It was also found that there were difficulties in obtaining a good scraping effect of the nose plates on the chute between the rollers. Feeding problems experienced during the t e s t s did not allow the full contents of the unit to be realized. Further work is required to understand the interplay between feed system geometry and throughput to be better understood so that velocities can be predicted with some degree of reliability.
The fact that the tested unit did not achieve the expected production rate does not in any way affect the basic principle of the machine. However, we believe that more work is needed to understand the mechanics of bagasse flow through the unit so that optimal operating geometries can be reliably determined to maximize throughput. Towards the end of January preliminary talks were held with Walkers Limited of Maryborough and they expressed an interest in commercializing the machine.
This work was the first fundamental study in the field and quantified many aspects of the effect of temperature, moisture content and particle size on the density of produced pellets and their durability. It was likely that by using the rolling action, a significant reduction in the energy required to compress the m a t e r i l would be a k i e v e d and b e c a use of the significant reduction in friction compared to existing pelletizing machines, which it was felt that this machine would be less susceptible to wear and tear. and has therefore significantly reduced maintenance costs.
STAGES OF DEVELOPMENT
- PRELIMINARY EXPERIMENTAL WORK
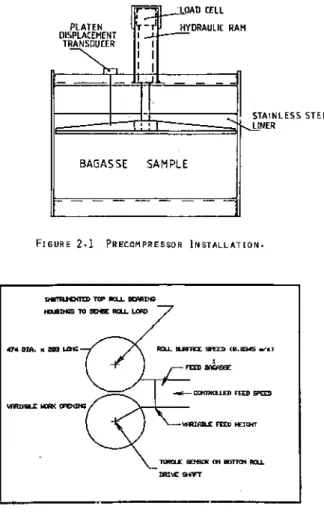
- DESCRIPTION OF LABORATORY SCALE TWO ROLL INSTALLATION The working unit consisted of two fixed rolls 474 mm mean
- PROCEDURE
- RESULTS
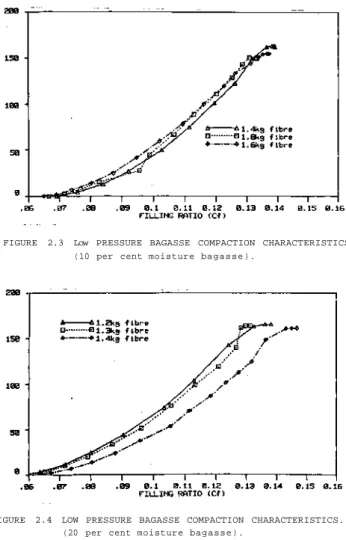
Figures 2.3 and 2.4 show typical low-pressure bagasse compression characteristics obtained with the precompressor apparatus for a range of fiber masses. The low-pressure compression characteristics exhibited by bagasse at 10-20 percent moisture are not different from those of bagasse at higher moistures, which generally give a footprint that can be characterized by a polynomial of shape. In the range of tests performed here, the low-pressure compression characteristics of bagasse are not significantly affected by moisture content or sample weight.
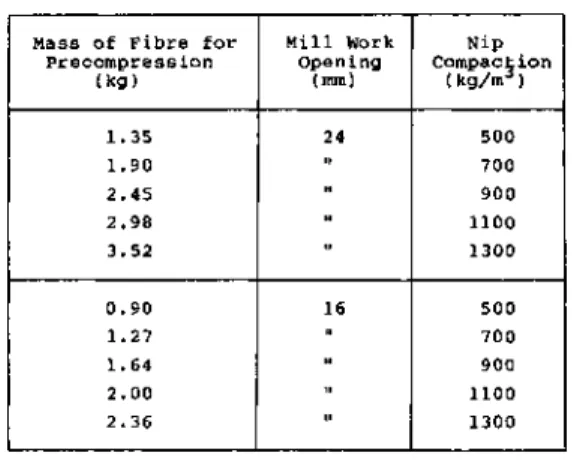
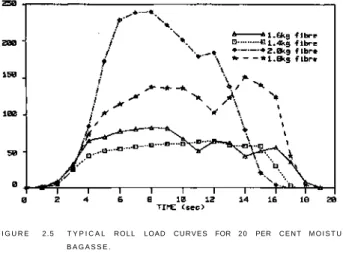
The general shape of the rolling load and rolling torque traces measured for increasing sample weights of 20 percent moist bagasse are shown in Figures 2.5 and 2.6. It can be seen that the tracks show a rapid increase in rolling load and torque as the sample enters the slot of the mill. A summary of the resulting gap compaction, grain density and average torque and rolling load data is given in Table 2.2.
The regression lines are based on a data set with three points having a compaction in between above 850 kg/m3. Reference to Figures 2.5 and 2.6 also indicates the likelihood of the cover roll slipping out of the bag, further complicating the accuracy of compression compaction measurements.
THE PELLETING MILL
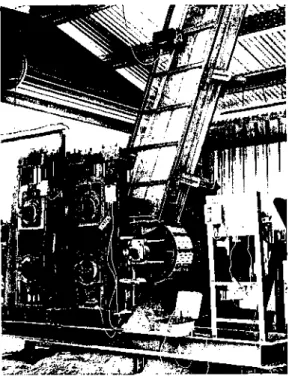
CONSTRUCTION
OPERATION AND MAJOR OPERATIONAL DIFFICULTIES
The bagasse was drawn from the base of the feed chute and fed through the pellet mill. The m a j o r d i f i c u l t y involved p o o r f e d i n g behavior, high frictional forces between the bagasse and the stationary plates or chutes inside the mill and problems with scraper plate teeth. The problem was exacerbated by the very low density of dried bagasse and uneven filling of the feed chute.
The feed in the trough often contained voids or areas of very low density on the "top" surface of the sloping trough. When these voids reached the pressure feed gap, there was often insufficient feed force to continue pushing the bagasse into the pressure feed hopper, and the bagasse flow stopped (i.e. the rollers slid over the bag). This problem manifested itself in the behavior of the bagasse in the pressure supply and discharge chutes.
In the pressure feed chute, if a test was performed with the mill empty of bagasse at the beginning, the behavior of the bagasse changed markedly as bagasse density increased (with a corresponding decrease in bagasse velocity along the chute). The final (steady state) condition of the bagasse along the chute was also quite sensitive to the details of the pressure feed plate shape. In early tests where there was quite noticeable convergence to the front of the pressure feed chute, the bagasse density there built up to a level that required the use of a large wooden drill bit to remove it.
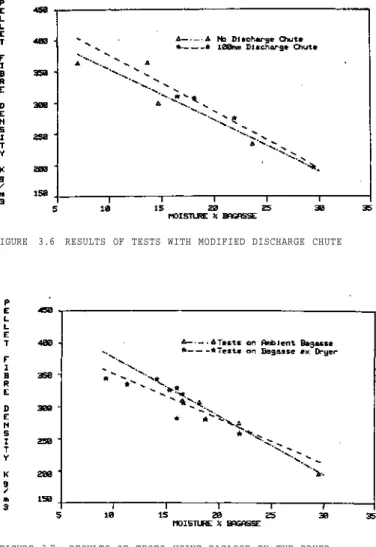
Once the convergence was reduced to the minimum necessary for the nose teeth on the plates to adequately fit the roll, the density of the bagasse decreased significantly. A further manifestation of the high friction forces occurred when a short (100 mm) delivery chute was fitted at the exit of the mill (no retention band was used). Scraper plate teeth: It was very difficult to create teeth on the nose of the pressure feed and discharge chute plates that would provide sufficient scraping action (groove cleaning) and be strong enough not to bend back under the action of the scraping forces.
The final configuration for the nose of the pressure feed plates was for chisel-shaped (i.e. flat) scrapers that fit only the top half of the grooves. On the delivery chute, the final plates used initially had no teeth, but were mounted firmly on the roller groove, so that when the roller was rotated, the grooves machined into the leading edge of the delivery chute plates. However, the problems outlined above gradually became dominant and the use of the delivery chute and the retention installation was then no longer possible.
EXPERIMENTAL RESULTS
The results indicate that when holding pressure is applied for about 90 seconds the bagasse pellet is in the holding conveyor, it has achieved about 60 to 70 percent of the rise. No data are available for retention pressures other than 50 kPa, and no attempt was made to optimize the setting of the outlet chute. It is possible that at times the holding pressure in the delivery chute dropped to near zero because no attempt was made to optimize chute settings.
Eight sets of tests (covering a total of 52 individual tests) were performed in the final test program. Most subsequent tests used dried bagasse from the current season (1984). The exception is those tests with bagasse moisture below 10 percent.) In practice, no difference was found between the results obtained with bagasse from 1983 or 1984. The top and bottom surfaces of the pellets also began to stick to the rolls.
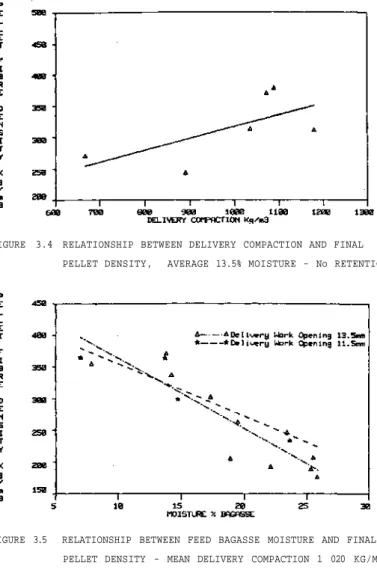
The effect of bagasse moisture content on the average pellet fiber density for each test is shown in Figure 3.5. The problem with the ball sticking to the cylinder became serious during these tests, so the series was limited. The results obtained are shown in Figure 3.5 and show that the reduced setting had virtually no effect on the final pellet density.
During these tests, a problem occurred with the relative movement of the upper delivery roller and the associated scraper/chute plates. This problem was eventually traced to the failure (rupture) of the specially tooled axle bearing housing. Following test 3 7 a major review of the experimental data available at that time was undertaken and possible future work reviewed.
The first part of the set (Tests 38 through 43) consisted of pairs of tests in which high and low runs of food tubes were performed on the same batch of b a g a s e . In the Series 1 test situation, the convergent section was about 70 mm long and asymmetric on the top and bottom plates. Its best indicator was obtained by placing a straight edge along the length of the tiles.
For this last test group, the deviation from the flat edge started 70 mm from the tip of the scraper nose and was a maximum of about 10 mm at the tip. Note that in a single regression, a 10% decrease in moisture only shows an increase in fiber density of 120 kg/m3).
INTRODUCTION
MODEL FOR HORIZONTAL PRESSURES
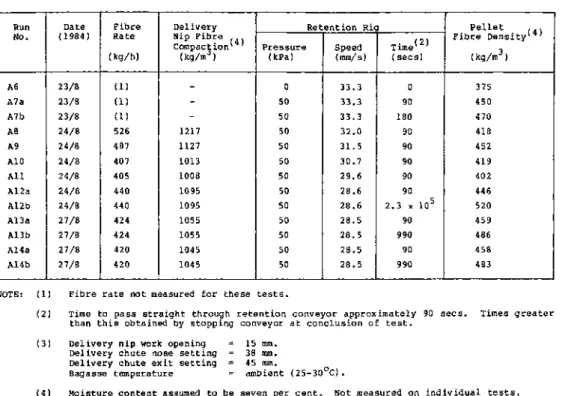
Based on the assumption that the rollers can exert the full friction force on the bagasse during rolling, the maximum discharge pressure that can be achieved with the roller pair can be calculated. Although it was recognized that the model might overestimate pressure, it was felt that the models used were sufficiently refined to at least accurately represent important trends. None of the input configuration parameters were varied, so it was only necessary to examine the two-roll mill itself and its associated exhaust chute.
A zero bagasse pressure was assumed in the plane of the feed entry angle (30°) of the delivery rollers. Three values for the delivery angle (7, 12 and 15 degrees) and three values for the exit chute length were considered. The compression properties of bagasse were those established during the s i n u s o i d a l t e s t s d e s c r i b e d in Chapter 5 of the U n i v e r s i t y of Queensland part of the report.
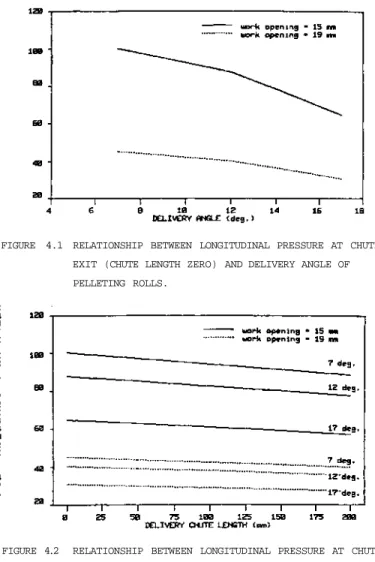
However, it must be remembered that the assumption of full friction always acting is made in the representation of the m i l l. The increasing delivery area means that there is actually a drop in the discharge pressure as the delivery angle is increased in this case. The effect of the chute length is seen as a pressure drop that increases with the chute length as illustrated in Figure 4.2.
During tests conducted with the pellet plant, it was found that "reabsorption" did not occur except at high levels of stock compaction (distribution work 11.5 mm. The d i sc h a r g pressure of the mill was also calculated knowing the occurrence of reabsorption. It was assumed that bagasse flowed forward over the roller surfaces from the neutral plane to half the angle of the neutral plane beyond the tip of the m i l l .
A constant pressure on the neutral plane and a change in the sign of the coefficient of friction were used to represent this extrusion-type process. The original model was repeated for the region from the estimated end of reabsorption to the feed angle.
DISCUSSION
CONCLUSIONS
EXPERIMENTAL RESULTS