I would like to thank the National Energy Technology Laboratory (NETL) for appointing me as a student intern in the Minority Mentoring Internship Program. The volume of the observed secondary phases correlates with the grain boundary chemistry at the triple points, also consistent with the glass formation boundary approach.
INTRODUCTION
- ADDITIVES IN SINTERING OF ALUMINA
- GLASS FORMATION
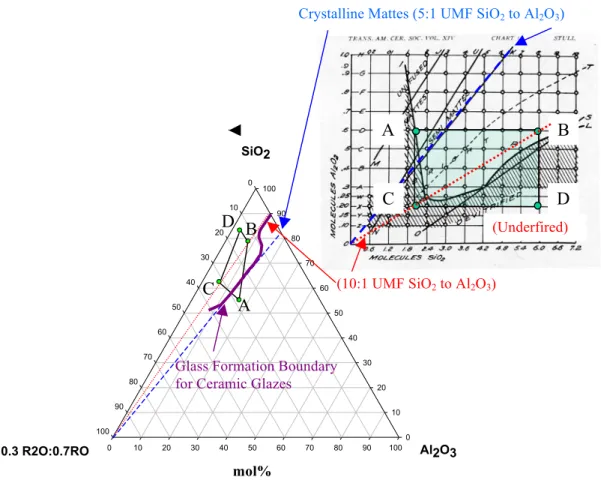
- GLASS FORMATION BOUNDARY FOR CERAMIC GLAZES
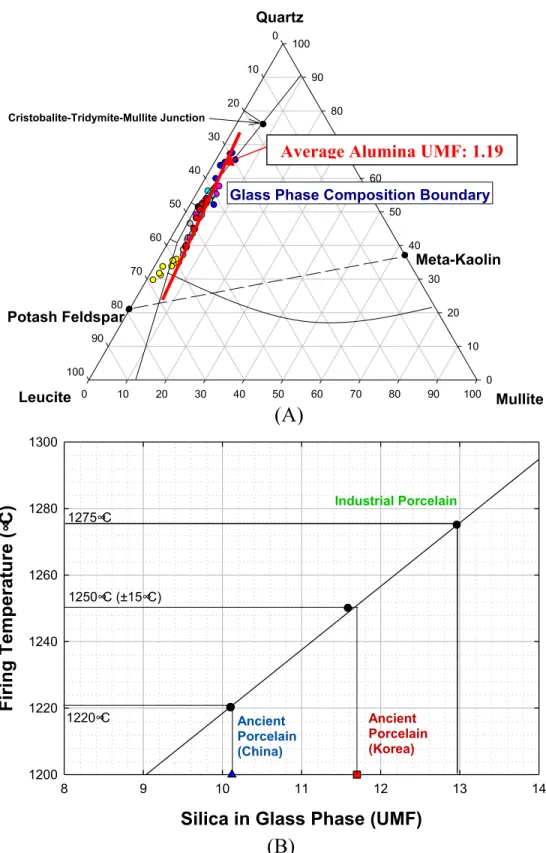
- GLASS FORMATION BOUNDARY FOR PORCELAINS
- POSSIBILITIES OF GLASS FORMATION BOUNDARY TO
- REFERENCES
When the alumina level is lower, wollastonite crystallizes, indicating that the glaze chemistry lies in the wollastonite phase field.36 This behavior in glazes provides an indication of the applicability of the glass formation boundary approach to grain boundary phases in alumina. The application of the lever rule with the glass formation boundary as a discontinuous path within the compatibility triangle allows a more accurate calculation of the steady-state experimental observations37.
GRAIN BOUNDARY CHEMISTRIES IN THE SINTERING OF ALUMINA
ABSTRACT
INTRODUCTION
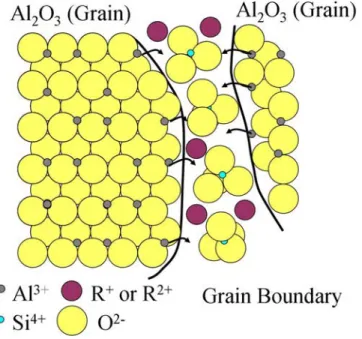
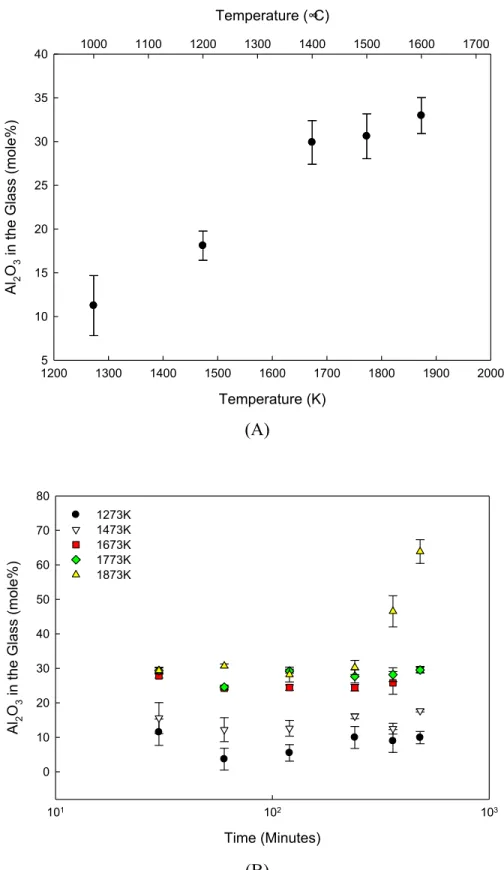
This suggests that the dissolution of alumina in the intergranular fluid occurs in the initial sintering phase. The glass formation limit approach to sintering in alumina suggests that the additives should be viewed as a localized concentration in contact with alumina particles.22, 27 Figure 2.1 shows a schematic of the dissolution of alumina in the additives (R2O, RO and SiO2) separated at the grain boundary. Schematic illustration of the dissolution of alumina in glass-forming impurities at the grain boundary to sinter the system.
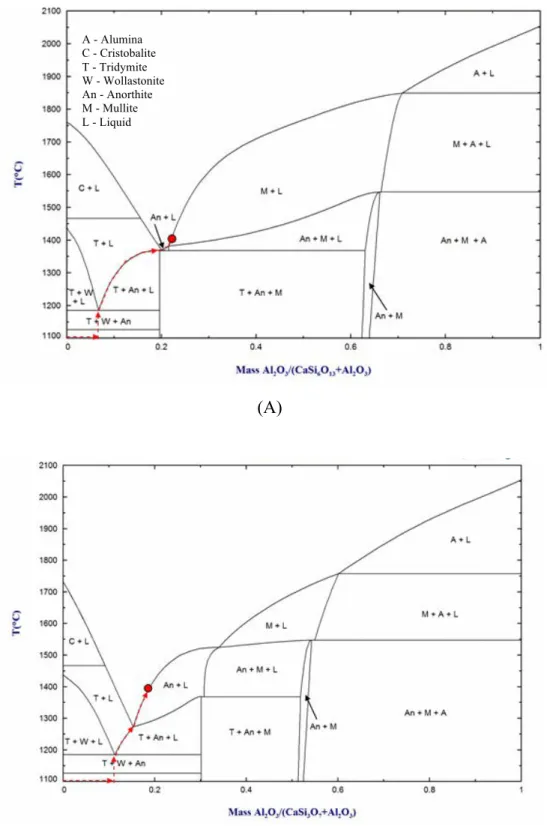
According to the glass formation boundary approach, prediction of "transient" grain boundary chemistry is possible based on alumina dissolution and will not allow a "random" composition to be present at the grain boundary. 22, 27. As the sintering temperature increases (according to the isotherms), the dissolution of alumina will move the localized grain boundary composition out of the glass formation region.
EXPERIMENTAL PROCEDURE
The review of the literature shows that there has been no study focused on the development of the microstructure of alumina involving different co-dopants of additives of calcia and silica for an A7 and A8 quality alumina as classified by Morrell or Teint VI as designated by Dillon and Harmer.35, 36 A7 grade is classified as 94.5-96.5 wt% alumina and the typical uses are insulators and wear parts. A8 aluminum oxide is 86.0-94.5 wt% aluminum oxide and is typically used for insulators, wear parts and refractories.35. This series of microstructural evolution studies attempts to address the gaps in the literature and test the glass formation limit hypothesis.
Selected area and convergent beam electron diffraction (SAED and CBED, respectively) were used to confirm the secondary phases. Electron diffraction patterns were analyzed using models simulated by JEMS software.38 Pseudobinary diagrams were generated using the thermodynamic modeling program FactSage™ 6.1.39 Oxide FT and FACT 53 were the databases applied for the calculations.
RESULTS
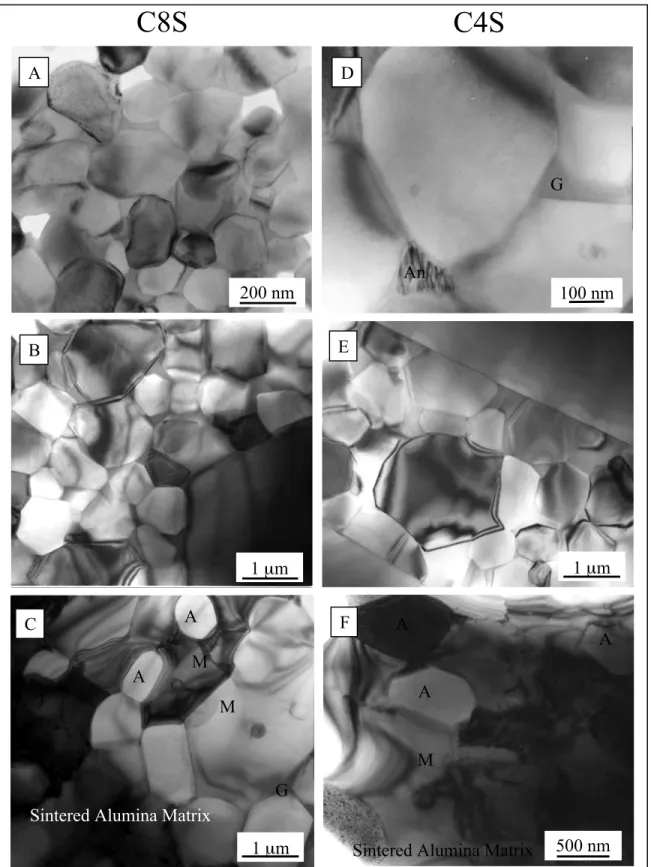
The formation of amorphous grain boundaries was observed in sample A, which was sintered at 1400°C (Figure 2.5A). Excessive grain growth was observed and can be seen in the lower right quadrant of Figure 2.5B. SEM analysis in Figures 2.9A and 2.9D showed that no grain growth was observed for samples sintered at 1400°C for both series of C8S and C4S (samples A and D).
It should be noted that the high volume of mullite observed in Figures 2.9B and 2.9E can be attributed to additional crystallization during the thermal etching. Similar morphologies of mullite matrices as a secondary phase can also be seen in sample C (Figure 2.9C).
DISCUSSION
Based on the glass formation boundary approach, the secondary phases result from the saturation of the glass with alumina. The observance of only mullite without anorthite in Sample E is consistent and supports the glass formation boundary approach. Because glass is a metastable phase and the sintering of ceramics is not an equilibrium state, the crystallization of both phases is not expected unless the sintered sample is subjected to heat treatments that allow phases within the glass formation boundary to crystallize similar to experiments that by Powell et al. .6-8 The relative amount of amorphous boundaries present in Sample E compared to Sample D would also suggest that the glass formation boundary is closer to Sample E.
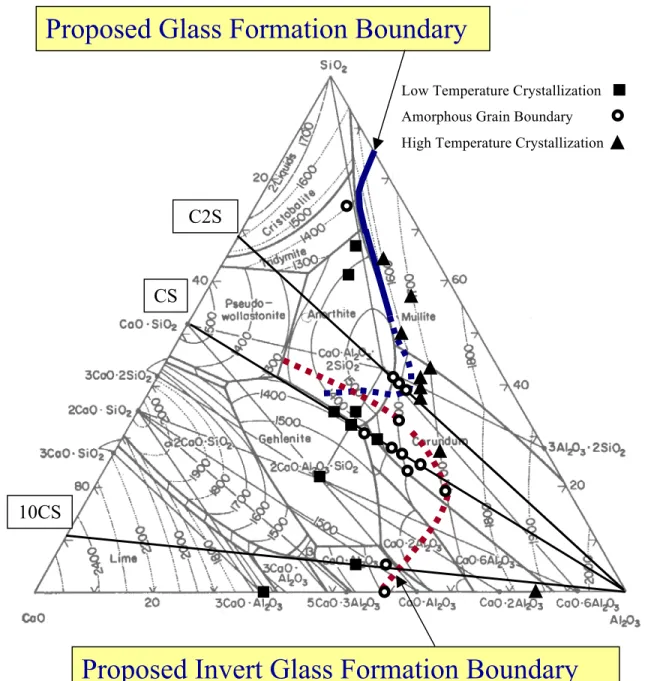
The pressures produced by hot pressing are not great enough to affect the crystallization of secondary phases.28 Samples A and D are suggested to lie within the glass transition limit and can be crystallized by heat treatments or annealing processes that allow nucleation and growth.6-8, 12 Based on the results of this study, a glass transition limit was proposed as shown in Figure 2.11. Proposed glass transition limit for sintering alumina.21 Phases outside the glass transition that did not appear on sintering will not crystallize at the heat treatment temperatures within the glass transition transition.
CONCLUSION
Chan, “Improved fault tolerance in alumina with 1 vol% anorthite via crystallization of the intergranular glass,” J. Vaudin, “Texture development and microstructure evolution in liquid-phase sintered α-alumina ceramics prepared by mold grain growth,” J. Yoon, “Effect of magnesium oxide -addition on surface roughness of the aluminum oxide grains in anorthite fluid", J.
GRAIN BOUNDARY CHEMISTRIES IN THE SINTERING OF ALUMINA
ABSTRACT
INTRODUCTION
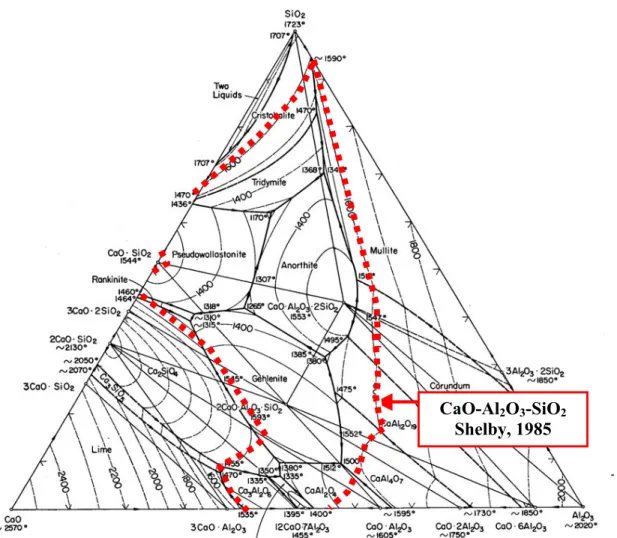
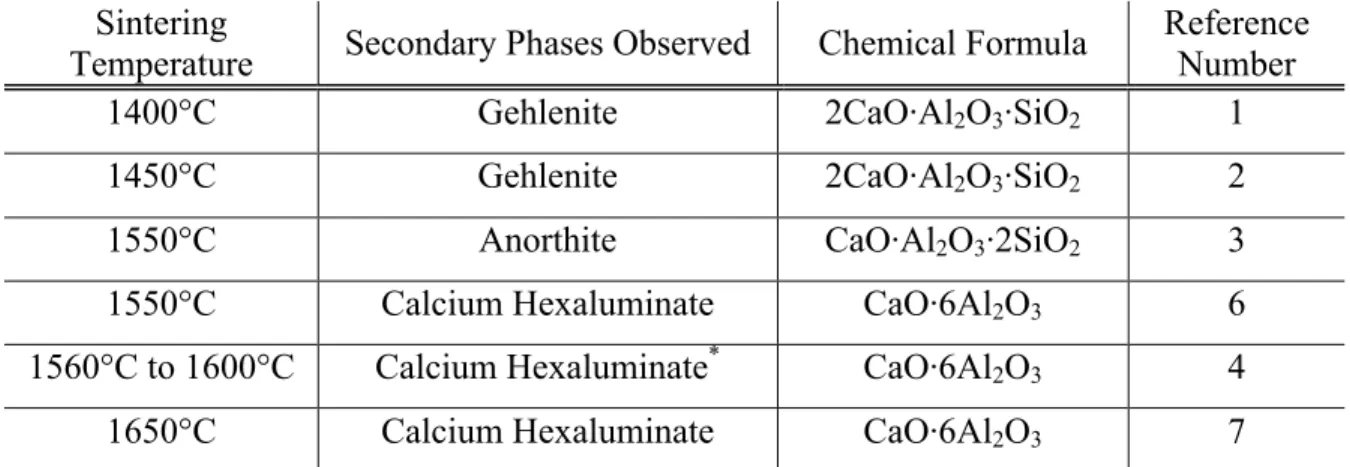
Calcium hexaluminate (CaO·6Al2O3) was also a secondary phase found as an intergranular phase.4 Upon subsequent heat treatment, calcium hexaluminate was observed to be partially resorbed from the grain boundary. Glass formation region of inverted glass, adapted from Shelby.10, 12 A review of the literature shows that microstructural studies of co-doping additives with ratio concentrations of calcia greater than silica in the CS ratio were less common. This may be because the use of glass frits for liquid phase sintering is common and the compositions with more calcium than silica in the CS ratio are not within the usual range of calcium aluminosilicate glass compositions (the anorthite glass composition, CaO·Al2O3·2SiO2, the most common) or magnesium calcium aluminosilicate glasses are usually used.13-18 In Švančárek et al.
EXPERIMENTAL PROCEDURE
RESULTS
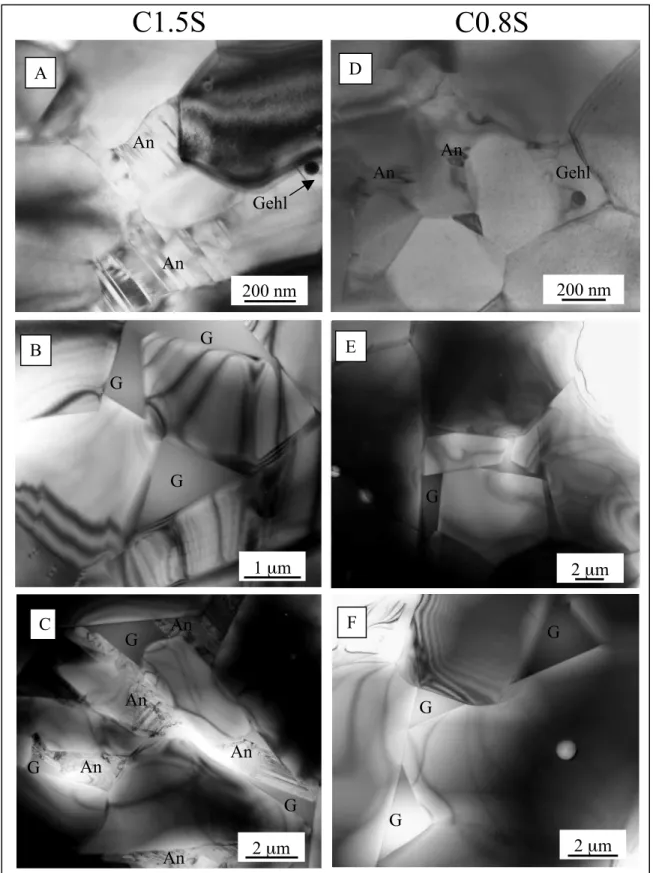
The microstructure of anorthite (bonded) and gehlenite were identified as secondary phases in sample G (sintered at 1400°C), shown in Figure 3.2A. Anorthite and an amorphous phase were found within the triple points of sample I (sintered at 1700°C), as seen in Figure 3.2C. Anorthite, gehlenite and the unidentified spherical inclusion were also found in sample J (sintered at 1400°C) for the C0.8S ratio shown in Figure 3.2D.
SEM analyzes in Figure 3.4A for Sample G and Figure 3.4D for Sample J did not show grain growth for samples sintered to 1400°C for either ranges of C1.5S or C0.8S. The observed phase has a similar morphology to the spherical phase within the gehlenite as seen in the TEM micrographs of Figure 3.2A and 3.2D.
DISCUSSION
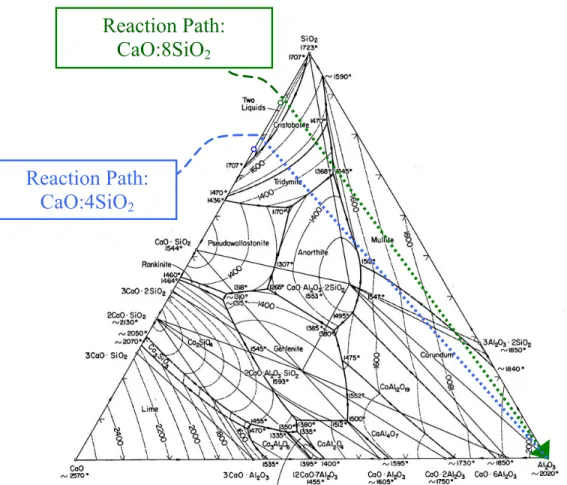
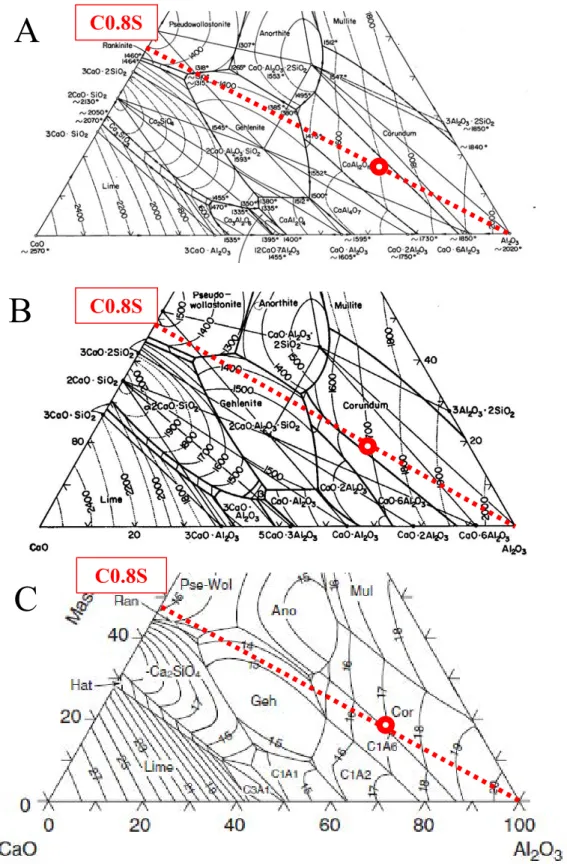
It is proposed that solid state reactions of anorthite and gehlenite occur during the sintering period and chlorine is released at this stage. For this region of the phase diagram, the Gentile and Foster diagram (Figure 3.5B) is in relatively good agreement with Mao et al. Phase field differences of calcium hexaaluminate in the CaO-Al2O3-SiO2 system, fitted with interpretations in the C0.8S ratio at 1700°C.
The low alumina concentration in the EDS analysis of the amorphous triple points suggests that the isotherms do not act as relative indicators of the sintering temperature for the C1.5S and C0.8S additive ratios. The crystallization of anorthite within the amorphous triple point suggests that part of the anorthite phase field must be outside the glass formation boundary.
CONCLUSION
Proposed limit of inverted glass formation in aluminum sintering of calcium and silica additives.27. Carty, "Grain boundary chemistries in aluminum smelting with calcium and silica additives revisited: high silica to calcium ratios and the glass formation limit", J.
ABSTRACT
INTRODUCTION
EXPERIMENTAL PROCEDURE
RESULTS AND DISCUSSION
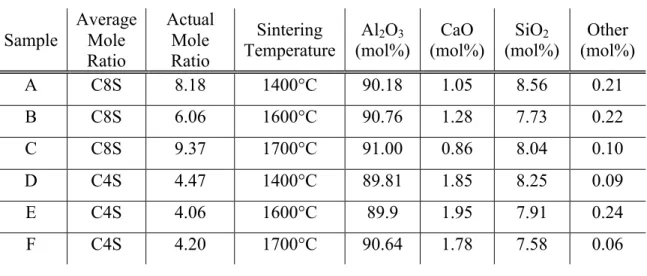
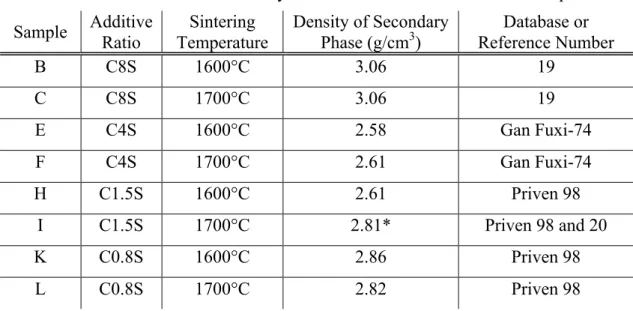
For the C8S ratio, Sample B (sintered at 1600°C) is shown in the upper left quadrant of Figure 4.2 and shows a bimodal grain size distribution and an area of mullite matrix (in the contrasting region in the lower left corner of the micrograph). The volume fraction/vol% secondary phase was calculated as 9.6% for sample B and 13.9% for sample C, as shown in Table 4.II. In the C4S ratio series, sample E (sintered at 1600°C) is shown in the upper right quadrant of Figure 4.2 and again shows a bimodal grain size distribution with an area of mullite matrix in the upper right corner of the micrograph.
The C1.5S ratio series Sample H (sintered at 1600°C) is shown in the upper left quadrant of Figure 4.3 and shows a bimodal distribution of grain size. The volume fraction/vol% of secondary phase was calculated as 12.0% for Sample K and 11.4% for Sample L as shown in Table 4.IV.
CONCLUSION
Kim, "Compaction behavior of fine-alumina and coarse-alumina compact during liquid-phase sintering with the addition of talc," J. Carty, "Grain Boundary Chemistries in the Sintering of Alumina with Calcia and Silica Additives Revisited: Invert Glass Formation Boundary , "J.
SUMMARY OVERVIEW
COMPARISON TO LITERATURE
Above 1600°C, the crystalline secondary phases that occur due to alumina saturation are of amorphous grain boundary obeying the glass formation boundary concept. Another common addition ratio in the sintering of alumina is CaO:SiO2 (CS), studies of which have been conducted by Seabaugh et al., Powell-Dogan and Heuer, Kostić et al., and Song and Coble. This study found that the grain boundary amorphous compositions with larger CaO to SiO2 ratios were of inverse composition and had similar properties to the observed bulk glasses, specifically the solubility of chloride ions (an artifact of CaCl2 as the source of CaO ). Although the three-point chemistry of the amorphous grain boundaries did not appear to correlate sintering temperature with the prescribed liquidus of the phase diagram by the glass formation boundary approach as in higher silica systems, this may be the result of an unquenched system.2 A similar difference was observed in single crystal conversion studies where the adherence to the grain boundary is dependent on cooling.
This study suggests a plausible explanation for structurally undetectable alumina crystallization (from the grain boundary) back to the interfaces of the alumina grains, resulting in the differences in grain boundary thickness previously noted by Dillon et al. It should be noted that the compilation of this study's literature involved studies that reported phases from X-ray diffraction alone, without a microstructural study from transmission electron microscopy or reconfirmation by chemical analysis in many cases.
CONCLUSIONS