PENDAHULUAN
Rumusan Masalah
Tujuan Penelitian
Manfaat Penelitian
Batasan Masalah dan Asumsi
- Asumsi
TINJAUAN PUSTAKA
Karakteristik Aluminium Billet
Biasanya, paduan ini digunakan dalam desain bagian pesawat, selubung pompa, rotor, blower berkecepatan tinggi, dan desain struktur yang membutuhkan kekuatan mekanik tinggi. Divisi Peleburan Aluminium (SCA) memproduksi billet aluminium dan memiliki standar karakteristik cacat fisik yang dapat dilihat pada Lampiran 2.
Dimensi Aluminium Billet
Jenis-jenis Produk Cacat Aluminium Billet
Bengkok adalah jenis cacat di mana belokan dan cekungan terbentuk pada permukaan luar bagian tersebut. Oxide plaster adalah salah satu jenis produk cacat yang cacatnya berupa bercak atau lubang dengan kedalaman sekitar 5 mm. Kerak permukaan merupakan jenis cacat dimana permukaan tidak sempurna akibat kerak atau pelunakan cairan yang disebabkan oleh suhu mesin yang tidak stabil.
Pengertian Produk
Barang tidak tahan lama adalah barang berwujud yang biasanya dikonsumsi untuk satu atau lebih penggunaan. Barang tahan lama adalah barang material yang biasanya dapat bertahan lama dengan banyak kegunaan (umur ekonomis pemakaian normal lebih dari satu tahun). Bahan habis pakai adalah produk yang dapat langsung dikonsumsi tanpa melalui proses lebih lanjut untuk mendapatkan manfaat dari produk tersebut.
Barang industri merupakan jenis produk yang masih memerlukan pengolahan lebih lanjut untuk memperoleh manfaat tertentu.
Produk Jadi
Produk Cacat
Normal : dimana setiap proses produksi tidak dapat menghindari terjadinya produk cacat, perusahaan sebelumnya telah memperhitungkan adanya produk cacat. Error : dimana terjadinya produk cacat disebabkan oleh kesalahan dalam proses produksi seperti kurangnya perencanaan, kurangnya pengawasan dan kontrol, kelalaian pekerja dan sebagainya.
Defect
Lean dan Six Sigma
- Pendekatan Lean
- Pendekatan Six Sigma
- Lean Six Sigma
Pemborosan tipe satu adalah aktivitas kerja yang tidak menciptakan nilai tambah dalam proses pengubahan input menjadi output sepanjang aliran nilai, tetapi aktivitas tersebut tidak dapat dihindari saat ini karena berbagai alasan. Jenis pemborosan yang kedua adalah kegiatan yang tidak menciptakan nilai tambah dan dapat segera dihilangkan. Pemborosan merupakan aktivitas yang tidak bernilai tambah (non-value added activities) dan dikenal di kalangan praktisi Lean Factoring sebagai.
Sebuah proses atau prosedur yang mencapai lebih atau kurang dari kemampuan Six Sigma diharapkan memiliki tingkat cacat tidak lebih dari beberapa Parts Per Million (PPM). Proses adalah langkah-langkah yang diperlukan, baik yang menambah nilai produk maupun yang tidak, untuk membawa produk dari bahan mentah menjadi produk jadi. Khususnya, untuk menghindari pemetaan yang tidak diinginkan dari setiap langkah proses, simbol ini biasanya mewakili satu departemen dengan aliran internal yang berkelanjutan.
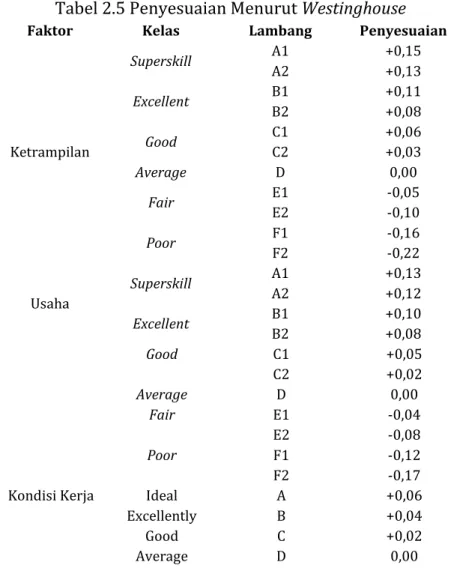
Pengambilan sampel dibenarkan karena keterbatasan waktu, tenaga dan biaya yang tidak memungkinkan kita untuk mengamati semua anggota populasi. Klasifikasi kelas keterampilan serta karakteristik masing-masing kelas yang disajikan adalah sebagai berikut: (IftikarZ. Sutalaksana, 2006). Bekal dilakukan untuk tiga hal, yaitu untuk keperluan pribadi, penghilang penat dan rintangan yang tidak dapat dihindari.
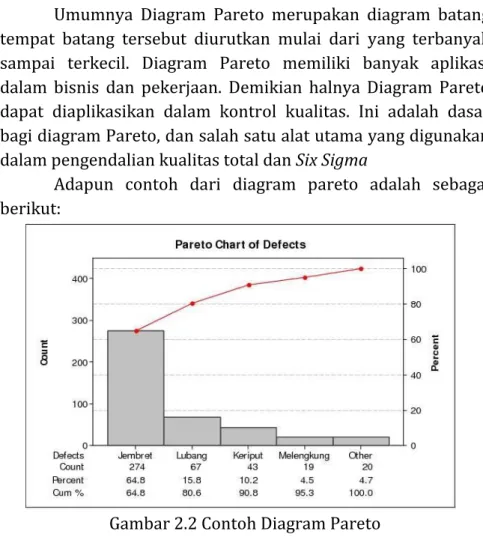
Hal ini dapat diartikan bahwa diagram Pareto dapat menghasilkan beberapa alasan penting untuk meningkatkan kualitas produk atau jasa.
Penelitian Sebelumnya
Analisis pengendalian mutu proses produksi susu bubuk menurut metode Lean Six Sigma”, bahwa salah satu metode yang tepat dalam upaya peningkatan mutu adalah metode Lean Six Sigma. Lean Six Sigma dapat didefinisikan sebagai pendekatan sistematis untuk mengidentifikasi dan menghilangkan pemborosan atau aktivitas yang tidak bernilai tambah. Rizky Nita Noer berjudul “Analisis Efektifitas Proses Discharge Menggunakan Pendekatan Lean Six Sigma pada Penyakit Dalam, Neurologi, Bedah, Pasien Jantung dan Paru, Lotus Hospital Fatmawati, Tahun 2 15”.
Menerapkan lean six sigma membantu rumah sakit mencapai "kecepatan" yang dimiliki lean dan "kualitas" yang dimiliki six sigma. Keberhasilan penerapan lean six sigma dalam meningkatkan proses discharge telah dibuktikan di beberapa rumah sakit baik internasional maupun nasional. Kemang Medical Care berhasil menerapkan lean six sigma untuk meningkatkan efisiensi proses discharge yang hanya membutuhkan waktu 21 menit (Iswanto, 2015).
Berdasarkan hal tersebut diatas maka peneliti sangat tertarik untuk melakukan penelitian tentang proses discharge di instalasi rumah sakit kelas 3 lotus untuk penyakit dalam, neurologi, bedah, jantung dan paru dengan menggunakan pendekatan lean six sigma. Fika Aras Arditiya dengan judul “Analisis Pengurangan Cacat Pada Industri Kertas Menggunakan Pendekatan Lean Six Sigma”. Six Sigma merupakan metode yang digunakan untuk meningkatkan kualitas manufaktur dengan konsep dasar DMAIC (Define, Measure, Analyze, Improve, dan Control).
Rambe, dan Khawarita Siregar berjudul “Pengendalian kualitas dengan menggunakan peta kendali MEWMA dan pendekatan Lean Six Sigma di PT. Implementasi peta kendali MEWMA (Multivariate Exponential Weighted Moving Average) dan pendekatan dengan menggunakan metode Lean Six Sigma yang berfokus pada pengurangan waktu produksi dan cacat produksi selama proses produksi.
Lokasi dan Waktu Penelitian
Cara Pengumpulan Data
Definisi Variabel Operasional
Produk cacat adalah produk yang dihasilkan dalam proses produksi dimana produk tersebut tidak sesuai dengan baku mutu yang ditetapkan, tetapi produk cacat secara ekonomis masih dapat diperbaiki dengan mengeluarkan biaya tertentu.
Metode Analisis
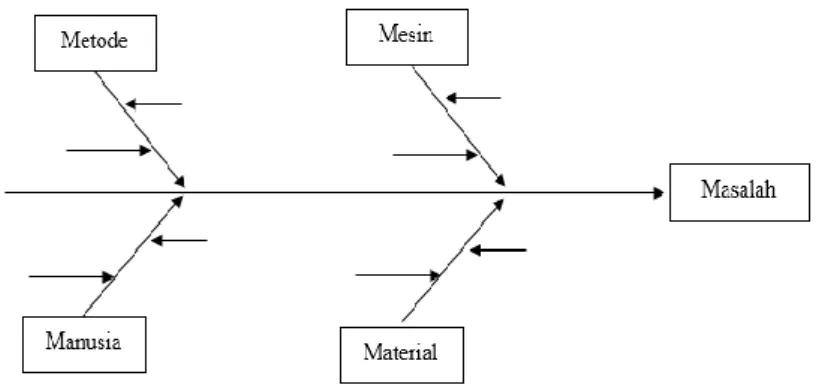
Pada tahap ini dimulai dengan mengukur waktu siklus dan menghitung waktu standar yang diperlukan untuk melakukan kegiatan produksi, kemudian menghitung total lead time produksi. Kemudian perhitungan terkait kualitas produk yang dihasilkan dengan menentukan Critical To Quality (CTQ), menghitung Defects Per Millions Opportunities (DPMO) dan menghitung level sigma. Pada tahap analisis ini dibuat peta kendali atau peta kendali P-Chart kemudian dibuat diagram sebab akibat untuk menganalisis penyebab cacat produk.
Pada tahap ini digunakan metode Failure Mode And Effect Analysis (FMEA) untuk memperbaiki proses berdasarkan tahap Analyze.
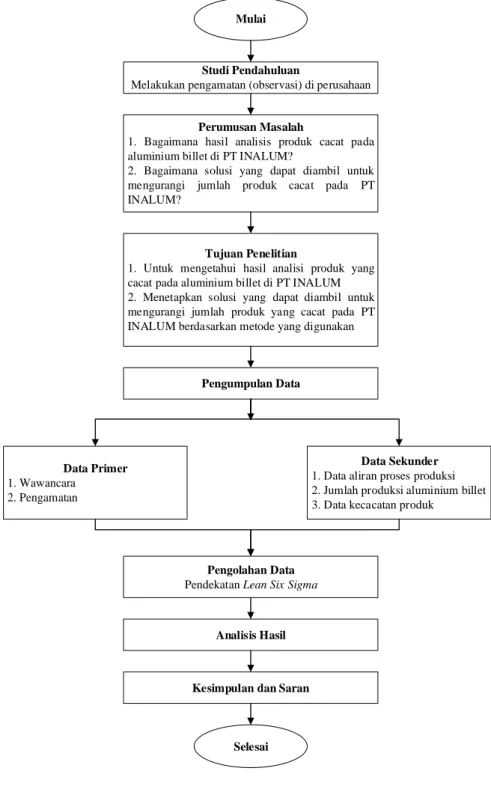
Diagram Alir Penelitian
Menentukan solusi yang dapat diambil untuk mengurangi jumlah produk cacat di PT INALUM berdasarkan metode yang digunakan.
HASIL PENELITIAN DAN PEMBAHASAN
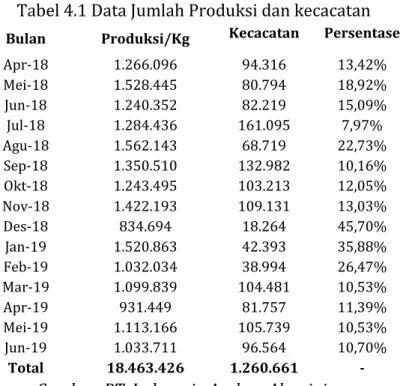
Data Jumlah Produksi dan Kecacatan
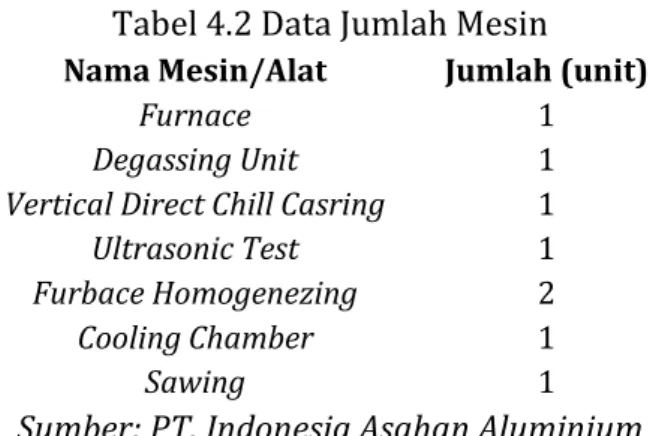
Data Jumlah Mesin
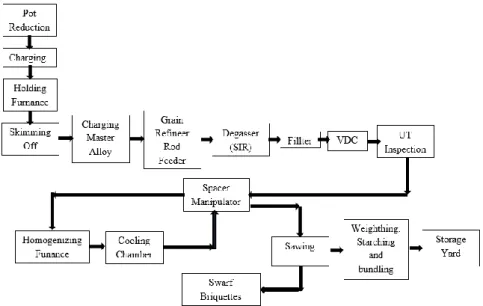
Data Aliran Proses
Data Waktu Siklus
Data Rating Factor
Data Allowance (Kelonggaran)
Data Jenis-Jenis Kecacatan
Pembahasan
- Six Sigma
- Tahap Define
- Tahap Measure
- Perhitungan Waktu Normal dan Waktu
- Perhitungan Metrik Lean
- Pengolahan Data Kualitas Produk
- Tahap Analyze
- Tahap Improve
- Tahap Control
Produk yang akan menjadi bahan penelitian adalah produk dengan jumlah cacat terbanyak yaitu billet Aluminium. Ruang lingkup proyek pemecahan masalah perusahaan adalah pada saat proses produksi billet Aluminium dilakukan. Tujuan dilakukannya penelitian ini adalah untuk meminimalisir jumlah cacat produk selama proses produksi dengan menggunakan pendekatan Lean Six Sigma.
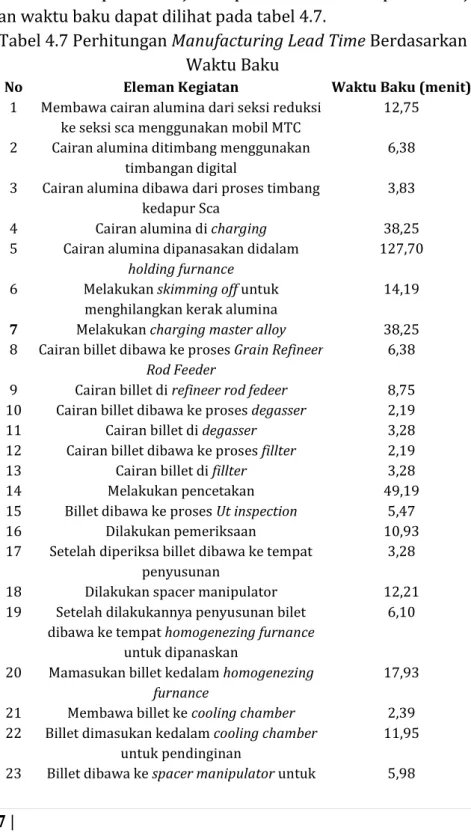
Produk yang dipilih dalam penelitian ini adalah produk Aluminium Billet, karena sering terjadi cacat pada produk selama produksi sehingga mengakibatkan pemborosan. Data yang digunakan dalam pembuatan pemetaan aliran nilai adalah data yang terkait dengan proses manufaktur. Hasil rekapitulasi waktu normal dan waktu baku setiap proses produksi pembuatan billet aluminium dapat dilihat pada Tabel 4.6.
Waktu produksi adalah waktu yang diperlukan untuk melakukan suatu proses produksi dari awal proses sampai akhir proses berdasarkan waktu baku. Hal ini dilakukan untuk mengetahui kinerja proses dari produk yang cacat, yang telah diidentifikasi sebagai dasar untuk perbaikan lebih lanjut dari proses pembuatan billet aluminium. Critical to Quality (CTQ) adalah karakteristik kualitas yang mempengaruhi selama proses produksi dan saat digunakan oleh pelanggan.
Dari hasil wawancara dengan karyawan/operator produksi billet aluminium di bagian smelter aluminium casting (SCA) PT Indonesia Asahan Aluminium (Persero), terdapat beberapa penyebab dan akibat yang menyebabkan produk aluminium billet menjadi cacat. Masalah utama dalam proses produksi billet aluminium adalah permukaan bergelombang, tumpahan, retakan, tanda seret, robekan melintang, bengkokan, bintik oksida, dan kerak permukaan.
Usulan Perbaikan
- Usulan Untuk Peningkatan Kecepatan Proses
Sesuai dengan saran yang diberikan, peningkatan kecepatan proses produksi diperkirakan dan dihasilkan pemetaan aliran nilai yang ideal. Peningkatan kecepatan ini dapat dilihat dari segi efisiensi siklus proses baru, yang akan mengurangi waktu tunggu proses. Untuk melakukan perhitungan lean metric untuk aktivitas baru, aktivitas diklasifikasikan menurut analisis nilai tambah.
Analisis
- Analisis Kegiatan Value Added dan Non Value
- Analisis Process Cycle Efficiency
- Analisis Perhitungan Tingkat Sigma
Tingkat sigma di perusahaan memiliki total rata-rata keseluruhan dari April 2018-Juni 2019, yang berada pada tingkat sigma 2.133, artinya setiap nilai mewakili bahwa setelah 1.000.000 produk diproduksi, diperoleh sekitar 308.000 DPMO dan persentase menghasilkan 69,2%. Penerapan metode Lean Six Sigma yang serius dan berkesinambungan dalam perusahaan dapat meningkatkan nilai sigma perusahaan saat ini sehingga perusahaan dapat mencapai nilai 6 sigma. Cacat perdarahan dan permukaan bergelombang disebabkan oleh kecepatan pengecoran di atas 150 mm/menit, kecepatan pengecoran di bawah 100 mm/menit dan paduan master non-standar.
Operator inspeksi ut harus memeriksa suhu mesin setiap 5 menit dan jika terjadi kenaikan suhu di atas 720, operator inspeksi ut harus menekan tombol turun untuk suhu mesin. Operator inspeksi ut harus memeriksa suhu mesin setiap 5 menit dan jika suhu turun di bawah 680, operator inspeksi ut harus menekan tombol naik untuk suhu mesin. Operator pemeliharaan harus memeriksa meja pengecoran sebelum dan sesudah pencetakan dan melakukan perawatan preventif seminggu sekali pada meja pengecoran.
Operator inspeksi ut harus memeriksa kecepatan lemparan setiap 5 menit dan jika terjadi peningkatan kecepatan pada kecepatan lemparan di atas 150 mm/menit, operator inspeksi ut harus menekan tombol pengurangan kecepatan untuk kecepatan lemparan. Operator inspeksi ut harus memeriksa kecepatan pengecoran setiap 5 menit dan jika terjadi penurunan kecepatan pada kecepatan pengecoran di bawah 100 mm/menit, operator inspeksi ut harus menekan tombol kecepatan tambah untuk kecepatan pengecoran. Personel material pada saat menerima bahan baku dari pemasok harus melakukan pengecekan bahan baku secara detail dengan melihat batas baku baku bahan baku dan personel material harus melakukan pengecekan ulang terhadap bahan baku pada saat akan dilakukan proses produksi.
Hasil analisis produk cacat pada billet aluminium yaitu tingkat sigma pada perusahaan memiliki total rata-rata total dari bulan April 2018-Juni 2019 yaitu sebesar 2,133 yang artinya setiap nilai menyatakan setelah 1.000.000 produk diproduksi, sekitar 308.000 DPMO dan memiliki persentase hasil 69,2%. Solusi yang dapat diambil untuk mengurangi kecacatan produk pada billet aluminium adalah dengan menyarankan perusahaan untuk menambah Standar Operasional Prosedur (SOP).