LAPORAN KERJA PRAKTEK
PT. PEMBANGUNAN ABADI ANDALAS AGUNG (PA3) PERANCANGAN DAN PEMBUATAN JUNCTION BOX
(J.BOX)
PUTRA IRAWAN (NIM : 2204191216)
PROGRAM STUDI SARJANA TERAPAN
TEKNIK MESIN PRODUKSI DAN PERAWATAN JURUSAN TEKNIK MESIN
POLITEKNIK NEGERI BENGKALIS BENGKALIS
2022
LEMBAR PENGESAHAN
iii
KATA PENGANTAR
Puji syukur atas kebesaran Tuhan Yang Maha Esa karena telah melimpahkan rahmat dan kuasanya, sehingga penulis dapat melaksanakan Kerja Praktek (KP) di PT.PEMBANGUNAN ABADI ANDALAS AGUNG (PA3), sebagaimana yang telah direncanakan.
Kerja Praktek (KP) ini merupakan salah satu program Politeknik Negeri Bengkalis khususnya Prodi Teknik Mesin, yang wajib di ikuti oleh seluruh mahasiswa Politeknik Negeri Bengkalis dalam menerapkan ilmu pengetahuan di dunia kerja serta untuk menambah ilmu pengetahuan dan pengalaman baru dalam menunjang ilmu yang diperoleh di bangku perkuliahan.
Laporan ini di harapkan dapat menambah kreativitas dan wawasan pengetahuan yang baik dan buruk bagi penulis maupun pembaca. Akhirnya, penulis mengucapkan terima kasih kepada semua pihak yang telah membantu dalam mengerjakan Kerja Praktek (KP) sampai tersusunnya laporan ini dengan baik. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Bapak Johny Custer, ST., MT selaku Direktur Politeknik Negeri Bengkalis.
2. Keluarga tercinta yang telah memberikan dukungan kepada penulis, baik itu secara moril maupun materil serta do’anya.
3. Bapak Ibnu Hajar, ST., MT selaku ketua Jurusan Teknik Mesin Politeknik Negeri Bengkalis.
4. Bapak Bambang Dwi Haripriadi, ST., MT selaku ketua Program Studi Sarjana Terapan Teknik Mesin Produksi dan Perawatan.
5. Bapak Bambang Dwi Haripriadi, ST., MT selaku dosen pembimbing Kerja Praktek yang telah banyak membantu penulis memberikan saran dan masukkan selama proses penyelesaian laporan Kerja Praktek.
6. Pekerja lapangan yang sudah banyak membantu selama proses Kerja Praktek berlangsung di PT.PEMBANGUNAN ABADI
iv ANDALAS AGUNG (PA3)
7. Bapak-bapak dan Ibu-ibu dosen Jurusan Teknik Mesin
8. Rekan-rekan mahasiswa Jurusan Teknik Mesin, yang selalu menyertai penulis dalam menyelesaikan laporan ini.
Penulis menyampaikan permohonan maaf apabila terdapat kesalahan dan kesilafat tingkah laku yang kurang berkenan dihati Bapak/Ibu, selama proses penyusunan laporan kerja praktek ini. Semoga membantu dan dukungan yang diberikan menjadi amal baik disisi-Nya.
Didalam penulisan laporan kerja praktek ini masih banyak terdapat kekurangan baik cara penyampaian maupun susunannya, yang dikarenakan keterbatasan. Untuk itu diharapkan segala kritikan dan saran yang bersifat membangun sangat dibutuhkan penulis agar tulisan-tulisan lainya dapat lebih baik.
Bengkalis,10 September 2022
Putra Irawan 2204191216
v
DAFTAR ISI
LEMBARAN PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan Kerja Praktek ... 2
1.3 Manfaat Kerja Praktek ... 2
1.4 Waktu dan Tempat Pelaksanaan Kerja Praktek ... 3
BAB II TINJAUAN UMUM PERUSAHAAN 2.1 Sejarah Singkat Perusahaan ... 4
2.2 List perusahaan Subcont PT.CPI antara lain ... 5
2.3 Visi dan Misi Perusahaan ... 6
2.4 Struktur Organisasi Perusahaan ... 7
2.5 Bidang Kerja Perusahaan... 7
2.6 Daftar Karyawan... 8
BAB III DESKRIPSI KEGIATAN SELAMA KERJA PRAKTEK 3.1 Spesifikasi Tugas yang Dilaksanakan... 10
3.2 Target yang Diharapkan ... 13
3.3 Perangkat Keras/Lunak yang Digunakan ... 14
3.4 Data-data yang diperlukan ... 14
3.5 Kendala yang Dihadapi Dalam Menyelesaikan Tugas ... 15
3.6 Hal-hal yang Dianggap Perlu ... 15
3.7 Material ... 15
BAB IV TUGAS KHUSUS 4.1 Pengertian Junction Box ... 17
4.2 Bahan dan Alat ... 17
4.2.1 Bahan ... 17
4.2.2 Alat ... 21
vi
4.3 Proses Pembuatan Junction Box ... 27
BAB V PENUTUP 1.1 Kesimpulan ... 37
1.2 Saran ... 37
DAFTAR PUSTAKA ... 38
LAMPIRAN ... 39
vii
DAFTAR GAMBAR
Gambar 2.1 PT.PA3 ... 5
Gambar 2.2 Struktur Organisasi PT.PA3 ... 7
Gambar 4.1 Besi Plat Hitam ... 17
Gambar 4.2 Pipa Galvanis ... 18
Gambar 4.3 Tembaga ... 18
Gambar 4.4 Tepsi Seling ... 18
Gambar 4.5 Terminator Kuningan ... 19
Gambar 4.6 Piber ... 19
Gambar 4.7 Akrilik ... 19
Gambar 4.8 Baut dan Mur ... 20
Gambar 4.9 Cat Minyak ... 20
Gambar 4.10 Thiner ... 21
Gambar 4.11 Gerinda Tangan ... 21
Gambar 4.12 Mesin las ... 22
Gambar 4.13 Elektroda 2,5 ... 22
Gambar 4.14 Penggaris dan Penggaris siku ... 23
Gambar 4.15 Meteran ... 23
Gambar 4.16 Palu ... 23
Gambar 4.17 Sikat Kawat ... 24
Gambar 4.18 Kapur ... 24
Gambar 4.19 Helm Las ... 24
Gambar 4.20 Pelindung Telinga ... 25
Gambar 4.21 Kacamata ... 25
Gambar 4.22 Mesin Kompresor ... 26
Gambar 4.23 Mesin Banding ... 26
Gambar 4.24 Batu Gerinda Potong ... 26
Gambar 4.25 Pengukuran Body J.BOX ... 28
Gambar 4.26 Penggarisan ... 28
Gambar 4.27 Hasil Pengukukuran ... 29
viii
Gambar 4.28 Pemotongan ... 29
Gambar 4.29 Pembendingan ... 29
Gambar 4.30 Pengukuruan Bagian atas J.BOX ... 30
Gambar 4.31 Penggarisan ... 30
Gambar 4.32 Hasil Pengukuran ... 30
Gambar 4.33 Pemotongan ... 31
Gambar 4.34 Pembendingan ... 31
Gambar 4.35 Pemotongan Bagian Bawah J.BOX ... 31
Gambar 4.36 Penggarisan ... 32
Gambar 4.37 Hasil Pengukuran ... 32
Gambar 4.38 Pemotongan ... 32
Gambar 4.39 Pembendingan ... 33
Gambar 4.40 Pengukuran Bagian Pintu J.BOX ... 33
Gambar 4.41 Penggarisan ... 33
Gambar 4.42 Hasil Pengukuran ... 34
Gambar 4.43 Pemotongan ... 34
Gambar 4.44 Pembendingan ... 34
Gambar 4.45 Pengetekan Body Bagian atas dan bawah ... 35
Gambar 4.46 Pembuatan Tiang J.BOX ... 35
Gambar 4.47 Pengecatan J.BOX ... 35
Gambar 4.48 Pengisian Dalam J.BOX ... 36
Gambar 4.49 Hasil Akhir ... 36
ix
DAFTAR TABEL
Tabel 2.1 Nama Karyawan ...8
Tabel 3.1 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-1 ...10
Tabel 3.2 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-2 ...11
Tabel 3.3 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-3 ...11
Tabel 3.4 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-4 ...11
Tabel 3.5 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-5 ...11
Tabel 3.6 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-6 ...12
Tabel 3.7 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-7 ...12
Tabel 3.8 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-8 ...12
Tabel 3.9 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-9 ...13
Tabel 3.10 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-10...13
1
BAB I PENDAHULUAN
1.1 Latar Belakang
Perkembangan ilmu pengetahuan dan teknologi yang pesat sekarang ini, membuat kita lebih membuka diri dalam menerima perubahan-perubahan yang terjadi akibat dari kemajuan dan perkembangan tersebut.
Dalam masa persaingan yang sedemikian ketatnya sekarang ini, menyadari bahwa sumber daya manusia merupakan modal utama dalam suatu usaha, maka kualitas tenaga kerja harus dikembangkan dengan baik. Jadi, perusahaan atau instansi diharapkan memberikan kesempatan kepada mahasiswa/i untuk lebih mengenal dunia kerja dengan cara menerima mahasiswa/i yang ingin melaksanakan kerja praktek.
Mahasiswa Program Studi Teknik Mesin Produksi & Perawatan di bawah naungan Jurusan Teknik Mesin. Selain harus berkompetensi didunia kampus, mahasiswa/i harus juga berkompetensi terhadap dunia industri dan masyarakat, Sebagaimana dimaksud dalam Tri Dharma Perguruan Tinggi yang ketiga yaitu Pengabdian Kepada Masyarakat.
Kerja Praktek adalah penerapan seorang mahasiswa/i pada dunia kerja nyata yang sesungguhnya, yang bertujuan mengembangkan keterampilan dan etika pekerjaan. Perguruan Tinggi adalah salah satu lembaga pendidikan yang mempersiapkan mahasiswa/i untuk bermasyarakat.
Khususnya pada disiplin ilmu yang telah dipelajari selama mengikuti perkuliahan. Dalam dunia pendidikan hubungan antara teori dan praktek merupakan hal penting untuk membandingkan dan membuktikan sesuatu yang telah dipelajari dalam teori dengan keadaan sebenarnya dilapangan.
Untuk itu, Politeknik Negeri Bengkalis mewajibkan setiap mahasiswa/i nya untuk melaksanakan kerja praktek di instansi pemerintah atau perusahaan swasta sebagai salah satu syarat yang harus dipenuhi untuk menyelesaikan pendidikan.
2 Kerja Praktek yang dilakukan di PT.Pembangunan Abadi Andalas Agung (PA3) tentang “Pembuatan Junction Box Jumbo“. Dimana dalam hal ini membahas mengenai proses pembuatan junction box jumbo itu sendiri.
Diharapkan nantinya laporan dari kerja praktek kami ini dapat menjadi pembelajaran penting dan menambah ilmu pengetahuan kami mengenai hal yang dibahas dalam Kerja Praktek ini. Selain itu juga dapat berguna nantinya bagi teman- teman sekalian sebagai penambah wawasan dan bisa menjadi bahan referensi.
1.2 Tujuan Kerja Praktek
Penulisan Laporan kerja praktek diselenggarakan untuk tujuan-tujuan berikut :
1. Memberi kesempatan kepada mahasiswa/i untuk mengaplikasikan teori/konsep ilmu pengetahuan sesuai program studinya yang telah dipelajari dibangku kuliah pada suatu organisasi/perusahaan.
2. Memberi kesempatan kepada mahasiswa/i untuk memperoleh pengalaman praktis sesuai dengan pengetahuan dan keterampilan program studinya.
3. Memberi kesempatan kepada mahasiswa/i untuk menganalisis, mengkaji teori/konsep dengan kenyataan kegiatan penerapan ilmu pengetahuan dan keterampilan di suatu organisasi/perusahaan.
4. Menguji kemampuan mahasiswa Politeknik Negeri Bengkalis (sesuai program studi terkait) dalama pengetahuan, keterampilan dan kemampuan dalam penerapan pengetahuan dan attitude/perilaku mahasiswa dalam bekerja.
5. Mendapatkan umpan baik dari dunia usaha mengenai kemampuan mahasiswa dan kebutuhan dunia usaha guna perkembangan kurikulum dan proses pembelajaran bagi Politeknik Negeri Bengkalis (sesuai program studi terkait)
1.3 Manfaat Kerja Praktek
1. Mahasiswa mendapatkan kesempatan untuk menerapkan ilmu
3 pengetahuan teori/konsep dalam dunia pekerjaan secara nyata.
2. Mahasiswa memperoleh pengalaman praktis dalam menerapkan ilmu pengetahuan teori/konsep sesuai dengan program studinya.
3. Mahasiswa memperoleh kesempatan untuk dapat menganalisa mengenai masalah yang berkaitan dengan ilmu pengetahuan yang diterapkan dalam pekerjaan sesuai dengan program studinya.
4. Politeknik Negeri Bengkalis memperoleh umpan balik dari organisasi/perusahaan terhadap kemampuan mahasiswa yang mengikuti KP di dunia pekerjaannya.
5. Politeknik Negeri Bengkalis memperoleh umpan balik dari dunia pekerjaan guna pengembangan kurikulum dan proses pembelajaran.
1.4 Waktu dan Tempat Pelaksanaan Praktik Industri 1. Waktu Pelaksanaan Praktik Industri
Waktu pelaksanaan Praktik Industri dilaksanakan pada tanggal 04 Juli 2022 s/d 10 September 2022
2. Tempat Pelaksanaan Praktik Industri
Tempat pelaksanaan Praktik Industri di PT.Pembangunan Abadi Agung Andalas (PA3).
4
BAB II
TINJAUAN PERUSAHAAN
2.1 Sejarah Perusahaan
Pada tanggal 1 April 1969 disepakatilah berdirinya suatu perusahaan yang di beri nama CV. Pembangunan, yang disahkan pada lembaran akta notaris tanggal 04 September 1969.
Pengurusnya adalah:
1. Direktur Utama : Syamsul Bahri 2. Direktur : Syafrimal Bahri
Pada tanggal 24 Desember 1984 CV. Pembangunan berubah bentuk dalam akte notaris menjadi PT Pembangunan Abadi Andalas Agung ( PA3 ).
Pengurusnya adalah:
1. Direktur Utama : H. Syamsul Bahri 2. Direktur : H.Syafrimal Bahri
Dan dari Kegiatan Perusahaan telah menghasilkan usaha – usaha yang merupakan usaha anak Perusahaan seperti:
1. Usaha Konsen dan Ubin yang diberi nama : PEMBANGUNAN UBIN 2. Usaha Perdaganan yang diberi nama : TOKO PEMBANGUNAN 3. TOKO KARYA MAJU
Pada tanggal 02 April tahun 1993 PT.PA3 mengembangkan jenis usahanya dengan mendirikan suatu usaha Perbengkelan/Workshop yang mengerjakan pekerjaan Pembubutan dan pengelasan, dengan relasi.
5 Gambar: PT.PA3
Sumber:Dokumentasi 2.2 List perusahaan Subcont PT.CPI antara lain:
PT.Bormindo PT.Sclumberber PT. Halliburton
PT.Radian Utama PT.A C S PT.SinarRia Drillindo
PT.Tridiantara Alvindo PT.Besmindo T.Calmusindo PT.Mekanika Utama PT.Espi Mulya PT.Dimas Drillindo
PT.Deka Petrindo PT.B K U Dll
Ruang lingkup pekerjaan secara umum adalah:
1. Mengerjakan beberapa kontruksi bangunan kantor,perumahan dan pertamanan di PT Caltex Pasific Indonesia.
2. Mengerjakan beberapa pekerjaan jasa-jasa tenaga kerja di PT Caltex Pasific Indonesia.
3. Mensuplai material-material yang di butuhkan oleh PT Caltex Pasific Indonesia.
4. Mengerjakan beberapa pekerjaan pembukaan lahan pengeboran di PT RMI dan PT TRIPATRA.
5. Mengerjakan beberapa pekerjaan pembersihan equipment di PT RMI dan PT TRIPATRA.
6 6. Mengerjakan beberapa pekerjaan kontruksi pemda bengkalis.
7. Mengerjakan pemasangan instalasi listrik PLN.
Pada tahun 2009 pengurus PT PA3 dalam akte Notaris berubah lagi menjadi:
1. Direktur Utama : Syafwandi
2. Direktur : H.Syafrimal Bahri Ruang lingkup pekerjaan antara lain:
1. Merepair dan merekondisi beberapa alat/Equipment yang di butuhkan oleh Perusahaan Perminyakan di lingkungan PT.Chevron Pacific Indonesia
2. Melayani beberapa pekerjaan Pembubutan dan Pengelasan pada rekanan /perusahaanUmum lainnya.
3. Mengerjakan Pekerjaan Pengelasan, mekanikal, transformer listrik di PT.Chevron PacificIndonesia
4. Melayani pekerjaan sambungan listrik PLN / Biro.
2.3 Visi Dan Misi Perusahaan
Sebagai suatu perusahaan yang telah lama berdiri mempunyai tujuan untuk berkembang dan bermanfaat bagi masyarakat sekitar Perusahaan.
Visi :Yang ingin dicapai oleh PT.PA3 adalah menjadikan perusahaan lebih maju menembus pasar yang lebih luas dengan Pemberdayaan sumber daya tenaga lokal yang cakap dan terampil di bidangnya.
Misi : Yang ingin dibawa perusahaan adalah mencakup kematangan manajemen yang disesuaikan oleh perkembangan zaman dan teknologi untuk bisa Long Life dalam menghadapi kerasnya kompetitif pasar global.
7 Untuk itulah dalam mencapai visi dan misi di atas penataan sumber daya, teknologi dan manajemen terus di sempurnakan agar keberadaan perusahaan dapat di pertahankan yang berguna bagi generasi mendatang.
2.4 Struktur Organisasi Perusahaan
STRUKTUR ORGANISASI
PT.PEMBANGUNAN ABADI AGUNG ANDALAS (PA3)
(Gambar 2.1 Struktur organisasi)
2.5 Bidang Kerja Perusahaan
PT.Pembangunan Abadi Andalas Agung bergerak dalam bidang :
a. Mengerjakan Tender yang berhubungan dengan kontruksi bangunan berupa kantor, perumahan, taman di lingkungan PT Caltex Pasific Indonesia ( CPI ).
b. Mengerjakan beberapa pekerjaan yang menggunakan jasa tenaga kerja di beberapa lingkungan PT Caltex Pasific Indonesia ( CPI ).
DIREKTUR
H&R MANAGER
HS&E
Crews
Coord File Spv Marketing
Q Marketing
Purchasing Accounting MR
Dc Accer Control OB
Supervisor
Logistic/Werehouseman Driver
8 c. Mengerjakan beberapa pekerjaan dibidang misselineus yang meliputi perkerjaan: pertamanan, perpipaan, pembersihan lahan untuk pengeboran minyak di PT.CPI.
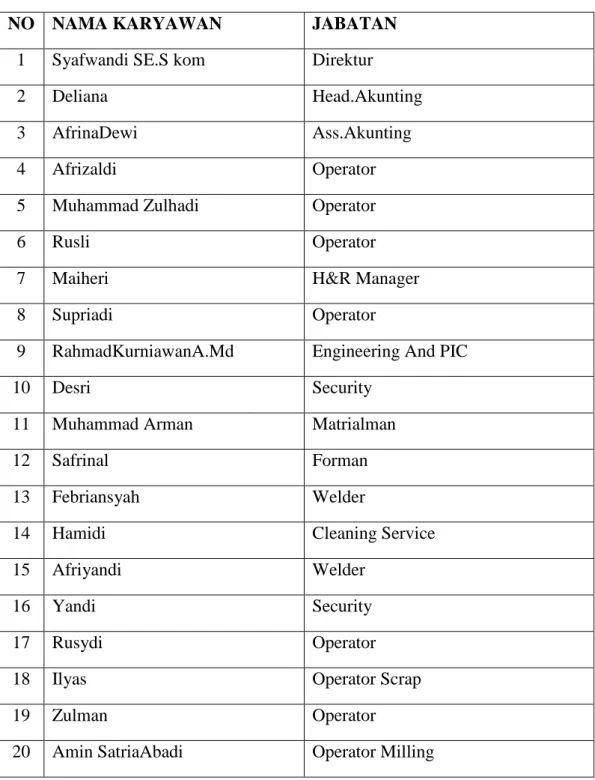
2.6 Daftar Karyawan
Tabel 2.1 Daftar Nama Karyawan
NO NAMA KARYAWAN JABATAN
1 Syafwandi SE.S kom Direktur
2 Deliana Head.Akunting
3 AfrinaDewi Ass.Akunting
4 Afrizaldi Operator
5 Muhammad Zulhadi Operator
6 Rusli Operator
7 Maiheri H&R Manager
8 Supriadi Operator
9 RahmadKurniawanA.Md Engineering And PIC
10 Desri Security
11 Muhammad Arman Matrialman
12 Safrinal Forman
13 Febriansyah Welder
14 Hamidi Cleaning Service
15 Afriyandi Welder
16 Yandi Security
17 Rusydi Operator
18 Ilyas Operator Scrap
19 Zulman Operator
20 Amin SatriaAbadi Operator Milling
9
21 SukrialGusti Driver
22 Zainuri Operator
10
BAB III
DEKSRIPSI KEGIATAN SELAMA KERJA PRAKTEK
3.1 Spesifikasi Tugas yang Dilaksanakan
Dalam pelaksanaan Praktek Kerja Lapangan (PKL) selama kurang lebih tiga bulan, terhitung mulai dari tanggal 04 Juli 2022 hingga 10 September 2022. Banyak aktivitas kerja yang penulis lakukan selama berada di PT.Pembangunan Abadi Agung Andalas(PA3).
Aktivitas yang penulis lakukan selama berada di PT.Pembangunan Abadi Agung Andalas (PA3) terbagi dalam beberapa bagian, yaitu kegiatan rutin dan kegiatan berkala/planning schedule. Kegiatan rutin adalah kegiatan yang sering penulis lakukan selama dipabrik seperti membantu mempersiapkan alat yang digunakan pada bengkel pabrikasi.
Penulis hanya bisa melakukan kegiatan rutin dan kegiatan berkala, dikarenakan waktu magang yang ditetapkan kampus Politeknik Negeri Bengkalis selama dua bulan.
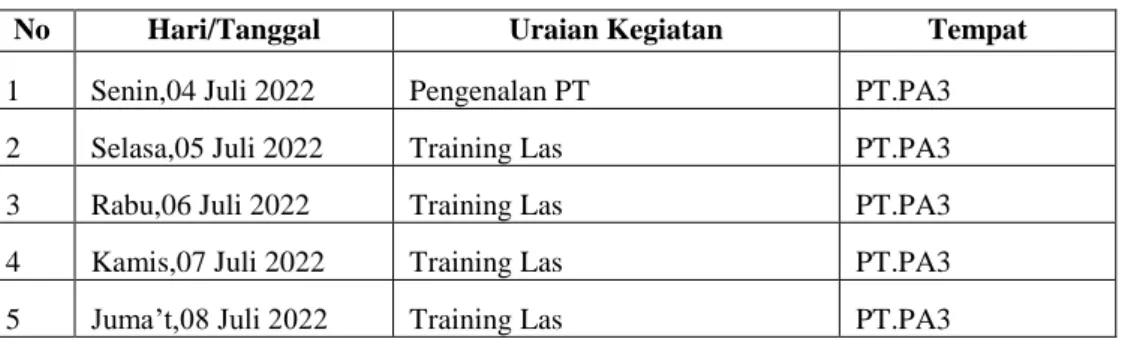
Secara terperinci pekerjaan (kegiatan) yang telah penulis laksanakan selama praktek kerja lapangan dari pagi pukul 08.00-12.00 dan siang pukul 13.00-16.00 dapat dilihat pada tabel berikut:
Tabel 3.1 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-1
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,04 Juli 2022 Pengenalan PT PT.PA3
2 Selasa,05 Juli 2022 Training Las PT.PA3
3 Rabu,06 Juli 2022 Training Las PT.PA3
4 Kamis,07 Juli 2022 Training Las PT.PA3
5 Juma’t,08 Juli 2022 Training Las PT.PA3
11 6 Sabtu,09 Juli 2022 Libur Idhul Adha
Tabel 3.2Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-2
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,11 Juli 2022 Pemotongan Plat J.BOX PT.PA3 2 Selasa,12 Juli 2022 Pemotongan Plat J.BOX PT.PA3
3 Rabu,13 Juli 2022 Pemotongan Pipa PT.PA3
4 Kamis,14 Juli 2022 Pemotongan Pipa PT.PA3
5 Juma’t,15 Juli 2022 Pembendingan Plat PT.PA3 6 Sabtu,16 Juli 2022 Pemotongan Plat J.BOX PT.PA3
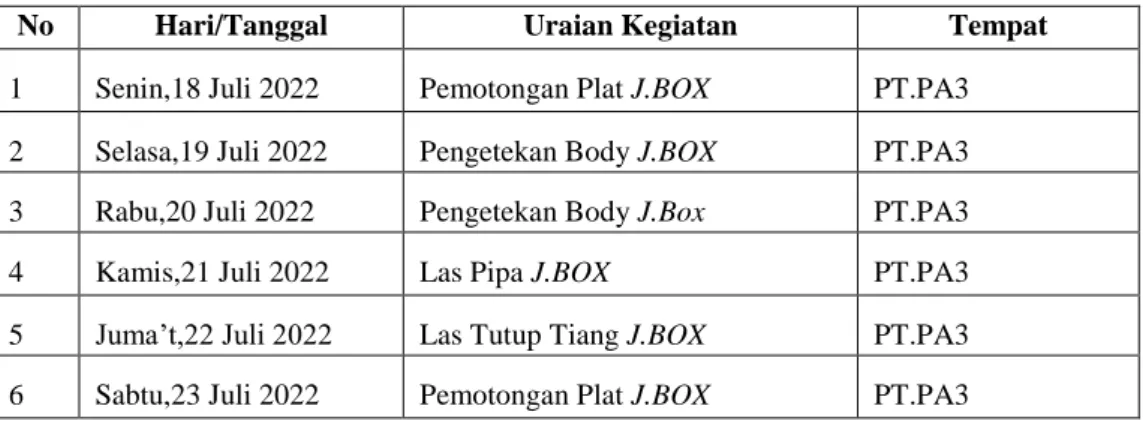
Tabel 3.3Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-3
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,18 Juli 2022 Pemotongan Plat J.BOX PT.PA3 2 Selasa,19 Juli 2022 Pengetekan Body J.BOX PT.PA3 3 Rabu,20 Juli 2022 Pengetekan Body J.Box PT.PA3
4 Kamis,21 Juli 2022 Las Pipa J.BOX PT.PA3
5 Juma’t,22 Juli 2022 Las Tutup Tiang J.BOX PT.PA3 6 Sabtu,23 Juli 2022 Pemotongan Plat J.BOX PT.PA3
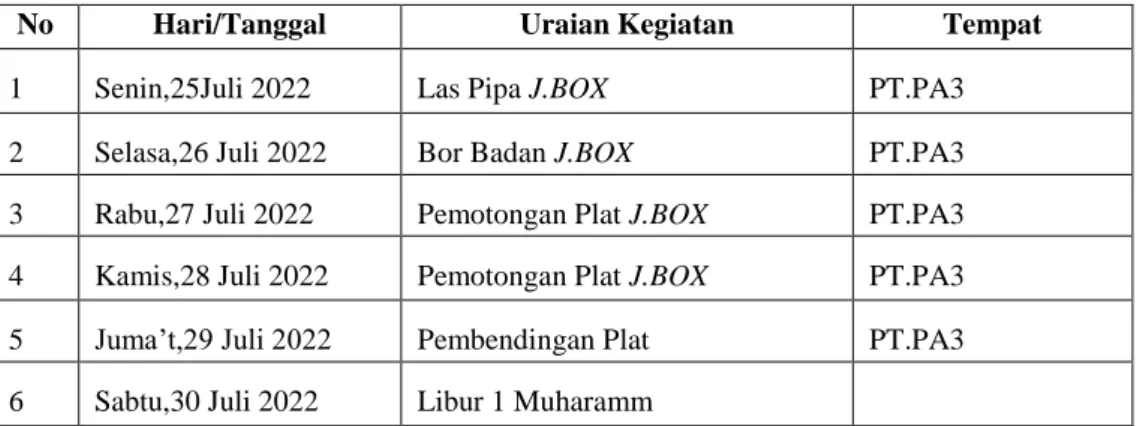
Tabel 3.4 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-4
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,25Juli 2022 Las Pipa J.BOX PT.PA3
2 Selasa,26 Juli 2022 Bor Badan J.BOX PT.PA3
3 Rabu,27 Juli 2022 Pemotongan Plat J.BOX PT.PA3 4 Kamis,28 Juli 2022 Pemotongan Plat J.BOX PT.PA3 5 Juma’t,29 Juli 2022 Pembendingan Plat PT.PA3 6 Sabtu,30 Juli 2022 Libur 1 Muharamm
Tabel 3.5 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-5
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,01 Agustus 2022 Izin Bayar UKT
12 2 Selasa,02 Agustus 2022 Izin
3 Rabu,03 Agustus 2022 Pemotongan Plat J.BOX PT.PA3 4 Kamis,04 Agustus 2022 Pemotongan Plat J.BOX PT.PA3 5 Juma’t,05 Agustus 2022 Pembendingan Plat PT.PA3 6 Sabtu,06 Agustus 2022 Bubut Kabel Slipe PT.PA3
Tabel 3.6 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-6
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,08 Agustus 2022 Pemotongan Plat J.BOX PT.PA3 2 Selasa,09 Agustus 2022 Pemotongan Plat J.BOX PT.PA3 3 Rabu,10 Agustus 2022 Pembendingan Plat J.BOX PT.PA3
4 Kamis,11 Agustus 2022 Merakit J.BOX PT.PA3
5 Juma’t,12 Agustus 2022 Pengetekan J.BOX PT.PA3
6 Sabtu,13Agustus 2022 Pengetekan J.BOX PT.PA3
Tabel 3.7 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-7
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,15 Agustus 2022 Pengetekan J.BOX PT.PA3
2 Selasa,16 Agustus 2022 Las Pipa Baja PT.PA3
3 Rabu,17 Agustus 2022 Libur Hari Kemerdekaan
4 Kamis,18 Agustus 2022 Buat Stop Kontak PT.PA3 5 Juma’t,19 Agustus 2022 Las Pipa 2 inch PT.PA3 6 Sabtu,20 Agustus 2022 Las Pipa 2 inch PT.PA3
Tabel 3.8 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-8
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,22 Agustus 2022 Las Pipa 2 inch PT.PA3 2 Selasa,23 Agustus 2022 Las Pipa 2 inch PT.PA3 3 Rabu,24 Agustus 2022 Pemotongan Plat Klem PT.PA3
4 Kamis,25 Agustus 2022 Pres Plat Klem PT.PA3
5 Juma’t,26 Agustus 2022 Gerinda Plat Baja PT.PA3
6 Sabtu,27 Agustus 2022 Pres Plat Klem PT.PA3
13 Tabel 3.9 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-9
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,29 Agustus 2022 Izin Urus Beasiswa 2 Selasa,30 Agustus 2022 Izin Urus Beasiswa
3 Rabu,31 Agustus 2022 Pemotongan Pipa PT.PA3
4 Kamis,01 Agustus 2022 Las Pipa Baja 2 inch PT.PA3 5 Juma’t,02 Agustus 2022 Las Pipa Baja 2 inch PT.PA3 6 Sabtu,03 Agustus 2022 Pemotongan Pipa Baja PT.PA3
Tabel 3.10 Agenda Kegiatan Praktek Kerja Lapangan Minggu ke-10
No Hari/Tanggal Uraian Kegiatan Tempat
1 Senin,01 Agustus 2022 Las Pipa 2 inch PT.PA3
2 Selasa,02 Agustus 2022 Pengetekan Klem PT.PA3
3 Rabu,03 Agustus 2022 Pemotongan Plat PT.PA3
4 Kamis,04 Agustus 2022 Pengetekan Plat PT.PA3
5 Juma’t,05 Agustus 2022 Buat Meja Bertingkat PT.PA3 6 Sabtu,06 Agustus 2022 Pengantaran Laporan PT.PA3
Selama praktek kerja lapangan, penulis hanya fokus pada kegiatan seperti yang terlampir pada tabel diatas. Penulis tertarik untuk mengetahui lebih dalam mengenai tentang proses pembuatan J.BOX, sehingga penulis mengangkat judul tentang: “Pembuatan J.BOX”.
3.2 Target yang Diharapkan
Diera globalisasi yang semakin maju dan berkembang pesat saat ini, persaingan manusia untuk memiliki suatu pekerjaan sangatlah ketat, baik dibidang perdagangan maupun industri. Maka setiap orang harus mempunyai kemampuan dan keahlian baik hard skill maupun soft skill dalam bidang tertentu. Adapun target yang diharapkan dari kerja praktek ini adalah sebagai berikut:
14 1. Menegakkan disiplin saat jam kerja dan menghargai waktu.
2. Dapat Menyelesaikan pekerjaan dengan baik dan tepat.
3. Dapat melihat, mengetahui dan memahami secara langsung dan dapat mempraktekkan setiap pekerjaan di perusahaan dengan teori yang telah dipelajari dibangku perkuliahan.
4. Menjalin kerjasama yang baik dalam suatu tim.
5. Belajar beradaptasi terhadap dunia industri agar lebih bekerja secara profesional.
3.3 Perangkat Keras/Lunak yang Digunakan
Dalam pelaksanaan praktek kerja lapangan, mahasiswa wajib mengikuti peraturan dan ketentuan yang berlaku di perusahaan terutama yang menyangkut masalah aspek keselamatan/safety. Oleh karena itu pihak perusahaan tidak menginginkan terjadinya kecelakaan (zero accident) selama bekerja. Untuk menjalankan sistem operasional dibutuhkan integrasi antara equipment dan sistem control yang saling terhubung.
3.4 Data-data yang Diperlukan
Untuk mendapatkan atau memperoleh data yang akurat dan benar penulis menggunakan metode pengumpulan data melalui berbagai cara yang diantaranya adalah sebagai berikut:
1. Observasi
Merupakan metode pengumpulan data dengan cara mengamati langsung terhadap semua kegiatan yang berlangsung, baik melalui praktek dilapangan mau pun dengan memperhatikan teknisi yang sedang praktek.
15 2. Interview
Merupakan metode pengumpulan data dengan cara tanya jawab secara langsung baik dengan supervisor maupun dengan teknisi yang ada diruang lingkup industri/perusahaan.
3.5 Kendala yang Dihadapi Dalam Menyelesaikan Tugas
Adapun kendala-kendala yang di hadapi dalam pembuatan dan penyelesaian tugas kerja praktek ini adalah sebagai berikut:
1. Kurangnya keterampilan atau skil dalam melakukan proses pengelasan dengan media plat yang tipis
2. kurangnya pengetahuan tentang penyusunan laporan kerja praktek yaitu dari segi bahasa, tata tulis, paragraph, dan lampiran yang di perlukan dalam pembuatannya.
3.6 Hal-hal yang Dianggap Perlu
Dalam proses menyelesaikan laporan kerja praktek ini, ada beberapa hal yang di anggap perlu diantaranya adalah sebagai berikut:
1. Mengambil data-data dan beberapa dokumen yang harus di buat pada penyusunan laporan kerja praktek (KP).
2. Menyesuaikan data dengan judul laporan yang kami buat.
3. Mengumpulkan beberapa informasi dan bahan untuk penyusunan laporan dari media internet.
4. Lembar pengesahan dari perusahaan atau istansi terkait sebagai tanda bahwa telah menyelesaikan laporan kerja praktek
3.7 Material
Dalam proses perancangan dan pembuatan junction box ini terdapat dua jenis material yang digunakan, yaitu Besi Plat hitam 2 mm dan pipa 3 inch
16 a. Besi Plat Hitam 2mm
Plat hitam disebut sebagai base platnyang sering digunakan sebagai penguat dan pengaplikasian untuk dudukan profil,bahan baku pembuatan tangka dan sebagai bantalan jalan khusus kendaraan berat.pengaplikasian plat hitam sangat sederhana hanya sebagai penyambung karena terbuat dari baja sehingga sangat kuat dan tahan terhadap korosi walau terkena air hujan sehingga pengaplikasian plat hitam sangat awet.plat hitam memiliki ukuran standar 4 feet x 8 feet (121cm x 243 cm).Material ini juga memiliki spesifikasi yang beragam mulai dari spesifikasi JIS G3131 SPHC,JIS G3101 SS400, dan ASTM A36. Ketiga spesifikasi ini sangat umum digunakan dalam pasar bahan konstruksi.Kemudian untuk ukuran ketebalan yang dapat ditemukan baik yang berasal dari lokal ataupun import berkisar 1,2mm hingga 200mm.
b. Pipa Galvanis 2 inch
Pipa galvanis adalah semacam pipa besi yang ditutupi dengan lapisan pelindung seng yang dapat sangat mengurangi kecendrungan pipa untuk menimbulkan korosi serta memperpanjang tabung agar awet.Pipa ini terbuat dari baja karbon rendah dengan lapisan galvanis.
17
BAB IV TUGAS KHUSUS
4.1 Pengertian Junction Box (J.BOX)
Junction Box adalah sebuah kotak pengaman yang digunakkan untuk rangkaian listrik maupun penyambungan kabel listrik ataupun instalasi busbar.
Produk ini juga banyak digunakan untuk pemasangan saklar, stop kontak, fotosel, panel listrik di luar ruangan. Junction box berfungsi untuk menyembunyikan kumpulan jaringan kabel. Selain kabel tersimpan lebih rapi, kabel-kabel yang di gunakan pada panel surya pv ini akan terhindar dari korsleting, karat, ataupun gangguan lainnya.
4.2 Bahan dan Alat
Bahan dan alat merupakan objek penting dalam pembuatan junction box,dibawah ini adalah bahan dan alat yang diperlukan ialah sebagai berikut:
4.2.1 Bahan
1. Besi plat hitam demgan ketebalan 2mm
Besi plat ini digunakan sebagai body, pintu, penutup atas dan bawah junction box
Gambar 4.1 besi plat Sumber: Dokumentasi
18 2.Pipa galvanis 3 inc
Pipa ini digunakan sebagai tiang dan safety kabel.
Gambar 4.2 Pipa Galvanis Sumber: Dokumentasi 3.Tembaga
Tembaga ini digunakan sebagai penghantar listrik
Gambar 4.3 Tembaga Sumber : Dokumentasi 4.Tepsi sling
Tepsi seling ini digunakam sebagai penghantar listrik
Gambar 4.4 Tepsi seling Sumber: Dokumentasi
19 5.Terminator Kuningan
Terminator kuningan ini digunakan sebagai penjepit kabel
Gambar 4.5 Terminator Kuningan Sumber: Dokumentasi 6.Piber
Piber ini digunakan sebagai penampang terminator
Gambar 4.6 Piber Sumber: Dokumentasi 7.Akrilik
Akrilik ini digunakan sebagai penampang diatas piber
Gambar 4.7 Akrilik Sumber:Dokumentasi
20 8.Baut dan Mur
Baut dan Mur ini digunakan sebagai pengunci antara tiang dengan junction box
Gambar 4.8 Baut dan Mur Sumber: Dokumentasi 9.Cat minyak berwarna putih
Cat ini diguunak untuk melindungi dan memperindah suatu objek(Junction Box)
Gambar 4.9 Cat Minyak Berwarna Putih Sumber: Dokumentasi
10. Thinner
Thinner digunakan sebagai mengencerkan cat,baik untuk cat dindimg kayu maupun besi. Dengan kekentalan cat yang berkurang,penggunaan thinner juga dapat membantu agar cat bisa lebih cepat kering.
21 Gambar 4.10 Thinner
Sumber: Dokumentasi 4.2.2 Alat
Alat alat yang diperlukan untuk pembuatan junction box yaitu:
1.Gerinda Tangan
Mesin gerinda ini digunakan untuk memotong plat, pipa dan mengaplas bagian dari hasil pemotongan.
Gambar 4.11 Gerinda tangan Sumber: Dokumentasi
2.Mesin Las
Mesin ini digunakan untuk menyambung umumnya material besi yang terpisah agar menjadi kesatuan sehingga dapat di bentuk dan digunakan sesuai dengan fungsinya
22 Gambar 4.12 Mesin Las
Sumber: Dokumentasi
3.Elektroda OK 48.04 ukuran 2,5
Elektroda digunakan sebagai pembakar yang akan menimbulkan busur nyala untuk menyatukan atau menyambung besi maupun plat
Gambar 4.13 Elektroda Sumber: Dokumentasi
4.Penggaris atau penggaris siku
Alat ini digunakan sebagai alat ukur untuk menentukan sudut perkiraan ataupun bidang yang akan dipotong atau di las dan juga untuk membuat tanda ataupun penggaris pada suatu benda ataupun objek.
23 Gambar 4.14 Penggaris dan Penggaris siku
Sumber:Dokumentasi 5.Meteran
Alat ini digunakan sebagai alat ukur atau untuk mengukur panjang pendek nya material yang diperlukan.
Gambar 4.15 Meteran Sumber: Dokumentasi 6. Palu
Alat ini digunakan untuk membersihkan terak dari hasil las,dengan cara memukul pada bagian yang telah di las.
Gambar 4.16 Palu Sumber:Dokumentasi
24 7.Sikat kawat
Alat ini digunakan untuk membersihkan terak dari hasil las setelah dilakukan pemukulan menggunakan palu.
Gambar 4.17 Sikat Kawat Sumber: Dokumentasi 8.Kapur
Alat ini digunakan sebagai pemberi tanda disaat material diukur maupun di las.
Gambar 4.18 kapur Sumber: Dokumentasi 9.Helm Las(kap las)
Alat ini digunakan sebagai alat pelindung bagian kepala dari proses pengelasan,seperti terhindar dari radiasi cahaya las.
Gambar 4.19 Helm Las Sumber:Dokumentasi
25 10.Pelindung telinga (Earmuff)
Alat ini digunakan untuk melindungi telinga dari kebisingan pada saat proses bekerja sedang berlangsug, seperti pada saat pemotongan plat menggunakan mesin gerinda tangan.
Gambar 4.20 Pelindung telinga Sumber: Dokumentasi 11.Kacamata
Alat ini digunakan untuk melindungi mata dari percikan api pada saat memotong material menggunakan mesin gerrinda tangan.
.
Gambar 4.21 Kaca Mata Sumber: Dokumentasi 12.Mesin kompresor
Alat ini digunakan untuk membantu pengecatan pada junction box.
26 Gambar 4.22 Mesin Kompresor
Sumber: Dokumentasi 13.Mesin Banding plat
Alat ini digunakan untuk menekuk bagian plat tertentu untuk mendapatkan hasil tekukan yang di inginkan.
Gambar 4.23 Mesin Banding Plat Sumber: Dokumentasi 14. Batu Gerinda Potong
Alat ini digunakan untuk memotong material
Gambar 4.24 Batu Gerinda Sumber: Dokumentasi
27 4.3 Proses Pembuatan Junction Box
Berikut ini adalah cara pembuatan Junction box:
1. Sebelum melakukan pekerjaan,persiapkan lah alat pelindung diri seperti kaca mata,masker dan pakain yang tertutup agar terhindar dari percikan api akibat pemotongan material.
2. Pengukuran dengan menggunakan meteran, gunakanlah kapur sebagai penanda yang ingin dipotong menggunakan gerinda tangan.
3. Pemotongan material besi plat menggunakan mesin gerinda tangan.
Dimulai dari pemotongan besi plat hitam dengan ukurannya
a. Body J.BOX
b. Panjang 117 cm lebar 63 cm c. Penutup atas J.BOX
d. Panjang 69,5 cm Lebar 32,5 cm e. Penutup bawah J.BOX
f. Panjang 65,5 cm Lebar 30 cm g. Pintu J.BOX
h. Panjang 71 cm Lebar 67,5 cm
Pemotongan pipa galvanis ukuran 3 inch dengan ukurannya a. Ukuran panjang 200 cm sebanyak 1 batang
b. Ukuran panjang 100 cm sebanyak 2 batang
4. Proses assembling. Sebelum itu,ada beberapa peralatan pendukung yang harus dilengkapi seperti
a. Mesin las
b. Elektroda ukuran 2.5 c. Masker
d. Mesin gerinda tangan e. Helm las
f. Sarung tangan las
28 g. Palu
h. Sikat kawat i. apron
5. Untuk melakukan proses assembling ini dimulai dari membuat body a. Ukur plat 2 mm dengan ukuran panjang 63 cm lebar 61 cm tinggi 2,5
cm
Gambar 4.25 Pengukuran Sumber: Dokumentasi b. Penggarisan
Gambar 4.26 penggarisan Sumber: Dokumentasi
29 c. Hasil pengukuran
Gambar 4.27 Hasil Pengukuran dan Penggarisan Sumber: Dokumentasi
d. Pemotongan plat menggunakan gerinda tangan
Gambar 4.28 Proses pemotongan Sumber: Dokumentasi
e. Pembendingan plat
Gambar 4.29 Pembendingan Sumber: Dokumentasi
30 6. Pembuatan J.BOX bagian atas
a. Ukur plat 2 mm dengan ukuran lebar 27,5 cm panjang 64,5 cm dan tinggi 2,5 cm garis dan ukur plat tersebut
Gambar 4.30 Pengukuran Sumber: Dokumentasi b. Penggarisan
Gambar 4.31 Penggarisan Sumber: Dokumentasi c. Hasil pengukuran
Gambar 4.32 Pengukuran Sumber: Dokumentasi
31 d. Pemotongan plat
Gambar 4.33 Pemotongan plat Sumber: Dokumentasi e. Pembendingan
Gambar 4.34 Pembendingan Sumber: Dokumentasi 7. Pembuatan J.BOX bagian bawah
a. Ukur plat 2mm dengan ukuran lebar 25 cm panjang 60,5 cm
Gambar 4.35 Pengukuran Sumber: Dokumentasi
32 b. Penggarisan
Gambar 4.36 Penggarisan Sumber: Dokumentasi c. Hasil pengukuran
Gambar 4.37 Hasil Pengukuran Sumber: Dokumentasi d. Pemotongan plat
Gambar 4.38 Pemotongan Plat Sumber: Dokumentasi
33 e. Pembendingan
Gambar 4.39 Pembandingan Sumber: Dokumentasi 8. Pembuatan tutup J.BOX
a. Ukur plat 2mm dengan ukuran lebr 62,5 cm panjang 63,5 cm
Gambar 4.40 Pengukuran Sumber: Dokumentasi b. Penggarisan
Gambar 4.41 Penggarisan Sumber: Dokumentasi
34 c. Hasil pengukuran dan penggarisan
Gambar 4.42 Hasil Pengukuran dan Penggarisan Sumber: Dokumentasi
d. Pemotongan plat
Gambar 4.43 Pemotongan Plat Sumber: Dokumentasi e. Pembendingan
Gambar 4.44 Pembendingan Sumber: Dokumentasi
9. Pengesetan dan pengetekan J.BOX bagian bodi atas dan bawah Tek bodi junction box bagian atas dan bawah yang telah dibending
35 Gambar 4.45 Pengetekan Body Bagian Atas dan Bawah
Sumber: Dokumentasi
10. Pebuatan tiang J.BOX menggunakan pipa galvanis 3 inch
a. Ukur pipa galvanis 3 inch dengan panjang 200 cm dan 100 cm, kemudian potong pipa yang telah di ukur tersebut
Gambar 4.46 Pemotongan Pipa Sumber: Dokumentasi 11. Pengecatan J.BOX
a. Cat J.BOX dengan bahan cat dasar berwarna putih dan cleer
Gambar 4.47 Proses Pengecatan Sumber: Dokumentasi
36 12. Pengisian dalam J.BOX
a. Didalam J.BOX terdapat akrilik, piber, tembaga, sling dan terminator kuningan
Gambar 4.48 Pengisian Dalam J.BOX Sumber: Dokumentasi
13. Hasil akhir
Gambar 4.49 Hasil Akhir Sumber: Dokumentasi
37
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Adapun kesimpulan yang dapat diambil dari proses pembuatan Junction Box (J.BOX) adalah sebagai berikut:
1. Pada proses pembuatan J.BOX diperlukannya tingkat ketelitian yang tinggi dan konsentrasi yang penuh agar tidak terjadi kekeliruan atau terjadinya cedera pada saat proses pembuatan sedang berlangsung
2. Tahap pengecatan diperlukan untuk memperindah J.BOX, untuk menjaga struktur plat besi agar dapat tahan lama
5.2 Saran
Adapun saran yang dapat diambil dari proses pembuatan J.BOX adalah sebagai berikut:
1. Penggunaan peralatan safety sangat penting dalam proses pembuatan J.BOX
2. Perlu dilakukannya monitoring atau arahan sebelum melakukan pekerjaan, untuk mencegaah terjadinya kesalahan dalam proses pembuatan J.BOX maupun dalam kecelakaan kerja
3. Perlunya alat bantu yang dapat mempermudah suatu pekerjaan Kerja sama yang baik akan menghasilkan sebuah produk yang baik.
38 DAFTAR PUSTAKA
Politeknik Negeri Bengkalis.2021.Panduan_KP_Polbeng.Bengkalis Fahrian Ramdani 2021.Laporan KP Bengkel Pabrikasi Teknik Mesin
FAHRIAN RAMDANI
Eva Oktaviani 2021.Laporan KP Bengkel Pabrikasi teknik Mesin EVA OKTAVIANI
PT.Pembangunan Abadi Andalas Agung. Sejrah dan latar belakang perusahaan Duri.2022
Siswanto dan Sofyan Amri. 2011. Konsep Dasar Teknik Las Untuk SMK (Teori dan Praktek). Jakarta: Prestasi Pustaka Publisher
Sonawan, Hery dan Rochim Suratman. 2006. Pengantar Untuk Memahami Proses Pengelasan Logam. Bandung: Alfabeta, CV
S, Agus dan Joko Pramono. 2017. Teknik Pengelasan Busur Manual (SMAW). Program Keahlian Teknik Mesin Kompetensi Keahlian Teknik Pengelasan. Yogyakarta: Andi
KPS 19 September 2019.Pengertian Plat Hitam Eser.Diakses 20 September, jam 19.00
https://kpssteel.com/besi-plat/mengetahui-dan-mendalami- kegunaan-dari-plat-hitam-eser/#:~:text=Pengertian
Karindo Abadi Makmur 2022.Pengertian pipa galvanis.Diakses 20 September, Jam 19.30
https://www.karindoabadimakmur.com/pengertian-pipa-galvanis- keunggulan-dan-fungsinya/
39 LAMPIRAN
Lampiran 1
40 Lampiran II
Lampiran III
41