Behnken as a statistical experimental design to determine the impact of pressure and solids content on casting hardness (Shore A). The pressure casting unit provides information about the casting speed, casting hardness and water retention by measuring the cast cakes.
Rheology of Clay-Based Suspensions
Factors Controlling Suspension Rheology
This statement implies that the charge of kaolinite particles is controlled by the cations.3 Carty et al., demonstrated that Na+ cations are not responsible for dispersion in clay base suspensions, ie. Na+ cations do not act as dispersants.2 Conversely, Na+ cations drive coagulation because they compress the bilayer in the absence of specific adsorption.3 In that study, it was demonstrated that dispersion is caused by the specific adsorption of the anionic polyelectrolytes on the surface of particles, rather than Na+.
Ionic Dissolution
A higher temperature reduces water viscosity and therefore reduces the viscosity of the entire system.17,18 (Figure 1). Combinations of a (Si2O5)2- layer of SiO44+ tetrahedra connected at the corner with an Al2(OH)22+ layer of aluminum octahedra are the basis of the crystal structure of clay minerals.
Slip casting
Low-Pressure Casting
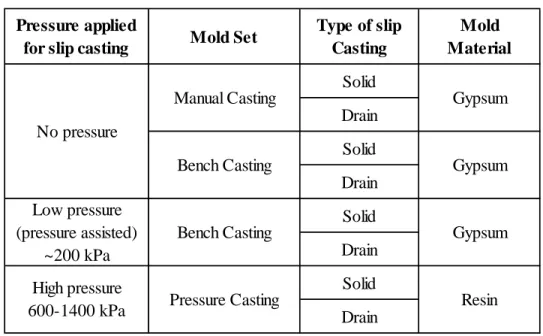
Casting with plaster molds has some disadvantages, such as: plaster molds must be dried after each use; with manual casting, the drying process takes almost twenty-four hours;. mass production requires many molds due to the low casting speed and rapid abrasive wear of plaster molds; plaster molds and castings require large storage areas and disposal of plaster molds is an expensive process.22. for slip casting Mold Set Type of slip casting.
High-Pressure Casting
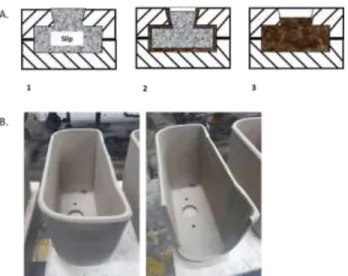
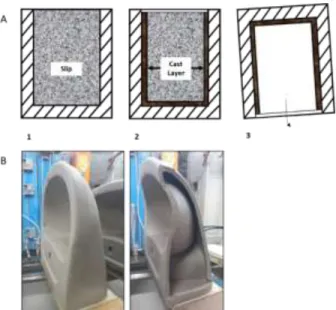
Schematic cross section of the pressure filtration system; this model proposed by Aksay and Schilling assumes a one-dimensional casting system. Where Satwt - Drywt = Water volume of the cast cakes in (cm3); Satwt and Drywt are the saturated and dry weight of the cast cakes respectively and Powder is the powder density (g/cm3).

Body Formulation
Raw Materials
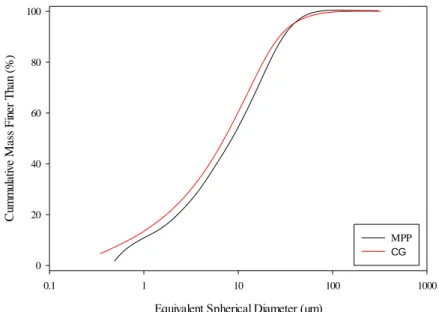
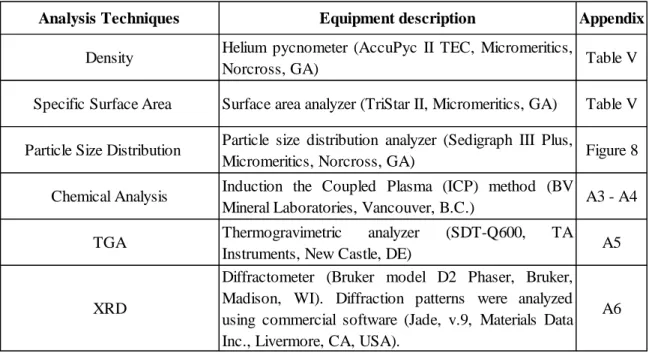
Specific Surface Surface Area Analyzer (TriStar II, Micromeritics, GA) Table V Particle Size Distribution Particle Size Distribution Analyzer (Sedigraph III Plus, . Micromeritics, Norcross, GA) Figure 8 .
Suspension Preparation and Dispersant Additions
Ionic Dissolution
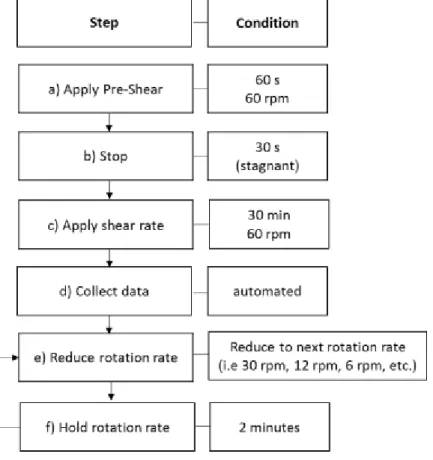
Rheology Measurements
Steady-Stead Method for Viscosity Measurements
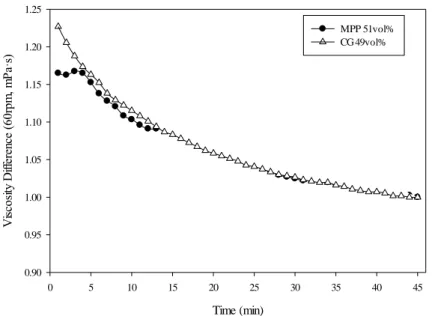
The normalized viscosity difference was calculated by dividing the viscosity measured at each time interval by the value obtained after 45 minutes.
Evaluation of Dispersant Efectiveness
Sodium-based dispersants evaluated in porcelain bodies with corresponding chemical formulas and commonly used abbreviation3,6. Dispersive chemical formula Abbreviation Na-Polyacrylic acid H-(NaC3O2H3)n-H Na-PAA Na-Silicate (x=0.22) X-Na2O.(1-x)SiO2 Na-silicate Na-carbonate Na2CO310H20 Na-ash.
Viscosity Measurements at Different Temperatures
Casting
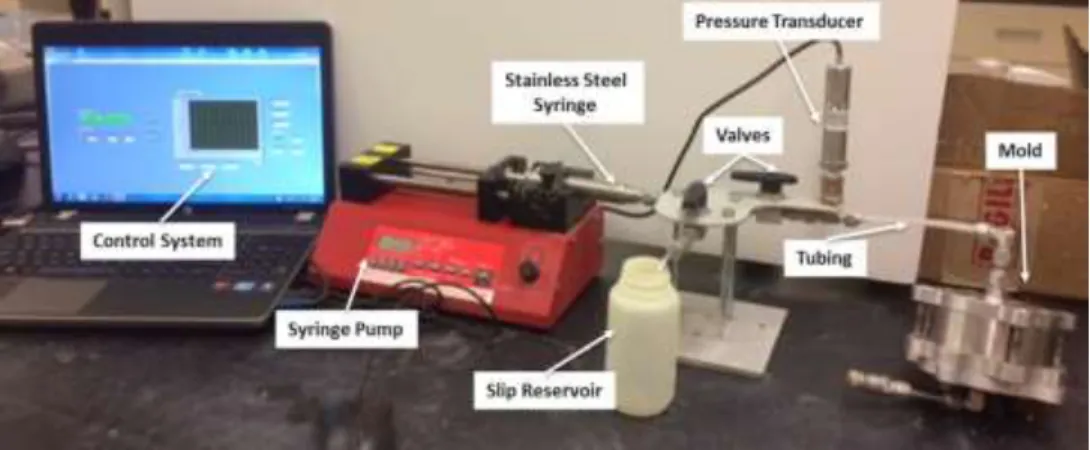
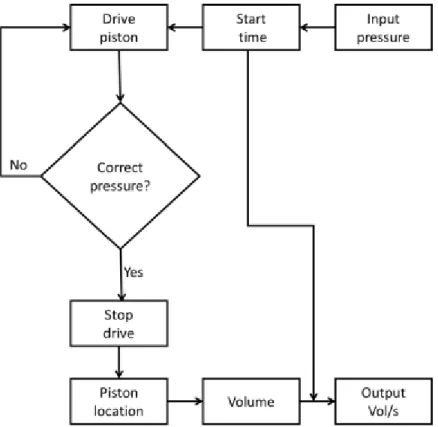
Construction of Pressure Casting Unit
Changes to the shape of the resin part were made to fit it into the aluminum mold. The first casting trials with the developed die casting unit were carried out using a 50 ml stainless steel syringe to fill the mold and piping by simply filling the syringe with slip once. When the system was tested at pressures above 600 kPa (87 psi), the deflection of the sprayer control rods caused the system to bind.
Before casting began, the stainless steel syringe and tubes were cleaned to ensure continuous filling of the mold without air bubbles. A system pre-charge was performed because the volume of the syringe was insufficient to fill both the mold and the tubing. Once die casting was stopped, the mold was opened and allowed to drain for three minutes.
Measurements of thickness, casting hardness and water retention level were performed on the wet cast pieces. The variation in pressure is due to the action of the stepper motor used to drive the syringe pump, because the syringe pump motor, which is a stepper motor. Cast pieces with a diameter of 38.6 mm and variable thickness can be obtained using the developed die casting unit (Figure 15).
Statistical Experimental Design
Measurement of Pressure Casting Responses
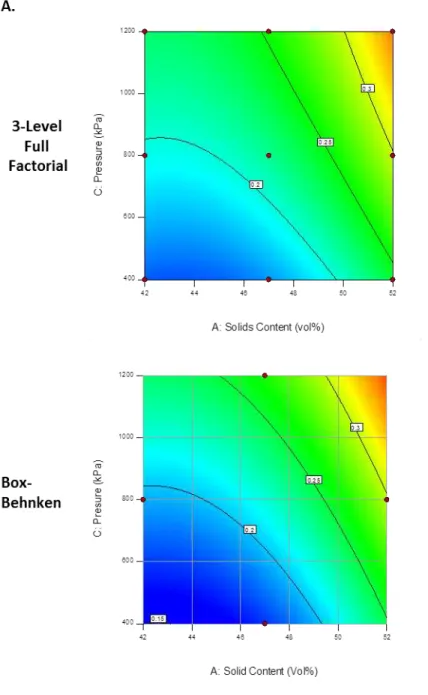
Factors and levels used in the experimental design on MPP and CG Slip. A) Diagram of 3-level full factorial experimental design for MPP slip and (B) Box-Behnken experimental design for CG slip. Casting rate was calculated from the casting cake thickness divided by the square root of casting time.2,15 Equation (8) shows casting rate calculations. Where Tc is the cake thickness in mm and t is the casting time in seconds.

Rheology
Effect of Commercial Dispersants on Porcelain Bodies Rheology
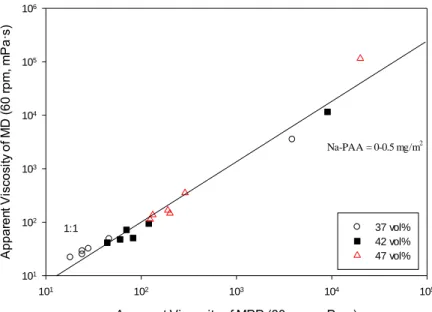
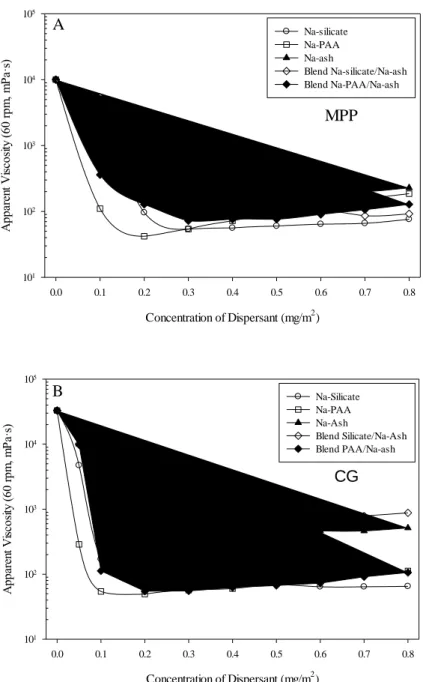
Apparent viscosity of the (A) MPP and (B) CG suspensions at 42 vol% and 60 rpm as a function of dispersant concentration. Na-PAA was selected to study the effect of this dispersant on both slips using different solids contents. The apparent viscosity of (A) MPP and (B) CG suspension at 60 rpm as a function of Na-PAA concentration.
The blue dashed lines show the viscosity window defined for pumping MPP and CG suspensions. The blue dashed lines show the viscosity window defined for casting the MPP and CG suspensions. From these results, it is possible to predict viscosity values for both slips at different solids contents.
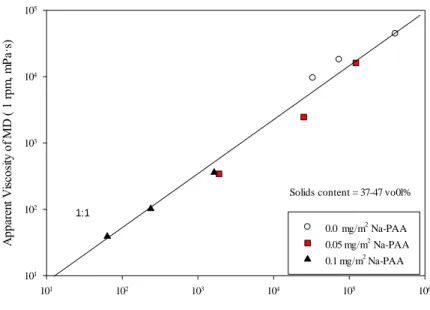
Apparent viscosity calculated at a shear rate of 1.0 rpm, extrapolated from (log) apparent viscosity versus (log) shear rate curves of different solids content in MPP and CG strips and using different levels of Na-PAA. Comparison of apparent viscosity at 60 rpm between CG and MPP slips with solids content of 42–52 vol%. Comparison of apparent viscosity at 1 rpm between CG and MPP strips with dispersant level of 0.0-0.1 mg/m2.
Effect of Temperature on Porcelain Body Rheology
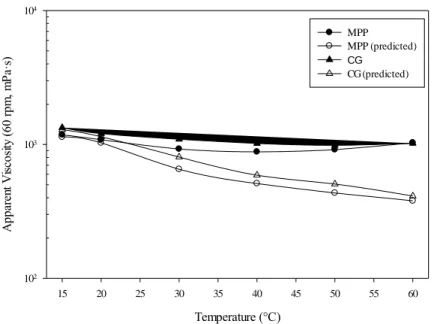
Predicted viscosity of MPP (○) and CG (∆) based on the viscosity reduction of the suspension medium as a function of temperature. MPP slip was suitable for pumping using the constructed die casting unit at 0.09 mg/m2 Na-PAA, in the range of 42-52 vol% solids content. CG slip, however tested under the same conditions as MPP, could not be measured due to its high values.
These behaviors define the rheological window for CG slippage, which is pumped using a pressure unit casting. Figures 25A and 25B show apparent viscosity as a function of temperature for MPP and CG slip, respectively. It was shown that temperature does not contribute to the apparent viscosity of both slips at the solids content used in these experiments.
Ion Dissolution Analysis
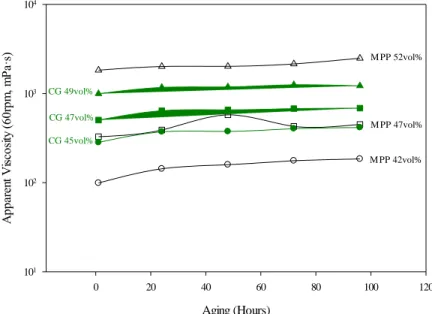
Apparent viscosity as a function of aging time for MPP and CG slips at different solids concentrations. Example of the predicted curve of dissolution of M2+ at RT and 50°C based on divalent cation concentration of 20 vol% suspensions of MPP and CG with various solids loading after 30 hours of aging.
Pressure Casting
Results of the Statistical Experimental Design
Figures 29-31 show the comparison of the results obtained using 3-level full factorial and Box-Behnken as statistical experimental designs to investigate the contribution of pressure and solids content to pour rate, pour hardness and water retention for MPP slip at 37 °C to determine. Lower values of water retention lead to higher casting hardness and therefore better stiffness of the cast pieces. Example of the impact of pressure and temperature on pour rate, pour hardness and water retention of MPP slip at 37°C.
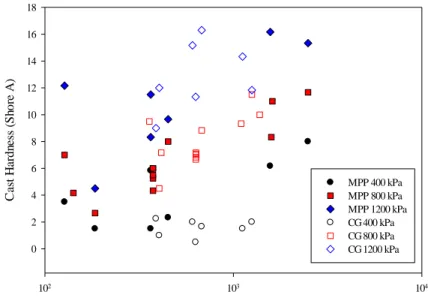
Pour rate, pour strength, and water retention responses were fit to quadratic models for both slides (Table X). Comparison of results obtained in MPP and CG slides at 37°C using Box-Behnken as statistical experimental design to determine the influence of pressure and solids content on cast hardness (Shore A). The data of pour rate, pour hardness and water retention level were obtained by pouring both slips at the mentioned temperatures at 400, 800 and 1200 kPa pressure.
Casting hardness as a function of casting rate for MPP and CG strips at 400, 800 and 1200 kPa of die casting. The water retention level and pore volume correlate directly with either casting hardness or casting rate (Figures 37 and 38). The die casting results showed that casting hardness and casting rate increase as pressure and solids content increase.
The Role of Viscosity on Presure Casting
Casting hardness as a function of apparent viscosity for MPP and CG slips at 400, 800 and 1200 kPa pressure casting. Casting speed as a function of apparent viscosity for MPP and CG slips at 400, 800 and 1200 kPa pressure casting. The results showed that temperature does not contribute to slip viscosity or pressure casting performance.
Among the three factors assessed, only the solids content and the pressure contribute to the die casting performance. The results also show that only casting hardness and pore volume (related to the water retention level) are the most important variables, despite the common assumption that casting speed is an important variable. The correlation of solids content and pressure to casting hardness and casting rate is suggested to be due to the flow rate of liquid through the cast layer.
It is proposed to estimate the contribution of the solids content of the suspensions to the apparent viscosity at several temperatures, since as the solids content changes, so does the water content. It is possible that the behavior of the viscosity of suspensions as a function of temperature may follow the law of mixtures, i.e., the effect of temperature scales with water concentration. Kocatopcu, "Basic study of clay; VII, Effect of particle size on the properties of casting slips", J.
Analysis Techniques
- Raw Materials used in MPP and CG body
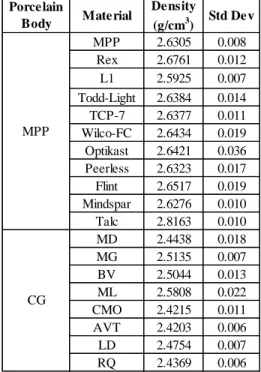
- Density of Raw Materials Used in MPP and CG body
- Chemical Analysis of Raw Materials used in MPP and CG body
- Chemical Analysis of 20 vol % Suspensions of MPP and CG body Used for the Ionic
- TGA of Raw Materials used in MPP and CG Slips
- XRD of Raw Materials used in MPP and CG Slips
Chemical Analysis of Raw Materials Used in MPP Porcelain Body - These results were obtained from ICP analysis of molten then dissolved samples. Chemical Analysis of Raw Materials Used in CG Porcelain Body - These results were obtained from ICP analysis of molten then dissolved samples. Chemical Analysis of 20 vol % Suspensions of MPP and CG body Used for the Ionic Dissolution Analysis Used for the Ionic Dissolution Analysis.
MONSTERS PPB PPB PPB PPM PPB PPB PPM PPB PPM PPB PPB PPM PPB PPB.
Methods for Viscosity Measurements
High Pressure Casting Unit
Statistical Experimental Design for MPP and CG Slips
Results of Statistical Experimental Design
MPP slip
CG slip
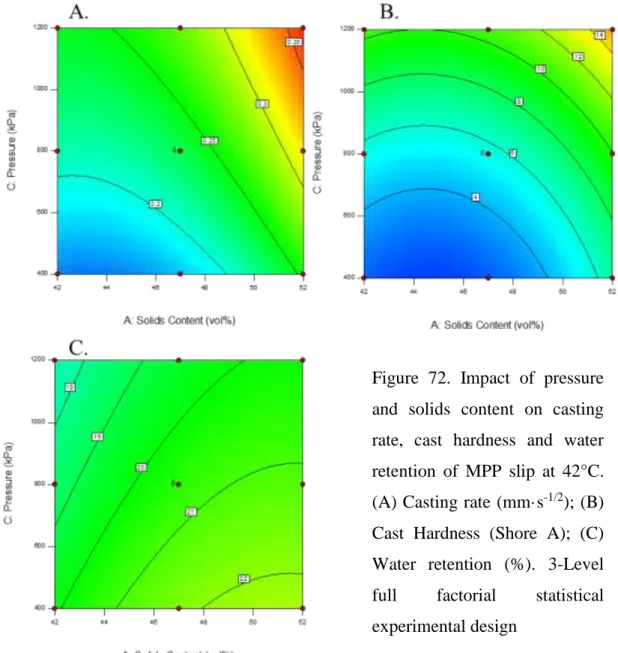
Contour surfaces for pressure casting responses
Impact of pressure and solids content on pour rate, pour hardness and water retention of MPP slip at 42°C. Impact of pressure and solids content on pour rate, pour hardness and water retention of MPP slip at 47°C. Impact of pressure and solids content on pour rate, pour hardness and water retention of MPP slip at 37°C.
Effect of pressure and solids content on pour rate, pour hardness, and water retention of CG slip at 37°C. Effect of pressure and solids content on pour rate, pour hardness, and water retention of CG slip at 42°C.