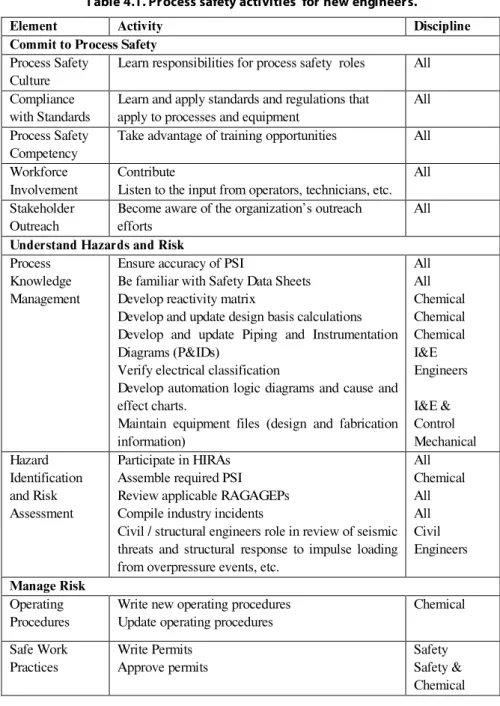
As a new engineer or an engineer new to process safety, it is very likely that you will be involved in some form of HIRA during your first few years in the process industry. In Table 2.1, the HIRA element corresponds to the Process Hazard Analysis (PHA). requirements of OSHA PSM and EPA RMP regulations. At Flixboroo, “the site engineer left at the beginning of the year and has not yet been replaced.

Introduction
- Purpose of this Handbook
- Target Audience
- Process Safety – What Is It?
- Organization of the Book
- References
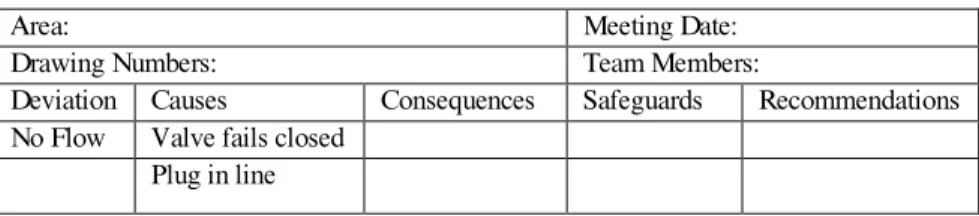
The energy input from the deadhead pump increases the temperature and pressure of the fluid in the pump. Loss of contents may result in flammable or toxic releases, depending on the nature of the materials.
Process Safety Basics
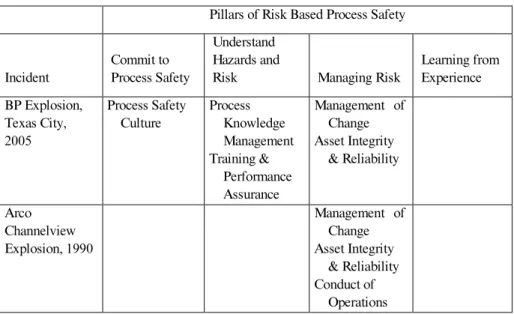
Risk Based Process Safety
The Bhopal incident led to the establishment of the Center for Chemical Process Safety (CCPS) in 1985. Risk: To discuss a risk-based process safety program, the concept of risk must be understood.
Process Safety Culture
There are five elements to the pillar of Commit to Process Safety Process Safety Culture (Section 2.2). The organization strives to improve risk awareness and understanding as a means to continuous improvement in process safety performance.
Compliance with Standards
Organization for Economic Cooperation and Development – Guidelines on Chemical Accident Prevention, Preparedness, and1 Response, 2003 (Ref. 2.10) American National Standards Institute (Ref. 2.10). Malaysia – Department of Occupational Safety and Health (DOSH) Ministry of Human Resources Malaysia, Section 16 of Act 512 (Ref. 2.29).
Process Safety Competency
As a new engineer in a company, you will need to learn how your company ensures compliance with standards.
Workforce Involvement
This proactive engagement would illustrate at least two positives, the right people are involved in the review and the workforce, right down to operational staff, feel free to provide honest views without fear of negative consequences.
Stakeholder Outreach
Finally, the outreach element promotes the facility's involvement in the local community and facilitates the communication of information and facility activities that may impact the community. There are two elements in the pillar Understand risks and knowledge management of the risk process (Section 2.7) Risk identification and risk analysis (Section 2.8).
Process Knowledge Management
D]efficiencies in “process knowledge and documentation” and “capital project process safety reviews” contributed significantly to the incident.” Development and documentation of process knowledge starts early and continues throughout the process life cycle.
Hazard Identification and Risk Analysis
For example, early laboratory efforts to develop new materials, characterize those materials, and evaluate synthesis routes (including the potential for runaway reactions or other inherent hazards) typically become part of process knowledge. Process Hazard Analysis (PHA) is a HIRA that meets the specific regulatory requirements of the OSHA PSM standard in the US.
Operating Procedures
Asset Integrity and Reliability (Section 2.11) Supplier Management (Section 2.12) Training and Performance (Section 2.13) Management of Change (Section 2.14) Operational Readiness (Section 2.15) Operational Behavior (Section 2.16) Emergency Management (Section 2.17). Other workgroups, such as maintenance, should also be involved if the operating procedures could potentially affect them.
Safe Work Practices
Many countries may have specific regulations for safe work practices that industries must follow. Other safe work practices are often required by other regulations, regardless of the extent of chemical or other hazards present in the facility.

Asset Integrity and Reliability
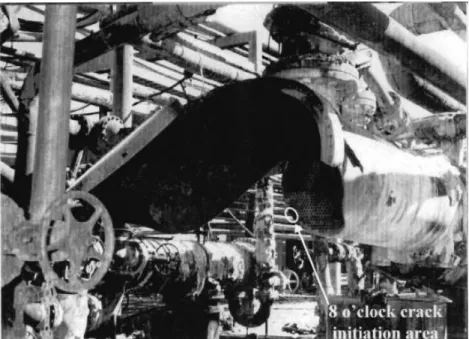
The involved line had 24 condition monitoring locations (CMLs), but there were no CMLs on the 52-inch section of pipeline. This element is covered by the mechanical integrity requirement of the OSHA PSM and EPA RMP regulations (see Table 2.1).

Contractor Management
This section was more susceptible to sulphidation corrosion because it contained lower silicon levels than other sections of the pipeline (for piping components, lower silicon levels are known to be susceptible to high sulphidation corrosion rates). However, the use of contractors brings an external organization into the company's risk control activities.
Training And Performance Assurance
In this context, training broadly includes education in specific procedures related to operations, maintenance, work safety, and emergency planning and response, as well as the overall process and its risks. Training takes place both in the workplace and in the classroom and must be completed before an employee is allowed to work independently in a specific position.
Management of Change
Often, the final approval to implement the change comes from another designated individual, independent of the review team. The rule requires not only conducting the MOC review, but updating the Process Safety Information (PSI) and affected operating procedures and informing the workforce of the change.
Operational Readiness
Experience has shown that the frequency of incidents is higher during process transitions such as startup. For all startups (including those after minor, short-term shutdowns involving no changes), readiness reviews ensure that the process is safe to be released to operations by examining issues such as the equipment range, leak tightness, proper isolation from other systems. yet ready for startup, and cleanliness.
Conduct of Operations
A consistently high level of human performance is a critical aspect of any process safety program; Indeed, a less than adequate level of human performance will adversely affect all aspects of operations. As the complexity of operational activities increases, a commensurate increase in the formality of operations must also occur to ensure safe, reliable and consistent execution of critical tasks.
Emergency Management
Intended actions, such as evacuation versus shelter-in-place, should also be considered when incorporating scenarios into the emergency plan. Written contingency plans specify offensive response actions and form the basis for determining what facilities, equipment, personnel, training, communications, coordination, and other resources or activities are required.

Incident Investigation
There are four elements in the Commitment to Process Security Incident Investigation pillar (Section 2.18). Incident investigation is part of the OSHA PSM and EPA RMP regulations (see Table 2.1) and is covered by local and other country regulations.
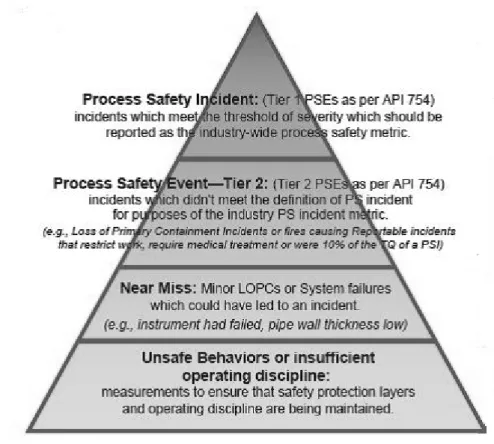
Measurement and Metrics
Backlog indicators are generally not sensitive enough to be useful for continuous improvement of process safety management systems because incidents occur too infrequently. As a new engineer, you may be involved in collecting and even analyzing data for leading and lagging indicators.
Auditing
It complements other RBMP control and monitoring activities in the areas of data (paragraph 19), management review (paragraph 21) and inspection activities that are part of the elements of asset integrity and performance of operations (paragraphs 2.11 and 16) . Audits may be conducted by a team of qualified personnel selected from a variety of sources depending on the scope, needs and other aspects of the specific situation.
Management Review and Continuous Improvement
An audit or incident may eventually reveal incomplete or overdue training, but by then it may already be too late. The management review process provides for regular health checks of process safety management systems to identify and correct any current or emerging deficiencies before they can be revealed by an audit or incident.
Summary
Operators and perhaps maintenance personnel should be trained on the new procedure, process, etc. Changes to piping and equipment must be done in a safe manner (safe work practices).
According to the HSE, which investigates incidents in the UK, "the presence of corrosion was known but the full extent was not recognized because it was not inspected at the point of failure, where there were problems with inspection access." If they run dry (i.e. the inlet is blocked), the bearings can be damaged, causing high temperature.
The Need for Process Safety
Process Safety Culture: BP Refinery Explosion, Texas City, 2005
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
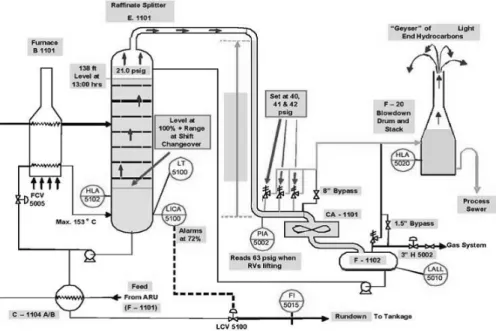
The investigation team concluded that Splitter was overworked and overheated because "the Shift Board Operator did not properly understand the process or the potential consequences of his actions or inactions on March 23rd.". Perhaps the most surprising of the CSB's findings are those regarding the process safety culture at BP and the Texas City plant.
Asset Integrity and Reliability: ARCO Channelview, Texas Explosion, 1990
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
The preventive maintenance program for the oxygen analyzers and other safety-critical equipment was improved. The oxygen analyzer failed and the loss of nitrogen sweep was not noticed by the operators.
Process Safety Culture: NASA Space Shuttle Columbia Disaster, 2003
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
The uncertainty over the long-term future of the program has led to reduced investment, with security upgrades delayed or postponed. An example of the poor safety culture at NASA is the refusal of requests by the Debris Assessment Team to image the wing while the shuttle was in orbit.

Process Knowledge Management: Concept Sciences Explosion, Hanover
- Summary
- Detailed Description
- Cause
- Key Lessons
- References and links to Investigation Reports
Also, CSI has not made any attempt to conduct tests to determine the extent of HA's danger. CSI did not implement any of the recommendations from the hazard assessment that they did.

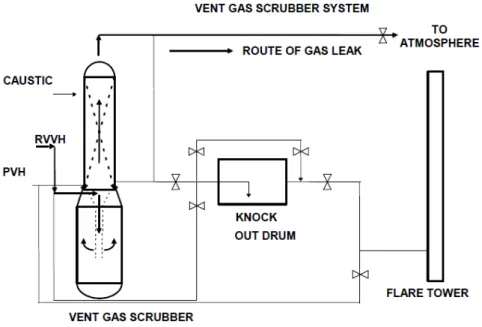
Hazard Identification and Risk Assessment: Esso Longford Gas Plant
- Summary
- Detailed Description
- Cause
- Key Lessons
- References and Links to Investigation Reports
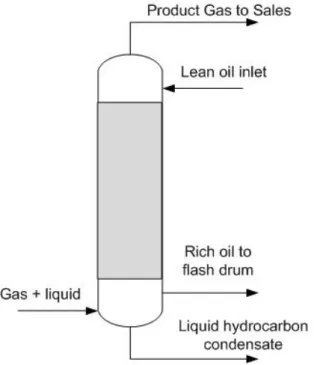
Methane rises to the top of the towers, with heavier hydrocarbons dissolving in the liquid hydrocarbon condensate, see Figure 3.10. All the plant's engineers were moved to the head office in Melbourne, Australia in 1992.
Operating Procedures: Port Neal, IA, Ammonium Nitrate Explosion, 1994 77
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
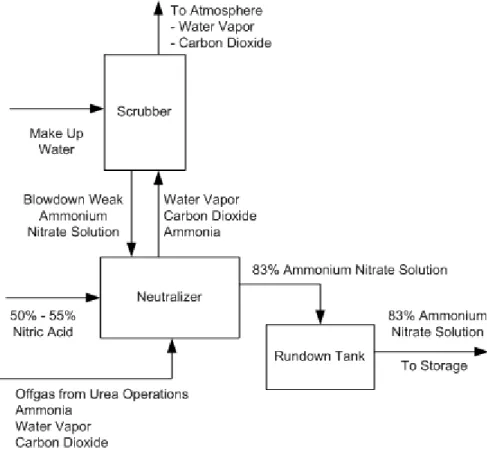
Calculations showed that the clearing of the nitric acid line would have lowered the pH at the time of the shutdown to about 0.8. As with the Esso Longford explosion (Section 3.5), no hazard assessment of the AN process had been carried out.
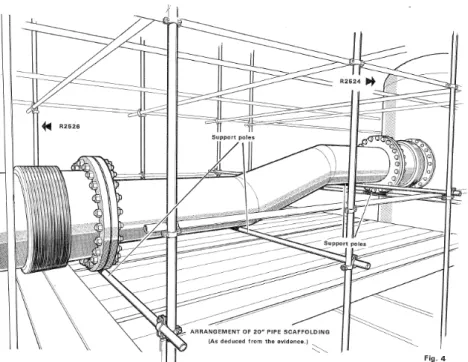
Safe Work Practices: Piper Alpha, North Sea, UK, 1988
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
- Summary
- Detailed Description
- Cause
- Key Lessons
- References and Links to Investigation Reports
The investigation revealed that the immediate cause of this incident was the failure of the work permit system to control maintenance and inspection work on the platform. This pressure relief valve was located in the module above and out of sight of the pump.

Asset Integrity and Reliability: Explosion at Texaco Oil Refinery, Milford
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
The wet gas compressor restarted successfully, but caused the pressure inside the debutanizer to rise again resulting in the PRV column reopening to ignite. Liquid levels also continued to rise in the wet gas compressor knock drums until it eventually shut down due to a high level in its interstage knock drum.

Conduct of Operations: Formosa Plastics VCM Explosion, Illiopolis, IL,
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
When the bottom valve was opened, VCM poured out of the reactor and the building quickly filled with flammable liquid and vapor. In the case of the Formosa VCM explosion, the blaster's operators faced an error-prone design.

Management of Change: Flixborough Explosion, UK, 1974
- Summary
- Detailed Description
- Cause
- Key Lessons
- References and Links to Investigation Reports
This incident is significant in the history of process safety as a prime example of the importance of the MOC program. Although the presence of a mechanical engineer might not have changed the result if the MOC inspection had not been done in the first place, it is more likely that someone in the factory would have recognized the importance of the change.
Emergency Management: Sandoz Warehouse Fire, Switzerland, 1986
- Summary
- Key Lessons
- References and links to investigation reports
Guidance on managing process security risks during organizational change (CCPS 2013) covers this topic in more detail. CCPS 2008, “Incidents That Define Process Safety”, American Institute of Chemical Engineers, Center for Chemical Process Safety, New York, NY, 2008.

Conduct of Operations: Exxon Valdez, Alaska, 1989
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
Another operational problem was the Exxon Shipping Company's inability to supervise the captain. Factory management should spend some time in the field to observe and communicate with the factory conditions and staff behavior.

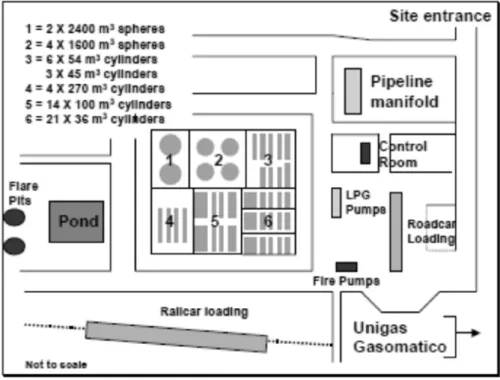
Compliance with Standards: Mexico City, PEMEX LPG Terminal, 1984
- Summary
- Detailed Description
- Causes
- Key Lessons
- References and Links to Investigation Reports
The orbs crashed to the ground as the legs buckled from the heat of the fire. Population density around a location is usually one of the inputs to these studies.
Process Safety Culture: Methyl Isocyanate Release, Bhopal, India, 1984
- Summary
- Detailed Description
- Key Lessons
- References and Links to Investigation Reports
A pipe rack can be seen on the left and the partially underground storage tanks (three in total) for MIC are located in the. No adjustments have been made to the MIC storage tank protection strategy, such as increased monitoring or a reduction in the amount stored, as the layers have been removed.
Failure to Learn, BP Macondo Well Blowout, Gulf of Mexico, 2010
- Summary
- Detailed Description
- Key Lessons
- References and Links to Investigation Reports
Willey 2006, Willey et al., "The Accident at Bhopal: Observations 20 Years Later", Presentation to AIChE Spring National Meeting, April 2006). During this time, the well should be monitored for abnormalities, specifically a "kick" (an influx of hydrocarbons into the well that forces drilling mud back up the well).

Summary
The Flixborough incident (Section 3.11) is often cited as a good example of the need for a good management of change programme. An outcome of the Exxon Valdez incident (Section 3.13) was Exxon's development of its Operational Integrity Management System (OIMS).
This can entail hazards depending on the properties of the fluid being moved. Loss of butadiene through the leaky valve resulted in significant changes in tray composition in the lower part of the column.
Process Safety for Engineering Disciplines
Introduction
Process Knowledge Management
With this information, they can determine the design and equipment used to control the process and the SIS. In smaller organizations, safety engineers may have a much larger role in process safety than in a larger facility, which may have separate responsibilities for job safety and process safety.
Compliance with Standards
During the project design phase, I&E and Control engineers are involved in the design of process control systems, safety control alarms and interlocks (SCAI), and safety instrumented systems (SIS). I&E and Control engineers are involved in the design of control systems, safety control alarms and interlocks (SCAI) and safety instrumented systems (SIS).
Hazard Identification and Risk Analysis, Management Of Change
The CCPS book Guidelines for the Management of Process Safety Risks during Organizational Change 2013 (Ref. 4.3) covers this topic. Just as a new engineer might engage in a MOOC review, he or she might also engage in a MOOC review for an organizational change.
Asset Integrity and Reliability
Reduction in staffing levels: After staffing reductions, the remaining ISOM operators are likely to be exhausted from working 12-hour shifts for 29 or more consecutive days. Reduction in staffing levels: Formosa eliminated an operator group leader position and passed responsibility to tour supervisors, who were not always as available as group leaders once were.
Safe Work Practices
I&E and control engineers will often be tasked with designing SCAI and safety instrumented (SIS) systems and ensuring that the required reliability and probability of failure are achieved as required. They may often be required to develop procedures for safety instrument system test protocols, instrument calibrations and tests, control loop response capabilities, etc.
Incident Investigation
Resources for Further Learning
All new technicians must sign up to receive the CCPS Process Safety Beacon (PSB) and Chemical Safety Board (CSB) press releases at the sites listed below. The CCPS Process Safety Beacon is a tool aimed at conveying process safety messages to plant operators and other production personnel.
Summary
The program can predict potentially harmful interactions between two chemicals and display them in a compatibility chart. It provides physical and hazardous properties of many chemicals and allows the user to build a pool of chemicals and determine the hazards of uncontrolled mixing.
Failures in heat transfer equipment can lead to loss of temperature control, contamination of one of the fluids, or loss of inhibition. Upon their return, one of the two owners went to the control room to help.
Process Safety in Design
Process Safety Design Strategies
Minimize – use small amounts of hazardous materials, reduce the size of equipment that operates under hazardous conditions such as high temperature or pressure. Resources for ISD include Inherently Safer Chemical Processes – A Life Cycle Approach (Ref. 5.1) and Process Plants – A Handbook for Inherently Safer Design (Ref. 5.2).
General Unit Operations and Their Failure Modes
- Pumps, Compressors, Fans
- Heat Exchange Equipment
- Mass Transfer; Distillation, Leaching and Extraction, Absorption
- Mechanical Separation / Solid-Fluid Separation
- Reactors and Reactive Hazards
- Fired Equipment
- Storage
The loss of liquid level at the bottom of the column exposed the reboiler tubes, allowing the tube wall temperature to approach the temperature. When other parts of the plant were shut down, the temperature of the steam in the reactor rose to 300 C.
Petroleum Processing
- General Process Safety Hazards in a Refinery
- Crude Handling and Separation
- Light Hydrocarbon Handling and Separation
- Hydrotreating
- Catalytic Cracking
- Reforming
- Alkylation
- Coking
Transient Operating States
- Overview
- Example Process Safety Incidents
- Design Considerations
Course Material
Introduction
Inherently Safer Design
Process Safety Management and Conservation of Life
Process Safety Overview and Safety in the Chemical Process Industries
Process Hazards
- Chemical Reactivity Hazards
- Fires and Explosions
- Other Hazards
Hazard Identification and Risk Analysis
Emergency Relief Systems
Case Histories
- Runaway Reactions
- Other Case Histories
Other Modules
Summary
Process Safety in the Workplace
What to Expect
- Formal Training
- Interface with Operators, Craftsmen
New Skills
- Non-Technical
- Technical
Safety Culture
Conduct of Operations
- Operational Discipline
- Engineering Discipline
- Management Discipline
- Other Conduct of Operations Topics for the New Engineer
Summary
Chemical Reaction Hazard Identification
Reaction Process Design Considerations
Resources and Publications
Screening Table and Flowchart