hamsi [9] telah meneliti mengenai pengaruh jenis binder terhadap kualitas sampel hasil injeksi molding.
Beberapa penelitian mengenai
percampuran polypropylene dengan material lain menggunakan mixer telah dilakukan. Alfian Hamsi [10] telah melakukan penelitian
percampuran 4%PP pada aspal dan
pengaruhnya terhadap kekuatan tekan dan rendam air. Penelitian ini bertujuan melihat pengaruh temperatur percampuran terhadap kehomogenan dan sifat mekanis campuran
polypropylene, Polyethyelen dan fiber glas
menggunakan mixer buatan sendiri. Metode Penelitian
Penelitian ini diawali dengan
pembuatan mesin mixer model gear box serta uji coba mixer setelah selesai dipabrikasi meliputi pengukuran temperatur dan putaran. Proses percampuran polypropylene (PP),
polyethylene (PE) dan fiber glass (FG)
dilakukan dengan komposisi 70%PP, 20%PE dan 10%FG. Temperatur percampuran 150, 175, 200, 225 dan 250oC dengan putaran 61 Rpm dan variasi putaran 61, 76 dan 81 Rpm dengan temperatur 150oC dilakukan pada
proses percampuran material-material
tersebut. Material yang telah dicampur selanjutnya dilakukan proses injection molding untuk pembentukan sampel uji tarik,
standar sampel uji tarik ini mengacu kepada standar ASTM E8 M-09 (gambar 1) Sampel uji tarik selanjutnya diuji menggunakan beban maksimum 20 Newton. Pengujian photo makro dan mikro dilakukan terhadap sampel variasi temperatur dan putaran untuk melihat
distribusi material serta bentuk patahan sampel uji tarik, yang telah melalui proses percampuran menggunakan mixer buatan sendiri.
Gambar 1: Dimensi sampel uji tarik material PP, PE dan FG (ASTM E8 M-09) Hasil dan Pembahasan
Hasil uji coba mesin mixer
Mixer yang digunakan merupakan mixer buatan sendiri dilengkapi sistem roda gigi untuk mendapatkan putaran yang diinginkan pada proses percampuran, desain mesin seperti diperlihatkan pada gambar 2 berikut:
Gambar 2: Desain mesin mixer variasi putaran sistem gear box
Gambar 2 merupakan desain mesin yang telah selesai dibuat, mesin ini terdiri dari bagian utama diantaranya elektromotor (1), roda gigi payung (2), poros pencampur (3), rangka utama (4) dan wadah tempat mencampur (5). Pemanas yang digunakan pada mesin ini menggunakan sistem pelat. Uji coba mixer dilakukan untuk melihat apakah temperatur dan putaran sudah bisa bekerja sesuai dengan yang diinginkan. Peralatan mixer ini memiliki temperatur operasional maksimum 300oC. Temperatur sudah dianggap cukup karena penelitian menggunakan polypropylene,
polyethylene dan fibre glass sebagai bahan
yang akan dicampur di dalam wadah. PP sebagai komponen utama pada penelitian ini memiliki titk leleh diatas 190oC dan titik rekristalisasi 130-135oC [11]. Efektivitas pemanasan ini bergantung kepada jenis elemen pemanas serta jenis isolasi yang
digunakan. Putaran mesin mixer
menggunakan sistem gear box ini
menghasilkan putaran 61, 76 dan 81 Rpm.
Hasil pengujian tarik sampel variasi
temperatur percampuran
Pengujian tarik dilakukan untuk mendapatkan kekuatan material yang telah mengalami proses percampuran menggunakan mixer buatan sendiri, hasil pengujian tarik seperti diperlihatkan pada gambar 3 berikut ini:
Gambar 3: Pengaruh temperatur percampuran terhadap kekuatan tarik paduan PP,PE dan FG
Gambar 3 memperlihatkan rata-rata kekuatan tarik campuran PP, PE dan FG cenderung
mengalami penurunan seiring dengan
kenaikan temperatur percampuran. Kekuatan tarik maksimum dicapai pada temperatur 150oC sebesar, temperatur ini PP umumnya telah mengalami rekristalisasi dan mulai
mengalami pelelehan sedangkan pada
temperatur 250oC material sebagian besar mengalami pelelehan, hal ini tentunya akan mempengaruhi distribusi dari tiap elemen pada campuran, disamping juga temperatur yang tinggi akan menyebabkan sebagian elemen mulai terbakar sehingga menurunkan kekuatan campuran. Pengujian tarik yang telah dilakukan juga diperoleh elongation
campuran, hasilnya seperti diperlihatkan pada gambar 4 berikut ini:
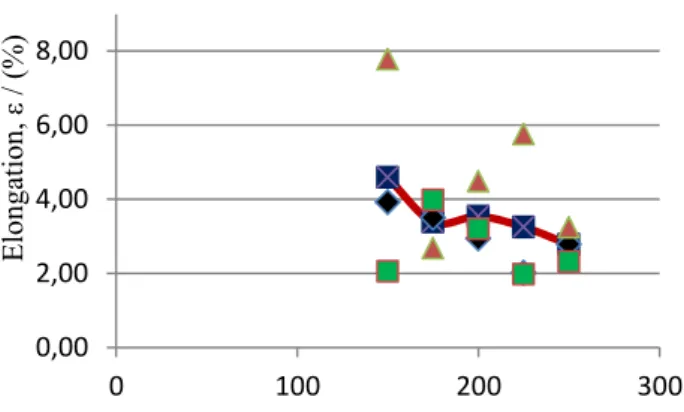
Gambar 4: Pengaruh temperatur percampuran terhadap elongation paduan PP,PE dan FG
Gambar 4 memperlihatkan kenaikan
temperatur percampuran akan menurunkan
elongation campuran. Elongation paling
tinggi diperoleh pada temperatur proses 150oC. Temperatur, keseragaman, bahan penambah dan adanya cacat pada material
merupakan beberapa faktor yang
mempengaruhi elongation.
Hasil photo makro sampel variasi temperatur percampuran
Photo makro dilakukan untuk melihat distribusi PP, PE dan FG pada campuran setelah mengalami proses percampuran menggunakan mixer, photo hasil percampuran seperti diperlihatkan pada gambar 5 berikut ini: 0,00 5,00 10,00 15,00 20,00 25,00 0 100 200 300 0,00 2,00 4,00 6,00 8,00 0 100 200 300 Kek uatan tar ik , ζ / N .m m -2 Temperatur ,T/ oC Elo ng ation , ε / (% ) Temperatur ,T/ oC a)
1
2
3
Gambar 5: Photo makro paduan PP, PE dan FB setelah percampuran pada temperatur
a) 150oC, b) 225oC dan c) 250oC
Gambar 5 memperlihatkan peningkatan
temperatur percampuran akan mengakibatkan perubahan pada material. Gambar 5a terlihat
PP (nomor 1) berwarna kecoklatan
pemanasan hingga temperatur 150oC
mengakibatkan perubahan warna PE dari berwarna bening menjadi agak kecoklatan. Bahan PE (nomor 2) setelah mengalami
pemanasan hingga temperatur 150oC
menghasilkan warna kehitaman dikarenakan temperatatur cair bahan ini lebih rendah dibanding material PP. Bahan FG yang ditambahkan pada campuran terlihat berwarna putih (nomor 3). Kenaikan temperatur percampuran menjadi 225oC menyebabkan perubahan pada warna PE (gambar 4b) menjadi lebih hitam (nomor 2) diakibatkan material PE sebagian telah terbakar.
Temperatur 250oC (gambar 5c)
memperlihatkan daerah yang berwarna gelap lebih banyak dijumpai dibanding yang berwarna terang, pada temperatur ini sebagian PP sudah mulai berwarna gelap dari sebelumnya berwarna kecoklatan.
Hasil pengujian tarik sampel variasi putaran percampuran
Sampel campuran PP, PE dan FG variasi putaran juga dilakukan pengujian tarik hasilnya seperti diperlihatkan pada gambar 6 berikut ini:
Gambar 6: grafik pengaruh kecepatan percampuran terhadap kekuatan tarik
Gambar 6 memperlihatkan hasil
pengujian tarik dua jenis material
polypropylene murni dan campuran (70%PP,
20%PE dan 10%FG). Bahan PP murni memperlihatkan kekuatan yang lebih rendah sebesar 17,87 N.mm-2 bila dibandingkan dengan material yang telah ditambah dengan 10%FG sebesar 19,7 N.mm-2 pada putaran 61Rpm. Kenaikan putaran pengaduk pada percampuran ketiga jenis material PP, PE dan FG memperlihatkan kekuatan tarik material pada putaran lebih tinggi pada range yang diambil cenderung mengalami penurunan menjadi 16,46 N.mm-2 pada putaran 81Rpm. Hasil pengujian tarik dengan variasi putaran juga menghasilkan nilai pertambahan panjang untuk dua jenis material, seperti diperlihatkan pada gambar 7 berikut ini:
Gambar 7: grafik pengaruh putaran terhadap
elongation 0,00 5,00 10,00 15,00 20,00 61 61 76 81 0,00 20,00 40,00 60,00 80,00 100,00 61 61 76 81 b) c)
1
2
3
1
2
2
Kek uatan tar ik , ζ / N .m m -2 Kecepatan putaran ,n/ Rpm Polyp ropy lene ( PP ) 70% PP , 20 % PE , 10% FG 70% PP , 20 % PE , 10% FG 70% PP , 20 % PE , 10% FG Kecepatan putaran ,n/ Rpm E lo n g a tio n , ε/ % 1 2 2 2 1. Polypropylene 2. 70%PP, 20%PE dan 10%FGPolypropylene murni tanpa ditambahkan
bahan lain memiliki elongation yang paling baik namun kekuatan lebih rendah bila dibandingkan bahan campuran PP, PE dan FG. Variasi putaran dari 61, 76 dan 81 Rmp
memperlihatkan tren penurunan dari
elongation (gambar 7).
Perbedaan elongation yang diperoleh untuk masing-masing material dapat dilihat secara langsung pada patahan sampel hasil uji tarik. Photo makro sampel seperti diperlihatkan
pada gambar 8 berikut ini: Gambar 8: Bentuk patahan sampel hasil uji
tarik variasi putaran a)
Polypropylen putaran 61Rpm, b)
bahan campuran putaran 61Rpm, c) bahan campuran 76 Rpm, d) bahan campuran 81 Rpm.
Bentuk patahan sampel uji tarik variasi putaran (gambar 8) memperlihatkan bentuk patahan yang berbeda satu dengan yang lainnya. Bahan polypropylene putaran 61Rpm (gambar 8a) memperlihatkan pengecilan luas penampang yang sangat besar sebelum sampel mengalami putus seluruhnya, hal ini sejalan dengan elongation bahan yang tinggi. Penambahan PE dan FG pada bahan PP menurunkan elongation campuran, hal ini dapat dilihat dari karakteristik bentuk patahan sampel b, c, d (61, 76 dan 81 Rpm) yang memperlihatkan sampel tidak mengalami pertambahan panjang yang signifikan sebelum mengalami putus. Bentuk patahan sampel a,b dan c terlihat tidak rata dan berserabut hal ini menandakan sampel masih memiliki keuletan yang baik. Nilai elongation yang paling rendah diperoleh pada putaran 81 Rpm (sampel d), permukaan patahan sampel ini memperlihatkan banyaknya serabut fiber
glass (FG) yang berkumpul dipermukaan
tidak menyatu dengan PP hal ini
menyebabkan kekuatan material ini rendah.
Hasil Photo Mikro sampel
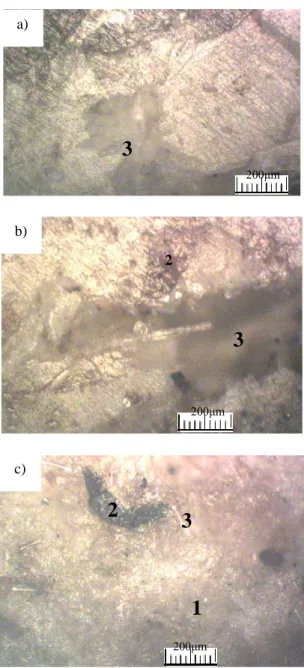
Photo mikro dilakukan menggunakan mikroskop optik untuk melihat permukaan sampel variasi temperatur percampuran, hasil photo mikro dengan pembesaran 100x seperti diperlihatkan pada gambar 9 berikut ini:
a)
b)
c)
Gambar 9: Photo mikro paduan PP, PE dan FB setelah percampuran pada temperatur
a) 150oC, b) 200oC dan c) 225oC
Gambar 9a,b dan c memperlihatkan
permukaan campuran dengan variasi
temperatur percampuran. Fiber glas/FG (3)
yang ditambahkan Memiliki bentuk
memanjang yang dipotong dengan ukuran tertentu. Penambahan FG ini bertujuan untuk meningkatkan kekuatan material diantara matrik PP dan PE. Photo skala mikro memperlihatkan juga kenaikan temperatur menyebabkan permukaan campuran lebih gelap yang diakibatkan oleh elemen PE (2) yang memiliki titik leleh paling rendah telah terbakar (gosong). Phenomena lain ditemui dari hasil photo mikro memperlihatkan adanya kekosongan yang terbentuk diantara matrik PP dengan FG (gambar 10)
Gambar 10: Photo mikro paduan PP, PE dan
FB setelah percampuran pada
temperatur 150oC putaran 61 Rpm
Gambar 10 diatas memperlihatkan adanya kekosongan (void) diantara FG dan matrik PP,
keberadaan void ini tentunya akan
menyebabkan penurunan kekuatan dari
campuran. Banyak faktor yang dapat
menyebabkan terbentuknya void pada
komposit, menurut Femiana Gabsari [12] void bisa diakibatkan oleh adanya udara yang terperangkap pada saat proses percampuran
dilakukan juga proses percampuran
menggunakan mixer yang kurang baik akan mempengaruhi pembentukan void.
Kesimpulan
Hasil penelitian yang telah dilakukan mengenai pengaruh variasi temperatur terhadap sifat mekanik paduan PP, PE dan FG dapat dibuatkan kesimpulan:
1. Mesin mixer buatan sendiri telah berhasil dipabrikasi dengan variasi putaran (n) dan temperatur (T).
2. Kenaikan temperatur campuran akan menurunkan kekuatan tarik campuran PP, PE dan FG. Kekuatan tertinggi pada range temperatur yang diambil diperoleh pada 150oC sebesar 19,25 N.mm-2.
3. Elongation juga mengalami penurunan seiring dengan kenaikan temperatur
percampuran pada range yang
diambil.
4. Kecepatan putaran pengaduk
mempengaruhi kekuatan campuran, kekuatan tarik rata-rata paling tinggi diperoleh pada putaran 61 Rpm sebesar 19.70 N.mm-2. a) b) c)
3
3
3
2
23
1
Void1
200μm 200μm 200μm 200μm5. Hasil photo mikro memperlihatkan terbentuknya cacat void pada sampel hasil percampuran.
Saran
Penelitian ini masih memiliki keterbatasan dalam hal kontrol parameter proses pada saat pencetakan spesimen uji tarik yang menggunakan sistem injeksi molding, oleh karena itu disarankan pada penelitian selanjutnya untuk melihat pengaruh parameter injeksi molding terhadap kualitas campuran PP, PE dan FG.
Ucapan Terima Kasih
Terima kasih disampaikan kepada Dirjen Pendidikan Tinggi yang telah membiayai penelitian ini dengan No. kontrak : 14/UN5.2.3.1/PPM/SP/2015 dan tidak lupa ucapan terima kasih kepada Kahar Sinaga dan Syugito yang telah banyak membantu penelitian ini.
Referensi
[1] I.Bauman, D. Curic dan M. Boban, Mixing of solid in different mixing devices, S¯adhan¯a Vol. 33, Part 6 (2008) 721–731.
[2] I.Bauman, Solid-solid mixing with static mixer, Chem. Biochem. Eng. Q. 15 (4) (2001) 159–165
[3] O. Djuragic, J. Levic, S. Sredanovic
dan L. Levic, Evaluation of
homogeneity in feed by method of microtracers, Archiva Zoolechnica, 12:4 (2009) 85-91.
[4] H. Kravarikova, Numerical simulation of mixing process, International Journal of Education and Research, Vol. 1 No. 10, (2013) 1-10.
[5] I. Manas-Zloczower, Analysis of
mixing in polymer processing
equipment, Department of
Macromoleculer Science, Case
Western Reserve University,
Cleveland, OH 44106. Information on www.rheology.org.online tanggal 7 september 2015.
[6] P. Abdoltajedini, A. Arefazar and G.R. Bakhshandeh, The Effect of Processing Conditions on Phase
Morphology and Mechanical
Properties of PA6/PC/NBR Ternary Polymer blends: Optimization Using Taguchi Experimental Analysis, Word of Sciences Journal, Vol.1 issue 7,
pp.180-194. Information on
http://engineerspress.com online tanggal 7 september 2015.
[7] E.S. Barboza Neto, L.A.F. Coelho, M.M.C. Forte, S.C. Forte, S.C. Amino dan C.A. Ferreira, Processing of a LLDPE/HDPE Pressure Vessel Liner by Rotomolding, Materials Research, 17(2014) 236-241.
[8] B.C. Chun, T.K. Cho, M.H. Chong, Y.C. Chung, J. Chen, D. Martin dan R.C. Cieslinski, Mechanical Properties
of Polyurethane/Montmorillonite
Nanocomposite Prepared by Melt Mixing, Journal of Applied Polymer Science, Vol. 106 (2007) 712–721. [9] A. Hamsi, The application of palm oil
as a binder for injection molding
process, Proceeding, Malaysian
Engineer (2005) pp.80-83.
[10] A. Hamsi, Pengaruh campuran 3% dan 4%PP pada aspal penetrasi 60/70 terhadap kekuatan tekan dan rendam
air, Departemen Teknik Mesin,
Fakultas Teknik, USU (2014).
[11] I. Mujiarto, Sifat dan karakteristik material plastik dan bahan aditif, Traksi, Vol. 3, No. 2 (2005).
[12] F. Gapsari dan P.H. Setyarini, Pengaruh fraksi volume terhadap kekuatan tarik dan lentur komposit resin berpenguat serbuk resin, Jurnal rekayasa mesin, Vol.1, No.2 (2010) pp 59-64.