BAB I PENDAHULUAN
1.1 Sekilas Mengenai Program Studi Teknik Mesin ITERA
Program Studi Teknik Mesin ITERA mengembangkan disiplin berbasis cabang ilmu teknik mesin yang didefinisikan sebagai ilmu teknik yang mempelajari perancangan, produksi/pembuatan dan operasi mesin. Cakupan bidang profesi Teknik Mesin dapat diperluas meliputi seluruh siklus hidup produk, mulai studi kelayakan, perancangan, pembuatan/pembangunan, operasi, pemeliharaan, dan pembongkaran/dekomisi/daur ulang yang memanfaatkan ilmu-ilmu teknik mesin.
Sesuai dengan bidang keahlian Sarjana Teknik Mesin yang diperlukan di Sumatera maka pengembangan keilmuan di masa yang akan datang akan mengarah pada bidang otomasi industri terutama untuk bidang-bidang, pertanian, perkebunan, perikanan, dan manufaktur guna meningkatkan kapasitas produksi sesuai dengan analisis potensi eksternal yang tertera pada Renstra. Selain itu pada bidang perancangan dan perawatan pun harus terus dikembangkan sesuai dengan kebutuhan yang ada di Pulau Sumatera melalui kerja sama dengan stake holder terkait. Program Studi Teknik Mesin ITERA memiliki cabang keilmuan yang dikelompokkan ke dalam empat Kelompok Keahlian (KK), yaitu: Kelompok Keahlian Perancangan Mesin (Desain), Konversi Energi (KE), Rekayasa Material dan Manufaktur.
1.2 Latar Belakang
Melihat semakin berkembangnya ilmu pengetahuan dan teknologi saat ini maka materi perkuliahan yang diterapkan dibangku perkuliahan pun menjadi semakin kompleks karena dituntut untuk mengikuti perkembangan tersebut.
Institut Teknologi Sumatera sebagai suatu lembaga akademis yang berorientasi pada ilmu pengetahuan dan teknologi diharapkan mampu menerapkan kurikulum yang fleksibel dan mengakomodasi perkembangan ilmu pengetahuan dan teknologi yang ada pada saat ini.
Dunia industri adalah suatu tempat dimana mahasiswa akan menerapkan ilmu pengetahuan dan teori yang telah didapat pada bangku perkuliahan setelah mereka lulus kuliah. Kerja praktek merupakan salah satu mata kuliah di perguruan tinggi yang bertujuan agar mahasiswa mengenal dunia industri yang sesungguhnya sehingga nantinya setelah lulus akan menjadi terbiasa dan terampil saat memasuki dunia industri. Dengan adanya kerja praktek ini diharapkan mahasiswa dapat menerapkan teori–teori yang didapat dari bangku perkuliahan untuk belajar memecahkan masalah-masalah yang timbul di lapangan sehingga akan dapat meningkatkan daya pikir dan kreativitas mahasiswa dengan mendapatkan gambaran secara langsung dari dunia kerja yang pada akhirnya membentuk mental yang siap dalam menghadapi tantangan dunia kerja di lapangan.
Untuk mencapai hasil yang optimal dalam pengembangan ilmu pengetahuan dan teknologi dibutuhkan kerja sama dan jalur komunikasi yang baik antara perguruan tinggi, industri, instansi pemerintah, dan swasta. Kerja sama ini dapat dilaksanakan dengan penukaran informasi antara masing-masing pihak tentang korelasi antara ilmu di perguruan tinggi dan penggunaan di dunia industri. Dalam mempersiapkan sumber daya manusia yang berkompeten dalam bidang yang hendak digeluti. Dalam hal ini, maka sebagai mahasiswa, penulis hendak melakukan kerja praktik guna mengenali lebih lanjut dari sistem manufaktur alat pertahanan produksi dalam negeri.
1.3 Manfaat dan Tujuan Kerja Praktik
1. Tujuan dari kerja praktik yang akan kami lakukan sebagai berikut:
a. Memberikan pengalaman awal dan melihat suasana kerja di industri;
b. Memperkenalkan Itera (Program Studi Teknik Mesin);
c. Memperluas wawasan dan jaringan dengan pihak luar Itera;
d. Melatih membangun kerja sama;
e. Memperoleh pengalaman langsung terkait dunia kerja di bidang Teknik Mesin sebagai penerapan dari teori yang dipelajari dari perkuliahan;
f. Mengasah pola pikir dan kemampuan kritis terhadap suatu masalah serta
memberikan solusi yang relevan dan applicable;
g. Melatih kedisiplinan dan profesionalitas dunia kerja Teknik Mesin h. Membina keterampilan dalam menjabarkan hasil observasi dan
pembahasan dalam bentuk laporan tertulis dengan tata bahasa dan sistematika yang baik dan jelas.
i. Membantu permasalahan yang sedang dialami oleh industri
2. Manfaat dari kerja praktik yang akan kami lakukan sebagai berikut:
a. Bagi Mahasiswa
1) Perbandingan antara teori yang diperoleh dari bangku perkuliahan dengan kondisi kerja yang sebenarnya.
2) Sebagai aplikasi pengetahuan atas teori yang telah diperoleh dari bangku kuliah seperti mekanika kekuatan material, material teknik proses produksi dan manufaktur, kesehatan dan keselamatan kerja dll.
3) Merupakan kesempatan untuk memperkaya ilmu dan memahami suatu profesi dalam dunia kerja.
b. Bagi Perguruan Tinggi
1) Memberi kesempatan kepada mahasiswanya untuk terjun ke lapangan dan masyarakat.
2) Dapat menguji sampai sejauh mana kemampuan mahasiswanya dalam mengaplikasikan teori di bidang praktis.
3) Sebagai bahan evaluasi untuk meningkatkan kurikulum pada masa mendatang.
c. Bagi Perusahaan
1) Laporan kerja praktek dapat dapat dijadikan sebagai bahan masukan atau usulan perbaikan seperlunya dalam pemecahan masalah-masalah di perusahaan.
2) Sebagai wujud kepedulian perusahaan dalam ikut mencerdaskan kehidupan bangsa.
3) Dapat menjadi salah satu sumber rekrutasi karyawan bagi perusahaan guna memperoleh kandidat-kandidat yang terbaik.
1.4 Tema yang Diajukan
Perusahaan PT. Indo Porcelain yang bergerak dibidang industri peralatan makan porselen sebagai pemasok produk dengan merek ZEN ke high-end retailers dan perusahaan dibidang perhotelan. Penggunaan perlatan yang canggih dalam proses pembuatan untuk menghasilkan produk yang beragam baik bentuk, ukuran dan bahan dalam jumlah yang besar. Hal tersebut sangat berkaitan dan dapat kami jadikan pengalaman langsung di lapangan industri dengan jenjang pendidikan yang kami tempuh di perguruan tinggi ini, yaitu Teknik Mesin di Institut Teknologi Sumatera terutama dibidang produksi dan maintenance.
Maka dari itu penulis lebih ingin memfokuskan pada salah satu bagian dari preventive maintenance yaitu overhaul yang dilakukan ketika mesin atau peralatan sudah digunakan selama jangka waktu tertentu atau mencapai jumlah jam operasi tertentu dan meliputi perbaikan yang lebih besar seperti pergantian komponen-komponen atau perbaikan sistem.
1.5 Lingkup Kerja
Adapun ruang lingkup selama kerja praktik di PT INDO PORCELAIN, kegiatan ini meliputi :
1. Profil perusahaan PT INDO PORCELAIN diantaranya: gambaran umum, struktur organisasi perusahaan dan deskripsi dari struktur organisasi perusahaan.
2. Penerapan Perawatan dan Pemeliharaan mesin di PT INDO PORCELAIN
BAB II
TINJAUAN PUSTAKA
2.1 Latar Sejarah Keramik
Barang tanah liat telah dikenal manusia sejak zaman prasejarah. Pada masa manusia mulai hidup bercocok tanam dan tinggal menetap, kebudayaan dan peradaban berkembang pesat. Cara hidup menetap secara bersama-sama di suatu perkampungan, menyebabkan bertambahnya kebutuhan hidup yang harus ditata bersama. Tekriologi untuk menghasilkan bendabenda keperluan sehari-hari mulai ditingkatkan, antara lain cara membuat wadah dari tanah liat.
Sebelum manusia mengenal wadah dari tanah liat, kebutuhan mereka akan wadah-wadah penyimpan makanan, terutama di Asia Tenggara, dibuat dari bahan bambu dan kayu lainnya. Wadah-wadah dari bahan organik itu masih akan tetap dipakai walaupun barang-barang dari tanah liat telah dapat dibuat.
Gambar 2.1 Tanah Liat Sumber : https://rb.gy/o7g9k
Penelitian arkeologis membuktikan pula barang-barang tanah liat mulai dikenal pada masa bercocok tanam di Indonesia. Tembikar yang dibuat masih sangat sederhana ditemukan di Situs Kendenglembu (Banyuwangi), Klapadua (Bogor), Serpong (Tangerang), Kalumpang dan Minanga Sipakka (Sulawesi), dan tempat-tempat lainnya. Tembikar yang ditemukan masih dikerjakan dengan tangan.
Pada masa perundagian, teknologi dan diversifikasi bentuk tembikar berkembang pesat dan terus dilanjutkan sampai sekarang. Dengan berkembangnya penggunaan roda putar dan tatap batu, memungkinkan dibuatnya bermacam bentuk tembikar untuk memenuhi kebutuhan hidup masyarakat yang semakin kompleks. Peranan tembikar dalam kehidupan masyarakat sangat penting dan fungsinya tidak dapat dengan mudah digantikan oleh alat-alat dari logam, karena lebih ekonomis. Tembikar tidak hanya untuk kebutuhan sehari-hari, tetapi juga diperlukan dalam upacara penguburan, misalnya sebagai tempat tempayan kubur dan bekal kubur. (Adhyatman, 1997)
Teknologi tembikar pada masa perundagian di Indonesia tidak lepas dari pengaruh tradisi tembikar yang berkembang di daratan Asia Tenggara. William G. Solheim, ahli keramik prasejarah, menyebutkan adanya tradisi "Sa-huyn- Kalanay" yang berkembang di Filipina dan Vietnam, serta tradisi "Bau- Malayu" yang berkembang di Cina Selatan, Vietnam bagian utara, Taiwan, Filipina, Malaysia timur, juga berkembang di Indonesia.
Gambar 2.2 Tembikar Sumber : https://rb.gy/qzfbr
Seiring dengan berputamya waktu, ditemukan pula keramik dari bahan batuan dan porselin pada masa sejarah di Indonesia. Kehadiran jenis keramik yang umumnya telah diglasir tersebut, bukan berasal dari tradisi pembuatan keramik di Indonesia yang berasal dari masa perundagian, sehingga muncul dugaan bahwa telah ada hubungan antara Indonesia dan negara lain. Hubungan tersebut antara lain berupa perdagangan, persahabatan antara penguasa, atau dibawa
penduduk. Dengan kata lain benda-benda itu dibawa ke Indonesia, mungkin sebagian besar adalah sebagai barang dagangan, karena mutunya jauh lebih tinggi dan lebih menarik dari tembikar biasa. Selain itu barang-barang keramik ini sebagai suvenir an tara para penguasa atau sebagai barang bawaan si pemilik pada waktu bermigrasi ke Indonesia.
2.2 Penyebab Cacat Pada Keramik
Penyebab kecacatan pada hasil akhir keramik dapat dibedakan menjadi 5 elemen, yaitu:
1. Manusia, pekerja kurang teliti dalam memakai kain untuk mengelap body keramik yang baru dicetak. Dalam proses pengelapan pekerja harus megecek kebersihan kain yang digunakan, jika pada kain menempel logam atau kotoran, maka kotoran akan berpindah body keramik dan mengakibatkan glaze tidak menempel pada body ketika dibakar.
Gambar 2.3 Glaze Pada Porselen Sumber : https://rb.gy/7uv1a
2. Mesin, pelaksanaan maintenance hanya dilakukan ketika mesin terjadi breakdown, salah satu faktor yang menyebabkan cacat pada white body adalah mesin. Mesin yang digunakan antara mesin forming (dustpress), roller kiln (ruang pembakaran), mesin maintenance dryer. Jika kita tidak melakukan maintenance secara berkala, maka mesin akan mengalami penurunan performa dan akan memengaruhi pada proses produksi yang akan mengakibatkan hasil produksi tidak akan maksimal.
Gambar 2.4 Mesin Kiln Sumber : https://rb.gy/acdi6
3. Material, material yang dihancurkan oleh mesin kurang halus. Raw material yang digunakan dalam pembuatan keramik tidak tercampur sempurna dan akan mengakibatkan kegagalan pada proses pembakaran
Gambar 2.5 Raw Material Porselen Sumber : https://rb.gy/yo1k8
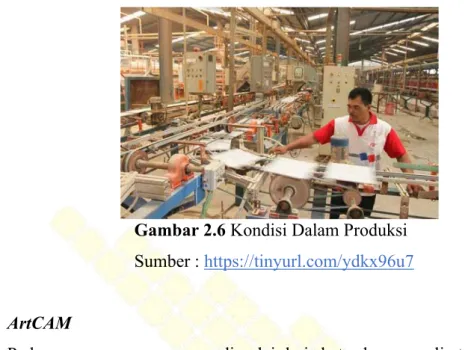
4. Lingkungan, suhu pabrik yang panas dapat langsung menembus ke dalam lantai produksi hal tersebut mengabkibatkan suhu pada lantai meningkat dan mengakibatkan dehidrasi yang mengganggu konsentrasi pekerja dalam melakukan aktivitas. Selain memengaruhi pekerja, suhu juga dapat memengaruhi pada hasil produksi, yaitu dengan panas pada suhu ruang dapat mempercepat proses pengeringan yang dapat menimbulkan kegagalan karena tidak tepatnya suhu untuk mengeringkan hasil produksi. Maka dari itu untuk menghindari suhu ruang yang terlalu tinggi pabrik memasangkan exhaust yang akan menormalisir suhu yang ada didalam tempat produksi.
(Modul Praktikum, 2002)
Gambar 2.6 Kondisi Dalam Produksi Sumber : https://tinyurl.com/ydkx96u7
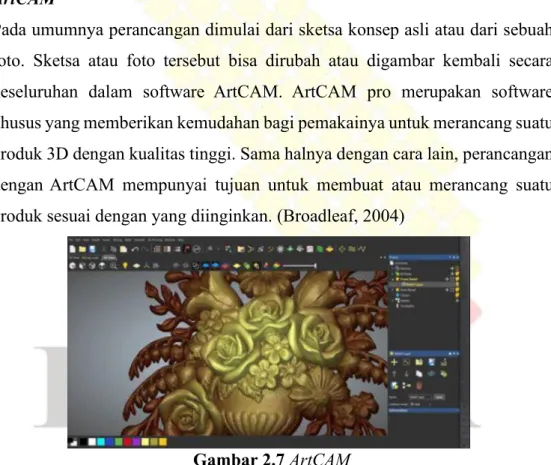
2.3 ArtCAM
Pada umumnya perancangan dimulai dari sketsa konsep asli atau dari sebuah foto. Sketsa atau foto tersebut bisa dirubah atau digambar kembali secara keseluruhan dalam software ArtCAM. ArtCAM pro merupakan software khusus yang memberikan kemudahan bagi pemakainya untuk merancang suatu produk 3D dengan kualitas tinggi. Sama halnya dengan cara lain, perancangan dengan ArtCAM mempunyai tujuan untuk membuat atau merancang suatu produk sesuai dengan yang diinginkan. (Broadleaf, 2004)
Gambar 2.7 ArtCAM Sumber : http://tiny.cc/h5p9vz
Pada saat menggunakan ArtCAM dan pemesinan dengan menggunakan mesin CNC dapat dikerjakan suatu produk dalam jumlah yang banyak dalam waktu yang singkat. ArtCAM bisa digunakan untuk merancang bentuk 2D dan kemudian diubah menjadi model 3D atau bisa juga langsung mentransfer foto
atau gambar yang sudah ada menjadi model 3D. Selain itu dapat juga melihat simulasi proses pemesinan dari produk yang akan dibuat sebelum ditransfer ke mesin CNC. Kemampuan yang dimiliki ArtCAM antara lain yaitu :
1. Perancangan 2D.
2. Pemodelan 3D.
3. Definisi dan Simulasi Manufaktur.
4. Presentasi dan penyajian. (Montgomery, 2005)
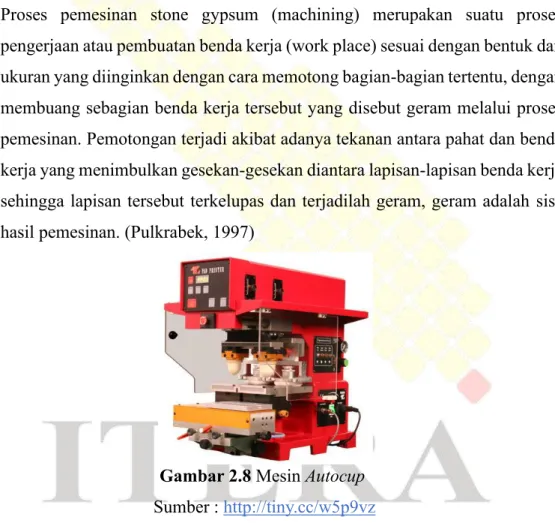
2.4 Proses Permesinan
Proses pemesinan stone gypsum (machining) merupakan suatu proses pengerjaan atau pembuatan benda kerja (work place) sesuai dengan bentuk dan ukuran yang diinginkan dengan cara memotong bagian-bagian tertentu, dengan membuang sebagian benda kerja tersebut yang disebut geram melalui proses pemesinan. Pemotongan terjadi akibat adanya tekanan antara pahat dan benda kerja yang menimbulkan gesekan-gesekan diantara lapisan-lapisan benda kerja sehingga lapisan tersebut terkelupas dan terjadilah geram, geram adalah sisa hasil pemesinan. (Pulkrabek, 1997)
Gambar 2.8 Mesin Autocup Sumber : http://tiny.cc/w5p9vz
Dalam proses pembuatan master cetakan gypsum diperlukan bermacammacam jenis pahat (tool) disesuaikan dengan macam operasi yang dilakukan, jenis mesin operasi, material benda kerja, dan bentuk benda kerja yang diinginkan.
Bentuk yang dihasilkan oleh pemotong stone gypsum tergantung pada bentuk
pahat (toolshape) dan arah gerak relatif antara pahat dengan benda kerja (work place). (Montgomery, 2005)
2.5 Overhaul
Overhaul adalah salah satu istilah dalam dunia otomotif yang berasal dari bahasa Inggris, yang artinya pemeriksaan. Jadi overhaul mesin adalah pemeriksaan mesin secara menyeluruh dan mengganti komponen yang rusak.
Tak jarang overhaul membutuhkan pembongkaran mesin agar bisa mengetahui masalah yang terjadi pada mesin. Overhaul sendiri terbagi dua, yaitu semi overhaul dan overhaul total. Semi overhaul atau biasa disebut juga dengan engine emi overhaul akan memeriksa beberapa komponen. Umumnya pemeriksaan mesin akan dilakukan tanpa membongkar blok silinder.
Sedangkan overhaul total diperuntukkan bagi pemeriksaan menyeluruh semua komponen mesin. (PT. Indomobil Suzuki International, 1995)
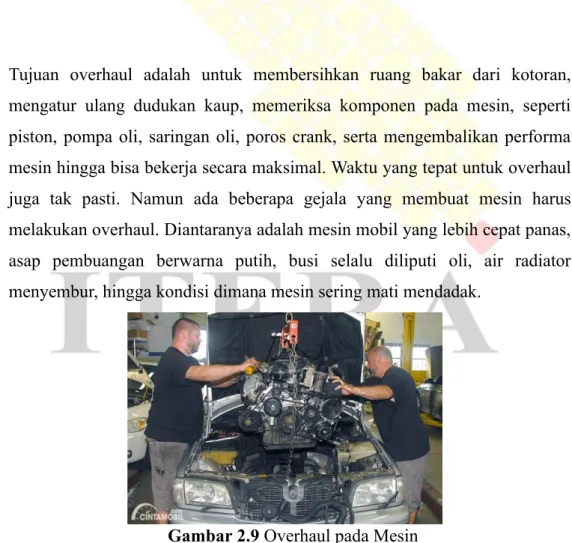
Tujuan overhaul adalah untuk membersihkan ruang bakar dari kotoran, mengatur ulang dudukan kaup, memeriksa komponen pada mesin, seperti piston, pompa oli, saringan oli, poros crank, serta mengembalikan performa mesin hingga bisa bekerja secara maksimal. Waktu yang tepat untuk overhaul juga tak pasti. Namun ada beberapa gejala yang membuat mesin harus melakukan overhaul. Diantaranya adalah mesin mobil yang lebih cepat panas, asap pembuangan berwarna putih, busi selalu diliputi oli, air radiator menyembur, hingga kondisi dimana mesin sering mati mendadak.
Gambar 2.9 Overhaul pada Mesin Sumber : http://tiny.cc/46p9vz
2.6 Sparepart pada Mesin Autocup 1
Ada berbagai sparepart pada Mesin Autocup 1, baik dari bagian terbesar sampai terkecil. Adapun beberapa sparepart pada Mesin Autocup 1 adalah sebagai berikut:
1. Bearing
Bearing (bantalan) adalah elemen mesin yang menumpu poros yang mempunyai beban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman, dan mempunyai umur yang panjang.
Bearing harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Jika bearing tidak berfungsi dengan baik maka prestasi seluruh sistem tidak dapat bekerja secara semestinya.
Sejarah penggunaan bantalan untuk mengurangi efek gesekan dapat ditelusuri dari hasil penemuan kereta sederhana yang telah berumur 5000 tahun di Euphrates didekat Sungai Tigris. Penggunaan bantalan yang lebih maju terlihat pada kereta Celticsekitar 2000 tahun yang lalu seperti ditunjukkan pada Gambar 2.10. Kereta inimenggunakan bantalan kayu dan pelumas dari lemak hewan. (Heywood, 1988)
Gambar 2.10 Kereta celtic dan bearing kayu yang digunakan pada kereta celtic
Sumber : Arismunandar, 2005
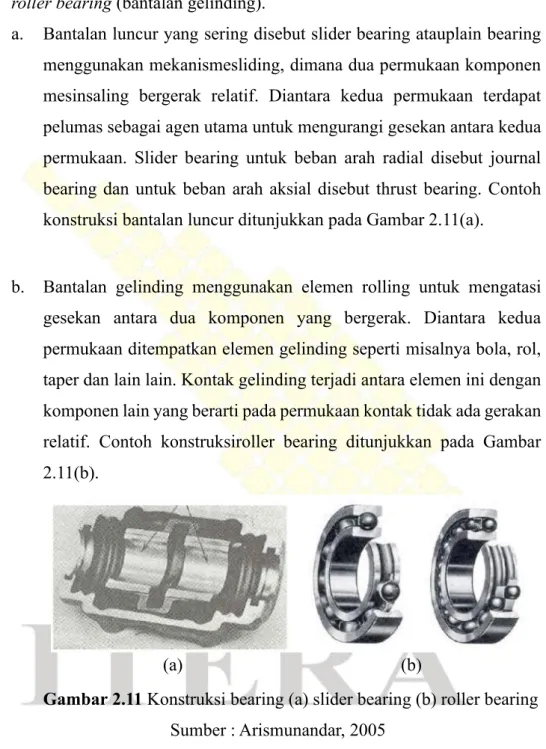
Berdasarkan konstruksi dan mekanisme mengatasi gesekan, bearing dapat diklasifikasikan menjadi dua yaitu slider bearing (bantalan luncur) dan roller bearing (bantalan gelinding).
a. Bantalan luncur yang sering disebut slider bearing atauplain bearing menggunakan mekanismesliding, dimana dua permukaan komponen mesinsaling bergerak relatif. Diantara kedua permukaan terdapat pelumas sebagai agen utama untuk mengurangi gesekan antara kedua permukaan. Slider bearing untuk beban arah radial disebut journal bearing dan untuk beban arah aksial disebut thrust bearing. Contoh konstruksi bantalan luncur ditunjukkan pada Gambar 2.11(a).
b. Bantalan gelinding menggunakan elemen rolling untuk mengatasi gesekan antara dua komponen yang bergerak. Diantara kedua permukaan ditempatkan elemen gelinding seperti misalnya bola, rol, taper dan lain lain. Kontak gelinding terjadi antara elemen ini dengan komponen lain yang berarti pada permukaan kontak tidak ada gerakan relatif. Contoh konstruksiroller bearing ditunjukkan pada Gambar 2.11(b).
(a) (b)
Gambar 2.11 Konstruksi bearing (a) slider bearing (b) roller bearing Sumber : Arismunandar, 2005
2. Gearbox
Gearbox merupakan komponen yang penggunaannya tidak hanya terbatas untuk kendaraan bermotor saja. Secara umum komponen satu ini juga digunakan di berbagai bidang industri atau permesinan dengan fungsi yang kurang lebih sama seperti yang ditemukan di sepeda motor atau mobil.
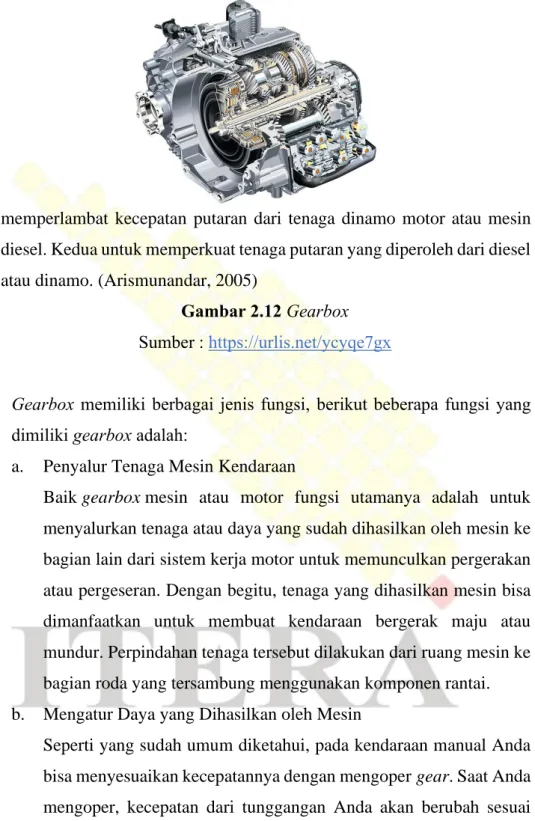
Cara kerja gearbox adalah memindahkan tenaga penggerak mesin ke mesin lainnya. Pemindahan ini dilakukan untuk dua alasan, pertama
memperlambat kecepatan putaran dari tenaga dinamo motor atau mesin diesel. Kedua untuk memperkuat tenaga putaran yang diperoleh dari diesel atau dinamo. (Arismunandar, 2005)
Gambar 2.12 Gearbox Sumber : https://urlis.net/ycyqe7gx
Gearbox memiliki berbagai jenis fungsi, berikut beberapa fungsi yang dimiliki gearbox adalah:
a. Penyalur Tenaga Mesin Kendaraan
Baik gearbox mesin atau motor fungsi utamanya adalah untuk menyalurkan tenaga atau daya yang sudah dihasilkan oleh mesin ke bagian lain dari sistem kerja motor untuk memunculkan pergerakan atau pergeseran. Dengan begitu, tenaga yang dihasilkan mesin bisa dimanfaatkan untuk membuat kendaraan bergerak maju atau mundur. Perpindahan tenaga tersebut dilakukan dari ruang mesin ke bagian roda yang tersambung menggunakan komponen rantai.
b. Mengatur Daya yang Dihasilkan oleh Mesin
Seperti yang sudah umum diketahui, pada kendaraan manual Anda bisa menyesuaikan kecepatannya dengan mengoper gear. Saat Anda mengoper, kecepatan dari tunggangan Anda akan berubah sesuai dengan tingkatan gigi yang dimasukkan. Kendaraan selalu memiliki beberapa kecepatan yang ditentukan oleh tingkatan gigi yang dimilikinya. Saat Anda menambahkan atau mengurangi gigi pada
kendaraan ada peranan gearbox di sana, maka peran gearbox disini adalah menyesuaikan daya yang sudah dihasilkan oleh mesin.
c. Mengatur Arah Gerak dan Kecepatan Torsi
Fungsi lain dari gearbox adalah mengatur gerak dan torsi. Tak hanya kecepatannya, gearbox juga bisa mengatur proses gerak berbalik putaran. Jadi gearbox mengubah kondisi gear saat transmisi mobil diubah ke reverse (R) untuk membuat mobil bergerak mundur.
d. Membuat Putaran Mesin Lebih Stabil
Fungsi gearbox selanjutnya adalah menghindari terjadinya selip sehingga membuat putaran kendaraan lebih stabil. Komponen ini mampu membuat aktivitas berkendara menjadi lebih aman.
BAB III
METODOLOGI PELAKSANAAN
3.1 Tempat dan Waktu Pelaksanaan Penelitian
Tempat pelaksanaan Kerja Praktik (KP) yang penulis jadikan sebagai objek penelitian adalah PT. INDO PORCELAIN, Jl. Telesonik No.Km. 8, Kadu Jaya, Kec. Curug, Kab. Tangerang, Banten 15810 Indonesia. Serta waktu pelaksanaan Kerja Praktik (KP) yang telah dilaksanakan oleh penulis mulai pada tanggal 12 Juni 2023 sampai dengan tanggal 22 Juli 2023.
3.2 Jadwal Kegiatan Kerja Praktik
Pelaksanaan Kerja Praktik (KP) ini dilaksanakan selama 40 hari yaitu pada tanggal 12 Juni 2023 sampai dengan 22 Juli 2023. Jadwal kerja dari PT. INDO PORCELAIN adalah seperti yang ditunjukkan pada Tabel 3.1 di bawah Tabel 3.1 Jadwal Waktu Kerja Praktik
Hari Jam (WIB) Keterangan
08.00-10.30 Pelaksanaan kerja praktik Senin - Sabtu 10.30-11.30 Ishoma
11.30-16.00 Pelaksanaan kerja praktik
Selanjutnya pada Tabel 3.2 menunjukkan jadwal rencana kegiatan Kerja Praktik (KP) penulis selama lebih kurang 40 hari yang dijabarkan dalam kegiatan mingguan.
Tabel 3.2 Rencana Kerja Praktik (KP) di PT. INDO PORCELAIN
No. Jenis Kegiatan Minggu Ke-
1 2 3 4 5
1. Pengenalan, adaptasi dan interaksi awal dengan pihal PT.
INDO PORCELAIN.
2. Penetapan tujuan 3. Identifikasi Masalah
4. Observasi danpenyelesaian masalah
5. Pengimplementasian 6. Penyusunan Laporan
3.3 Diagram Alir
Dalam melaksanakan Kerja Praktik (KP), pada Gambar 3.1 penulis membuat diagram alir kegiatan Kerja Praktik (KP) agar kegiatan tersebut dapat terlaksana dan berjalan dengan sebagaimana mestinya.
Gambar 3.1 Diagram Alir Pelaksanaan Mengetahui dan memahami arahan
Kerja Praktek
Mempelajari proses lingkungan kerja PT INDO POCELAIN
Memahami Tugas Pokok, sistem kerja dan penerapan teknologi/sistem informasi di PT
INDO PORCELAIN
Studi Literatur
Menyusun Laporan Kerja Praktik
Menyerahkan Laporan
3.4 Metode Pengambilan Data
Pengumpulan data dilakukan sebelum melakukan penyusunan laporan. Data yang digunakan dibedakan menjadi dua jenis yaitu:
1. Data Primer
Data primer merupakan data yang didapatkan pada saat kerja praktik. Cara pengumpulan data primer seperti orientasi dan pengamatan Orientasi merupakan kegiatan mengamati lingkungan tempat kerja praktik dilaksanakan yaitu PT. INDO PORCELAIN. Pengamatan merupakan langkah mengamati komponen-komponen konstruksi yang menjadi topik pada kerja praktik serta melakukan pengujian sesuai SOP yang berlaku
2. Data Sekunder
Data sekunder merupakan informasi yang didapatkan dari berbagai sumber yang ada seperti buku, jurnal, wawancara, dan artikel. Data sekunder bisa juga data primer yang diolah oleh penulis.
BAB IV
GAMBARAN UMUM
4.1 Sejarah PT INDO PORCELAIN
PT Indo Porcelain adalah perusahaan produsen perangkat makan (tableware) porcelain terkemuka di Indonesia yang melayani pasar lokal dan internasional.
PT Indo Porcelain selalu berusaha untuk mengikuti kebutuhan konsumen dan tren pasar saat ini, salah satunya adalah melakukan strategi pengembangan produk baru. Tetapi penjualan produk produk baru tersebut pada 2018, 2019 tidak sesuai dengan yang diharapkan, sehingga dari masalah tersebut, penelitian ini bertujuan untuk mengetahui kebutuhan konsumen yang sebenarnya, strategic fit dan strategi berdaya saing yang seharusnya diprioritaskan oleh PT Indo Porcelain saat ini.
Langkah awal adalah menganalisa lingkungan internal dan ekternal sehingga didapatkan hasil matriks IE yang menyebutkan bahwa posisi PT Indo Porcelain saat ini adalah hold and maintain dengan strategi yang disarankan adalah penetrasi pasar dan pengembangan produk. Tahap pencocokan dilakukan dengan matriks SWOT dengan melihat kelebihan, kelemahan, peluang dan tantangan yang dihadapi PT Indo Porcelain, melahirkan beberapa alternatif strategi yaitu penetrasi pasar, pengembangan produk, diversifikasi horizontal dan manajemen teknologi operasional yang bisa diimplematasikan melalui konsep mitigasi resiko waste ellimination campaign.
Beberapa alternatif strategi tersebut dianalisa meggunakan QSPM sehingga didapatkan hasil bahwa penetrasi pasar adalah strategi utama yang harus diprioritaskan saat ini disusul strategi pengembangan manajemen teknologi operasional berkonsep waste ellimination campaign kemudian strategi pengembangan produk yang ada di urutan ketiga dan diversifikasi horisontal sebagai strategi prioritas akhir. Adanya penempatan prioritas strategi diharapkan perusahaan bisa melakukan strategi yang efektif, efisien dan berdaya saing.
Gambar 4.1 PT INDO PORCELAIN Sumber : https://indo-porcelain.com/
4.2 Letak Geografis
Letak geografis PT INDO PORCELAIN terletak di Jl. Telesonik No.Km. 8, Kadu Jaya, Kec. Curug, Kabupaten Tangerang, Banten 15810
Gambar 4.2 Letak Geografis PT INDO PORCELAIN Sumber : https://urlis.net/on09k5xj
4.3 Visi dan Misi PT INDO PORCELAIN
Indo Porcelain telah membuat peralatan makan berkualitas selama lebih dari 40 tahun dan saat ini merupakan salah satu produsen peralatan makan terkemuka di Asia. ZEN, peralatan porselen paling putih di pasaran yang menawarkan berbagai pilihan bentuk, glasir, dan dekorasi Barat dan Oriental.
PT INDO PORCELAIN juga memproduksi ZEN color; warna-warna segar, cerah, menarik, atau halus yang menawarkan rentang warna-warni-semuanya dengan standar tinggi. PT INDO PORCELAIN juga melakukan komisi khusus dan PT INDO PORCELAIN adalah Produsen Peralatan Asli (OEM) untuk banyak merek peralatan makan terkemuka di dunia. PT INDO PORCELAIN
juga melakukan komisi khusus untuk banyak merek peralatan makan terkemuka di dunia. Pemilihan desain dari rangkaian peralatan makan lengkap.
BAB V
KONDISI EKSISTING
5.1 Pengenalan Lingkungan Perusahaan
Pengenalan lingkungan dilakukan pada minggu pertama, kegiatan ini bertujuan untuk mengetahui aktivitas apa saja yang ada di PT. INDO PORCELAIN.
Kegiatan yang ada di PT INDO PORCELAIN yaitu kegiatan produksi, workshop, dan penyediaan barang. Kegiatan produksi di PT INDO PORCELAIN meliputi pengolahan bahan mentah sehingga menjadi barang hasil produksi yang siap dijual. Kegiatan workshop merupakan tempat untuk memperbaiki alat atau mesin yang rusak dan juga untuk assembly (penggabungan) komponen-komponen mesin yang diperlukan untuk mempelancar kinerja mesin di lapangan. Kegiatan penyediaan barang merupakan aktiviatas menyiapkan sparepart dan peralatan yang akan digunakan oleh bagian perbaikan.
5.2 Lingkup Kepegawaian
Dalam lingkup kepegawaian, para pekerja umumnya merupakan karyawan tetap dan beberapa merupakan pegawai kontrak. Rata-rata pegawai maupun pekerja di PT. INDO PORCELAIN memiliki usia kisaran 24-60 tahun. Proses produksi dilakukan mulai pukul 08.00 WIB – 16.00 WIB dengan waktu istirahat mulai pukul 10.30 WIB – 11.30 WIB. Pada perusahaan ini juga terdapat pegawai yang langsung terjun ke lapangan untuk melihat/survei lokasi yang nantinya akan dibangun sebuah proyek yang dimiliki oleh PT. INDO PORCELAIN ini.
5.3 Sarana dan Prasarana
Sarana dan prasarana dapat membantu mempercepat pelaksanaan pekerjaaan, meningkatkan produktifitasa, hasil kerja lebih baik dan terjamin. Di PT INDO PORCELAIN sarana dan prasarana yang disediakan sudah lengkap serta terjamin kebersihan dan kenyamanannya. Adapun sarana yang terdapat di PT INDO PORCELAIN diantaranya: Loker untuk karyawan, mushola, tempat
istirahat, alat pelindung diri (APD), alat pemadam api ringan (APAR), dan ruangan dan alat kebutuhan lainnya.
5.4 Bagian yang Diamati Mahasiswa
Pada pelaksanaan Kerja Praktik (KP) kali ini penulis ditempatkan di divisi maintenance dan secara khusus ditempatkan di bagian mesin autocup 1. Untuk saat ini bagian fabrikasi tempat penulis melakukan Kerja Praktik (KP) sedang melakukan overhaul pada mesin autocup 1. Pada minggu ke-2 pelaksanaan program Kerja Praktik (KP) penulis mendapatkan arahan dari pembimbing diperusahaan untuk mencoba mencari penyebab dari terjadinya kerusakan pada mesin. Sehingga penulis secara signifikan akan mengamati beberapa proses yang penulis anggap berkontribusi dalam penyebab terjadinya kerusakan pada mesin.
Gambar 5.1 Kondisi Mesin Autocup 1 Sebelum Overhaul Sumber : Dokumentasi Pribadi
BAB VI PEMBAHASAN
6.1 Pengamatan Mesin Autocup 1
Pengamatan Mesin Autocup 1 dilakukan pada minggu pertama, hasil dari yang telah diamati Mesin Autocup 1 akan mengalami overhaul yang berguna mengembalikan performa mesin apabila mulai mengalami penurunan performa dan bisa juga menghindari mesin mengalami kerusakan. Selain itu ada juga beberapa sparetpart pada mesin autocup 1 ini yang harus diganti dengan sparepart yang baru.
Gambar 6.1 Kondisi Mesin Autocup 1 Awal Sumber : Dokumentasi PT INDO PORCELAIN
6.2 Kegiatan Overhaul
Pada saat melakukan perawatan overhaul, penulis melakukan pembongkaran gearbox mesin autocup 1, dikarenakan pada gearbox mengalami kebocoran pada karet penutup. Maka dari itu penulis melakukan penambalan pada penutup gearbox dengan cara menambahkan kertas yang dilem dengan silikon merah agar dapat menambah kerapatan pada bagian penutup mesin gearbox.
Penggunaan silikon merah bukan berarti tidak ada tujuan, silikon merah memiliki beberapa perbedaan dengan silikon putih silikon sealant bewarna merah yang mempunyai daya tahan temperature yang lebih baik digunakan untuk mulut pipa, pelindung tranmisi, tutup valve, tutup oli, pompa air dan dapat digunakan juga ke material lain seperti metal, keramik, porselin dan plastik.
Gambar 6.2 Perawatan Pada Gearbox Sumber : Dokumentasi Pribadi
Selain melakukan perawatan pada gearbox, penulis juga mengganti salah satu sparepart yang sudah tidak layak digunakan yaitu belt pada pulley mesin Autocup 1. Jenis belt yang digunakan adalah ukuran 40-B sebanyak 2 buah.
Kondisi belt sebelum diganti yaitu sudah mengalami kekakuan dan sudah tidak sesuai lagi ukurannya yang mengakibatkan mesin autocup 1 menghasilkan suara yang cukup mengganggu dan jika tidak diganti maka akan menurunkan kualitas produksi.
Gambar 6.3 Belt Mesin Autocup 1 Sumber : Dokumentasi Pribadi
Selain melakukan perawatan pada mesin, penulis juga melakukan pergantian kabel pada panel mesin autocup 1, karena kabel sebelumnya sudah berusia belasan tahun dan sudah ada yang mengalami putus timah yang berada di dalam kabel, label kabel yang sudah tidak terbaca lagi dan penurunan kualias kabel yang sudah tidak layak untuk dipakai kembali.
Gambar 6.4 Panel Mesin Autocup 1 Sumber : Dokumentasi Pribadi
Pada mesin autocup 1 terdapat beberapa modifikasi yang ditambahkan oleh maintenance, yaitu terdapat penambahan fitur kopel pada pengggeral mould.
Pada mesin autocup 1 ini sebelumnya tidak menggunakan kopel, maka dari itu ditambahkan kopel agar membantu poros propeller tetap dapat berputar dengan lembut meskipun sedang terjadi perubahan sudut. Penambahan kopel ini sendiri dibuat oleh tim fabrikasi PT INDO PORCELAIN, pembuatan kopel ini menggunakan mesin bubut dan miling.
Gambar 6.5 Penambahan Kopel Sumber : Dokumentasi Pribadi
6.3 Sparepart yang Digunakan Selama Proses Overhaul
Penggunaan sparepart yang dibutuhkan selama proses overhaul pada mesin autocup 1 ini disediakan oleh tim sparepart yang terdapat di Gudang sparepart.
Tabel 6.1 Daftar Sparepart
Wricket 12 dan 14 = 2 pcs 2
Wricket 22 dan 24 = 1 pcs 1
Push Button Ø 30mm 250v-6A = 5 Pcs 5
Emergancy Switch non lock Ø 30mm 250v-6A
= 5 Pcs 5
Selektor switch Ø 30mm 250v-6A = 5 Pcs 5
As bakelite Ø30 x 1000 mm = 1 btg 1
As bakelite Ø40 x 1000 mm = 1 btg 1
As bakelite Ø45 x 1000 mm = 1 btg 1
As bakelite Ø50 x 1000 mm = 1 btg 1
As bakelite Ø70 x 1000 mm = 1 btg 1
As bakelite Ø80 mm x 500 mm = 1 btg 1
Conduit fiting clam 1/4 = 2 Pak 2
Conduit fiting clam 3/4 = 2 pak 2
Conduit fiting clam 3/8 = 2 pak 2
Conduit fiting clam 1 = 2 pak 2
Conduit fiting clam U 1/4 = 2 Pak 2
Conduit fiting clam U 3/4 = 2 pak 2
Conduit fiting clam U 3/8 = 2 pak 2
Conduit fiting clam U 1 = 2 pak 2
Relay MY2N 24v = 20 pcs 20
Relay MY2N 110v = 25 pcs 25
Inverte LSLV0015G100-4EONN -1.5 KW /
380V = 1 Unit 1
Bearing nart 17 = 1 Pcs 1
Kedok las daiden = 1 Unit 1
Lampu indicator panel 6 VDC = 20 pcs 20
limit switch me-8104 = 3 unit 3
Packing karet Selenoid FV313-361-02 1/4 = 12
Pcs 12
Packing karet Selenoid FV313-361-02 1/8 = 12
Pcs 12
Heater ada contoh = 5 unit 5
Baut + Mur baja full drat M12 x 80mm = 50 set 50 Baut + Mur baja full drat M14 x 80mm = 50 set 50
As drat baja hitam m 10 = 5 btg 5
As drat baja hitam m 12 = 5 btg 5
As drat baja hitam m 14 = 5 btg 5
Tembaga 4mm = 1 roll 1
Nevel grease 1/4 Lurus = 20 pcs 20
Nevel grease 1/8 Lurus = 20 pcs 20
Nevel grease 1/8 L = 20 pcs 20
Baut L tanam M6 x 10mm = 300 pcs 300
Speed control smc 1/4 x 8 = 20 pcs 20
Speed control smc 1/8 x 8 = 20 pcs 20
Speed control smc 1/4 x 10 = 20 pcs 20
Speed control smc 1/8 x 10 = 20 pcs 20
Fiting L SMC 1/4 x 8 mm = 20 pcs 20
Fiting L SMC 1/8 x 8 mm = 20 pcs 20
Fiting L SMC 1/4 x 10 mm = 20 pcs 20
Fiting L SMC 1/8 x 10 mm = 20 pcs 20
Fiting Lurus SMC 1/4 x 8 mm = 20 pcs 20
Fiting Lurus SMC 1/8 x 8 mm = 20 pcs 20
Fiting Lurus SMC 1/4 x 10 mm = 20 pcs 20
Fiting Lurus SMC 1/8 x 10 mm = 20 pcs 20
Relay omron G2R-1 SN + Socket 24VDC = 50
SET 50
Dobel nevel kuningan cincin Lurus D6 1/8 = 20
set 20
Dobel nevel kuningan cincin L D6 1/8 = 20 set 20 Dobel nevel kuningan firing 1/8 x 5mm = 20
set 20
Double Air Filter Regulator AW 4000 1/2 = 4
unit 4
Filter debu + tabung in out 1/2 "= 1 unit 1
Scun Y 1.25 = 200 pcs 200
Baut Mur ring per plat M4 X 10 = 200 pcs 200 Kabel NYYHY 1x 0.75mm merah = 100 mtr 100
Kabel NYYHY 1x 0.75mm Biru = 100 mtr 100
Kabel NYYHY 1x 0.75mm Hitam = 100 mtr 100
scun O 16x8 = 200 pcs 200
Relay omron G2R-1 SN + Socket 24VDC = 20
SET 20
Lakban ada contoh = 5 roll 5
Power suplay 24V 1 amper = 1 unit 1
Limit swich omron WLCA 12n2 = 4 Pcs 2
Double nipple cincin + nut kuningan 1/8 mm x
5 mm = 20 set 20
6.4 Pengamatan Selama Kegiatan Overhaul
Selama kegiatan overhaul maka penulis mendapat ilmu yang sangat banyak, seperti bagaimana cara melakukan perawatan yang baik, cara mencegah agar tidak terjadinya kerusakan yang parah pada mesin, dan bagaimana cara mengidentifikasi masalah yang ada pada mesin dan bagaimana cara
mengatasinya. Kegiatan overhaul ini sekaligus menambahkan berbagai macam fitur yang sebelumnya tidak ada pada mesin tersebut, seperti contohnya mesin autocup 1 ini pada awalnya hanya untuk 1 jenis barang saja, yaitu gelas. Setelah dilakukan penambahan fitur, maka mesin autocup 1 ini bisa juga untuk mencetak mangkuk dan barang-barang kecil lainnya.
Gambar 6.6 Mesin Autocup 1 Sebelum Overhaul Sumber : Dokumentasi PT INDO PORCELAIN
Gambar 6.7 Mesin Autocup 1 Setelah Overhaul Sumber : Dokumentasi Pribadi
BAB VII PENUTUP
7.1 Kesimpulan
Adapun kesimpulan yang didapatkan setelah melakukan kegiatan pada kerja praktik adalah sebagai berikut:
1. Overhaul adalah pemeriksaan mesin secara menyeluruh dan mengganti komponen yang rusak.
2. Sparepart yang digunakan pada mesin autocup 1 tidak hanya didapat dari pembelian, tetapi juga ada yang dibuat sendiri oleh tim fabrikasi dikarenakan ada beberapa sparepart yang tidak ada di pasaran.
3. Selain penggantian sparepart, tim maintenance juga menambahkan beberapa fitur yang baru agar meningkatkan kualitas mesin dan juga meningkatkan kegiatan produksi yang dihasilkan oleh mesin autocup 1.
7.2 Saran
Adapun saran yang dapat penulis sampaikan dari pelaksanaan program Kerja Praktik (KP) di PT. INDO PORCELAIN adalah:
1. Diharapkan karyawan lebih memahami dan memperhatikan mengenai pentingnya kesehatan dan keselamatan kerja dengan selalu mematuhi peraturan perusahaan yang berlaku salah satunya adalah dengan menggunakan safety helmet dan safety shoes.
2. Diharapkan PT INDO PORCELAIN lebih memperbanyak dan melengkapi barang K3, dikarenakan PT INDO PORCELAIN masih kekurangan kelengkapan K3.
3. Karyawan PT INDO PORCELAIN bisa lebih memperhatikan lagi tentang keselamatan kerja.
4. Kelengkapan sparepart digudang sparepart lebih ditingkatkan lagi agar nantinya pada proses maintenance berikutnya tidak terkendala oleh sparepart yang sedang kosong.
DAFTAR PUSTAKA
Adhyatman, Sumarah dan Cheng Lammers, 1997, Tempayan di Indonesia (Martavan in Indonesia). Jakarta: Himpunan Keramik Indonesia
Montgomery, D. 2005. Introduction to statistical quality control 5th Edition, New York: John Wiley.
Laboratorium Sistem Manufaktur. (2002). “Modul Praktikum”. Teknik Mesin, Universitas Islam Indonesia, Yogyakarta.
Arismunandar, W. 2005. Motor Bakar Torak. ITB. edisi kelima. cetakan kedua.
Bandung
Heywood, John B., 1988, Internal Combustion Engine Fundamentals. New york : McGraw- Hill. Book Inc.
PT. Indomobil Suzuki International. 1995. Service Manual Carry ST 100. Directorat Service & QA. Jakarta
Pulkrabek, W. 1977. Engineering Fundamentals of the Internal Combustion Engine.
University of Wisconsin. New Jersey
AS/NZS 4360. 3rd Edition the australian and new zealand standard on risk. NSW Australia: Broadleaf Capital International; 2004
LAMPIRAN 1
SURAT-SURAT DAN DOKUMEN ADMINISTRTASI
1. Surat Pengajuan Kerja Praktek
2. Surat Balasan Kerja Praktek
3. Surat Tugas Kerja Praktik
LAMPIRAN 2
LOGBOOK KEGIATAN KERJA PRAKTIK
LAMPIRAN 3
LEMBAR PENILAIAN DAN BIMBINGAN DOSEN KP
1. Lembar Penilaian Kerja Praktik
2. Lembar Bimbingan Dosen KP
LAMPIRAN 4
DOKUMENTASI SELAMA DI PERUSAHAAN