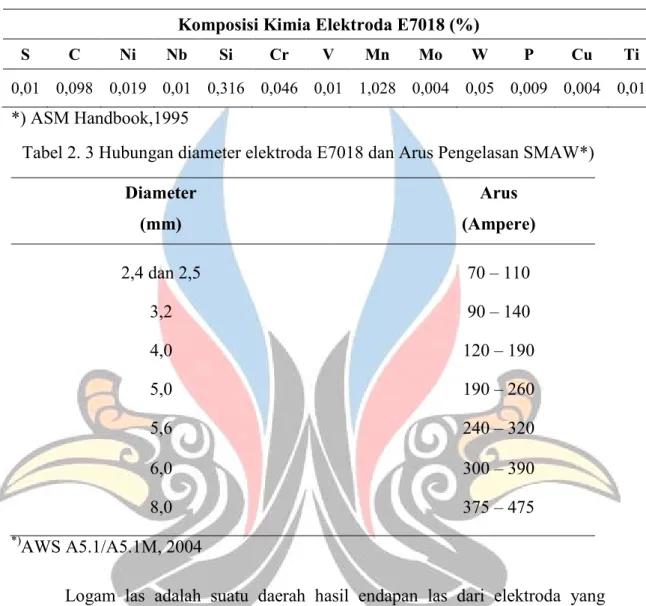
Untuk area pengelasan yang mempunyai daya serap panas yang tinggi, diperlukan arus listrik yang besar, dan diperlukan juga panas tambahan jika memungkinkan. Pemilihan besar arus listrik tergantung pada beberapa faktor antara lain: diameter elektroda yang akan digunakan, ketebalan benda kerja, jenis elektroda yang akan digunakan, polaritas kutub dan juga posisi pengelasan. Pengelasan FCAW (Flux-Cored Arc Welding) merupakan pengelasan busur gas yang menggunakan kawat las yang juga berfungsi sebagai elektroda.
Biasanya dapat dilakukan pada pengelasan yang sulit diakses, membuat pengelasan pendek atau posisi pengelasan keluar seperti vertikal atau overhead. FCAW self-shielding adalah proses melindungi logam las cair dengan menggunakan gas dari penguapan atau reaksi yang dihasilkan dari inti lelehan. Gas shielding FCAW (Gas shielding) merupakan double gas shielding yaitu proteksi terhadap lelehan logam las dengan gasnya sendiri, yang didalamnya juga ditambahkan gas shielding yang berasal dari luar sistem.
Kedua metode ini sama-sama menghasilkan terak las yang berasal dari fluks pada kawat las dan melindungi logam las selama proses pemadatan. FCAW dikenal karena kemampuannya menghasilkan sambungan las berkualitas tinggi yang halus dan seragam. 21 elektroda dan juga bahan dasar las, sehingga alur las akan terlihat kecil dan tidak rata serta penetrasinya kurang dalam.
Sebaliknya jika arus yang terlalu besar maka elektroda akan cepat meleleh dan menghasilkan permukaan las yang terlalu lebar dari yang diinginkan serta penetrasi yang terlalu dalam sehingga dapat mengakibatkan kuat tarik yang rendah dan bahan dasar las yang digunakan akan menjadi tidak kuat. semakin rapuh (Jones, 2015).
Kecepatan Pengelasan
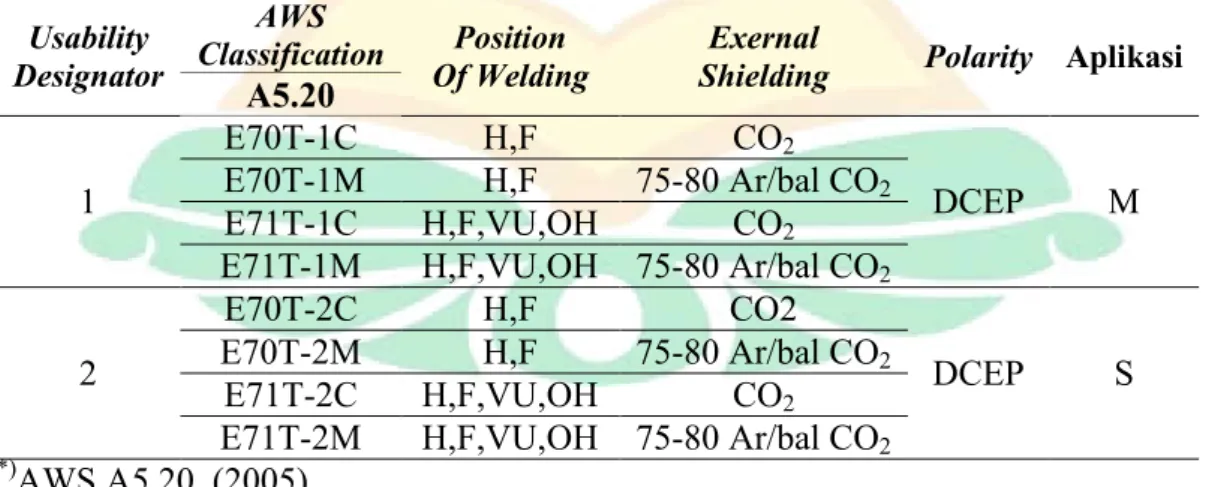
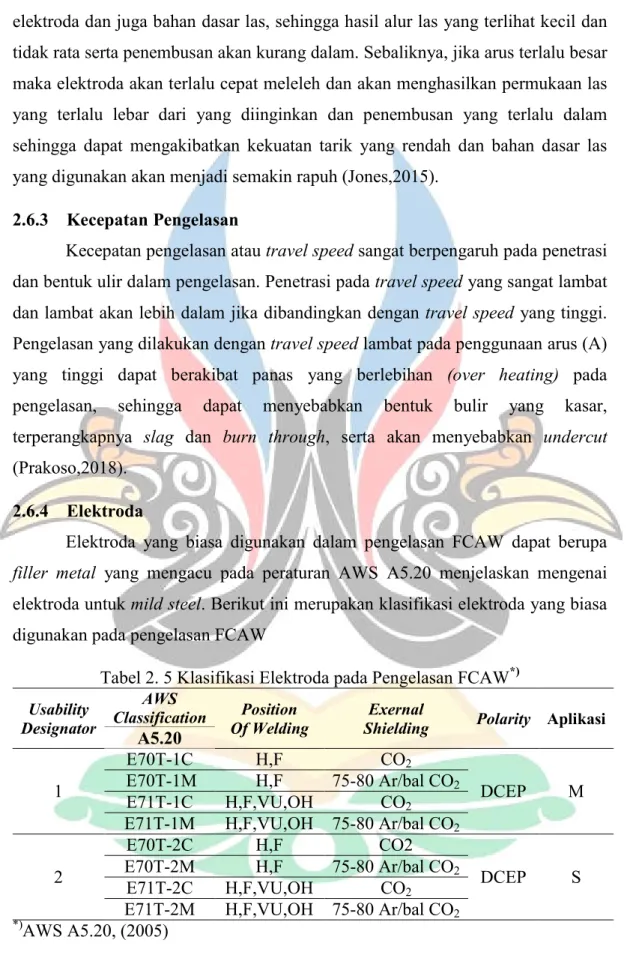
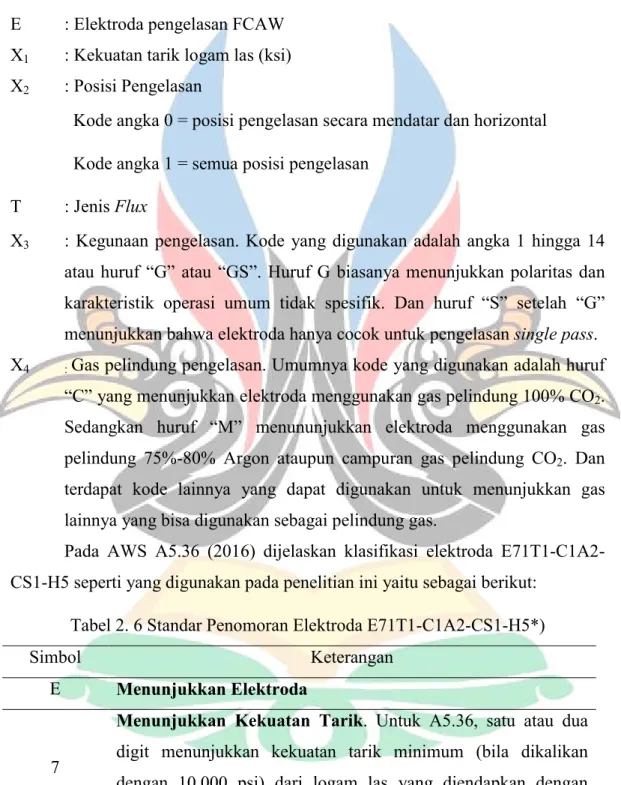
Elektroda
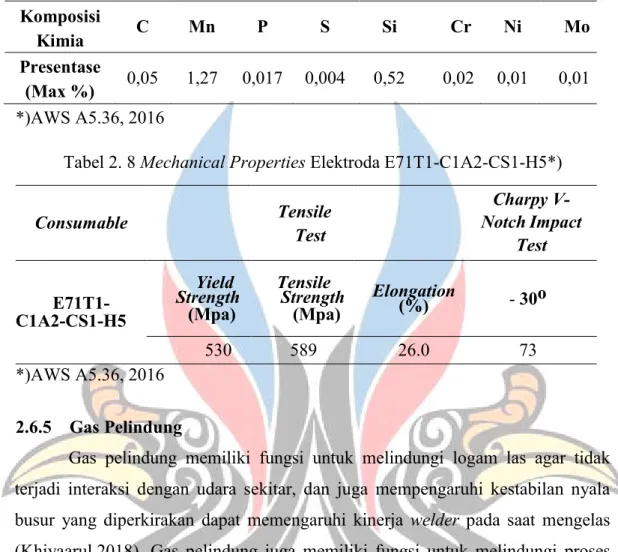
Untuk A5.36, satu atau dua digit menunjukkan kekuatan tarik minimum (bila dikalikan dengan 10.000 psi) logam las yang diendapkan pada elektroda ini, yaitu 70.000 psi. Untuk A5.36, indikator ini menunjukkan suhu dalam °F pada atau di atasnya dimana kekuatan geser logam las memenuhi atau melebihi 20 ft·lbf. Gas pelindung mempunyai fungsi untuk melindungi logam las agar tidak berinteraksi dengan udara sekitar, dan juga mempengaruhi kestabilan nyala api busur yang diduga mempengaruhi kinerja tukang las pada saat melakukan pengelasan (Khiyaarul, 2018).
Gas pelindung juga mempunyai fungsi untuk melindungi proses peleburan logam pada kawat las dan juga benda kerja. Tujuan utama penggunaan gas pelindung pada pengelasan FCAW adalah untuk melindungi busur las saat melelehkan logam dari kontaminasi atmosfer. Gas pelindung dapat berperan dengan menggerakkan udara pada area sekitar busur las dan pada proses pengelasan (Nugroho, 2011).
Berikut ini adalah jenis-jenis gas pelindung yang umum digunakan pada proses pengelasan GMAW dan FCAW masing-masing (Nugroho, 2011): 1. Oksida yang dapat terbentuk melalui deoksidasi elemen elektroda yang dapat mengapung pada permukaan logam hasil pengelasan. dan akan menjadi bagian dari perlindungan terhadap polusi udara. Jika kandungan karbon pada logam las kurang dari 0,05 persen, gas asam karbon dapat meningkatkan kandungan karbon pada logam las.
Karbon yang terkandung pada logam las biasanya mampu mengurangi timbulnya korosi pada beberapa jenis baja tahan karat, hal ini dapat menjadi isu yang sangat penting dalam aplikasi pencegahan korosi. Penambahan karbon pada logam las dapat menurunkan ketangguhan dan keuletan pada berbagai jenis las baja paduan rendah. Jika kandungan karbon pada logam las lebih besar dari 0,10 persen, maka penggunaan gas arang yang berfungsi sebagai pelindung dapat mengurangi kandungan karbon pada logam las.
Argon dan karbon dioksida dapat dicampur dan digunakan sebagai gas pelindung dalam pengelasan FCAW. Jika persentase campuran gas argon semakin tinggi maka dapat meningkatkan efisiensi pengisian las dan mengurangi terjadinya percikan las. Campuran ini dapat menyebabkan perpindahan logam las secara globular mendekati bentuk semprotan.
Campuran argon-karbon dioksida biasanya dapat digunakan pada posisi pengelasan lapisan luar (capping) dan pengelasan kontinu dengan sifat busur yang lebih baik. Penggunaan elektroda pada pengelasan yang menggunakan gas pelindung yang dicampur dengan argon-CO2 akan menyebabkan peningkatan mangan, silikon dan deoksidasi unsur lainnya, dan jika persentase argon semakin tinggi maka akan mempengaruhi sifat mekanik logam las. .
Uji Makro (Macro Test)
Metalografi sangat penting untuk mengetahui distribusi fasa, ukuran butir dan untuk mengetahui ada atau tidaknya inklusi (pengotor) pada logam. Hasil metalografi dapat dijadikan acuan untuk mengetahui apakah suatu material memenuhi spesifikasi yang dipersyaratkan atau untuk mengetahui proses yang telah dilalui material tersebut (Manurung, 2020).
Uji Mikro (Mikro Test)
Struktur mikro logam dapat diubah melalui perlakuan panas atau melalui proses deformasi logam yang diuji (PPNS, 2015). Perakitan merupakan tahapan yang dilakukan terhadap sampel yang bentuknya kecil atau tidak beraturan guna memudahkan penanganan material pada saat proses penggilingan. Pengamplasan merupakan suatu langkah yang dilakukan untuk menghaluskan permukaan sampel dengan tingkat amplas yang berbeda-beda.
Pemolesan merupakan suatu langkah yang dilakukan dengan memoles bahan uji hingga menghasilkan permukaan yang rata dan bebas goresan. Waktu yang dibutuhkan dan keberhasilan pemolesan tergantung pada perawatan yang dilakukan selama pemolesan untuk mencapai permukaan bebas goresan. Etsa merupakan suatu langkah yang dilakukan untuk menimbulkan korosi pada bahan uji sehingga diketahui sifat struktur logam atau paduannya.
Karena perbedaan ini dan bergantung pada arah pantulan cahaya yang diterima lensa, fase yang lebih lembut akan tampak lebih terang dan fase yang lebih keras akan tampak gelap. Begitu pula bentuk dan ukuran butirnya akan terlihat sehingga fasa-fasa yang terlihat pada bahan yang diuji dapat dibedakan. Secara umum prinsip kerja mikroskop optik adalah cahaya yang masuk dari suatu sumber cahaya melewati lensa kondensor, setelah itu cahaya yang masuk tersebut merambat ke bidang kaca, yang akan dipantulkan ke sampel.
Kemudian sebagian sinar datang akan dipantulkan, sebagian lagi akan dibelokkan akibat membentur permukaan yang terkorosi pada saat pengetsaan. Cahaya datang yang dipantulkan kembali pada mikroskop optik akan diteruskan ke lensa mata sehingga dapat diamati. Pada dasarnya pengujian ini dilakukan untuk memastikan bahwa bahan yang digunakan masih aman dan belum melewati toleransi kerusakan (Naryono, 2012).
Metode pengujian visual merupakan pemeriksaan material tanpa alat, metode ini paling umum digunakan dalam pengujian NDT. Metode uji penetran cair merupakan metode NDT yang paling sederhana. Metode ini digunakan untuk mencari cacat pada permukaan terbuka pada komponen padat baik logam maupun non logam seperti keramik dan serat plastik, dengan metode ini cacat pada material akan terlihat jelas. Fluida ini harus mempunyai daya tembus yang baik dan viskositas yang rendah untuk dapat menembus cacat pada permukaan material.
Penelitian Terdahulu
Dapat disimpulkan bahwa semakin tinggi ampere las yang digunakan maka nilai ketangguhan yang diperoleh akan semakin tinggi, namun setelah titik ketangguhan maksimum tercapai maka nilai ketangguhan akan menurun kembali pada penerapan ampere berikutnya. Dan jika semakin besar sudut las yang digunakan maka ketangguhan material yang digunakan akan semakin berkurang. Hasil: Pengujian impak yang dilakukan pada pengelasan SAW diperoleh nilai ketangguhan rata-rata pada daerah HAZ yaitu 1,826 J/mm2, sedangkan pada daerah logam las diperoleh nilai ketangguhan rata-rata sebesar 0,978 J/mm2.
Dengan demikian disimpulkan bahwa pengelasan FCAW mempunyai nilai ketangguhan yang lebih baik dibandingkan dengan pengelasan SAW. Hasil uji impak yang dilakukan menunjukkan rata-rata nilai ketangguhan pada arus 100A sebesar 1,2 J/mm2, pada arus 110A sebesar 1,3 J/mm2 dan pada arus 120A sebesar 1,6 J/mm2. Jadi dapat disimpulkan bahwa arus 120A mempunyai nilai ketangguhan yang paling tinggi dibandingkan arus lainnya karena dengan bertambahnya masukan panas maka laju pendinginan setelah pengelasan akan semakin lambat.
Ukuran butir pada daerah las arus las 120 A tampak lebih besar dibandingkan dengan ukuran butir pada daerah las arus las 100 A. Pada arus las 100 A, struktur mikronya menunjukkan ferit acicular yang berbentuk bersilangan. bilahnya, terlihat lebih kecil dari jarum ferit yang ada pada pengelasan 120 A. Cara: Elektroda untuk proses pengelasan FCAW adalah KISWEL AWS A5.20 E71T-1 diameter 1 mm dengan pelindung gas CO2, berat satu roll 15 kg.