Kerja praktek ini merupakan salah satu mata kuliah yang harus diselesaikan pada program studi D-III Teknik Perkapalan, Politeknik Negeri Bengkalis. Pada tahun 2006, Politeknik Bengkalis menambah 2 (dua) program sarjana baru yaitu Bahasa Inggris Bisnis dan Teknik Informatika. Pada tahun 2009, Politeknik Bengkalis bersama YBI Bengkalis dan Pemkab Bengkalis mengusulkan kepada Kementerian Pendidikan Nasional melalui Ditjen Dikti untuk meningkatkan statusnya dari PTS menjadi PTN.
Pada tanggal 9 Februari 2011, Politeknik Bengkalis bersama YBI Bengkalis dan Pemkab Bengkalis melakukan presentasi kepada Menteri Pendayagunaan Aparatur Negara dan Reformasi Birokrasi untuk menyelesaikan kelayakan Politeknik Bengkalis. Pada tanggal 29 Juli 2011, Politeknik Bengkalis resmi menjadi PTN dengan nama Politeknik Negeri Bengkalis melalui peraturan menteri. Pada tahun 2013, Politeknik Negeri Bengkalis menambah 2 prodi baru yaitu D4 (Teknik Produksi dan Pemeliharaan Mesin dan Teknik Elektro) dan 3 prodi D2 (Teknik Pengelasan, Teknik Sistem Pembangkitan dan Komputer Akuntansi) yang merupakan prodi non domisili (PDD).
Pada tahun 2014 dan 2015, Politeknik Negeri Bengkalis menambah 2 program studi baru yaitu D4 (Teknik Perencanaan Jalan dan Jembatan) dan D3 (Teknik Manajemen dan Pelayaran dan Pelabuhan Niaga). Pada tahun 2016, Politeknik Negeri Bengkalis menambah lagi program studi yaitu D4 (Rekayasa Perangkat Lunak, Administrasi Bisnis Internasional dan Akuntansi Keuangan Publik).
Jenis – jenis gedung yang ada di jurusan teknik perkapalan ialah
Merupakan bangunan tempat praktik pembuatan kapal non logam, di gedung ini terdapat dua kelas untuk siswa dan satu ruangan untuk kepala bengkel. Di gedung ini terdapat dua lantai, di lantai dua terdapat dua ruang kelas dan di lantai satu. 5 terdapat alat dan bahan untuk praktek kapal non baja dan juga terdapat ruang kepala bengkel.

Struktur organisasi
DESKRIPSI KEGIATAN KERJA PRAKTEK
Deskripsi selama kegiatan
Pada hari kedua, kami memotong blank board sesuai dengan ukuran yang telah dirancang. Kemudian dilakukan penyambungan balok pelat awal Untuk lebih jelasnya lihat Gambar 2.2 dan 2.3. Hari ini kami ada pekerjaan baru terkait kapal fiberglass, kami membersihkan hasil kapal fiberglass yang terdapat gelembung udara, yang akan ditutup dengan dempul atau dihaluskan.
Pada hari ini kami mengerjakan atau membuat lambung kanan dan kapal dari kayu yang akan di fiber atau di laminasi. Pada hari ini kami melakukan pengamplasan dempul lambung, serta dempul pada yang baru. Dan pada hari ini kami juga memotong/melubangi fiber ke bagian belakang kapal, untuk nantinya dipasangkan tulangan engine mount.
Hari ini kami melanjutkan pekerjaan hari sebelumnya yaitu pemasangan kayu untuk penyangga mesin, kayu yang digunakan adalah jenis kayu leban, kayu ini sangat cocok untuk atau sebagai penyangga mesin, dimana mesin umumnya memiliki beratnya banyak, jika Anda menggunakan kayu sembarangan, maka usia Dukungan tidak akan ada hutang untuk mesin kayu tersebut. Pada hari ini kami diberi tugas baru yaitu mencetak geladak kapal 5 GT dan menutup palka satu kali. Selanjutnya kami memasang bala bantuan pada cetakan geladak yang kami buat sehari sebelumnya.

PEMBUATAN CETAKAN MAIN DECK KAPAL NELAYAN 4 GT
Kapal Fiberglass
Proses Konstruksi FRP
- Cetakan atau Mould Kapal Fiberglass
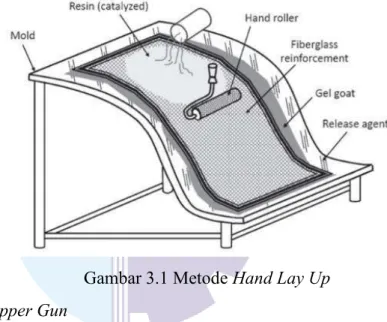
Metode Dasar Pembuatan Kapal Fiberglass Metode ini merupakan metode laminasi yang paling mudah dan sederhana. Kerugian dari metode ini; Hasil penyatuan lapisan atau susunan antara fiber dan resin pada moulded hull tidak optimal. Metode ini membutuhkan alat seperti pistol yang akan menembakkan potongan serat resin di seluruh lapisan cetakan, yang kemudian ditempatkan bersama dengan gulungan.
Namun, dalam infus vakum, cetakan atas diganti dengan film plastik Keuntungan dari metode infus vakum; laminasi lebih tipis, lebih rata dan lebih kuat. Cetakan dapat dibuat untuk penggunaan berulang (pengecoran permanen) dan penggunaan terbatas (pengecoran semi permanen). Pengecoran permanen akan lebih ekonomis jika digunakan dalam jumlah banyak untuk pembuatan kapal sehingga biaya investasi pembuatan cetakan dapat merata pada jumlah kapal yang dibangun sehingga harga akhir kapal lebih kompetitif.
Dalam pembuatan cetakan diperlukan ketelitian agar lambung kapal yang dibentuk sesuai dengan gambar yang direncanakan. Bingkai perempuan (Bingkai Bangun Positif); yaitu cetakan rangka yang dalam pengerjaannya menggunakan bagian dalam cetakan sehingga kulit kapal menempel pada bagian dalam cetakan. Cetakan jantan (kerangka konstruksi negatif) ); yaitu cetakan rangka yang dalam pengerjaannya menggunakan cetakan bagian luar (biasanya cetakan dibuat menghadap ke bawah) agar hasil pelapisannya halus pada bagian dalamnya.
Bengkel yang nantinya menjadi tempat produksi kapal ini dapat dengan mudah dibuat terbuka atau tertutup untuk bengkel ini seperti bengkel produksi pada umumnya. Genset atau sumber listrik lainnya (PLN), ukurannya disesuaikan dengan jumlah energi listrik yang akan digunakan dalam proses produksi. Kemudian pasang side girder dan side girder terlebih dahulu, karena kapal ini menggunakan konstruksi memanjang, maka rangka yang digunakan hanya rangka jaring.
Selanjutnya anda tinggal mengukur ukuran masing-masing webframe, dan membuat patahan webframe dari bawah sampai main deck, untuk konstruksi yang digunakan adalah konstruksi pada gambar 3.15. Pemasangannya ke buritan antara dua sisi yaitu sisi port dan sisi kanan. Kemudian dilakukan tambahan laminasi pada bagian buritan, hal ini untuk memperkuat kekuatan pada bagian buritan kapal.
Saat memasang dek belakang, langkah pertama adalah membersihkan sisa-sisa laminasi dari tepi cetakan. Saat memasang sekat di ruang mesin, langkah awalnya sama dengan untuk dek buritan, yaitu membersihkan atau menyelesaikan tepi lainnya.
PENUTUP
Kesimpulan
Saran