Suatu produk yang terdiri dari sejumlah bagian yang dapat dipertukarkan dapat dirakit dengan cepat dan lebih murah. Hal-hal tersebut harus diperhatikan oleh para desainer dalam memilih bahan yang ekonomis serta proses terbaik untuk suatu produk.
Pemilihan Proses dan Mesin
Untuk menghasilkan permukaan yang halus, rata dan bagus, atau untuk menghasilkan lapisan pelindung dapat dilakukan dengan bantuan berbagai macam operasi finishing permukaan seperti dibawah ini. Proses lain seperti penggilingan, karena hilangnya sebagian logam yang digiling, akan menghasilkan benda dengan dimensi yang diinginkan sekaligus menghasilkan permukaan akhir yang baik.
Industri Dasar
Perkembangan produksi di masa Mendatang
Karena adanya kecenderungan untuk menggunakan bahan yang lebih kuat, lebih keras, lebih ulet dan memiliki tampilan yang indah, proses pemotongan bebas chip diperkirakan akan meningkat. Seringkali biaya proses pemotongan tanpa chip lebih mahal, namun berkurangnya material yang hilang karena pemotongan dapat mengimbangi hal ini.
Otomatisasi dan Kontrol Numeric
- Proses Memproduksi dalam Industri Kapal
- Proses Perubahan Bentuk
- Proses Pemesinan
- Proses Penyambungan
- Proses Perubahan Sifat – fisis
Proses pembengkokan terdapat dalam konteks pembuatan muka dengan bentuk profil yang berbeda-beda seperti senta, melintang dan lain-lain. Proses penggilingan terdapat dalam kaitannya dengan pembuatan berbagai as (pembuatan rumah pin), pembuatan berbagai jenis roda gigi dan pekerjaan lain yang sejenis.
Soal-Soal Latihan
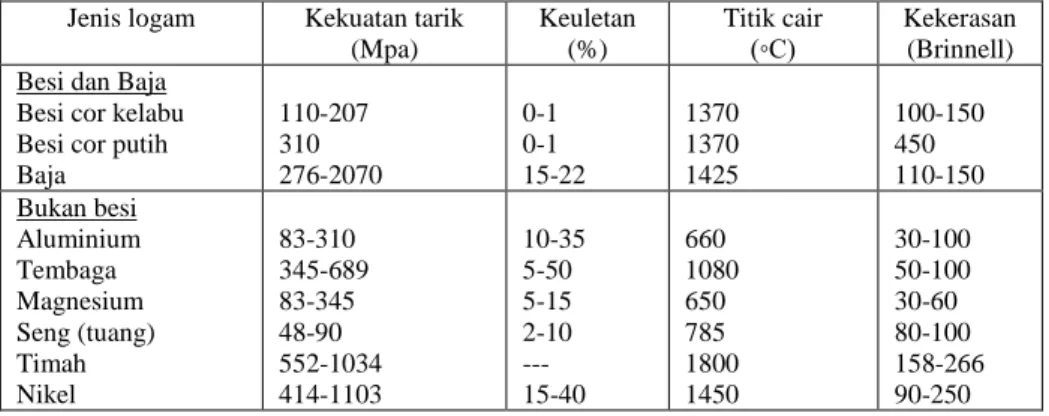
Pemilihan Bahan
Pengelompokan Bahan
Struktur dan Sifat Logam
- Pembentukan Butir
- Sifat Bahan
- Kekuatan Tarik
- Kekuatan Geser, Tekanan, dan Puntir
- Keuletan (Ductility)
- Kekerasan
Ikatan seperti ini meleleh pada suhu tertentu dan memiliki konduktivitas dan keuletan yang lebih rendah, namun kekuatan dan kekerasannya lebih tinggi dibandingkan dengan paduan yang memiliki struktur kisi KPS, KPR atau HTP. Hal ini disebabkan karena pada proses deformasi, logam berbutir halus mempunyai ketahanan terhadap slip yang lebih tinggi.
Pembuatan Besi dan Paduannya
Pembuatan Besi Kasar
Objek tersebut kemudian dimuat secara berkala dan kemudian dihitung berapa siklus pemuatan yang dapat diputus oleh objek uji. Dalam proses ini, bijih besi bereaksi dengan gas atau bahan padat dan mereduksinya menjadi besi spons.
Pengolahan besi kasar
Komposisi pig iron yang dihasilkan tungku dapat dikontrol dengan mengatur kondisi pengoperasian dan pemilihan komposisi campuran bahan baku. Di sini besi spons dan besi skrap serta paduan besi dilebur dan diolah menjadi baja kosong.
Logam Besi dan Baja
- Besi karbon rendah
- Baja
- Ingot Baja
- Besi Cor
Contoh besi mulur ialah besi nodular yang mempunyai sifat kuat dan mulur. Karbon, besi yang mengandungi C>2% terdiri daripada kumpulan besi tuang, manakala besi kelabu mengandungi C antara 3-4%.
Soal – Soal Latihan Soal Uraian
MESIN PERKAKAS
Elmen Dasar Mesin Perkakas
- Kerangka Mesin 1. Struktur
- Peralatan Pemegang Benda Kerja
- Metode Pengendalian – Dengan tangan (manual)
- Penggolongan Mesin Perkakas Mesin perkakas dibedakan berdasar 2 hal
- Karakteristik Mesin Pemotong Dasar
Setiap peralatan mesin dilengkapi dengan alat pengangkat untuk mengangkut benda kerja ke dan dari peralatan mesin (katrol, derek radial, truk derek, derek di atas kepala, derek di atas kepala). Mesin planing untuk benda kerja kecil - Mesin planing untuk benda kerja besar - Mesin crimping horizontal.
Mesin Bubut
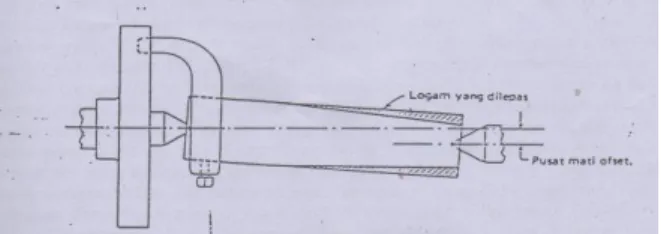
Pada gambar (3) bagian-bagian penting dari mesin bubut disebut mesin bubut gearhead, yang memperoleh tenaga dari kepala tetap melalui sabuk-V dari motor yang dipasang di bawah. Contoh mesin bubut 400mm adalah mesin bubut yang mempunyai jarak bebas yang cukup di atas rel bangku untuk mengerjakan benda kerja berdiameter 400mm. Cara paling umum untuk menopang benda kerja pada mesin bubut adalah dengan menyangganya di antara dua pusat.
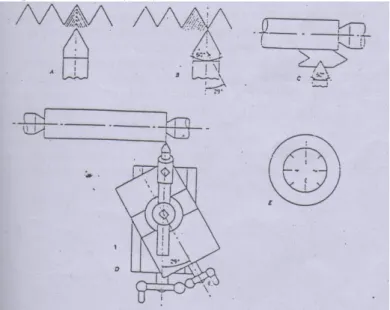
Benda kerja biasanya dipegang pada faceplate atau pada chuck karena sudu tegak lurus terhadap sumbu putar, sehingga slide harus dikunci pada mesin bubut untuk mencegah terjadinya gerakan aksial. Peralatan ini dipasang pada mesin bubut seperti terlihat pada gambar (5), dibaut pada bagian belakang mesin bubut dan mempunyai palang pengunci yang dapat dikunci. Gambar (7) menunjukkan pahat yang akan direncanakan untuk memotong ulir V60° dan pengukuran yang digunakan untuk memeriksa bagian tengah mesin bubut.
Setelah mesin bubut disejajarkan, benang yang bertautan silang disejajarkan dengan tanda pada putaran mikrometer dan pemotong ringan diambil untuk memeriksa jarak bebas benang.
Soal – Soal Latihan
PENGECORAN
Umum
Pengecoran Tanpa Tekan
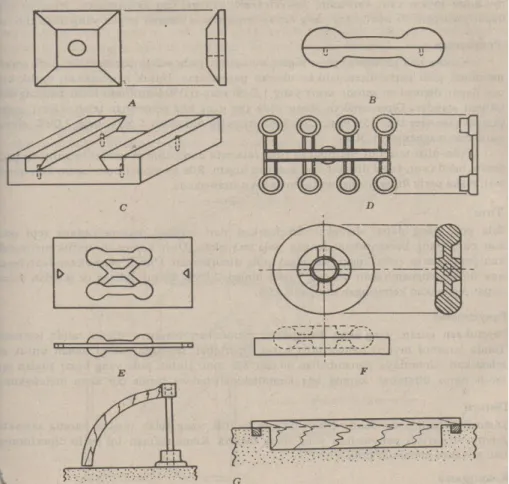
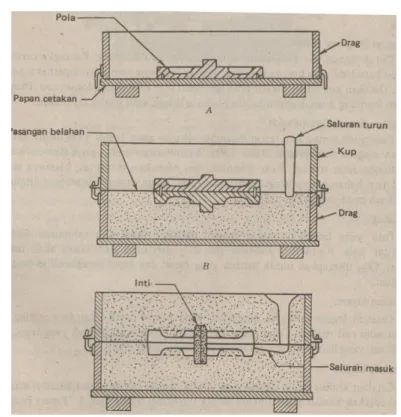
- Prosedur Pembuatan Cetakan
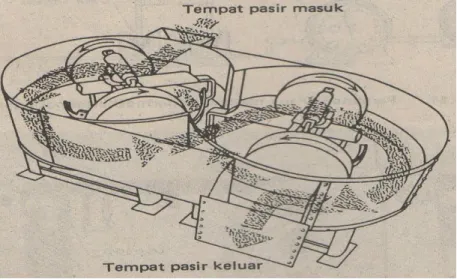
- Pasir
- Inti
- Jenis Inti
- Penuangan dan Penyelesaian Benda Cor
Pasang pin runcing kira-kira 25mm ke kiri dan kanan pola, yang akan menjadi saluran aliran logam cair. Cangkir tuang kemudian dibuat di ujung alur ke bawah, menyisakan lubang yang cukup besar untuk menuangkan logam cair. Sebelum menutup cetakan (gabungan drag dan up), perlu dibuat saluran masuk (port) antara rongga cetakan dengan saluran bawah.
Logam cair, lihat gambar (10), segera dituangkan ke dalam saluran tetesan, sehingga polistiren tidak terbakar (api terbuka), tetapi polistiren menguap dan logam cair memenuhi rongga cetakan. Sistem saluran masuk (inlet system) untuk menuangkan logam cair ke dalam rongga cetakan terdiri dari saluran tuang, saluran bawah, pengalih dan saluran masuk tempat logam dituangkan ke dalam rongga cetakan. Anda juga bisa menggunakan sumbat yang terbuat dari pasir kering atau keramik untuk mengatur aliran logam cair sehingga hanya cairan bersih yang bisa masuk ke rongga cetakan.
Di pabrik pengecoran kecil dan perusahaan yang bekerja berdasarkan pesanan, cetakan dipasang di lantai dan setelah siap, logam cair dituangkan dari sendok dengan tangan, di perusahaan besar dan perusahaan yang memproduksi benda cor dengan tangan.
Proses Pengecoran Khusus
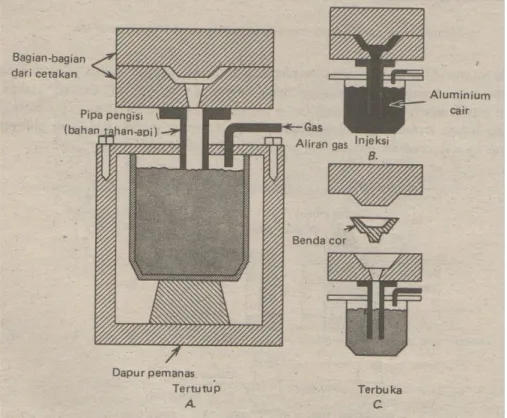
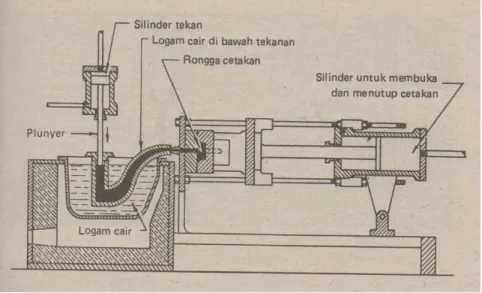
- Pengecoran Dengan Menggunakan Cetakan Logam
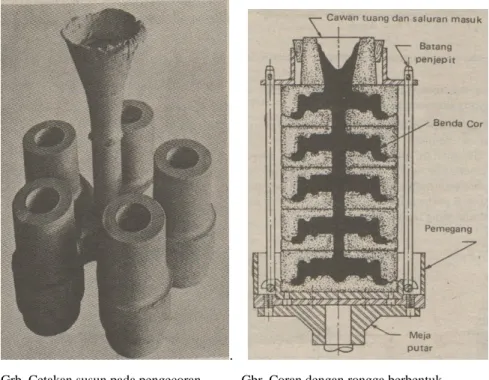
- Pengecoran Sentrifugal
- Pengecoran Presisi (Pengecoran Investmen)
- Pengecoran kontinyu (Continuous Casting)
Karena pengecoran dalam cetakan logam mahal, maka hanya digunakan untuk pengecoran benda cor dalam jumlah banyak. Mesin press hidrolik ruang dingin 22 MN tersedia untuk produksi coran aluminium, kuningan atau magnesium hingga berat 38 kg. Benda cor yang dihasilkan kemudian dicat atau dilapisi menyerupai perak, emas atau logam mulia lainnya.
Cara ini sering digunakan untuk membuat benda cetakan yang bagian tengahnya berlubang, seperti roda. Saat cetakan berputar, timbul gaya sentrifugal yang bekerja pada logam cair dan membentuk benda cor padat. Proses pengecoran presisi sangat cocok untuk produksi benda cor yang sulit atau tidak memerlukan pemesinan, serta pengecoran benda yang mengandung radioaktivitas.
Sifat fisiknya lebih baik dibandingkan dengan benda yang dicetak dengan cetakan pasir atau cetakan permanen.
Soal – Soal Latihan
PERLAKUAN PANAS
- Perlakuan Panas
- Diagram Besi-Karbida Besi
- Temper
- Anil
- Normalisasi dan Speroidisasi
- Pengerasan permukaan
- Proses Karburisasi
- Proses karbonitriding
- Proses Cyaniding
- Proses Nitriding
- Proses Pengerasan Induksi
- Proses Pengerasan Nyala
- Proses Pengerasan Endapan
- Soal-Soal Latihan
Poin-poin kritis ini harus diketahui, mengingat perlakuan panas pada baja merupakan proses pemanasan pada area tersebut. Pengerasan adalah proses pemanasan baja hingga suhu di dalam atau di atas zona kritis, diikuti dengan pendinginan cepat. Martensit akan berubah seluruhnya menjadi perlit bila dipanaskan di atas daerah kritis bawah, diikuti dengan pendinginan lambat.
Proses normalisasi terdiri dari pemanasan baja hingga 10 - 40 °C di atas daerah kritis atas, diikuti dengan pendinginan udara. Karbonitriding, sianida kering atau nikarben adalah proses pengerasan permukaan di mana baja dipanaskan dalam lingkungan gas di atas suhu kritis dan terjadi penyerapan karbon dan nitrogen. Baja yang sudah mengeras ditempatkan dalam tungku dengan garam natrium sianida, suhu pemanasan sedikit di atas kisaran Ac1, waktu pemanasan tergantung pada permukaan yang akan dikeraskan.
Pengerasan S – B adalah proses pemanasan baja hingga suhu di atas atau di atas kisaran kritis yang diikuti dengan pendinginan cepat.
PENGELASAN
Klasifikasi Proses Pengelasan
Elektroda terlindung dibagi menjadi: - Pengelasan busur terlindung - Pengelasan titik busur - Pengelasan hidrogen atom - Pengelasan gas inert - Pengelasan busur terendam - Pengelasan slug. Proses yang melibatkan tekanan umumnya memerlukan pemanasan permukaan logam yang akan disambung untuk menciptakan kohesi. Sambungan logam juga dapat dibuat dengan menuangkan logam cair di antara dua potongan logam yang akan disambung.
Permukaan yang bersih akan menghasilkan lasan yang lebih kuat, oksida permukaan harus dihilangkan karena dapat terperangkap dalam logam yang mengeras. Fluks sering digunakan yang dapat melarutkan oksida ke dalam terak yang kemudian mengapung ke atas logam cair dan melindungi logam dari kontaminasi udara.
Beberapa Proses Penyambungan Logam
- Sambungan Pengelasan
- Proses Pengelasan Tempa
- Proses Pengelasan dengan Gas
- Proses Pengelasan dengan Nyala Oksiasetilen
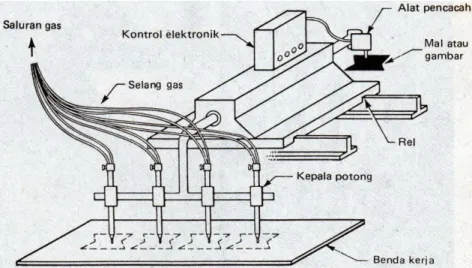
- Pemotongan Nyala Oksiasetilen
- Las Resistensi Listrik
Kedepannya teknologi proses penyambungan logam akan lebih fokus pada proses penyambungan las yang banyak dijumpai pada industri perkapalan. Sambungan butt dengan alur U (untuk pengecoran tabal), sambungan L.G. Lap dengan las fillet tunggal atau ganda). Dalam proses ini, nyala api gas menggunakan campuran oksigen dan asetilena digunakan untuk memanaskan logam hingga mencapai titik leleh logam induk.
Dalam proses ini, arus listrik yang cukup besar dilewatkan melalui logam, yang menyebabkan panas pada sambungan, dan di bawah pengaruh tekanan, terbentuklah sambungan las. Pada proses ini, sambungan mengalami tekanan selama proses pemanasan yang diatur secara hati-hati, sedangkan prosesnya sendiri berlangsung sangat cepat. Untuk mencapai hasil pengelasan yang baik, ketiga variabel arus, hambatan dan waktu harus dipertimbangkan dan ditentukan secara cermat.
Harus ada jeda waktu antara saat sambungan las mulai terbentuk (diberi tekanan), arus mulai mengalir dan bertahan beberapa saat hingga sambungan las terbentuk, arus terhenti namun tekanan tetap sampai lasan joint menjadi dingin sehingga tidak terjadi busur listrik antara elektroda dan joint, kemudian joint diangkat/digerakkan.
Las Busur
- Las busur Elektrode Karbon
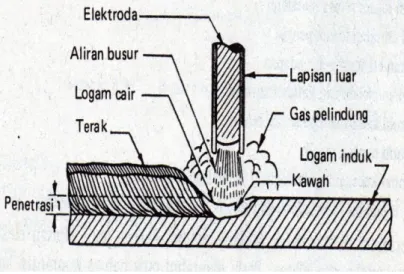
- Las Busur Elektrode Logam
- Lapisan Pembungkus Elektrode Las Logam
- Las busur Gas Dengan gas Mulia Sebagai Pelindung
- Mesin Ias Busur Otomatik
- Pengelasan Busur Rendam
- Pemotongan Dengan Busur Plasma
Arus searah polaritas langsung digunakan untuk pengelasan baja, besi cor, paduan tembaga dan baja tahan karat. Karena gas mulia untuk perlindungan elektroda cukup mahal, proses ini digunakan untuk mengelas pelat tipis. Pengelasan TIG bisa menggunakan arus bolak-balik atau arus searah, tergantung jenis logam yang akan dilas.
Karena gas mulia untuk perlindungan elektroda cukup mahal, proses ini sebaiknya digunakan untuk mengelas pelat tipis. Proses ini hanya dapat digunakan untuk pengelasan datar, terkadang digunakan untuk pengelasan fillet atau pengelasan melingkar. Karena panas yang dihasilkan tidak bergantung pada reaksi kimia, api ini dapat digunakan untuk memotong logam.
Api pemotongan busur heli yang terlihat pada gambar (31)A tidak memerlukan bentuk busur dan dapat digunakan untuk mengelas atau memotong berbagai logam.
Soal – Soal latihan
DAFTAR PUSTAKA
PRAKATA PENULIS
Salah satunya adalah ilmu pengetahuan dan teknologi yang berkaitan dengan pelayaran, karena berbagai aktivitas manusia di lautan baik untuk eksplorasi, eksploitasi, atau kegiatan lainnya tidak dapat dilakukan tanpa bantuan fasilitas yang disebut kapal. Ilmu pengetahuan dan teknologi kelautan terdiri dari 3 kelompok, yaitu ilmu pengetahuan dan teknologi yang berkaitan dengan pengoperasian kapal, ilmu pengetahuan dan teknologi yang berkaitan dengan perancangan kapal, dan ilmu pengetahuan dan teknologi yang berkaitan dengan pembangunan dan pemeliharaan/perbaikan kapal. Salah satu bahan dasar pemahaman ilmu pengetahuan dan teknologi kelautan adalah pengetahuan tentang proses produksi, disebut juga teknologi mekanik.
Buku ini membahas tentang konsep dasar terkait pengertian manufaktur, perkembangan proses manufaktur, klasifikasi industri, dan prospek perkembangan proses manufaktur di masa depan. Oleh karena itu pada mata kuliah ini dibahas secara singkat tentang dasar-dasar ilmu material khususnya logam, sifat-sifat logam. Karena buku ini membahas tentang perkakas mesin, kebutuhan perkakas mesin, unsur-unsur dasar perkakas mesin, mesin potong, mesin bubut dan pengoperasian mesin bubut.
Buku ini disusun untuk membantu mahasiswa memperoleh pemahaman dasar yang komprehensif tentang proses manufaktur secara umum, khususnya proses pembuatan dan perbaikan kapal, dan selanjutnya akan sangat berguna dalam mempelajari mata kuliah selanjutnya yang berkaitan dengan ilmu dan teknologi kelautan, khususnya teknik produksi. kapal dan teknik perbaikan kapal.
TEKNOLOGI MEKANIK DASAR TEKNIK PERKAPALAN
Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertulis dari penulis. Setelah lulus dari SMAN I Durenan Trenggalek pada tahun 1994, beliau mendaftar di UHT Teknik Kelautan pada tahun 1996, lulus pada bulan Mei 2001 dan menjadi dosen teknik kelautan UHT pada tahun 2001 dan menjadi sekretaris departemen, kemudian melanjutkan studi pascasarjana di ITS, jurusan di bidang teknik dan material produksi kelautan pada tahun 2004. Beliau lulus dengan gelar magister pada bulan Maret 2007 dan melanjutkan karir di UHT sebagai dosen dan hingga saat ini ditugaskan di unit kerja Kantor Perencanaan Pembangunan dan Sistem Informasi Universitas Hang Tuah, Surabaya.
Dengan bimbingan dan arahan dari Almarhum Bpk. Ir Tridjoko, N.A,.M.Sc, buku ini telah diterbitkan dan selalu disempurnakan.