Since it is a solid state welding process, most of the defects that occur in the molten state of the material could be completely eliminated. Thus, it was possible to correctly demonstrate the dependence of welding parameters, including the advancing and receding side of the weld, on the mechanical properties of the joint of different materials.
Background
A complete microstructural analysis of the interface (weld zone) was performed by another group of researchers [27] on inertial friction and stir welds. Most of the references mentioned in the literature review have steel retained on the advancing side and Al on the retreating side.
Classifications of Welding
Solid State Welding
- Forge Welding
- Cold Welding
- Diffusion Welding
- Explosion Welding
- Ultrasonic Welding
- Friction Welding
- Friction Stir Welding (FSW)
One of the interesting phenomena in FSW is the formation of ring patterns, as shown in the figure below. Welding of the material is facilitated by severe plastic deformation in the solid state, which involves dynamic recrystallization of the base material [13]. But for dissimilar welded joints, the strength of the weld zone will be less than the strength of the weaker base material [19].
He evaluated the Micro-Vicker data on the hardness, tensile strength and impact value of the weld joint. Surprisingly, there was a drastic change in the analysis of the result, which will be discussed in the next chapter. The lowest value of hardness was reached in the zone of thermal influence of the softer aluminum material.
Microhardness distribution from the top to the bottom of the cross section in the advancing Al sample. Adequate plunge depth and angle of inclination on the back (back) side of the moving tool help in forging the material from the retreating side to the advancing side on the trailing edge (back side) of the tool. Regardless of the position of the aluminum in the advancing or retreating side, the tool digs into it and easily softens it.
Here, soft aluminum, when held on the advancing side, provided a drastic increase in mechanical properties such as hardness, tensile strength, and yield strength of the welded joint.
Significance and emergence of FSW
Principle of operation
The length of the pin is slightly less than the thickness of the workpiece or the required depth of the weld, and the edge must be in close contact with the surface of the workpiece. The side of the weld where the rotating tool moves in the same direction as the direction of travel is known as the advance side, and the side where the tool rotates in the opposite direction of travel is known as the retreat side. 17 Frictional heat is generated mainly due to the high normal pressure and the shearing action of the tool shoulder on the material.
As the tool rotates, the probe is surrounded by a softened zone of material that cannot escape because it is restrained by the shoulder of the tool. Forward motion of the tool brings the material from the front (leading edge) to the back (trailing edge) of the pin into this cavity, forcing the existing material into the flow of the pin. Proper operation of this shoulder design requires tilting the tool 20 - 40 from the normal of the workpiece, away from the direction of travel; this is necessary to maintain the material reservoir and to ensure that the trailing edge of the shoulder tool can apply sufficient pressure forging force to the weld [10].
Advantages and disadvantages of FSW
Fratini et al and Krishnan noted that onion ring formation is a geometric effect and they stated that semi-cylindrical sheets of material are extruded during each rotation of the tool and the cross section through it results in the onion ring pattern [11. ]. Excellent mechanical properties: The mechanical properties of the weld zone of the weld of the similar material are equal to or higher than the base material and much better than fusion welds. Welding speed: Slower welding speed than some of the fusion welding process and laser welding process for thin sections.
Proper jigging, fittings and backing bars are therefore essential to prevent the plates from touching each other in all three dimensions. Another method is slow removal of the tool during the welding itself and before the end of the welding, the tool comes out completely so that there will be no exit hole. Less flexible than manual and arc welding process due to the problems in varying thickness of the materials and also in non-linear welds.
Importance of this project work: Joining of Al 6082 alloy with Mild steel
Literature Survey
Project Objectives
Sample preparation
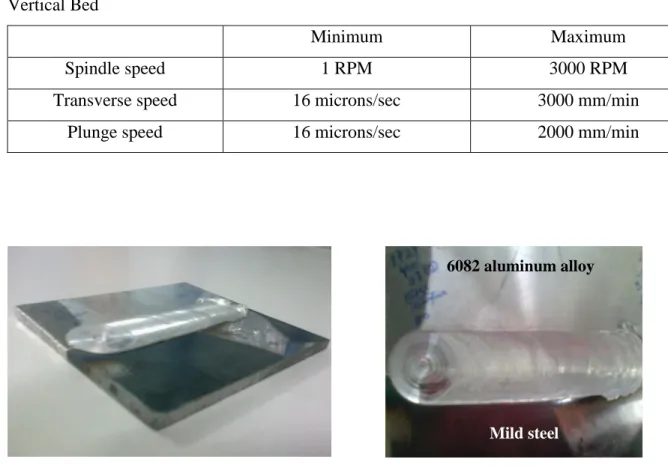
Experimental set up
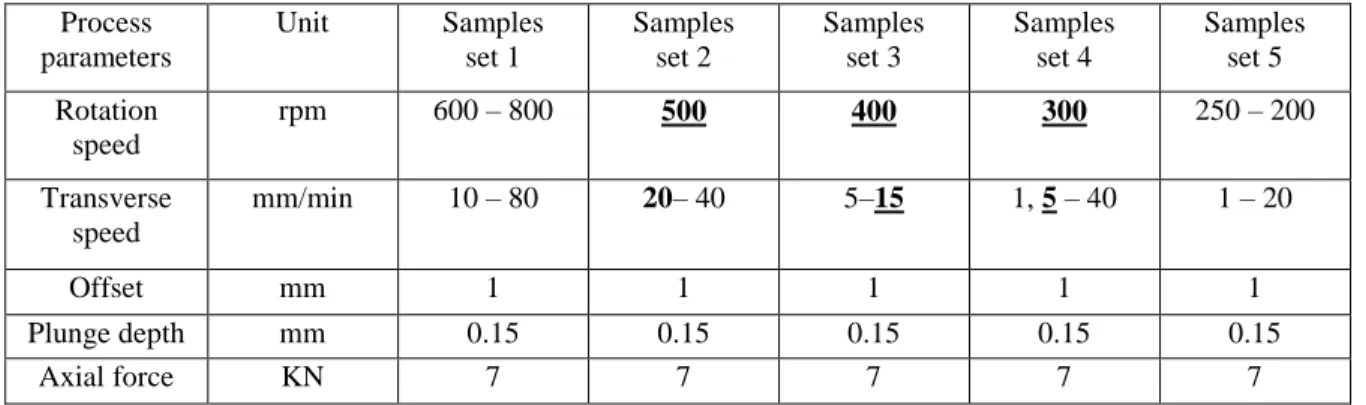
Sample 'a' was not welded due to high welding speed in the range of 60-80 mm/min. A lower rpm range was chosen because of the potential for the temperature to approach the melting point of Al, as was the case on the advancing side. The measurement started from the aluminum side and when the limit surface was reached, the weight changed to 100 g and then continued into the steel area.
A sudden jump in the hardness value (180 HV) is observed in the aluminum region in Figure 16(b) shows the EBSD phase map at the interface in the advancing steel sample to fix the block-shaped steel particles in the Al matrix. Microhardness indentor image (a) at the interface (b) on a steel particle in the Al matrix (aluminum moving side). a) Optical microscope image showing the numerous steel particles in the Al matrix close to the interface (advancing aluminum side). (b) EBSD phase map showing the presence of large steel particles in the Al matrix (taken in a steel advancing sample).
EDS when taken very close to the interface in the steel side, Al component was observed more than the Fe component [Fig. It was therefore able to find out there is a noticeable difference in the strength when a hard material was held on the retreating side rather than on the advancing side in uneven FSW.

Optimization of welding parameters
Sample having Al alloy on the advancing side and steel on retreating side
Specimen preparation
Specimen preparation for micro-Vicker’s hardness test
Specimen preparation for tensile test
Another observation is that a significant difference in hardness is observed at the exact interface, 95 HV on the advance side of steel and 250 HV on the advance side of aluminum. The hardness distribution of the better sample (Al advancing side) was measured from top to bottom (Fig. 17) of the cross section and a shift in the peak hardness value towards the base metal sample side very close to the interface is observed. Orientation Image Mapping (OIM) shows different grain sizes along with a microhardness plot at different areas across the cross-section perpendicular to the welding direction in the advancing steel sample.
EDS spot analysis of aluminum moving sample was firstly taken in the steel region far away from the interface, projecting only Fe component [Fig. But when the analysis was taken much closer to the interface in the steel region itself, small Al component was observed, showing that small Al came to the steel side [Fig. But we can clearly see that Al moved microscopically, ie. homogeneously diffused in the steel region, which was responsible for the significantly high tensile strength of the weld region for the advancing aluminum. a) & (b) show the EDS analysis taken in steel region, a bit far from the interface in the aluminum which moved side sample and only Fe component was seen;.
Specimen preparation for Energy Dispersive Spectroscopy (EDS)
Tensile test
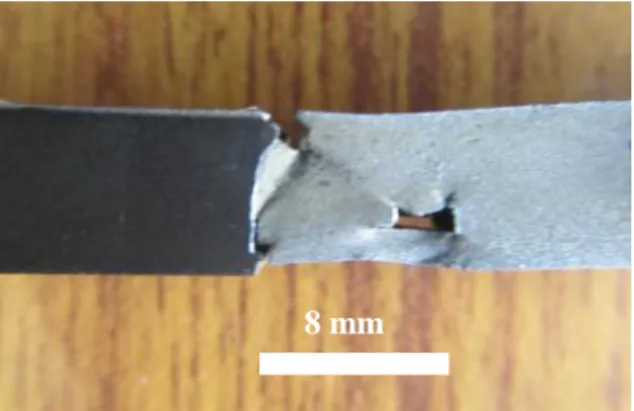
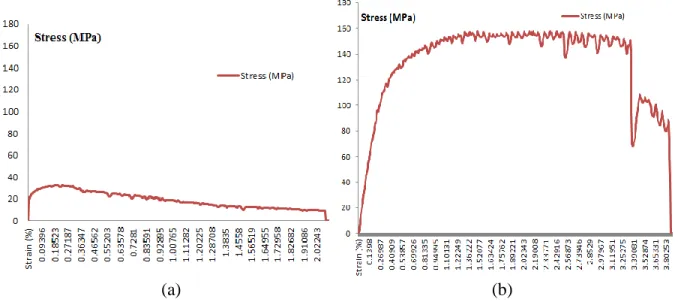
If there had been some diffusion or inter-atomic bonding between aluminum and steel, there would have been much elongation as well as increase in tensile strength. 33 On the other hand, when the aluminum was kept on the advancing side and steel on the retreating side; for a particular parameter (300 rpm and 5 mm/min), gave a significant increase in the tensile strength to a value of 160 MPa (Table 4). 12 (a), that there was not much strength and elongation in the joint due to improper distribution of materials between the welds.
The reason behind is considered to be the proper diffusion of the materials in the welding area, which will be confirmed microscopically in the Energy Dispersive Spectrometry (EDS) analysis, in the future results. a) Steel held on the advanced side (b) Aluminum held on the advanced side. A problem that has occurred in aluminum on the advanced side is void formation (Fig. 13). Mishra [10] reported that voids are generally formed on the advanced side and the reason he pointed out was insufficient forging pressure and high welding speed.
Microhardness distribution
As we measured the hardness value, the peak value shifted from top to bottom towards the steel base. 18, shows the Orientation Image Mapping (OIM) analysis taken along the cross-sectional area perpendicular to the welding direction after electropolishing. Using electron backscattered diffraction (EBSD) in Scanning Electromicroscopy (SEM) at IIT Bombay, three scans were taken at three different regions – (a) Aluminum base side (b) Stir (Nugget) zone and (c) Steel base side to determine the grain size find.
It was clearly observed that the grain size in the stirring zone was smaller due to the severe plastic deformation of the material due to the tool deformation compared with the normal aluminum and steel side. At the interface, Al was strongly deformed and grain reduction took place. much higher than from the steel area, due to moving the tool pin via the aluminum side.
Energy Dispersive Spectrometry (EDS) analysis of the joint interface
In general, it can be concluded that when Al was retained on the advancing side, it was able to diffuse homogeneously into the steel region at the interface due to the sufficient forging pressure exerted by the tool on the steel on the retreating side, thereby increasing the weld strength and hardness. With this optimized and generalized mathematical model, it is easy to find the best parameters for different working conditions (if, for example, the weld thickness changes). Once a proper weld with good strength is achieved, one can even conduct a study on the development of any particular microtexture and can determine if there is any particular correlation with texture and mechanical properties in friction stir welding of dissimilar materials.
Microstructural properties and mechanical properties of friction stir welded joints of Ti-6Al-4V titanium alloy. Effect of welding speed on microstructures and mechanical properties of submerged friction stir welded 2219 aluminum alloy”. Comprehensive Analysis of Joint Strength for Dissimilar Friction Stirrer Welds from Mild Steel to Aluminum Alloys”.