All these factors result in rapid tool wear, low material removal rate (MRR) and degradation of surface integrity of machined parts. Many researchers have conducted many experiments and researches for the dry machining of titanium alloy Ti-6Al-4V. cutting condition. In dry cutting, the absence of cutting fluid results in a limitation in cutting speed, which can result in high temperature, rapid tool wear, and degradation of the surface integrity of the workpiece. According to the above facts, the Ti-6Al-4V alloy is processed in a better way by using HPC jet in order to control the high cutting temperature, reduce the cutting force, extend the tool life and improve the surface roughness. It was found that a specialized HPC nozzle for turning Ti-6Al-4V alloy can provide better performance compared to dry turning.
3.8: Variation of feed force (Px) with Vc and So when turning Ti-6Al-4V with SNMG insert under dry, cryogenic and HPC conditions. 3.14: SEM images of the worn insert (a) SNMG and (b) SNMM after machining Ti-6Al-4V alloy under dry, cryogenic and HPC conditions.
Introduction
- Introduction
- Literature Review
- Cutting Fluid Used in Machining
- Machining of Titanium Alloys
- Application of HPC in Machining Ti-6Al-4V
- Design of Experiment (DOE)
- Summary of the Review
- Objectives of the Present Work
- Scope of the Thesis
Therefore, most of the heat is concentrated on the cutting edge and tool face. Most of the mechanical energy used to form the chip becomes heat, creating high temperatures in the cutting area. These objectives can be achieved by reducing tool wear using a good tool cooling system during machining.
High pressure coolant reduces friction, built-up edge formation, thermal distortion of the tool and work. High-pressure coolant enables significant reductions in the cutting zone temperature and favorable change in the chip-tool and work-tool interactions, helping to reduce friction, built-up edge formation, thermal distortion of the tool and the work. The correct use of coolants during machining significantly extends the life of the cutting tool.
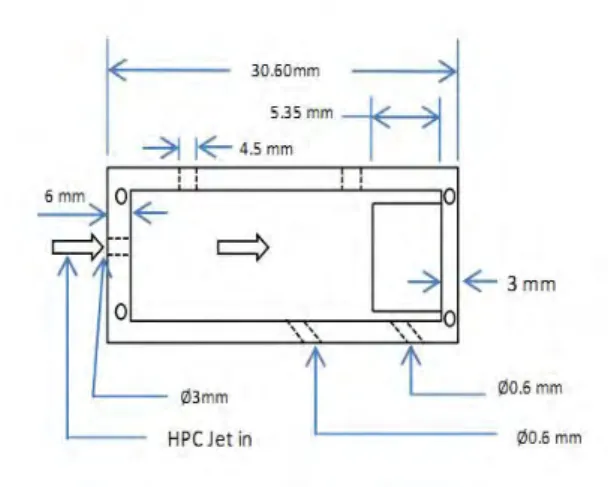
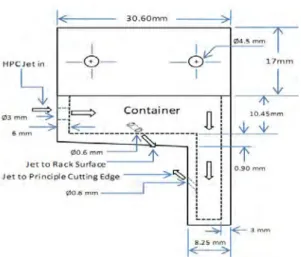
The processes of delivering the cutting fluid from the reservoir to the cutting zone through the nozzle are described at length.
Design and Development of HPC Nozzle
- Introduction
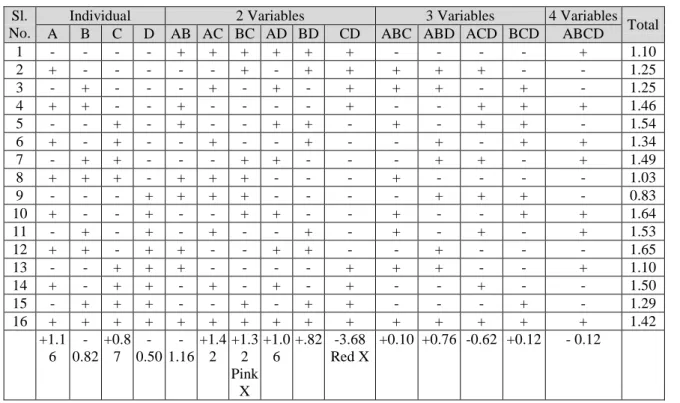
- Design of Experiment for HPC Nozzle
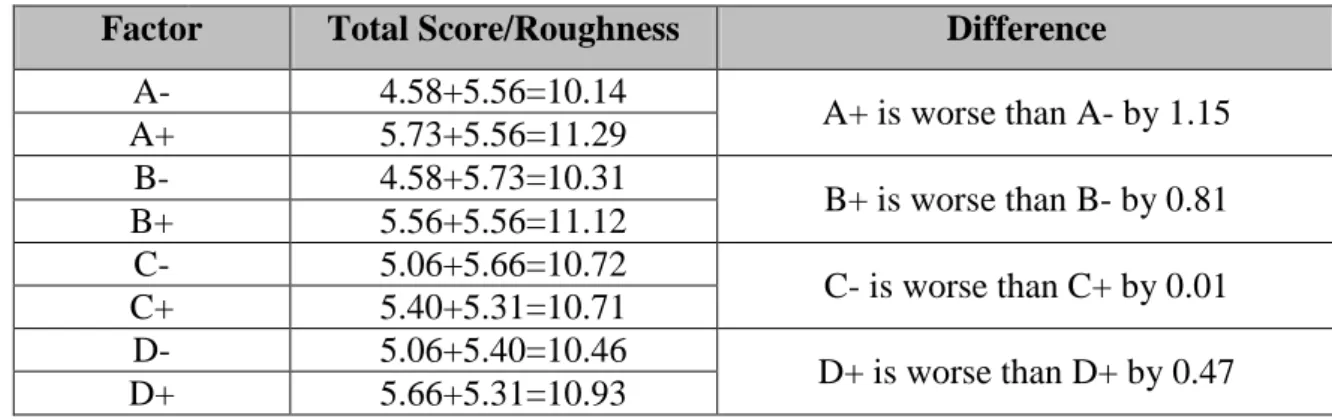
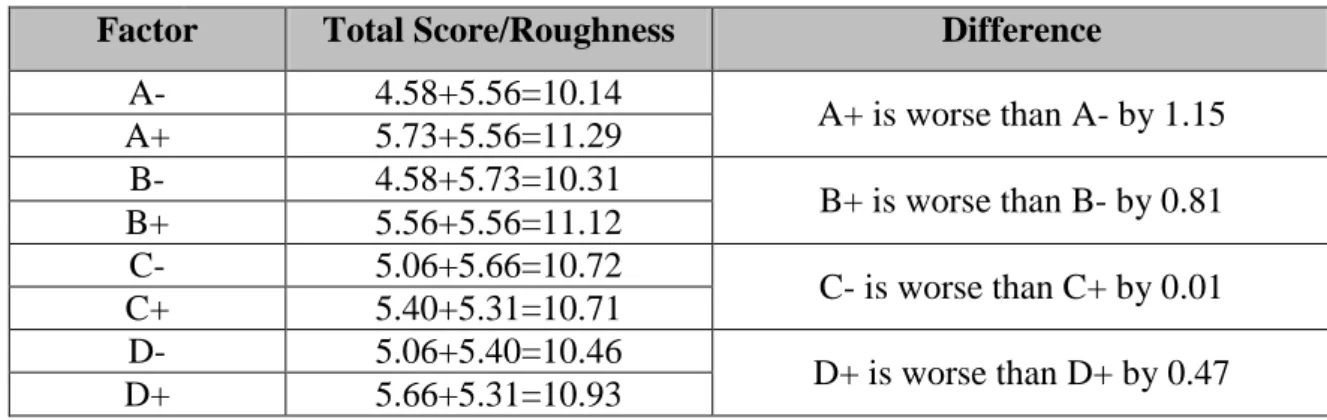
- Full Factorial Analysis for HPC Nozzle
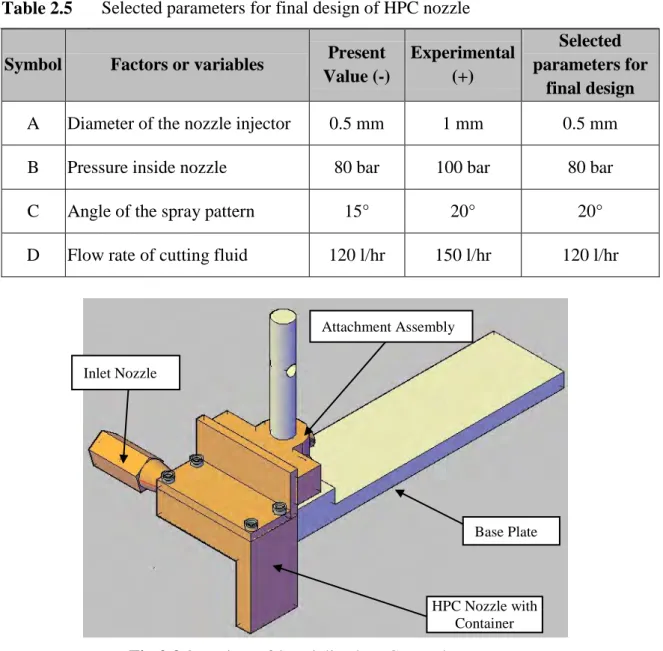
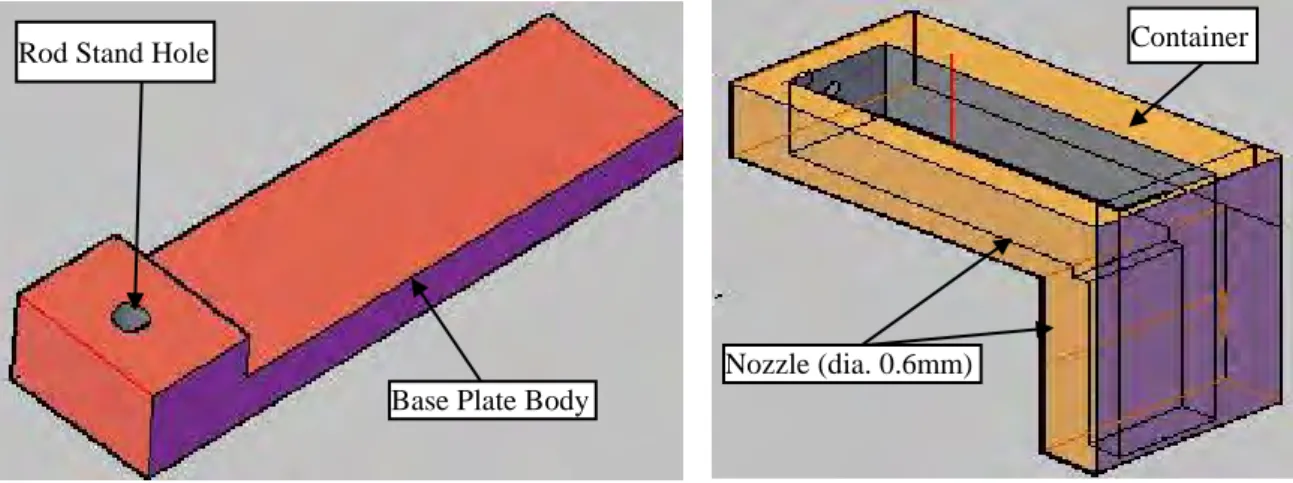
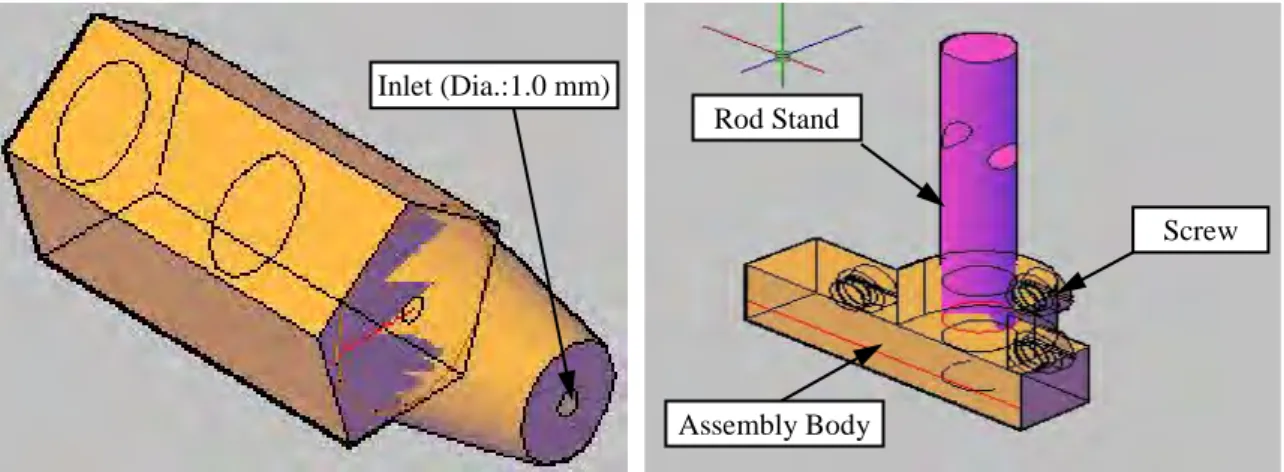
- Design and Fabrication of HPC Nozzle
Balancing means that treatments should be assigned to experimental units in such a way that the result is a balanced distribution of treatments. The main purpose of the principle of local control is to increase the efficiency of the experimental design by reducing the experimental error. Much of the knowledge about products and processes in the engineering and scientific disciplines comes from experimentation.
Designed experiments are much more efficient than one-factor-at-a-time experiments, which involve changing a single factor at a time to study the effect of the factor on the product or process. Screening experiments are used to identify important factors influencing the process under investigation from the large set of possible factors. Once the optimum factor settings have been determined, it is important to make the product or process insensitive to variations likely to be experienced in the application environment.
These changes result from changes in factors that affect the process but are beyond the analyst's control. The basic principle of the analysis is that each variable can be tested with all levels (generally two) of every other variable. First of all, visualize the components of the HPC nozzle and identify the variables that affect the performance of the nozzle functionality.
It is actually a small flat strip which is placed on the top surface of the tool holder. Attachment Assembly: It is a part of the specialized HPC nozzle which can be passed up and down through the rod holder. By moving the attachment assembly horizontally, the spray angle can be changed as shown in Fig.

Experimental Investigations
Introduction
The cutting speed and feed rate ranges chosen in this study are representative of current industrial practice for the tool and material combinations examined. The machining reactions have been controlled and studied as far as possible using advanced and reliable equipment and techniques. It is reasonably expected that tool geometry will play an important role in cooling effectiveness. From this view, two different tool configurations (Sandvik), namely SNMM and SNMG, were implemented for this study.
The shape, color and thickness of the chips indicate directly and indirectly the nature of chip-tool interaction influenced by the machining environment. The chip samples were collected during short-term machining for all Vc-So combinations under both dry and HPC conditions. The thickness of the chips was repeatedly measured with a slide wheel to determine the value of the chip reduction coefficient, ξ (the ratio of chip thickness after and before cutting), which is an important index of machinability.
The average cutting temperature was measured under all machining conditions performed by simple but reliable thermocouple technique with tool work with proper calibration. Tool life, which ultimately fails by systematic gradual wear, is generally assessed, at least for R&D work, by the average value of the primary flank wear (VB), which exacerbates cutting forces and temperature and can induce vibration as machining progresses. The pattern and extent of wear (VS) of the auxiliary flank affects the surface finish and dimensional accuracy of the machined parts.
Tool wear growth is significantly affected by the temperature and the nature of the interactions between the tool-work interfaces, which in turn depend on the machining conditions for given tool-work pairs. During machining under each condition, the insert was withdrawn at regular intervals and VB, VS were measured under an optical microscope (Carl Zeiss, Germany) equipped with a precision micrometer. After machining the hardened medium carbon steel with both SNMG and SNMM inserts, the surface finish at various Vc-So combinations under both dry and HPC conditions was measured with a Talysurf (Surtronic 3+).
Experimental Results
Fig.3.2 Variation of ξ with Vc and So when turning Ti-6Al-4V with SNMG insert under dry, cryogenic cooling and high pressure coolant condition. Fig.3.3 Variation of ξ with Vc and So when turning Ti-6Al-4V with SNMM insert under dry, cryogenic cooling and high pressure coolant condition. Fig.3.6 Variation of the average cutting zone temperature with Vc and So when turning Ti-6Al-4V with SNMG inserts under dry, cryogenic and HPC conditions.
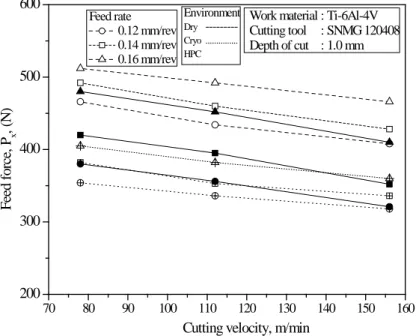
Fig.3.7 Variation of average cutting zone temperature with Vc and So when turning Ti-6Al-4V with SNMM insert under dry, cryogenic and HPC conditions. Fig.3.8 Variation of feed force (Px) with Vc and So when turning Ti-6Al-4V by SNMG insert under dry, cryogenic and HPC conditions. Fig.3.9 Variation of feed force (Px) with Vc and So when turning Ti-6Al-4V by SNMM insert under dry, cryogenic and HPC conditions.
Fig.3.10 Variation of principal cutting force (Pz) with Vc and So in the turning of Ti-6Al-4V by SNMG insert under dry, cryogenic and HPC conditions. Fig.3.11 Variation of principal cutting force (Pz) with Vc and So in the turning of Ti-6Al-4V by SNMM insert under dry, cryogenic and HPC conditions. Fig.3.12 Growth of VB in (a) SNMG and (b) SNMM inserts during turning of Ti-6Al-4V under dry, cryogenic and HPC conditions.
Fig.3.13 Growth of VS in (a) SNMG and (b) SNMM inserts during turning of Ti-6Al-4V under dry, cryogenic and HPC conditions. Fig.3.15 Variation of Ra with Vc at different So when turning Ti-6Al-4V at SNMG inserts under dry, cryogenic cooling and HPC conditions. Fig.3.16 Variation of Ra with Vc at different So when turning Ti-6Al-4V at SNMM insert under dry, cryogenic cooling and HPC conditions.
Discussion on Experimental Results
- Machining Chips…
- Chip-Tool Interface Temperature
- Cutting Forces
- Tool Wear
- Surface Roughness
The high temperature together with high stress due to plastic deformation seems reasonably to be the main cause of visible transformations and changes in the morphology of the chips produced in dry machining of the Ti-6Al-4V alloy. Fig.3.4 also visualizes that cryogenic cooling and HPChave widened the spacing of the segments and apparently again due to less pressure of the segments at lower temperature. With the increase in feed, the value of ξ also decreases due to the increase in effective rake angle of the tool with edge radius or bevel as shown schematically in Fig.4.2 and its effect on ξ is given by,.
Use of liquid nitrogen and high-pressure coolant jet reduced the chip reduction coefficient, as can be seen in Figs. 3.2 and fig. 3.3, reasonable by increasing the distance between the segments by reducing the degree of softening and pinching of the segments. Such a high cutting temperature not only reduces tool life, but also degrades the dimensional accuracy and surface integrity of the manufactured component. The advantage of high-pressure coolant jet and cryogenic cooling has been relatively higher in terms of cutting temperature when this material is machined with SNMG-type inserts compared to SNMM-type inserts.
The magnitude of the cutting force increases almost proportionally to the increase in the chip load and the shear strength of the work material. Under high-pressure coolant jet conditions, both Px and Pz when turning Ti-6Al-4V alloys with SNMG and SNMM type inserts are significantly reduced due to the maintenance of hardness and sharpness of cutting edges and favorable contact of chip-tool interaction . From Table 4.1, it can be seen that the advantage of the high-pressure coolant jet and cryogenic cooling has been relatively greater with respect to the cutting forces when machining Ti-6Al-4V alloy SNMG type insert compared to SNMM type insert .
Crater wear extends to the cutting edge and meets the flank wear causing indentation of the cutting edge. But when machining Ti-6Al-4V alloy with carbide tool, not only that band disappears, but also depresses the cutting edge by connecting the crater and flank wear. And the irregularity developed in the auxiliary cutting edge due to wear impairs the surface finish of the product.
Application of high-pressure coolant jets not only improved tool life but also enabled better surface quality, mainly by reducing tool nose damage when machining Ti-6Al-4V alloys with SNMG and SNMM carbide inserts . H). Narasimhulu, A., PVenkateswara, R., and Sudarsan, G., "Dry Machining of Ti-6Al-4V Using PVD Coated TiAlN Tools", Proceedings of the World Congress on Engineering, Part 3, 2012.