ANALISIS PENGUKURAN PRODUKTIVITAS MESIN CNC DI
PT. RAJA PRESISI SUKSES MAKMUR DENGAN
METODE OVERALL EQUIPMENT EFFECTIVENESS (OEE)
Mochamad Romadhani
Teknik Industri, Universitas 17 Agustus 1945 Surabaya [email protected]
ABSTRAK
PT. Raja Presisi Sukses Makmur merupakan sebuah perusahaan yang bergerak dibidang jasa permesinan. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin/peralatan karena kerusakan tersebut sehingga target produksi tidak tercapai.Akibat lain yang ditimbulkan kerusakan mesin/peralatan yaitu dalam hal kualitas produk yang dihasilkan dimana produk yang tidak sesuai dengan standar kualitas akan diolah kembali. Peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektivitas mesin Bubut CNC dan mesin Milling CNC dengan menggunakan metode OEE dan OMAX yang kemudian dilanjutkan dengan pengukuran OEE six big losses dan dari faktor six big losses tersebut dicari faktor terbesar yang mengakibatkan rendahya efisiensi mesin mesin Bubut CNC dan mesin Milling CNC. Hasil dari penelitian ini mengetahui kerugian dalam satuan jam dan persen menyarankan kepada pihak perusahaan untuk lebih memperhatikan faktor penggunaan waktu produksi, penggunaan energi, penggunaan tenaga kerja, dan perawatan dari mesin. Dengan memperhatikan faktor-faktor tersebut diharapkan produktivitas perusahaan akan meningkat dan proses produksi telah berjalan efektif dan efisien.
Kata Kunci : Produktivitas, rasio, efektif, efisien
ABSTRACT
PT. Presisi Sukses Makmur is a company engaged in machining services. This can be seen with the frequency of damage that occurs in the machine / equipment because of the damage so that the production targets are not achieved. Another result of damage to the machine / equipment is in terms of product quality resulting in products that are not in accordance with quality standards will be processed again. Increased production efficiency at this company is by measuring the effectiveness of CNC Lathe machine and CNC Milling machine by using OEE and OMAX method which then continued with OEE measurement six big losses and from six big losses factor is sought the biggest factor causing low efficiency machine machine Lathe CNC and CNC Milling machines. The results of this study know the loss in hours and percent suggest to the company to pay more attention to the factors of use of production
time, energy use, labor usage, and maintenance of the machine. By paying attention to these factors are expected to increase corporate productivity and production process has been running effectively and efficiently.
Keywords : Productivity, ratio, effective, efficient
PENDAHULUAN
Dalam memproses pesanan pelanggan PT. Raja Presisi Sukses Makmur selalu membutuhkan waktu yang lama, sehingga terjadi keterlambatan penyelesaian waktu pengerjaan job atau melebihi batas maksimal (due date).Total waktu proses yang lama ini merupakan kerugian bagi perusahaan, karena perusahaan tidak dapat beroperasi dengan normal. Jadwal job yang seharusnya dapat berjalan sesuai dengan rencana akhirnya berubah total, dan aktivitas yang berkaitan.
Secara umum dalam proses produksi tidak jauh dari gangguan akibat adanya beberapa mesin yang sering mengalami kerusakan (breakdown) yang disebabkan oleh umur mesin yang sudah tua.
Sehingga dapat mengakibatkan timbulnya kerugian-kerugian lainnya seperti lamanya waktu dalam set-up dan adjustment, dapat menghasilkan kegagalan produk, seringnya mesin berhenti tiba-tiba dan kerugian dalam menunggu lamanya mesin hingga kondisi produksi yang stabil dicapai.
Oleh karena itu, pemeliharaan (maintenance) dalam pencegahan biasanya merujuk pada kegiatan perbaikan (repair), perkiraan (predictive), dan pemeriksaan menyeluruh (overhaul). Pemeliharaan (maintenance) adalah suatu penggabungan setiap tindakan atau kegiatan yang dilaksanakan untuk mempertahankan, atau memulihkan suatu alat, mesin, bangunan pada kondisi yang dapat diterima.
MATERI DAN METODE
Overall Equipment Effectiveness merupakan produk dari six big losses padamesin/peralatan. OEE juga merupakan ukuran menyeluruh yang diidentifikasikan tingkat produktivitas mesin/peralatan dan kinerja secara teori. Tujuan dari OEE adalah sebagai alat ukur performa dari suatu sistem maintenance, dengan menggunakan metode ini maka dapat diketahui ketersediaan mesin/peralatan, efisiensi produksi, dan kualitas output mesin/peralatan.
Objectives Matrix (OMAX) adalah suatu sistem pengukuran produktivitas parsial yang di kembangkan untuk memantau produktivitas di suatu perusahaan atau di tiap bagian saja, dengan rasio produktivitas yang sesuai dengan keberadaan bagian tersebut. Dalam Omax diharapkan aktifitas seluruh personil perusahaan untuk turut menilai, memperbaiki dan mempertahankan. Karena sistem ini merupakan sistem pengukuran yang diserahkan langsung ke bagian- bagian unit proses produksi. Data-data yang diperlukan dalam menunjang pembahasan pengukuran kinerja mesin ini adalah :
1. Data Mesin
2. Data waktu pengamatan penyelesaian job pada mesin. 3. Data Jumlah Produksi
Pengujian data ini dilakukan untuk memilah data, sehingga secara statistik data layak untuk dipergunakan dalam pembahasan.
Langkah-langkah pengujian sebagai berikut : a. Pengukuran Nilai OEE
Tahapan ini dilakukannya perhitungan nilai OEE yang bertujuan untuk mengetahui tingkat efektivitas kinerja mesin atau peralatan pada lini produksi. Pengukuran nilai OEE dipengaruhi oleh tiga nilai rasio diantaranya adalah nilai Availability Ratio, Performance Ratio, dan Quality Ratio.
b. Menentukan faktor-faktor yang menyebabkan nilai OEE rendah Untuk mengetahui penyebab nilai OEE rendah dapat diketahui penyebab-penyebab masalah berdasarkan fishbone diagram dan 5 Why’s, dimana penentuan permasalahan dari ketiga faktor perhitungan pada OEE. Fishbone diagram ini dapat diperluas menjadi diagram sebab dan akibat (cause and effect diagram). Perluasan ini dapat dilakukan dengan menggunakan teknik menanyakan dalam 5M yaitu dilihat dari faktor material (faktor bahan baku), machine (faktor mesin), man (faktor manusia), method (faktor metode), dan environment (faktor lingkungan).
c. Pembahasan pengukuran rasio produktivitas pada Objectives Matrix (OMAX) ini terdiri dari beberapa tahapan, yaitu :
1. Kriteria Efisiensi
Menunjukkan bagaimana penggunaan sumber daya perusahaan seperti tenaga kerja, energi, material serta modal yang sehemat mungkin.
2. Kriteria Efektivitas
Menunjukkan bagaimana perusahaan mencapai hasil bila dilihat darisudut akurasi dan kualitasnya
3. Kriteria Inferensial
Menunjukkan suatu kriteria yang tidak secara langsung mempengaruhi produktivitas tetapi bila diikutsertakan dalam matrik dapat membantu memperhitungkan variabel yang mempengaruhi faktor-faktor yang mayor. Rasio-rasio yang digunakan dalam kriteria ini
Data Delay dan Jenis Perbaikan Mesin
No Jenis Mesin Operasi Jenis
Perbaikan 1 Mesin Band Saw
Ciamix Cutting Penggantian -Mata Pisau 2 Mesin CNC Bubut Ciamix Drilling dan Turning Penggantian -Bearing - Power Pack - Motor Pompa - Kipas Pendingin 3 Mesin CNC MillingHardford FI Milling Penggantian - Spinder -Regulator - Pipa Air Presure
4 Mesin EDM Top-50 EDM
Perbaikan -Linier - Electrical 5 Mesin Milling Manual
Ciamix Milling
Penggantian -Bearing
- Motor Automatic Sumber : PT. Raja Presisi Sukses Makmur
HASIL DAN PEMBAHASAN
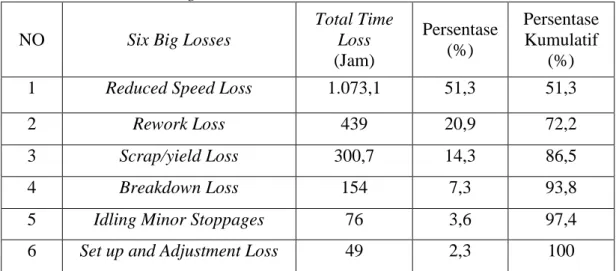
Dari perhitungan histogram metode OEE dapat dilihat bahwa faktor yang memiliki persentase terbesar dari keenam faktor tersebut adalah reduced speed losses sebesar 52,0%. Untuk melihat urutan persentase keenam faktor tersebut mulai yang terbesar
Tabel Pengurutan Persentase Faktor Six Big Losses Mesin Mesin Bubut CNC dan Mesin Milling Hardford FI Bulan Januari 2015 - Desember 2016 NO Six Big Losses
Total Time Loss (Jam) Persentase (%) Persentase Kumulatif (%)
1 Reduced Speed Loss 1.073,1 51,3 51,3
2 Rework Loss 439 20,9 72,2
3 Scrap/yield Loss 300,7 14,3 86,5
4 Breakdown Loss 154 7,3 93,8
5 Idling Minor Stoppages 76 3,6 97,4
6 Set up and Adjustment Loss 49 2,3 100
Standar awal ini dibuat dengan maksud agar digunakan sebagai acuan awal dari produktivitas OMAX di PT. Raja Presisi Sukses Makmur. Standar awal yang digunakan ada perhitungan produktivitas ini adalah pada bulan Januari 2015 - Desember 2016. Berikut ini adalah penentuan standar awal selengkapnya pada tiap-tiap rasio.
Tabel Nilai Tertinggi dan Terendah Pengamatan Mesin Bubut CNC dan Mesin Milling Hardford FI Bulan Januari 2015-Desember 2016
Tahun Rasio Terendah Tertinggi
2015 1 10 25,1 2 0,001 0,00176 3 16,6 41,6 4 10 58,3 5 11,1 62,5 6 9,3 12,7 2016 1 10 23,8 2 0,001 0,00162 3 20 33,3 4 14,7 51,5 5 14,7 51,5 6 7,7 12
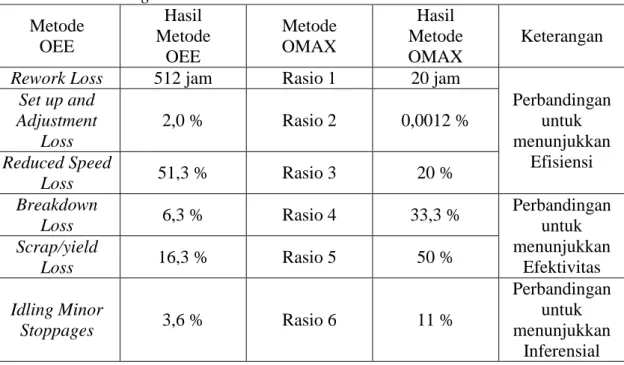
Berdasarkan hasil analisa dan uraian hasil pengukuran OEE dan OMAX di Mesin CNC PT. Raja Presisi Sukses Makmur, dapat diambil beberapa kesimpulan, antara lain :
Tabel Perbandingan Metode OEE dan Metode OMAX Mesin Bubut CNC dan Mesin Milling Hardford FI Bulan Januari 2015-Desember 2016
Metode OEE Hasil Metode OEE Metode OMAX Hasil Metode OMAX Keterangan
Rework Loss 512 jam Rasio 1 20 jam
Perbandingan untuk menunjukkan Efisiensi Set up and Adjustment Loss 2,0 % Rasio 2 0,0012 % Reduced Speed Loss 51,3 % Rasio 3 20 % Breakdown Loss 6,3 % Rasio 4 33,3 % Perbandingan untuk menunjukkan Efektivitas Scrap/yield Loss 16,3 % Rasio 5 50 % Idling Minor Stoppages 3,6 % Rasio 6 11 % Perbandingan untuk menunjukkan Inferensial
KESIMPULAN
Dari hasil penelitian antara metode OEE dan OMAX ini dapat diberikan beberapa kesimpulan sebagai brikut :
1. Tingkat penyebab rendahnya efektivitas mesin CNC adalah reduce speed loss sebesar 52,0 % diikuti dengan faktor rework loss sebesar 20,3 %.
2. Nilai hasil produktivitas dengan menggunakan metode OMAX adalah Rasio untuk kriteria Efisiensi Rasio 3 sebesar 58,3 %
Rasio untuk kriteria Efektivitas Rasio 5 sebesar 62,5 % Rasio untuk kriteria Inferensial Rasio 6 sebesar 12,7 %
3. Perbaikan untuk meningkatkan efektivitas kinerja mesin CNC dengan cara perencanaan, pengawasan, dan evaluasi terhadap jalannya proses produksi dengan lebih baik.
DAFTAR PUSTAKA
Ansori Nachnul.2013.Integrated Maintenance System.Yogyakarta.
Hasriyono Miko.2009.Evaluasi Efektivias Mesin Dengan Penerapan Total Productive Maintenance (TPM) di PT.Hadi Baru.Medan: Fakultas Teknik Industri Universitas Sumatra Utara.
Hois. 2015. Objectives Matrix (OMAX) and Analytical Hierarchy Process (AHP).http://omax.com/aeunike-lecture.html/, di akses pada 2 Januari 2018 pukul 15.30.
Kho Budi. 2016. Produksi dan Operasional. http://Ilmumanajemenindustri.com/cara-menghitung-oee-overall-equipment-effectiveness-tpm/, di akses pada 20 November 2017 pukul 18.30.
Setiawan Rudy.2011.Analisis Pengukuran Nilai Overall Equipment Efectiveness (OEE) Sebagai Dasar Perbaikan Proses Manufaktur Line Ijeksi Plastik Door Handle Mobil.Jakarta: Fakultas Teknik Industri Universitas Indonesia.
Satyawan Indra.2015.Analisis Overall Equipment Efectiveness (OEE) Sebagai Rekomendasi Perbaikan Maintenance.Yogyakarta: Fakultas Teknik Industri Universitas Islam Negeri Sunan Kalijaga.
Tamtomo Tjahjo Ariyandito. 2008.Pengukuran Produktivitas Proses Produksi PT. Halco Dengan Menggunakan Alat Ukur OMAX(Objectives Matrix). Jakarta : Fakultas Ekonomi Universitas Indonesia.
Vorne. 2002. Free Resources and Fresh Perspectives on Oee. http://oee.com/world-class-oee.html/, di akses pada 10 Oktober 2017 pukul 16.30.