PELAKSANAAN KESEHATAN DAN KESELAMATAN KERJA Bab ini menjelaskan beberapa hal yang meliputi kesehatan dan keselamatan kerja dalam pelaksanaan pekerjaan teknik pertukangan baik di bengkel maupun di lokasi pekerjaan. Penerapan kesehatan kerja terhadap prestasi kerja Dalam dunia kerja, segala pembatasan pekerjaan harus dihindari karena akan menghambat produktivitas dan mengurangi keuntungan.
Faktor-faktor Penyebab Penyakit
Golongan Fisik
Golongan Kimia
Golongan Biologis
Golongan Fisiologis
Golongan Psikologis
Beberapa Penyakit Akibat Kerja
Langkah-langkah Pencegahan Penyakit Akibat Kerja
Karyawan harus menjalani pengenalan atau pengenalan lingkungan kerja dan semua peraturan keselamatan dan kesehatan kerja. Mereka kemudian melatih karyawan dalam praktik manufaktur yang baik dan kesehatan kerja itu sendiri.
Perlindungan Kecelakaan terhadap Tempat/Lingkungan Kerja
Perlindungan kecelakaan di tempat kerja merupakan salah satu aspek penting dalam suatu pelaksanaan pekerjaan yang harus selalu diupayakan dan dipelihara oleh semua pihak agar keselamatan kerja terjamin.
Perlindungan Kecelakaan terhadap Operator/Teknisi Alat untuk perlindungan kecelakaan terhadap Operator/Teknisi pada
Melindungi mesin dan alat kerja dari kecelakaan Melindungi mesin dan alat kerja dari kecelakaan itu mudah.
Perlindungan Kecelakaan terhadap Mesin dan Alat kerja Perlindungan Kecelakaan terhadap Mesin dan Alat Kerja bisa menjadi
Perlindungan Kecelakaan terhadap Benda Kerja
Perlindungan Kecelakaan terhadap Tempat/Lingkungan Kerja
Untuk menjaga kebersihan udara secara alami, Anda bisa menanam pohon peneduh di area sekitar tempat kerja, antara lain. Udara bertekanan dan gas harus selalu diperiksa dan regulator harus dipasang di tempat tertentu agar mudah diatur.
Menginterpretasikan Gambar Kerja Pengetahuan desainPengetahuan desain
Standar kompetensi pada bab ini adalah melakukan pekerjaan persiapan pembuatan mebel yang terdiri dari tiga kompetensi dasar yaitu menafsirkan gambar kerja, merencanakan kebutuhan material, dan membuat gambar kerja serta daftar komponen, yang secara rinci disusun dalam topik-topik sebagai berikut:
Merencanakan Kebutuhan Bahan 1. Bahan kerja1.Bahan kerja
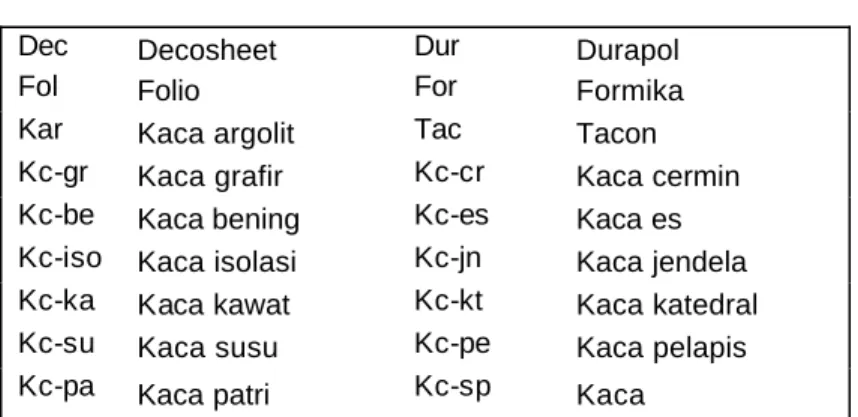
Istilah dan singkatan bahan
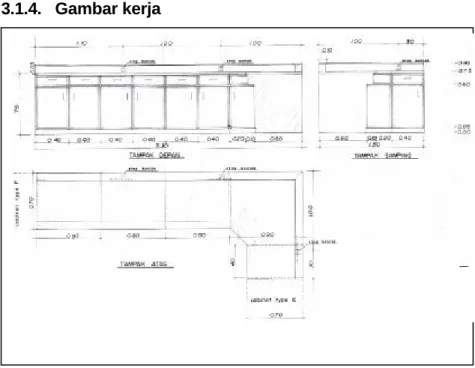
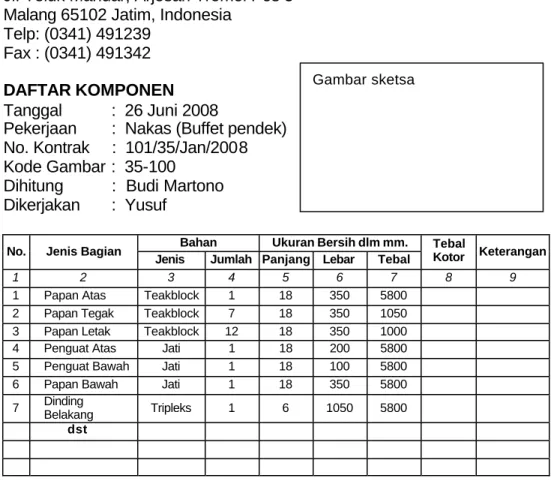
Membuat Gambar Kerja dan Daftar Komponen 1. Gambar kerja1.Gambar kerja
Daftar komponen
Menginterpretasikan Gambar Kerja
Pengetahuan desain
Pemecahan masalah adalah pemecahan masalah dalam realisasi produk baru (new product) atau penemuan baru (invention). Langkah ini dapat digunakan untuk mendapatkan produk baru mulai dari perencanaan, konsep, desain, gambar kerja dan pembuatan model/prototipe.
Prinsip-prinsip desain 1. Proporsi (proportion)
- Skala (scale)
- Keseimbangan (balance)
- Keselarasan (harmoni)
- Kesatuan dan keragaman (unity dan variety)
Keseimbangan formal adalah keseimbangan yang dapat dicapai dengan menata elemen di kanan dan kiri garis simetris yang memiliki bobot visual yang sama, misalnya: meja dapur dan lampu di kanan dan kiri sama jumlah dan susunannya serta memiliki jarak yang sama ke garis tengah. Rencana yang unsur-unsurnya selaras akan terasa seperti satu kesatuan, bukan hanya gabungan dari beberapa bagian yang terpisah satu sama lain.
Mendesain perabot
- Potongan emas dan penggunaanya
Konstruksi rangka split mirip dengan konstruksi rangka atas, hanya sebagian badan furnitur yang dilapisi papan. Untuk memperbaiki posisi badan furnitur di sisi bawah, penyangga kayu (ambang batas bawah) menghubungkan struktur samping kaki dengan tulangan sekrup. f) Furnitur dengan papan buatan.
Merencanakan Kebutuhan Bahan 1. Bahan kerja
Istilah dan singkatan bahan 1. Singkatan bahan
Singkatan yang digunakan dalam gambar harus sama dengan yang tercantum dalam bill of material, dan master material data penggunaan singkatan terus disebarluaskan untuk menghindari kesalahpahaman atau salah tafsir singkatan. Lpm/1-s Papan ppn padat 1 lps Lpm/3-s Papan ppn padat 3 lps Lta Dengan perekat tahan air Lte mLpapan tengah.
Daftar bahan
- Penyusunan berdasarkan kelompok bahan
- Penyelesaian secara blok
Membuat Gambar Kerja dan Daftar Komponen 1. Gambar kerja
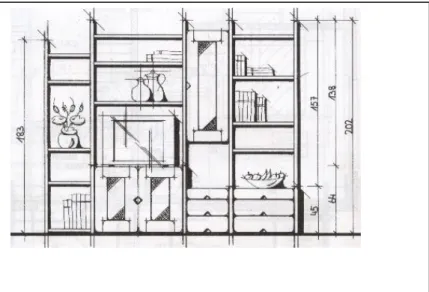
- Gambar sketsa
- Gambar pesanan
- Gambar perspektif / tiga dimensiSumber: Pedoman Gambar Kerja, PIKA,1997
- Gambar kerja
- Penggambaran
- Gambar penampang
- Ketentuan penting untuk juru gambar adalah
- Ketentuan penting untuk bagian produksi
- Simbol garis-titik-garis dengan tanda panah
- Pemberian ukuran
- Simbol
- Simbol dan arsir
- Kelengkapan/asesoris mebel
- Pengambilan ukuran pada bangunan 1. Persiapan
- Pembuatan sketsa
- Daftar komponen
- Penyusunan berdasar pada kelompok bahan
- Penyusunan secara blok
Tampak samping dan tampak samping yang dilihat dari sebelah kanan tampak depan terletak di sebelah kiri tampak depan. Tampak samping dan tampak samping yang ditampilkan di sebelah kiri tampak depan terletak di sisi kanan tampak depan.
Melakukan Komunikasi Timbal Balik di Tempat Kerja Susunan Organisasi Susunan Organisasi
- Aliran Organisasi Pekerjaan 1.3. Pengendalian Pekerjaan
- Struktur Kayu
- Kadar Air dan Penyusutan Kayu 3. Merencanakan Pembelahan Log
- Proses Pembelahan Log 3.2. Hasil Penggergajian
- Tata-cara Menyimpan Bahan 5. Mengirim Barang
Bab ini menjelaskan beberapa hal yang meliputi pengetahuan tentang prosedur komunikasi di tempat kerja, pemilihan material, penyimpanan material, pengiriman material, dan perencanaan pemecahan kayu sebagai dasar penerapan persyaratan penjaminan mutu di industri furniture.
Melakukan Komunikasi Timbal Balik Di Tempat Kerja Susunan Organisasi
Ruang Bangku +
Ruang Mesin + Gudang
Aliran Organisasi Pekerjaan
Rekaman perintah kerja (SPK) dari perintah kerja diubah menjadi rencana kebutuhan yang berisi gambar kerja, perhitungan harga, bill of material, katalog dan rencana alur kerja melalui prosedur kerja yang jelas dan terperinci. Rencana alur kerja dapat ditampilkan dalam bentuk tabel dengan nomor urut pekerjaan, jenis pekerjaan, uraian pekerjaan, penggunaan alat dan mesin, serta waktu yang dibutuhkan.
Pengendalian Pekerjaan
Memilih Bahan Baku
- Nama, Jenis Kayu, dan Kegunaan
- Sifat-sifat umum kayu
- Berat jenis
- Kelas kuat
- Kadar Air dan Penyusutan Kayu 1. Kadar Air Kayu
- Penyusutan Kayu
Sifat kelas kekuatan kayu ini adalah berkadar terus dengan berat tentu kayu, bermakna kayu yang mempunyai berat tentu yang tinggi biasanya juga mempunyai kelas kekuatan yang tinggi. Kelas kekuatan kayu di Indonesia dikelompokkan kepada 5 kelas kayu yang ditetapkan mengikut berat kayu dengan kaedah pengelasan seperti berikut dalam jadual di bawah.

Merencanakan Pembelahan Log 1. Proses Pembelahan Log
- Hasil Penggergajian
- Flat sawn timber (papan tangensial)
- Quarter sawn timber (papan radial)
- Semi quarter sawn timber (papan semi radial)
- Papan tengah atau hati
Papan radial diperoleh dengan memotong batang kayu searah dengan balok kayu, sehingga lingkaran tahunan berjalan secara diagonal melintasi penampang papan. Papan tengah atau papan jantung diperoleh dengan menggergaji batang kayu sejajar dengan diameter batang kayu di tengah.

Menyimpan Bahan
- Tata-cara Menyimpan Bahan
Banyak orang percaya bahwa gejala tersebut adalah akibat dari kegagalan pengeringan, padahal sebenarnya itu adalah akibat dari penggergajian kayu. Penyimpanan Material kayu berukuran balok panjang atau lempengan lebar dapat disimpan dengan susunan seperti pada Gambar 3.14.
Mengirim Bahan
Penyimpanan produk jadi yang menunggu proses lebih lanjut harus disimpan dalam keadaan baik dan tersusun rapi, seperti ditunjukkan pada Gambar 3.14. Bab ini menjelaskan beberapa hal, antara lain pengeleman atau lem kayu dan proses penerapan teknik laminasi pada furnitur kayu.
Mengenal Bahan Perekat Kayu Asal Mula Bahan Perekat
- Jenis Bahan Perekat
- Animal Glue
- Casein
- Starch dan Dextrin
- Perekat dan Perekatan
- Tegangan Permukaan (Surface Tension)
- Adsorpsi Secara Fisik
- Ikatan Hydrogen
- Adsorpsi Secara Kimia
- Keuntungan Menggunakan bahan Perekat
- Penyebab Kegagalan Perekatan
Fenol-formaldehida merupakan bahan sintetik (resin sintetik) pertama yang digunakan untuk perekat dan banyak digunakan dalam industri kayu dan kayu lapis. Lem yang baik adalah lem yang bila digunakan untuk laminasi cukup kuat dan warnanya sama dengan warna kayu yang dilaminasi. Dilihat dari jenisnya, ada dua jenis perekat, yaitu perekat berbahan dasar air (adhesive); dan pengeras berbasis perekat (adhesive).
Saat melaminasi atau melaminasi, perekat di atas dapat digunakan dengan sangat kondisional. Pembagian perekat dibagi menjadi beberapa bagian, yang terutama terdiri dari perekat alami dan perekat alami. Beberapa bahan perekat yang berasal dari elastomer adalah polikloropen, poliuretan, karet silikon, poliisoprena, polisulfida, dan karet butil.
Beberapa bahan perekat yang berasal dari termoplastik adalah etil selulosa, polivinil asetat, polivinil alkohol, polivinil klorida, poliakrilat dan lelehan panas. Beberapa bahan perekat yang berasal dari termoset adalah urea formaldehida, poliamida epoksi dan fenol formaldehida. Kemajuan dalam pengikatan kayu adalah ditemukannya perekat sintetik pada pertengahan tahun 1930-an.
Memotong Bahan Pelapis 1. Jenis Bahan Pelapis
- Cara Memotong Bahan Pelapis
Pengeleman atau perekatan memiliki beberapa keunggulan dibandingkan dengan cara tradisional seperti paku, sekrup dan lain-lain. Untuk bahan penutup yang berasal dari kayu dan hasil olahannya seperti veneer, jati, tripleks, multipleks dan sejenisnya dapat dipotong dengan tangan atau mesin perkakas. Perkakas tangan yang digunakan untuk memotong bahan pelapis dapat menggunakan berbagai jenis gergaji, antara lain gergaji kayu lapis, gergaji belakang, dan sejenisnya, tergantung dari sifat bahan pelapis tersebut.
Jika bahan pelapis dipotong dengan mesin, gergaji meja atau mesin serupa dapat digunakan, tergantung pada sifat bahan pelapis yang akan diproses.
Mengerjakan Proses Laminasi Kayu 1. Peralatan Laminasi
- Persiapan Proses Laminasi
- Langkah Kerja Laminasi
- Persiapan Komponen Kayu
- Persiapan Lem
- Pensortiran Kayu
- Pengolesan Lem
- Penyusunan Komponen Kayu
- Penekanan
Sebelum memulai pekerjaan laminasi, ada baiknya mempersiapkan beberapa hal yang akan digunakan selama proses laminasi. Untuk mencapai daya rekat yang baik, salah satunya adalah kadar air kayu yang akan direkatkan harus memenuhi persyaratan yang ditentukan. Selain itu, jika ada perbedaan ketebalan kayu yang akan direkatkan, maka selisihnya maksimal 1 mm.
Setelah menentukan jenis lem yang akan digunakan, langkah selanjutnya adalah menyiapkan lem sesuai dengan jumlah yang dibutuhkan. Selain itu, harus diperhatikan kesamaan warna dan corak serat kayu yang akan direkatkan, agar terlihat serasi dan indah. Satu set kayu yang akan dilaminasi kemudian dioleskan lem secara merata pada kedua permukaan menggunakan spreader/roller.
Jika komponen kayu yang diolesi lem berbentuk lembaran lebar seperti multipleks, kemudian ditumpuk atau diletakkan di atas alat pres, penataannya harus mengikuti penandaan yang telah ditunjukkan sebelumnya. Jika komponen kayu yang akan direkatkan berupa rangka maka dapat dijepit dengan klem F atau klem batang atau klem rangka. Perhatikan permukaan garis lem, karena sebagian lem akan meleleh. Oleh karena itu siapkan kain lap untuk segera dibersihkan agar sambungan antara kedua bidang kayu yang direkatkan bersih dari lem berlebih yang tidak diperlukan.

Menggunakan Peralatan Tangan dan Listrik Bangku Kerja dan Kotak Alat Bangku Kerja dan Kotak Alat
- Peralatan Tangan
- Mesin Amplas 1.7. Mesin Amplas Ban
- Jenis Daun Gergaji Bundar 2.3. Mesin Ketam Perata
- Mesin Spindle Molder/Shaper
- Mesin Spindle Molder Samping 2.8. Mesin Amplas Ban
- Keselamatan Kerja
Bab ini menjelaskan beberapa hal yang meliputi pengetahuan tentang penggunaan perkakas tangan dan perkakas listrik serta penggunaan perkakas mesin statis sebagai dasar penggunaan perkakas pada berbagai jenis pertukangan dan mebel.
Menggunakan Peralatan Tangan dan Listrik 1 Bangku Kerja Dan Kotak Alat
- Peralatan Untuk Menjepit / Klem
- Pengasahan Peralatan Tangan
- Mesin Bor
- Jenis Mesin Bor
- Nama Dan Bagian Mesin Bor
- Bahan Mesin Bor
- Cengkam Dan Kunci
- Posisi Mata Bor
- Kunci Cengkam
- Cengkam Tanpa Kunci Beberapa bor tangan listrik yang
- Macam-Macam Mata Bor
- Kombinasi Mata Bor . Dipakai untuk pekerjaan kayu
- Kombinasi Mata Bor Pengeboran kepala sekrup ialah
- Kombinasi Mata Bor
- Kombinasi Mata Bor Mata gurdi kayu jenis singkup
- Penetapan Tempat Lubang
- Pengeboran
- Statif Bor Vertikal
- Keamanan Dan Pemeliharaan
- Kemanan Mata Bor
- Keamanan Pekerja
- Mesin Amplas
- Mesin Amplas Getar Mesin amplas getar yang dapat
- Nama dan Bagian Mesin Amplas Getar
- Ukuran Kertas Gosok
- Memasang Kertas Gosok Tariklah klem keluar dan tekan ke
- Cara Menghidupkan
- Cara Mengamplas
- Keamanan Bantalan
- Carbon brushes
- Periksa Carbon Brushes
- Penggunaan Mesin Amplas
- Pembersihan
- Penyimpanan
- MESIN AMPLAS BAN
- Mesin Amplas Ban
- Nama Bagian-bagian Mesin Amplas Ban
- Amplas Ban
- Memasang Amplas Ban
- On / Off
- Menghidupkan Mesin Amplas
- Pengamplasan
- Posisi Pengamplasan
- Mematikan Mesin
- Pengamplasan Sudut Karena ban amplas berjalan rata
- Keamanan
- Pengamplasan Stationer Mesin amplas dapat dipasang
- Pengamplasan Stationer Susunan stationer terutama cocok
- Alat Bantu
- Keamanan
- Penyimpanan
- Mesin Lamello
- Mesin Lamello
- Nama-nama Bagian Mesin Lamello
- Jenis dan Ukuran Lamello
- Melukis dan Membagi Apabila benda kerja yang akan
- Melukis Benda Kerja
- Menentukan Titik Pusat Lamello
- Merakit
- Melukis
- Sambungan Memanjang
- Tegak Lurus
- Alat Bantu
- Sambungan sudut
- Melubang Miring 45 0 . Lomello disamping untuk membuat
- Perawatan
- Penyimpanan
- Nama dan Gunanya Alat Bantu
- Carbon Brushes
- Pengetaman Awal
- Pengetaman Akhir
- Mengetam Miring
- Mengetam Sponing Mesin ini juga dapat membuat
- Mengetam dengan Stationer
- Mengganti Pisau Ketam Bukalan terlebih dahulu ketiga
- Penyetelan Pisau
- Penajaman Pisau
- Mesin Router
- Mesin Router
- Nama-nama Bagian Mesin
- Alat Batu Mesin 1. Kunci pas
- Memasang Pisau Router
- Mengatur / menyetel kedalaman pisau
- Kegunaan mesin router
- Pengantar Lurus
- Gerakan Router
- Membuat lengkungan dengan sablon
- Statis Router
- Keuntungan Statis
- Perawatan
- Mesin Hias (Trimer)
- Mesin Trimer
- Jenis Alat Bantu 1. Pengantar
- Jenis Pisau Profil
- Memasang / Membuka Pisau Mesin Hias
- Cara Mengoperasikan Mesin Hias
- Pengantar Hias
- Penghantar Lurus
- Pemeliharaan
- Penyimpanan
- MESIN GERGAJI BUDAR
- Mesin Gergaji Listrik
- Nama dan bagian Gergaji Bundar
- Perlengkapan Gergaji Bundar Listrik
- Kegunaan Mesin gregaji bundar
- Memotong Tanpa Pengantar
- Memotong Dengan Pengantar
- Memotong Miring Tanpa Pengantar
- Membelah Dengan Pengantar
- Memotong bevel
- Memotong Lubang (Buntu)
- Membuat alur
- Keselamatan Kerja Kembalikan alas atau kaki ke
- Penyimpanan
- Mesin Gergaji Jig (Jig Saw)
- Gregaji jig (Jig saw) Jenis mesin jig saw ini sangat
- Nama dan Bagian- bagian Mesin gergaji
- Perlengkapan 1. Kunci L atau Kunci Ellen
- Jenis Pisau Mesin Jig Saw
- Kegunaan Mesin Jig Saw Mesin gergaji jig sangat bervariasi
- Memotong lurus
- Memotong lurus memakai pengantar
- Memotong miring
- Memotong lingkaran
- Memotong lengkungan
- Memotong bevel
- Memotong lubang buntu Memotong lubang tanpa
- Memeriksa Jarak Potong Daun Gergaji
- Memotong Dari Sisi (pinggir)
- Menyetel Pengantar Longgarkan mur pengunci, ukur
- Keselamatan Kerja Pakailah kacamata pengaman
- Keamanan
- Keamanan
- Mesin Pengasah
- Mesin Asah / Gerinda Masin asah yang modern
- Pengatar Asah
- Batu Asah Lurus Terdapat roda asah dengan
- Batu Asah Mangkok Gambar di samping menunjukkan
- Ukuran Batu Asah
- Mengasah Tajam
- Menyetel Penghantar Kemudian aturlah pengantar asah
- Mengasah Pisau
- Jenis Batu Asah
- Balok Kayu
- Pengasahan
- Pengasahan Halus
- Pengasahan Lereng
- Pengasahan Punggung
Alat ini sering digunakan untuk menyelesaikan pekerjaan di meja kerja, termasuk barang pendukung selama bekerja. Penjepit papan: penjepit yang digunakan untuk menjepit benda kerja saat direncanakan di meja kerja. Penggaris terdiri dari penggaris kayu dan penggaris baja yang fungsinya untuk menentukan ukuran benda kerja.
Selepas lubang ditanda, bahan kerja mesti diapit atau dipegang kuat di atas meja kerja. Letakkan pad pada bahan kerja dan jangan tekan semasa bekerja, kerana ia akan menyebabkan calar. Jika hasil kerja yang hendak dilukis lebih daripada satu (pendua), gunakan pusat beli-belah (template) mengikut bahagian yang dikehendaki untuk mendapatkan saiz yang sama.
Sebelum mematikan isian lamella, usahakan pada benda kerja sesuai tanda paren, agar hasil pengerjaan tepat dan bagus. Mesin dioperasikan dengan menggunakan pemandu lurus pada sisi (tepi) benda kerja dengan mengatur kedalaman yang diinginkan. Untuk mendapatkan hasil yang lurus dan bagus, gunakan kayu sebagai pengantar yang dijepit pada benda kerja seperti terlihat pada gambar di halaman.
Untuk memotong benda kerja dapat diatur panduan khusus sesuai ukuran yang diinginkan, kemudian dikunci agar tidak terjadi perubahan. Benda kerja dijepit pada meja kerja agar stabil, sedangkan posisi tangan kiri menekan mesin kebawah dan tangan kanan mendorongnya.

Mesin Stationair/Tetap 1 Mesin Gergaji Pita
- Jenis Daun Gergaji Bundar
- Mesin Ketam Perata
- Mesin Spindle Molder / Shaper
- Jenis Pisau Frais Dan Perlengkapannya
- Mesin Router Atas
Mesin gergaji meja digunakan untuk membelah dan menggergaji benda kerja dengan format bersih, mesin ini dilengkapi dengan meja dorong tempat benda kerja dijepit, meja dorong juga dapat digunakan sebagai pemandu gergaji. Mesin ini digunakan untuk membelah pelat, pelat benda kerja yang permukaannya lebih aman dari goresan karena pelat dijepit dan mesin gergaji digeser dari ujung satu ke ujung lainnya. Gergaji lengan ayun tergolong mesin stasioner yang digunakan untuk memotong benda kerja dalam ukuran kasar.
Tutup penutup pengaman ½ -1 cm di atas pelat benda kerja - Hidupkan motor gergaji - Dorong pelat dan selalu kendalikan. Penutup pengaman transparan untuk mata gergaji seperti yang ditunjukkan pada gambar dapat membantu operator untuk mengontrol pekerjaan pada benda kerja. Pemesinan benda kerja kecil dapat dilakukan dengan penjepit depan dan pendorong belakang seperti yang ditunjukkan pada gambar, proses ini dapat dilakukan dengan lancar.
Alat bantu End Mill/Tip Grinder ini dapat digunakan sesuai kebutuhan atau bentuk part yang akan dikerjakan.