CHAPTER
17
ELECTROTHERMAL INDUSTRIES
Many chemical products, made at high temperatures, demand the usc of an electric furnace. Electric furnaces are capable of producing tempera- tures as high as 4100°C. This may be contrasted with the highest com- mercial comcustion-furnace temperatures of about 1700°C._.T.he'· effects of high temperature are twofold: the speed of the_r~acti9n ~s increased and new conditions of equilibrium are established: Tliese llew equilibrium conditions have resulted in the production of compounds unknown before the electric furnace. Silicon and calcium carbides are examples of new prooucts thuBlonn~u. Th~ ~\~ctric furnac~ afiords mor~ ~xact control and more concentration of heat with less thermal loss than is possible with other types of furnace. This favorable situation is caused by lack of flue gases and by the high temperature gradient between the source of heat and the heated mass. The electric furnace is much cleaner and more cOfivenient to operate than the combustion furnace. It is operated by alternating current of large amperage usually with moderate voltage, while the electrolytic industries require direct current.
The three chief types of electric furnaces are arc, induction, and resistance. The heat in the arc furnace is produced by an electric arc between two or more electrodes, which are usually graphite or carbon between the electrodes and the furnace charge or between two or more electrodes, which are usually graphite or carb.on and mayor may riot be consumed in the operation. The furnace itself is generally a cylindrical shell lined with a refractory material. Its use is not limited to those industries for which it is a necessity; there are some companies with / rolling-mill operations on common-quality steels where electric-arc fur-
naces are the sole source of their ingots.
The induction furnac'e may be applied only for conducting substances such as metals where the electrical energy is converted into heat by the induced currents set up in the charge. The furnace can be considered as a transformer with the secondary consisting of the metallic charge while the primary consists of heavy copper coils connected to the power source.
Induction! furnaces operate at frequencies from 60 to 500,000 cycles per second, but those used in commercial-scale electrothermal processes do not usually use frequencies above 6,000 cycles per sec. The heating effect is obtained with lower field strengths as the frequency is increased. The
330
SILICON CARBIDE 331 charge should be placed around an iron core in the low-frequency furnace, but this core is unnecessary for high-frequency furnaces.
When the charged material furnishes the electrical resistance required for the necessary heat, the furnace is a direct-heated resistance one; when high-resistance material is added to the charge for the purpose of creating heat, the furnace is indirect-heated.! In the electrochemical industry, the arc and the resistance furnaces are used mostly.
ARTIFICIAL ABRASIVES
History. Previous to 1891 all the abrasives used were natural products such as diamouds, corundum, emery, garnet, quartz, kieselguhr, and rouge. In that year E. G. Acheson produced the first man-made abrasive in a homemade electric-arc furnace while attempting to harden clay.
Acheson found these new hard purple crystals to be silicon carbide. Dis- covering that these crystals were hard enough to cut glass, he sold them, under the trade-mark Carborundum, to gem polishers for $880 per pound.2 Another make of silicon carbide is sold under the trade-mark Crystolon.
Fused aluminum oxide, the most extensively used abrasive, is manu- factured in the electric thermal furnace. Boron carbide, the hardest sub- stance yet made synthetically, is also an electrothermal product.
Uses and Economics. The discovery and production of artificial abrasives were the springboards for the evolution of modern grinding tools which are of paramount importance in the modern precise fabrica- tion of multitudinous metal parts for automobiles, airplanes, rifles, cannon, and other manufactured items of present-day industrial endeavor.
To reduce wear, harder and harder alloys are being developed by the metallurgist, many of which can be finally shaped economically only by these hard artificial abrasives. Silicon carbide and alumina are also used as a, refractory material, both in the form of brick and as loose material for ramming in place. In 1952 the United States and Canada produced 91,531 short tons of silicon carbide and 180,375 short tons of fused alumi- num oxide. Of these quantities 47 per cent of silicon carbide and 4 per cent of aluminum oxide were used for nonabrasive purposes,3 principally as refractories. I
Silicon Carbide. The:raw materials for the production of silicon carbide4 are sand and 'carbon. The carbon is obtained from anthracite, coke, pitch,
I
1 STANSEL, "Industrial Electric Heating," pp. 85-89, John Wiley & Sons, Inc., New York, 1933.
2 COOPER, Modern Abra~ives, J. Chern. Educ., 19, 122 (1942); UPPER, The Manu- facture of Abrasives, J. Chern. Educ., 26, 676 (1949).
3 "Minerals Yearbook," 1952.
4 RUFF, Formation and' Dissociation of Silicon Carbide, Trans. Eleclrochern. Soc., 68, 87 (1935); TONE, High Temperature Products of Silicon, Ind. Eng. Chern., 23, 1312 (1931),
332 ELECTROTHERMAL INDUSTRIES
or petroleum cokes. The sand contains 98 to 99.5 per cent silica. The equat.ions usually given for the reactions involved are
Si02(c)
+
2C(amorph.) ~ Si(c)+
2CO(g); AH =+
144,800 cal.Si(c)
+
C(amorph.) ~ SiC (c) ; AH = -30,500 cal.The total reaction, obtained by combining these equations, is Si02(c)
+
3C(amorph.) ~ SiC(c)+
2CO(g); AH =+
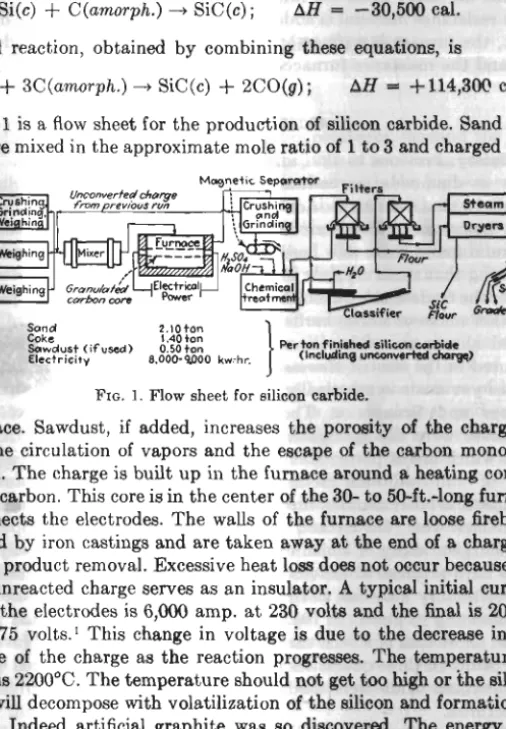
114,300 cal.Figure 1 is a flow sheet for the production of silicon carbide. Sand and carbon are mixed in the approximate mole ratio of 1 to 3 and charged into
Sand Coke
Sawdust (if used) Electricity
Magnetic SepQrator
IO$sifier
#£..
2.IOton }
1.40 ton . . . . •
o SO ton Per ton flnlahed slhc.on carbIde 8.000'WOO kw,hr. (Including unc:onwrted chcargo!>
FIG. 1. Flow sheet for silicon carbide.
the furnace. Sawdust, if added, increases the porosity of the charge to permit the circulation of vapors and the escape of the carbon monoxide produced. The charge is built up in the furnace around a heating core of granular carbon. This core is in the center of the 30- to 5O-ft.-long furnace and connects the electrodes. The walls of the furnace are loose firebrick supported by iron castings and are taken away at the end of a charge to facilitate product removal. Excessive heat loss does not occur because the outside unreacted charge serves as an insulator. A typical initial current between the electrodes is 6,000 amp. at 230 volts and the final is 20,000 amp. at 75 volts.1 This change in voltage is due to the decrease in the resistance of the charge as the reaction progresses. The temperature at the core is 2200°C. The temperature should not get too high or the silicon carbide will decompose with volatilization of the silicon and formation of graphite. Indeed artificial graphite was so discovered. The energy effi- ciency is about 50 per cent with a chemical conversion of from 70 to 80 per cent.
The time of the reaction is about 60 hr.-36 hr. of heating and 24 hr.
of cooling. After cooling, the silicon carbide crystals are removed with a yield of about 6 to 8 tons per furnace. The larger pieces of crystals are broken, washed, and cleaned by chemical treatment with sulfuric acid and caustic soda. The crystals are classified and screened, the finished
1 PERRY, op. cit., p. 1819.
)'USED ALUKINUIl OXIDE 333 product ranging from 6 mesh to fine powder. The outer unreacted part of the charge is combined with the next charge for the furnace.
A part of the core used in the furnace can be made of coke suitable for graphite maaufacture. After the run is completed, the graphite can be separated
frtm
the silicon carbide and converted to desired shapes. 1Pute4 Aluminum Ozide. The raw material for fused aluminum oxide abrasiv. such
as
those sold under the trade-marks Alundum and Aloxite may be an impure bauxite, often called red bataite. The impurities,FIo. 2. Electric-resistance furnace in which Carborundum brand silicon carbide is produced. (Courteay of Tile Ct.rioruftdum Comporl,.)
mainly iron and silicon oxides, have a .great etTect on the structure and properties and Dlust be carefully controlled. Pure alumina is also fused for particular demands as where the grinding-wheel temperature must be kept low. In any ease the aluminous material should be calcined before charging into the furnace.
The vertical arc-resistance furnace consists of a circular steel shell about 7 ft. high resting on a crucible carbon base about 5 ft. in dia.meter. The shell has a slight taper at the top for easy removal from the pig. The outside surface of the furnace is water-cooled so that the unfused alumina around the walls furnishes a refractory lining for the furnace. The round carbon electrodes are lowered into the furnace and arcs are drawn between them and the fused furnace charge. The fusion is usually started by form- ing a trench in the top of the "starting batch" and packing it with coarse
1 VARIA-NOV and N¥GOVuu, ProdUCtioD of Grapbite in Silicon Carbide Furnace, RuBBian Pat. 52fJ08 (1938).
334 ELECTROTHERMAL INDUSTRIES
coke. The electrodes are lowered to make contact with opposite ends of the trench. As soon as the alumina begins to fuse, it carries the current and the starting coke is rapidly consumed. A typical charge to the furnace is calcined bauxite (89 per cent), coke (2 per cent), and scrap'irqn (9 per cent). The charge is added as fast as it fuses between the arcs, and this molten alumina carries the current while much of the iron and' silica is reduced to form a heavy alloy and sinks to the bottoci. As the level of fused alumina rises, 1 the electrodes are raised and mOre' charge is added until finally the furnace is full. Then the current is. shut off and the entire mass cooled under controlled conditions to obtain the texture desired. ) Although this product has the h~ri;lhess 9 in the Moh scale for corundum,'·
it is blebbular in structure and not uniform, and therefore bearings cannot be made from it. The cooled ingots are broken up by roll crushers, washeq ~/
with chemical .sQlutions; arid sieved. The product is fabricated in:t~
abrasive wheels, papers, and powders, or into refractory shapes. For the hard bearings necessary for watches and modern instruments, artificial corundum or white sapphire is made by crystallizing through fusion pure alumina in a hydrogen-oxygen upside-down flame by the Verneuil
proce~s. The crystal boules are cut and polished as desired. Many gems are als.o made by this same process.
Bordn Carbide.2 This is the hardest abrasive ever made· artificially, though far from the hardness of the diamond. It first made its appearance in 1934 under the name Norbide. The reaction for its production is as follows:
The boric oxide is caused to react with coke in a carbon resistance furnace at 2600°C. The product is about 99 per cent B4C. It finds specialized use as a powdered abrasive and in molded shapes such as nozzles for sand- blasting. Other such products as tungsten and tantalum carbide are also manufactured.
/ CALCIUM CARBIDE.
History. The first production of calcium carbide was an accident. In 1892, Thomas L. Willson was attempting to prepare metallic calcium from lime and tar in an electric furnace at Spray, N.C. The product obtained, obviously not calcium, was thrown into a near-by stream and Willson Iwas amazed to note that it liberated great quantities of combustible gas.
, I
1 PERRY, op. cit., p. 1819, energy consumption and other technical data are given;
COOPER, op. cit.
2 RIDGWAY, Boron Carbide, Trans. Electrochem. Soc., 66, 117 (1934); U.S. Pat.
1897214; KIRK and OTHMER, op. cit., Vol. 2, pp. 8:30-834.
MANUFACTURE 335.
The first hctory for the production of calcium carbide was built at Niagara Falls in 1896.'
-Uses and Economics. Calcium carbide is consumed by two principal.
:,procedures: to manufacture cyanamide by combining it with nitrogen and
! to prepare acetylene by reacting it with water. The cyanamide is made by;
" heating calcium carbide in an atmosphere of nitrogen (see Chap. 20). A
"' ~ubstantial proportion of the total calcium carbide produced is converted
~,to cyanamide, but about 70 per cent of the carbide made is used in making
\ acetylene. Acetylene is a very important raw material for a great variety
" qf'
chemical syntheses and as a fuel for welding torches. A small amount of calcium carbide is employed as a reducing agent in some metallurgical processes and as a drying agent. In 1953, 793,335 tons of calcium carbide were produced.Manufacture. Calcium carbide2 is prepared from quicklime and carbon at 2000 to 2200°C. The source of carbon is usually coke, anthracite, or petroleum coke. Coke is most widely used. It should be
CaO(c)
+
3C(amorph.) -> CaC2(l)+
CO(g); t:.H = +111,000 cal.compact and have a low ash content, a low ignition point, and high electrical resistivity so that the bulk of the furnace charge is highly resistant to the flow of energy. Thus the energy is concentrated, resulting in more rapid and complete reaction. Phosphorus should be absent as it forms a phosphide which is converted to poisonous phosphine, PHa, when the carbide is made into acetylene. The quicklime is produced by burning limestone containing at least 97 per cent calcium carbonate. Impuritie,s such as magnesia, silica, and iron hamper production and give a less pure carbide.
The carbide furnace is not a true arc-resistance furnace, but has been developed from the familiar arc furnace. Ingot furnaces, similar to those producing fused aluminum oxide, have been replaced in the carbide indus- try by continuous or intermittent tapping furnaces producing molten carbide. The furnace c6nsists of a steel shell with the side walls lined with ordinary firebrick andithe bottom covered with carbon blocks or anthra-I
cite to withstand thet extremely hot, alkaline conditions. Most of the l~rger furnaces use three-phase electrical current and have suspended in the shell three vertical electrodes.
Improvements inchlde the" closed" furnace where almost all the car- bon monoxide from the reaction is collected and utilized, and SOderberg continuous self-baking eiectrodes which permit larger-capacity furnaces
I,
'ANON., Carbide and Acetylene, Chem. Eng., 67 (6), 129 (1950).
• KIRK and OTHMER, pp., cit., Vol. 2, p. 337; NIEBANCK, The Carbide Industry, Chem. Eng., 67 (6), 131 :(1950); see pictured flow sheet, Chem. & Met. Eng., 47, 253 (1940).
336 ELECTROTHERMAL INDUSTRIES
than did the old prebaked electrodes. The (~apacity range of the furnaces is generally between 5,000 to 18,000 kw.-hr. or higher, and a three-phase tapping furnace of 25,000 kw-hr. produces about 200 tons of commercial product (usually 85 per cent carbide) per day. The approximate consump- tion of materials per ton of carbide is 1,900 lb. lime, 1,300 lb. coke, 35 lb.
electrode paste, and 3,000 kw.-hr. energy (see Fig. 1, Chap, 20). The lime and coke are charged continuously with intermittent or continuous tapping of the liquid product directly into cast-iron chill pots of about 5 tons capacity each. The carbide is cooled, crushed, and sized, then packed in 10- to 220-lb. steel drums or up to 5 ton containers for shipping.
MISCELLANEOUS ELECTROTHERMAL PRODUCTS
Carbon Disulfide. About 500,000,000 lb, of carbon disulfide are pro-~
duced in the United States annually with a value of around $25,000,000.
Although it is employed mostly for the manufacture of viscose rayon and cellophane, it. does have many smaller uses such as a solvent and as an insecticide.
Carbon disulfide is made by the reaction:
750-1000°C.
C
+
2S - ---+ CS2This reaction is carried out by either the retort or the electrothermal process. A newer process uses hydrocarbons and sulfur as the raw mate- rials,! but at present there is only one small commercial installation. The retort process utilizes direct-fired steel or cast-iron retorts. These retorts are generally cylinders, 8 to 10 ft. long and 2 to 3 ft. in diameter with a daily carbon disulfide production of 1,000 to 3,000 lb. each. The retorts are set in gas-heated furnaGes in a bank or series where liquid sulfur and charcoal are charged batchwise to the individual retort. The products are distilled through overhead condensers where the carbon disulfide is separated. Generally, the carbon disulfide is purified by lime, but more . efficient practice utilizes refrigeration. The electrothermal process is carried out2 in a shaft electric-arc furnace wh!:)re the sulfur melted by the arc comes into contact with the charcoal, fo;ming the carbon disulfide which is then volatilized. This is an illustration of the applicability of the electric furnace to specialized conditions with excellent efficiency. The furnace is constructed with an inner tube containing the charcoal and up , which the carbon disulfide passes. Around this is a concentric ring with the
I KIRK and OTHMER, op. cit" Vol. 3, pp, 142-148; FOL:KINS, et al., Carbon Disulfide from Natural Gas and Sulfur, Ind. Eng. Chem., 42, 2202 (1950) •
• TAYLOR, Carbon Disulfide, Tram. Am. Electrochem, Soc., 1, 115 (1902); 2, 185 (1902); PERRY, op. cit., p. 1820 (data given); for a pictured flow sheet, see Chem.
Eng., 68 (1), 174 (1951).
ARTIFICIAL GRAPHITE AND ELECTRODES 337 sulfur. The mult.iple electrodes are at the bottom where t.he reaction occurs.
Fused Silica. This very useful material of construction for the chemical industries is heat.ed to fabrication temperature in an electric furnace.
Artificial Graphite and Electrodes. These are described in Chap. 9 devoted to carbon, while phosphorus is presented in Chap. 18 on Phos- phorus Industries. See also Tahle 2 in Chap. 16 for a summary of the yarious products made hy electrochemical processes.
SELECTED REFERENCES
Mantell, C. L., "Industrial Electrochemistry," 3d ed., McGraw-Hill Rook Company, Inc., New York, 1950.
Pond, G. G., "Calcium Carbide and Acetylene," Pennsylvania State College, State College, Pa., 1908.
Stansel, N. R., "Industrial Electric Heating," .Tohn Wiley & Sons, Inc., New York, i933.
Taussig, R., "Die Indust.rie des Calcium carbides," W. Knapp Verlag, Halle, Germany,
19:10. .
Landis, W. S., Chap. 12 in "Rog!'rs' Manual of Industrial Chemistry," 6th ed., C. C.
Furnas, editor, D. Van Nostrand Company, Inc., New York, 1942.
Mantell, C. L., Electrochemistry, Sec. 28 in Perry, op. cit. This section, embracing pp. 1771-1826, is a very practical summary with many excellent tabulations (e.g., Materials of Construction) and diagrams of furnaces.
/
CHAPTER
18
PHOSPHORUS INDUSTRIES
Owing chiefly to an aggressive and intelligent consumption promotion on the part of the various manufacturers as well as the Federal agencies, the use of artificial fertilizers, phosphoric acid, and phosphate salts and derivatives has increased greatly. However, before these products could be as widely consumed in their fast developing fields, newer, more efficient, and less expensive methods of production had to be developed. During the recent decades, the various phosphate industries have made rapid strides in cutting the costs of production and have thus enabled phos- phorus, phosphoric acid, and its salts to be employed in wider fields, and newer derivatives to be introduced. The phosphorus! industry is the fastest-growing branch of the inorganic field and one of the few that has not been overshadowed by the fast-moving organic chemical Q~vl'llop
ments of recent years. Indeed, phosphorus-organic compounds are of increasing industrial importance each year.
CALCIUM PHOSPHATES
Historical. The use of phosphatic materials as fertilizers was practiced unknowingly long before the isolation and discovery of phosphorus by ·the German alchemist, Brand, in 1669. As early as 200 B.C., the Carthaginians recommended and employed bird dung for increasing the yields from their fields. The Incas of Peru prized guano and bird dung on their islands I so highly that it was made a capital offense to kill any of the birds. Then too, we are all familiar with the use of fish and bones by the American Indian in his crude agricultural methods. Bones and guano continued to be the chief sources of phosphorus and phosphoric acid until after the middle of the nineteenth century, but these supplies were and stilI are limited.
In 1842 a British patent was issued to John B. Lawes for the treatment of bo~e ash:with sulfuric acid.' This patent marked the beginning of the
1 WAGGAMAN, "Phosphoric Acids, Phosphates, and Phosphatic Fertilizers," 2d ed., Reinhold Publishing Corporation, New York, 1952. This is an excellent book and should be freely consulted.
338
RA W MA'fERIAL 339 large acid phosphate industry which became the basis of our domestic fertilizer industry.
Soon afterward various grades of phosphate ores were discovered in England. These were first finely ground and applied directly to the soil.
It was soon recognized, however, that treBtment of these phosphate minerals with sulfuric acid increased the availability and efficiency of the phosphate for agricultural purposes. This process was so timely that by 1862 the annual production of superphosphates in England had reached 200,000 tons. Table 1 shows the United States distribution of phosphate rock by uses.
Raw Material. Phosphate rock, when very finely pulverized, has an important but limited use as a fertilizer itself, owing chiefly to the rela- tively slow availability of the P 205• However, its main consumption is as a raw material for the manufacture of phosphoric acid and superphos- phate. Florida has been the principal producing area for phosphate rock with Tennessee ranking second until recently. Now Idaho ranks above Tennessee. The United States has slightly over half of the world's esti- mated reserves of nearly 29 billion tons of phosphate rock.l Table 2 shows phosphate rock mined over a period of years.
In Florida both hard and pebble rock phosphate are mined. Hard rock phosphate occurs as nodules and boulders in irregular pockets but only one company is now actively exploiting these deposits. The more extensive and cheaply mined pebble deposits occur with an average of 20 ft. of overburden Wh9Se phosphatic value is too low to process and from 10 to 30 ft. of ore called matrix in the industry. This matrix is composed of clay slimes, silica sand, and phosphate pebble. The sizes range from pebbles at lY2 to 2 in. (small amount) down to 400 mesh. The overburden is removed generally by a drag line which dumps into a previously mined-out cut.
Drag-line operations remove the matrix and drop it into an excavated area. ,Hydraulic guns break down the mud in the matrix and wash it to the pump suction where it is transported through hoses by large sand pumps to the beneficiati9n plant (Fig. 1).
In Tennessee four types of phosphate rock are found-nodular, blue, white, and brown. Only the latter is mined at present, following somewhat the Florida procedures. The overburden here is at extreme varying depths with an average of from! 6 to 8 ft. -
Although originally deposited in horizontal layers,2 the large Western
!
1 WILKERSON, Processing Phosphate Rock for Use in Agriculture, Ind. Eng. Ghent., 41, 1316 (1949);
ct.
Chap. 33, Phosphate Rock, by FULToN in "Industrial Minerals and Rocks," 2d ed., American Institute of Mining and Metallurgical Engineers, 1\:)49;MANSFIELD, Phosphate Deposits of the World, Ind.'Eng. Ghent., 34, 9 (1942).
2 See WAGGAMAN and BELL, Western Phosphates . . . Factors Affecting Develop- ment, Ind. En!!. Chent., 42, 269 (11150); Western Phosphates . • . Potential Markets,
Ind. Eng. Ghem., 42, 286 (HJ50).
340 PHOSPHORUS INDUSTRIES
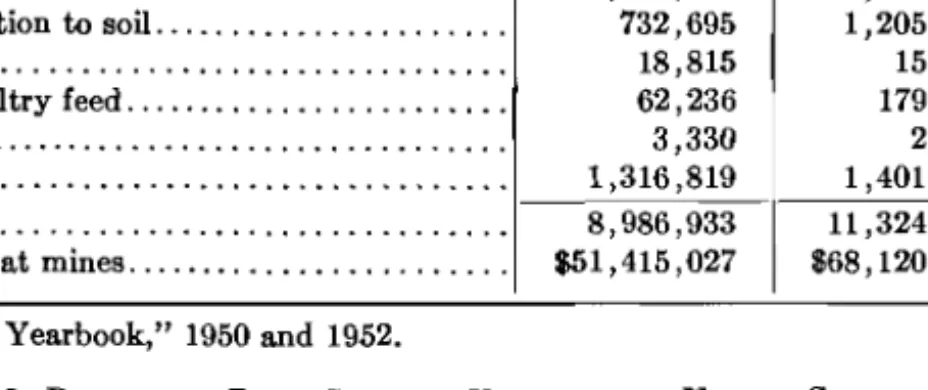
TABLE 1. USE DISTRmUTION OF PHOSPHATE ROCK IN THE UNITED STATESG
(In long tons)
1949 1952
Superphosphate ... . 5,598,423 6,494,921 Phosphates, phosphoric acid, phosphorus, ferro-
phosphorus. . . 1,254,615 2,024,206 Direct application to soil. . . 732,695 1,205,993 Fertilizer filler. . . 18,815 15,737 Stock and poultry feed. . . 62,236 179,186 Undistributed. . . 3,330 2,166
Ex;::::::::::::::::::::::::::::::::::::::: :I--~_::-!-~:_:_::-~-:-I--l-~-'--::-~-~-'-:-~:-:-
Total value at mines... ... $51,415,027 $68,120,918 G "Minerals Yearbook," 1950 and 1952.
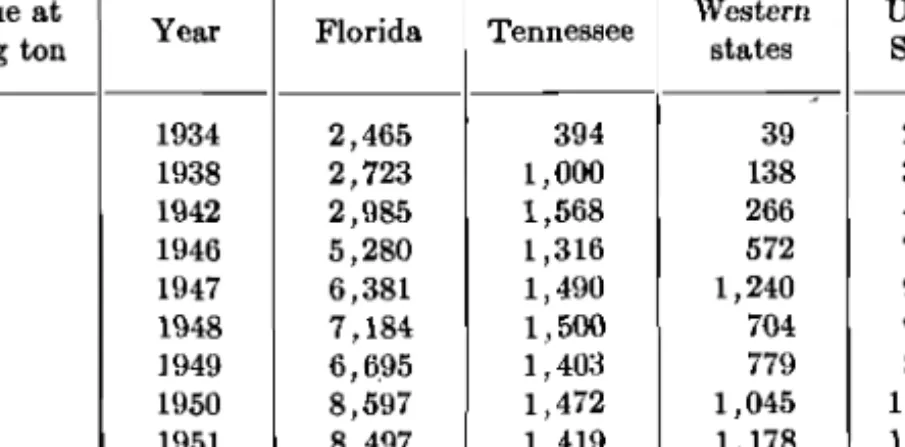
TABLE 2. PHOSPHATE ROCK SOLD OR USED IN THE UNl'rED S'l'ATESG
(In thousands of long tons) Average value at
Year Florida Tennessee Western United
mine per long ton states States
,
$3.54 1934 2,465 394 39 2,898
3.46 1938 2,723 1,000 138 3d~60
3.57 1942 2,985 1,568 266 4,819
4.52 1946 5,280 1,316 572 7,169
5.17 1947 6,381 1,490 1,240 9,111
5.83 1948 7,184 1,500 704 9,388
5.72 1949 6,6.95 1,403 779 8,877
5.76 1950 8,597 1,472 1,045 11,114
5.97 1951 8,497 1,419 1,178 11,095
5.94 1952 8,781 1,452 1,091 11,32<1
6.13 1953 9,167 1,622 1,729 12,518
GVarious "Minerals Yearbooks" up to 1952. "Chemical Statistics Handbook,"
Manufacturing Chemists' Association, Washington, 1955. The statistics for phosphate frock in Tables 1 and 2 refer to the beneficiated rock. As mined during 1953, for exam-
ple, the long tons for the impure rock were 40,139,000, which furnished the U.S. con- sumption indicated in Table 2,plus 1,950,15810ng tons net exports.
fields of phosphate rock have been severely folded, faulted, and elevated by crustal deformations and resemble fissure veins. The ,rock may contain approximately 75 per cent bone phosphate of lime1 but, owing to admix- ture with wall material, it usually averages nearer 70 per cent b.p.l.
Because of its rather soft structure, the rock has a moisture content of 4 to 6 per cent. It is generally mined by underground methods.
1 This is usually abbreviated b.p.I. and actually means tricalcium phosphate, that being the chief inorganic constituent of bones,
USES AND ECONOMICS ~
341 Florida and Western phosphate rock contain anywhere from 0.2 to 0.8 lb. uranium per ton of rock. The complicated and costly recovery process now in use extracts uranium from phosphate rock via wet-process phosphoric acid, where the uranium goes into solution upon treatment with sulfuric acid. After filtration, the bulk of the uranium is found in the acid filtrate. All details of this process are restricted by the Atomic Energy Act. Much research is focused on uranium recovery from normal superphosphate manufacture where larger tonnages are involved. Fluo- rine and vanadium are also valuable by-products from phosphate rock.
In the Florida pebble district, the recovery was initially only of the coarse phosphate rock which had a high b.p.I. while the fines, with a much lower b.p.l., representing about an equal tonnage, were wasted. In the 1920's experimental work was started to develop a froth-flotation process which would increase the b.p.}. of the fines or raw matrix to at least 66 or 68 per cent from about 40 per cent or under. This procedure is frequently spoken of as beneficiation, and one of the successful processes currently employed is illustrated by Fig. 1. Such upgrading operations are of far- reaching and increasing importance as the easily mined or better-grade deposits of phosphate rock, or any other mineral, become exhausted.
These operations not only produce a higher grade of product but enable larger amounts to be recovened, beneficiated, and used, even in the case of such a low-priced product as phusphate rock which sells for about $6 per long ton. Beneficiation was largely abandoned in Tennessee when it was found that the deslimed phosphatic sand on which it worked best could be used directly in electric furnaces to produce elemental phosphorus.
The bulk of the high-grade lump rock and sands in Tennessee has been exhausted and operations would mostly be abandoned were it not for cheap electricity for the phosphorus furnaces and economical mechanical mining operations .
. The matrix from the Florida phosphate pebble deposits is beneficiated through three general sequences as shown in Fig. 1: (1) washing, milling, classifying, and screening to give coarse rock and fine rock; (2) hydrosepa- ration, classification, ',and table concentration of the -14- to
+
1 50-meshraw feed, to give cla~sifier product and table concentrate product; and (3) hydroseparation and flotation of the -35 to
+
150_mesh to give a flotation concentrate product. I~ the flotation (third sequence), the ore is separated as a froth in the first flotation cells, from the sand which is sent to tailings waste. Following this~ the phosphate ore is acidulated, deoiled, and sub- jected to another flotttion machine where the remaining silica is floated off using an amine for the flotation agent. The coarse and fine rock, and the other products ire taken to the phosphate plant for acidulation or other chemical treatment.Uses and Economics, As can be seen in Table 1 the most important use of phosphate rock js in fertilizers. Table 3 gives a compilation of phos-
342 PHOSPHORUS INDUSTRIES
phate-rock treatment processes. Tricalcium phosphate in raw and/O\"
steamed and degreased bones and in basic slag is also used after grinding as a direct phosphate fertilizer. A small percentage of the former is some- times treated with sulfuric acid for superphosphate or as a source material for phosphate chemicals. Some phosphate rock is applied directly on the
=~r~
• on·"l·
R tTt] .... ., .
rtlil;"g. tof .,lli", . . .
~ Feed O.f.Mltllli"".
rni.. l!!!!!!/!!!!!!!
FIG. 1. Beneficiation of Florida phosphate ore by screening, milling, hydroseparation, classification, table concentration, and flotation in various sequences. O.f.: overflow.
Numbers when marked" are sizes in inches, but when given as -14, +150 mean fines through 14-mesh screen and over 150-mesh screen. In place of the Allen cones, some engineers prefer a rake or spiral classifier. See PERRY, op. cit., pp. 924-926 classifiers, p. 940 Allen cones, pp. 941-947 hydroseparators (thickeners), pp. 955ff. screening, p. 1080 tabling, p. 1089 froth flotation. (Courtesy of R. C. Specht.)
soil after being dried and very finely ground, but most of it for fertilizer use is acidulated with sulfuric or nitric acid to form superphosphate.
However, it has long been recognized that in the soil much of the citrate- soluble superphosphate is changed to water-insoluble tricalcium phos- Iphate.1 This is not a change from one form of Ca3(P04)2 to a finer divided
one as "domestic phosph~te rocks are essentially fluorapatite, admixed with various proportions of other compounds of calcium, fluorine, iron, aluminum and silicon."2
1 Or to insoluble iron, aluminum, or magnesium phosphates; cf. BEAR and TOTtI, Phosphate Fixation in Soil and Its Practical Control, Ind. Eng. Chern., 34, 49 (1942).
• ELMOllE, et:al., Defluorination of ' Phosphate Rock in the Molten State, Ind. Eng.
Chem., 34, 40 (1942); cf. EASTERWOOD, Recent Developments in the Phosphate Field, Ind. Eng. Chem., 34, 13 (1942); HENDRICKS, et a/., Structural Characteristics· of Apatite-like Substances and Composition of Phosphate Rock and Bone as Deter- mined from Microscopical and X-ray Diffraction Examinations, Ind. Eng. Chem., 23, 1413 (1931).
USES AND ECONOMICS 343 The formula of fluorapatite may be expressed,
(CaF)Ca4(P04)a or CaF2·3Ca3P20s
This compound is extremely insoluble. The various means for making the P20L content more soluble, not necessarily in water but in the plant juices,l are the manufag.tyre of the various superphosphates, the defluori- nation of fluorapatite by the melting at about 1450°C. of phosphate rock, and the products of the processes where phosphate rock is fused with alkali metal salts or olivine.
The uses to which phosphate compounds are put in the fertilizer field are largely dependent upon the solubilities or the a-Vailability to the plants. These compounds may be classified:
1. Water-insoluble products: rock phosphate or fluorapatite, CaF·Ca4(P04)~.
This can be solubilized by the sulfuric or nitric acid of the superphosphate process or by the slow dissolving action of plant juices.
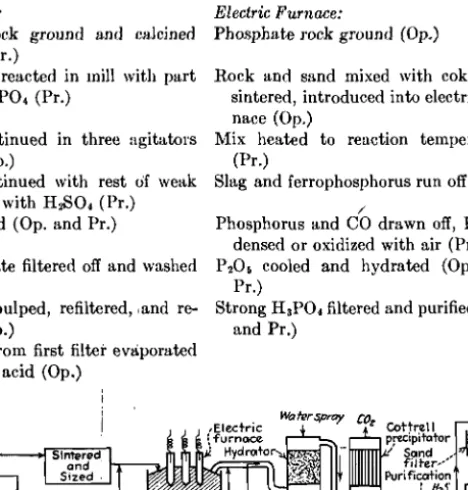
TABLE 3. PHOSPHATE-ROCK, PROCESSING, PRODUCTS, AND BY-PRODUCTS"
Process Raw materials and Main products
By-products reagents and derivatives
Addulation ... Phosphate rock, sul- Superphosphate, Uranium, fluorine furic acid, or nitric phosphoric acid, compounds, va-
acid triple superphos- nadium
phate, monoammo- nium phosphate, diammonium phos-' phate, monopotas- sium phosphate
Fluorine compound~, Thermal re- Phosphate rock, si- Phosphorus, p):J.Os-
duction liceous flux, coke (for phoric acid, triple carbon monoxide, (electric or reduction), electric superphosphate, slag (for RR ballast), blast fur- energy or fuel coke, monoammonium ferrophosphorus, nace) condensing water phosphate, diam- vanadiumb
monium phosphate, monopotassium phosphate, potas-
I sium metaphos-
phate - !
Calcium. meta- .Phosphate rock, phos- Calcium metaphos- Fluorine compounds phosphat,e phorus, air..,r oxygen phate
Calcination' Phosphate rock, Defluorinated phos- Fluorine compounds or defl.uori- silica, water or phate
nation steam, fuel
"Data compiled froni. WAGGAMAN and BELL, Western Phosphates . . . Factors Affecting Development, Ind. Eng. Chem., 42, 269 (1950).
b Vanadium is present in appreciable quantities only in the Western phosphates .
• Includes processes '\Vherein phosphate rock is fused with alkali metal salts or magnesium silicate (olivine).
1 As measured by "citrate solubility."
344 PHOSPHORUS INDUSTRIES
2. Citrate-soluble products: dicalcium phosphate, CaHP04, commonly called precipitated phosphate or precipitated bone; basic slag, the calcium and potassium metaphosphates, the deftuorinated phosphates (calcined phosphates and fused phosphate rock). Also part of the tricalcium phosphate of bone meal is citrate- soluble. These products are soluble in ammonium citrate solution and are con- sidered to be available for plant food.
3. lV ater-soluble products: monocalcium phosphate, CaH4(P04)2, is the princi- pal member of this class and is the chief ingredient of superphosphate. Here also are monoammonium and diammonium phosphates and monopotassium phosphate and some organic phosphates.
Manufacture of Superphosphate. The acidulation of phosphate rock to produce superphosphate! has been the most important method of making phosphate available for fertilizer purposes for nearly a century. The reac- tions have long been given as
Caa(P0 4)2
+
2H2S0 4+
4H20 ---+ CaH4(P04)2+
2(CaSO~'2H20)In water,
Monocalcium Gypsum
phosphate CaF2
+
H 2S0 4 ---+ CaS04+
2HF4HF
+
Si02 ---+ SiF4+
2H 20 3SiF4+
2H20 ---+ Si0 2+
2H2SiF6The following is a more probable expression of the main reaction:
2[(CaF)Ca4(P0 4)a]
+
7H2S04+
3H20 ---+ 3CaH 4(P0 4)2·H20Phosphate Monocalcium
rock phosphate
+
2HF+
7CaS04'anhydrite The hydrofluoric acid reacts as shown above, forming fluosilicic acid (see Chap. 21). An excess of sulfuric acid is consumed by such impurities in the phosphate rock as CaCO a, Fe20a, AhOa, and CaF2. The product increases in weight over the 70 to 75 per cent b.p.l. phosphate rock us~as much as 70 per cent, resulting in a superphosphate with 16 to 20 per cent available P206• In 1950 about 60 per cent of the 54 to 56°Be. sulfuric I:}cid used in normal superphosphate was made in coexisting acid plants, 92 per cent from elemental 'sulfur. ,
The manufacture of sup~rphosphate involves four steps: (1) prepara- tion of phosphate rock, (2) mixing with acid, (3) curing and drying of the material, and (4) excavation, milling, and bagging of the finished product.
Although a few plants use continuous processes, most plants still conduct these operations in the various separate steps described below. All plants first pulverize their rock. Wit~ modern pulverizing and air separation equipIIj.ent, ~ost rock is ground to an average fineness of 80 to 90 per cent through a 100-mesh screen, with the following benefits: (1) the reaction
I Symposium, Phosphates for Agriculture, Ind. Eng. Chem., 41, 1314 (1949).
Phosphorics and Phosphates, Ind. Eng. Chem., 44, 1319 (1952).
MANUFACTURE OF SUPERPHOSPHATE 345 rate is faster, (2) more efficient use is made of the sulfuric acid with conse- quent less acid, (3) a higher grade of product in better condition is obtained. Figure 2 indicates the sequences of these steps, together with ammoniation, when it is practiced.
1. Den Process. The reaction between the sulfuric acid and the mineral rock in this method usually takes place in pan mixers (Fig. 4). The mixer has a capacity of approximately 2 tons per charge, is of lead-covered cast
Phosphate rock 1,000 lb. } Pel'" ton
~~~~~ r~~d ~~~o(:2deg. BeJa~~b\~ ~uperphosphate
FIG. 2. Flow sheet for superphosphate. TIll' product from the den is also sold aft!'r aging, pulverizing, and bagging.
iron, and may be approximately 8 ft. in diameter and 2Y2 ft. in depth.
The pan itself is sometimes revolved Oil a vert.iral axis, while a set of blades is rotated in the opposite direetion. The phosphate rock and a predetermined quantity of chamber or stronger sulfuric acid 1 (50 to 56° Be.) are usually added simultaneously to the mi7er and agitated 1 to 3 min. The sirupy mixture is usually dumped directly into a "den" below the mixer. The den may be rectangular ill shape, but it is frequently of a cylindrical or silo type and is cOllstrueted of concrete or brick, holding 100 to 300 tons. To ensure complete rea:t!tioll, the material is left in the dep. for 6 to 24 hr. The temperature of the mass is usually above 100°C., and carbon dioxide, steam, and gaseous compounds of fluorine escape, leaving a fairly dry and porous product. The superphosphate is removed from the den by a clamshell shovel or other mechanical means and after aeration is transferred to .the storage pile where it is allowed to cure from 4 to 16 weeks. The sJperphosphate may be sold in this form directly, or it may be artificially further dried and disintegratea to a uniform size.
2. Continuous Procqsses. The two continuous processes are: the Broad- field pI:ocess and Sackett Super-Flow process. However, most superphos- phate is made by th~ batch process described above. In the Broadfield process the acid and pust rock are fed simultaneously, continuously, and automatically into a cast-steel trough cov~red with a hood. In the trough is a horizontal rotating shaft with mixing blades which advances the
1 SHOELD, et al., Rock-acia Ratio in Superphosphate Manufacture, Ind. Eng. Chem., 41, 1334 (1949).
346 PHOSPHORUS INDUSTRIES
material and discharges it into a mechanical den. This is a slow-moving (4 ft. per min.) conveyer 30 ft. in length with moving sides also made of steel slats. Reaction time in the den is 1:l-i hr., after which the material is stored.
The Sackett Super-Flow process1 differs radically in the initial mixing of the rock and acid. Pulverized rock is delivered as a dust stream to the top of an acidulating tower along with an atomized spray of 56°Be.
sulfuric acid. During the movement through the tower the material undergoes rapid and final acidulation evolving hydrogen fluoride and other by-product gases which are flas~ed off, dissolved in water, and concentrated. The superphosphate drops from the bottom of the tower as a thin slurrylike material to a puddler which conveys it to the solidifier.
The solidifier, a channel-like pallet conveyer, functions as the den in the older process and the material leaving it is ready for storage and curing.
The final product has a hard, porous grain structure of gqod physical properties.
Granular Superphosphate.2 The Oberphos process early utilized a method differing greatly from the den process to produce a granular product directly. This was expensive and other methods of granulation are used. Most feature self-aggregation of particles by moistening, tum- bling, and rotary drying. The Davison process which will be described uses, as do all the other methods, the material as it comes from the den in the regular process.
The moist and warm crude superphosphate is brought by crane from the den to a feed hopper for the granulating and conditioning system. A variable-speed screw feeder transfers classifier dust to a conveyer system where it is mixed in with this moist superphosphate. The second step is extremely important since the granulating properties of the superphos- phate depend upon the moisture content. The superphosphate goes froni the feeding device to a "conditioner" which is a rotating cylinder and where the material is subjected to water sprays to form balls or granules and to accelerate the chemical aeidulation. An operator is stationed at the discharge end, to watch constantly the material discharged and to adjust the sprays as ne;;essary. ,
The conditioned -material is fed into the oil-fired rotary-dI:ier, which is about 8 ft. in diameter and 50 ft. long, and discharged into a pit at its lower end. The combustion gases are drawn from the lower end and foreed by a draft fan through a cyclone dust eolleetor. The material is
1 DEMMERLE and SACKE'l'T, Continuous Superphosphate Production, Ind. Eng. - ehem., 41, 1306 (1949); GARIBY, Instru'mentatioll for SUPNphosphate Manufacture, Ind. Eng. r;:hem., 41, 1338 (i!l4!l).
2 MACKALl. and SHOELD, Granulating Phosphate Fcrtiliz!'rs, ehem. & Met. Eng., 47, 102 (1!l40); c/. ehem. & Met. Eng., 50 (4), 132 (J!)43), for parallel picture flow sheets for the den and granulated superphosphat.es.
TRIPLE SUPEBPHOSPHATE 347 aged for at least 10 days as compared with the 4 to 12 weeks of storage required by the den process. The shorter period of cure is due to the accelerated acidulation of this process caused by improved mixing, proper moisture adjustment, and enhanced temperature. The granular product also is free flowing and handles and mixes better than the old powdery den product.
Nitric and Mixed Acid Acidulation of Phosphate Rock.l Europe proba- bly first used nitric and mixed acid acidulation of phosphate rock. Nitric substitution for sulfuric acid is desirable since nitrogen has an essential value as plant food and can be resold at its purchase price. Also this saves sulfur. Simple acidulation with nitric acid produces a hygroscopic super- phosphate since it contains calcium nitrate. T.V.A. has studied and recommended four processes for commercial purposes. In one the phos- phate rock is extracted by mixed nitric and sulfuric acids, followed by ammoniation, drying, and addition of potassium chloride (optional).
Another features mixed nitric and sulfuric acidulation followed by the previously described steps and the other two use nitric acid alone for the aci,dulation. These processes, as well as the conditioning against moisture absorption as practiced for ammohium nitrate, give promise to an exten- sion of this use of nitric acid.
Triple Superphosphate. This material is a inuch more concentrated fertilizer than ordinary superphosphate, containing from 45 to 50 per cent of available P206 or nearly three times the amount in the regular super- phosphate. Triple superphosphate is made by the action of phosphoric acid on the phosphate rock, and thus no diluent calci6m sulfate is formed.
(CaF)Ca4(P04)a
+
7H3P04+
5H20 - 4 5CaH4(P04hH20+
HF The cost per unit of P206 in this concentrate as compared with ordinary 6-superphosphate is higher because of greater capital investment and ad- ditional labor and processing. However, this is offset to a great extent by the ability to use a lower-grade, cheaper phosphate rock than possible in the manufacture. of ordinary superphosphate and the substantial sav- Ings on handling, bagging, shipping, and distributing. The productioll for 1953 of the concentrated superphosphate had grown to 457,235 short tOllS in terms of 100 per ~ent A.P.A. (available phosphoric acid). The normal superphosphate produ~tion had dropped slightly for 1953 to 1,678,459 tons A.P.A.
Most triple superphosphate is made from phosphoric acid produced by the sulfuric acid or wet method. T.V.A. has made many investigations
1 TURRENTINE, Phosph~te Production without,Sulfuric Acid,' Chem. Eng. News, 29, 3454 (1951); HlGNETT, Nitric Acidulation of Rock Phosphate, Chell!. Bug., 68 (5), 166 (1951); CRI'l'TE~!JEN, What's Ahead for Nitric Acid, Chern. Eng., 69 (6), 177 (1952); YATES, et ai" Enriched and Concentrated Superphosphutes, Ind. EnU.
Chem., 46, 496 (1953).
348 PHOSPHORUS INDUSTRIES
into the use of electric-furnace acid and now recommends a continuous method. Bridgerl and his associates recommend the following: Phosphoric acid "wet method" (2,800 lb. at 140°F.) and phosphate rock (1,500 lb.
at 80 per cent -100 mesh) are added simultaneously to a 2-ton Steadman mixer (cf. den process). The mixture is thoroughly stirred for 3 min., and the slurry discharged into a bin or upon a conveyer belt which carries it to a reaction chamber where it sets up into a fairly stiff mass. After several hours it is removed to a pile for curing over a course of 3 weeks.
The triple superphosphate is dried, cooled, crushed, screened, and stored.
It may be granulated by moistening to form pellets and again dried.
Ammoniated Superphosphates. Ammoniation of superphosphate (Fig.
2), triple superphosphate, or mixtures produces a fertilizer with the de- sirable properties of chemical stability, uniformity in texture, and resist- ance to moisture. This has been proved an effective way of introducing nitrogen into finished fertilizers. Too much uncombined ammonia added to superphosphate causes excessive reversion of phosphate into insoluble forms. Because of this "nitrogen solutions" containing urea or ammo- nium nitrate are preferred in current ammoniation practice. Two typical solution compositions are, percentagewise: (1) Nitrogen solution 2!\.:
NH.N03, 65.0; NH3, 21.7; H20, 13.3. (2) Urea ammonia. liquor A: urea, 32.5; NH3, 28.9; ammonium carbamate, 18.1; H20, 20.5. The ammonia- tion is done simply by spraying a measured weight or volume of am- moniation solution into a weighed quantity of solid material and mixing in a 1- or 2-ton rotary batch mixer. As discharged from the mixer, the material feels warm and moist. Upon cooling it becomes dry and friable.
Ammoniated products cure rapidly and are easy to handle.
Calcium Metaphosphate.2 In 1937, T.V.A. developed from phosphate rock a concentrated fp.rtilizer, Ca(POa)2, by the following reaction:
where the P206 contacts the lump rock in a vertical shaft.
Fused Tricalcium Phosphate and Other l .tlcined Phosphates. Trical- qum phosphatc3 containing about 28 per cent P20 6 is produced by deflu- orinating rock phosphate in an oil-fired shaft furnace af:j shown by the following presumed reaction':
1 BRIDGER, et al., Continuous-mixing Process for Manufacture of Concentrated Superphosphate, Ind. Eng. Chem., 89, 1265 (1947); ANON., Continuous Triple-super-- phosphate, Chem~ Eng., 68 (5), 208 (1951), pictured flow sheet.
2 YATES, et al., Improved Fertilizer Plant Design, Chem. Eng., 68 (6), 135 (1951).
a HlGNETT and HUBBUCH, Fused Tricalcium Phosphat.e, Ind. Eng. Chem., 88, 1208 (1946); HIGNETT and SIEGEL, Recovery of Fluorine from Stack Gases, Ind. Eng. Chem., U, 2493 (1949).
DICALCIUM PHOSPHATE 349 If needed, silica is also charged to the furnace. The molten product, as it is tapped from the furnace, is granulated by high-velocity water jets and is prepared for shipment by drying, screening, and grinding the small per- centage of oversize. More than 90 per cent of the fluorine in the stack can now be recovered through absorption in a limestone bed.
Calcium magnesium phosphate is a calcined phosphate fertilizerl result- ing from the electric-furnace fusion of olivine (a natural magnesium sili- cate) and phosphate rock. Only Manganese Products, Inc., at Seattle produces this product commercially because of the limited operating re- quirements, i.e., abundant supplies of olivine and electric power. This fertilizer is comparable with superphosphate in plant-food value, yet needs no curing, is noncorrosive, and is nonhygroscopic.
Dicalcium Phosphate. At the end of the Second World War production was less than 40,000 tons. In 1952 over 100,000 tons were manufactured and proposed expansion will bring this to 275,000 tons by 1955. Its grow- ing use is as an animal-feed supplement. Dicalcium phosphate ordinarily is manufactured from phosphoric acid, or from water-soluble phosphates produced by the action of nitric or hydrochloric acid on bones or mineral phosphates, by neutralizing with lime. A new process2 reacts phosphoric acid and phosphate rock removing the toxic fluorine and furnishing ani- mal-feed-grade salt.
The following procedure has been used for the manufacture of mono- calcium phosphates3 for baking powders:
Monocalcium phosphate is made by placing a weighed amount of phosphoric acid of about 75 per cent strength in a stainless steel or ceramic-lined batch tub equipped with efficient agitators. Hot lime in slightly less than the calculated amount for the equation CaO
+
2H3P04 -> CaH4(P04h' H20 is added at such rate that the temperature of the batch is maintained at about 75 to BO°C. Near the end of the reaction period the final traces of free phosphoric acid are neutral- ized with hydrated lime. The resulting product is a fairly dry lumpy material which is further dried under controlled temperature conditions and milled. The milled material is then screened or air separated into granular and powder products and bagged.PHOSPHORUS
I
This element was first produced on a small commercial scale by treat- ing calcined bone with sulfuric acid, filtering off the phosphoric acid, and evaporating it to specific gravity of 1.45. It was mixed with charcoal or
1 MOULTON, Electric Furnace Fertilizer: Ca-Mg-Phosphate, Chem. Eng., 66 (7), 102
(1949). '
• ANON., A New Way: to Make Dicalcium Phosphate, Chern. Eng., 69 (12), 258 (1952).
• EASTERWOOD, in WAGGAMAN, op. cit., p. 443.
350 PHOSPHORUS INDUSTRIES
coke, again heated, and the water evaporated off until the moisture con- tent was less than 6 per cent. This mixture was placed in retorts and brought to white heat. The phosphorus was thus distilled off, collected under water, and purified by redistillation.
The production of phosphorus today still depends on the volatilization of the element from its compounds under reducing conditions. During the past decades, the method has changed chiefly in details and size of production. At the present time, elementary phosphorus is manufac- tured on a large scale as a heavy chemical and is shipred in tank cars from the point of initial manufacture, where the raw materials are cheap, to distant plants for its conversion to phosphoric acid, phosphates, and other compounds.
Uses and Economics. With the commercialization of cheaper methods for producing phosphorus on a large scale, widening fields have been de- veloped for it and its compounds. Table 4 shows the production of the more important commercial compounds of phosphorus in recent years.
Channels of consumption for phosphorus derivatives other than as fer- tilizers may be divided into four groups: (1) water treatment, (2) food and medicine, (3) phosphate esters, and (4) miscellaneous uses.
Excluding fertilizers, the main outlet for phosphorus derivatives is in water treatment and detergents as various sodium phosphates. These salts, because of their ability to precipitate or sequester lime and magnesia, to emulsify or disperse solids in the detergent solution, and to augment the inherent detergent properties of soap and synthetic surface-active agents, are much used as soap builders or detergent synergists. Trisodium phos- phate (TSP) was the first and for many years the largest seller. It is still used in many household cleaning and washing powders, but the prefer- encel for a sequestering agent which would tie up the Ca and Mg ions in water as soluble complexes without precipitation led to the develop- ment of tetrasodium pyrophosphate (TSPP) and sodium tripolyphos-' phate (STP). About three-fourths of all STP is made from electric-fur- nace acid and the rest by converting disodium phosphate into tripoly.
Over 85 per cent of the tripoly production is employed as a builder in syn,thetic detergents. This salt was first brought onto the market in sig- nificant quantities only in 1945 but production in 195~ iVas around 360,000 tons, almost entirely/as a builder in detergents. Mono- and di~
sodium phosphates and metaphosphate also have water-softening prop- erties and are extensively employed for boiler-water conditioning.
The food uses include the important medicinal compounds of the glyc- erophosphates and the hypophosphites as well as the sodium and calcium phosphates. Mo~ocalcium phosphate is employed more extensively than all other chemical leavening agents. Sodium pyrophosphate is incorpo- rated in the formulation of self-rising flours and baking powders as a bak-
1 AAJ.J., The Ameri('an Phosphorus Inrlustry, Ind. Eng. Chern., 44, 1520 (1952).
USES AND ECONOMICS 351
TABLE 4. PRODUCTION OF CERTAIN PHOSPHORUS COMPOUNDSG
(In short tons)
Compound 1949 1951 1953
Phosphoric acid, 50% H.PO,:
Total ... 1,394,544 1,846,841 2,646,967 From phosphorus ... 716,944 911 ,361 1,277,139 From phosphate rock ... 677,600 935,480 1,369,828 Calcium phosphate:
Monobasic, 100 per cent CaH,(PO.). ... n.a. n.a. n.a.
Dibasic, 100 per cent CaHPO, ... n.a. 38,421 100,937b Sodium phosphate:
Monobasic, 100 per cent NaH,pO, ... 12,722 18,479 20,738 Dibasic, 100 per cent Na,HpO •... 130,555 182,650 n.a.
Tribasic, 100 per cent Na'pO •... '" . 70,367 67,605 50,494 Meta, 100 per cent NapO, ... 27,823 51,020 52,437 Tetra, 100 per cent Na,P,07 ... '.' .... 78,376 84,867 95,287 Acid pyro, 100 per cent Na.H,P.07 • • • • • • • ... 11 ,434 12,580 Tripoly, 100 per cent Na.P,O.o ... n.a. 312,283 468,035
a "Inorganic Chemicals, United States Production, Facts for Industry," Series M19A, U.S. Department of Commerce, Washington, 1952; "Statistics Handbook,"
Manufacturing Chemists' Association, Washington, 1955.
b Preliminary.
ing acid reacting with sodium bicarbonate when heated. The soft-drink industry buys tonnage quantities of pure acid to add tartness. Mono- and diammonium phosphate are consumed in tonnage am~unts in yeast cul- ture and fermentation. These compounds supply the phosphorus and ni- trogen required in the growth and propagation of yeast cells needed in the baking, brewing, and alcohol manufacturing industries. Calcium salts are employed in tooth powders, in foods as mineral supplements, and for pharmaceuticals.
Tricresyl (TCP) and triphenyl phosphates are organic esters of phos- phoric acid and are widely employed as plasticizers. Sales of the former alone amounted to over: 5 million dollars in 1952. A recent insistent de- mand for TCP has beeJ created by skillful advertising, as a petroleum additive. The chief metl).od of production of these is 'oy the condensation of phosphorus oxychloride with sodium cresol or phenol. Tetraethyl py- rophosphate (sales of ~86,OOO lb. in 1954) is a valuable insecticide.
Alkyl alkali phosphates ar~ employed as nonflammable hydraulic fluids and humectants. With ~ome research and development, many other or- ganic derivatives of phqsphorus may open up entirely new and profitable fields in the future.
A seemingly infinite 'number of miscellaneous uses may be mentioned for phosphorus and its derivatives, among which the following are im-
352 PHOSPHORUS INDUSTRIES
portant: Phosphorus enters the metallurgical fields as an alloying agent.
Phosphorus and its compounds are constituents of match compositions.
Phosphoric acid is employed as a petroleum refining agent and as a cata- lyst for polymerizing olefins and for alkylating reactions. The sodium salts also find application as emulsifiers in making process cheese, for conditioning oil-well-drilling muds, and in preparation of enamels, glazes for pottery, and many more uses. In fact it seems that in almost any in- dustry that one might analyze one is certain.to find phosphoric acid used or some other phosphorus derivative, in at least one step of the process.
MANUFACTURE OF PHOSPHORUS AND PHOSPHORIC ACID Reactions. Phosphorus has been produced by both the blast-furnace and the electric-furnace 1 methods. Currently only the electric-furnace method is active. The following reaction is considered to take place, the raw materials being phosphate rock, silica, and coke:
2(CaF)Ca4(P04)a
+
9Si02+
15C ~ CaF2+
9Ca