It is hereby declared that Samiul Hasan, holder of ID Department of Textile Engineering, Daffodil International University, Dhaka, Bangladesh, has carried out his B.Sc thesis entitled “Development and implementation of lean manufacturing tools in garment production” under my direct supervision. I would like to express my gratitude to my supervisor, Mousumi Rahaman Hashi, Department of Textile Engineering, Daffodil International University, for giving me the opportunity, trust and freedom that enabled me to explore in the field of my research work. Mahbubul Haque, Professor and Head of the Department of Textile Engineering, Daffodil International University, for his continued and valuable guidance and suggestions.
Introduction
History of Lean
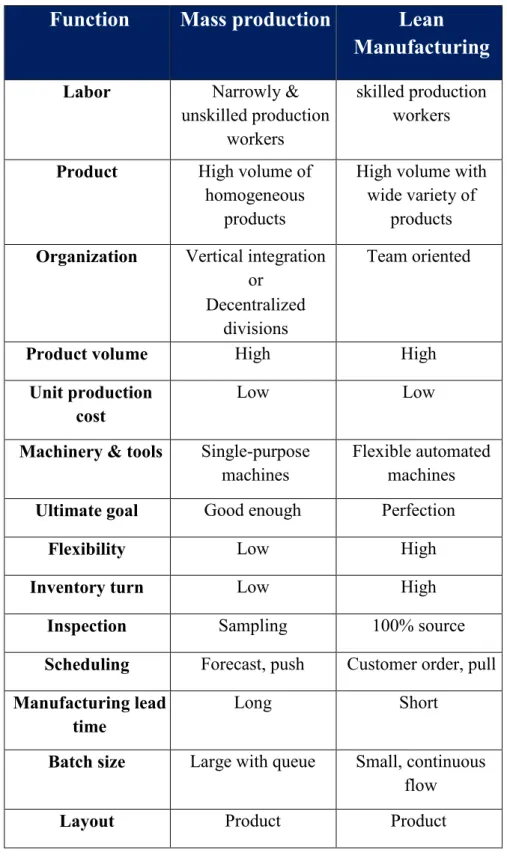
Daffodil International University 5 particularly in the areas of well-being and security, awareness and practice, and Conflict. With a specific end goal to contend in the current aggressive worldwide market, the non-stop procedures industry also needs to look for more approaches to get a focused edge. To fight in today's frantically concentrated market, American manufacturers have come to understand that the usual idea of large-scale production must adapt to the new thinking of lean assembly.
Lean Manufacturing
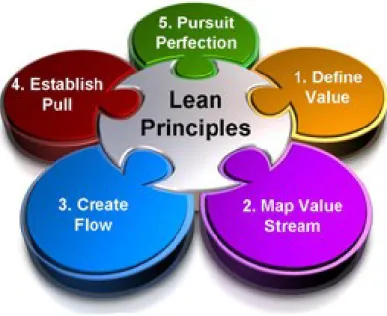
Principle of Lean Techniques
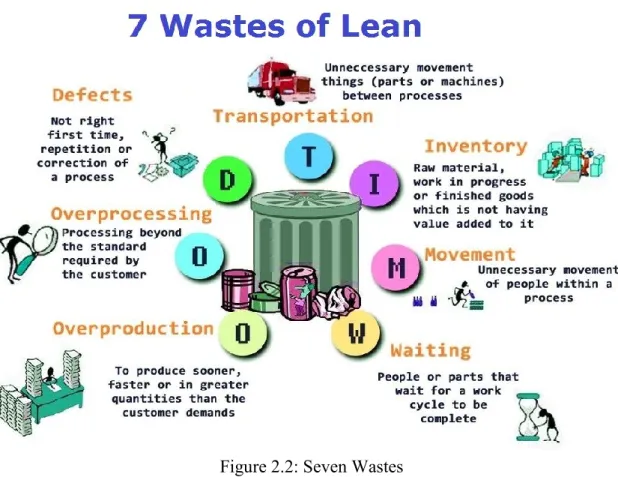
Various Types of Wastes
- Over Production
- Inventory
- Motion
- Waiting
- Transportation
- Over Processing
- Non-Right First Time (Scrap, Rework and Defects)
Excess inventory tends to hide problems on the plant floor that must be recognized and resolved to improve work performance. In addition, it is a question of well-being and security, which in the current contentious society ends up being a union problem to a greater extent. Regardless of what time products are not moving or being prepared, there is abuse of holding up.
Typically, over 99% of an item's lifetime in conventional cluster and line manufacturing will be spent stopping being prepared. A large part of an item's lead time is tied up in sitting tight for the following activity. Material handlers must be used to transport the materials, which incurs another authoritative cost that does not include customer esteem.
Moreover, it is often difficult to figure out which procedures should be through each other. To prepare beyond the standard required by the customer by improving handling skill, we ultimately use fewer assets to achieve a similar consumer loyalty. With an immediate effect on the main issue, quality deformities resulting in customization or scrap are an enormous cost to associations.
Correction costs money in terms of time effort and materials - Defects in the field will lose customers.
Lean Manufacturing Tools and Techniques
- Cellular Manufacturing
- Continuous Improvement
- Benefits of 5S
- Just in Time (JIT)
- Standardization Work
- Takt time
- Total productive maintenance
- Value Steam Mapping
Kaizen, which is the Japanese word for the unceasing effort to achieve perfection, has proven prominent in the West as a fundamental idea that drives great administration. A standout among the best entities for constant change is 5S, which is the foundation of a powerful lean organization. In the day-to-day work of an organization, schedules that maintain unity and awareness are fundamental to a smooth and skillful flow of practice.
Closely connected with lean assembly is the standard of without a moment to spare, as it is an administration thought that seeks to eradicate pit sources of component waste by creating the correct part in the perfect place at the suitable time. In the nick of time is a tool that empowers the inner procedure of an organization to adapt to sudden changes in the request design by creating the correct item at the suitable time and in the correct quantities. In addition, it is a basic tool to deal with the external exercises of an organization, for example procurement and distribution.
In the event that actualized by its center standards and experiences through its hypothesis and practice, an organization can effectively achieve the accompanying benefits: [9]. Institutionalized work essentially guarantees that every activity is sorted out and carried out in the best way. These activities are those in the general manufacturing network, including both data and task flow, which are at the center of any fruitful lean task.
The goal is to identify a wide range of wastes in the valuation stream and find a way to try to kill them.
METHODOLOGY
Methodology
- Work Assessments
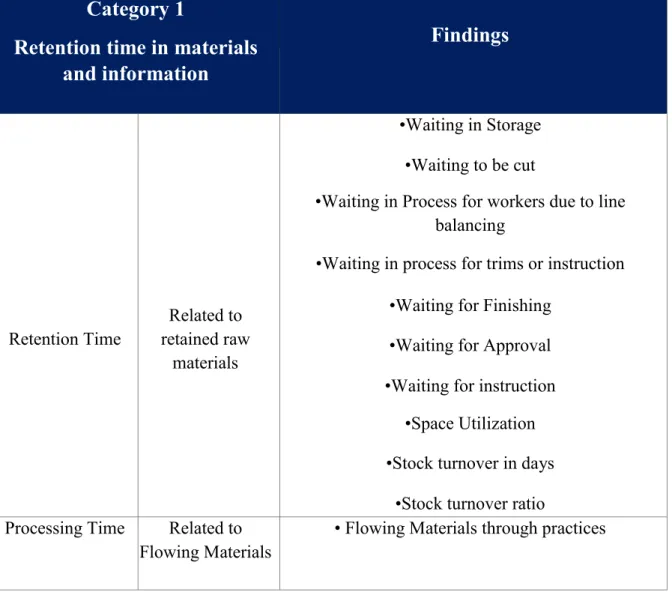
- Experiment 1: Retention time in materials and information flow
- Experiment 2: Processing of manufacturing activities
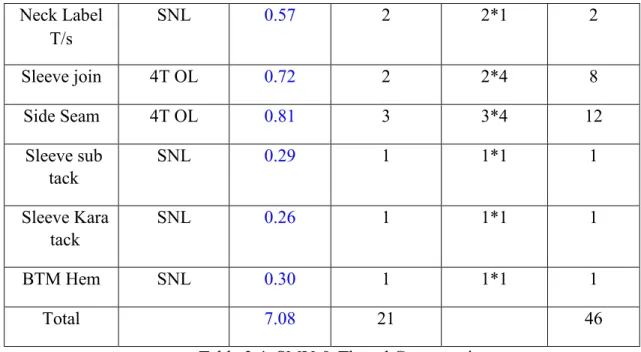
- Experiment 4: Minimization of Daily sewing threads Losses
Select 5s maintenance teams that can monitor the entire 5s program daily and submit a report. According to the thinness assessment, it was found that there is a lot of sewing thread waste per line per day. Total no. of cone required on the machine = 30 [Note the no. needle thread, bobbin thread and cutting thread.
Daffodil International University 32 Whoever receives the thread at the beginning of the work (Supervisor) is responsible for the submission. If we use the broken needle policy, we will also be able to use the above 5% Reconing bonus. It is easier to determine how much thread is used per line to meet the production target and also how much sewing thread is needed to confirm the shipping quantity.
Easy recognition of everyday sewing threads according to different customers with production. By using the re coning system, we may be able to create a sewing thread cabin where many threads are stored (extra thread provided during consumption) by color, color code, number, customer, etc.
Result & Discussion
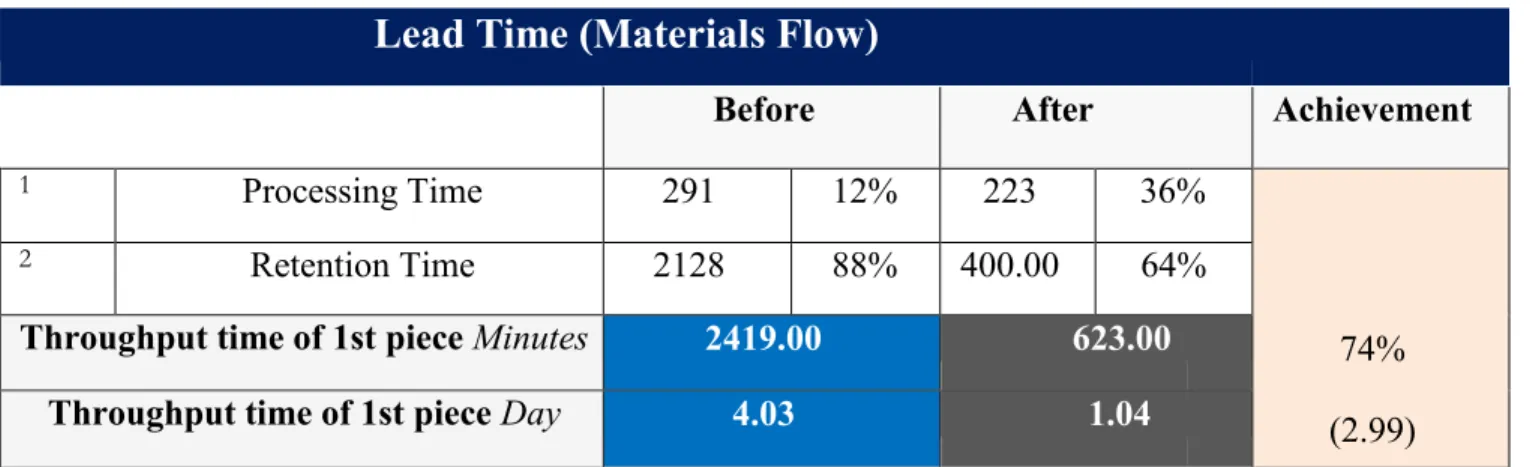
- Experiment I – Retention time in Materials and Information Flow
- Experiment II – Processing of manufacturing Activities (Cycle Time)
- Experiment III -Management Practices
The monetary value of shares in relation to daily overhead costs was not calculated due to the absence of information regarding inventory value. However, I analyzed the number of days of available quantity against the productivity capacity of the factory. Line balancing is the assignment of work to stations in a line to achieve the desired output tare with the least number of workstations.
Line balancing can only be realized when the production lines are reduced and flexible, tactical time is established between processes and the Kanban supermarket is identified and planned. Unit costs cover the operating costs (overhead) and the manufacturing costs of the direct labor. The reason behind wasteful activities and movements relates to management and engineering practices caused by lack of creativity and innovation and is certainly not caused by worker performance.
Order changeovers and equipment adjustments are extremely high, averaging 40 times per month and 360 minutes of waste per employee per changeover. If a delivery takes place in the full quantity as ordered and with the correct quality on the agreed date, such delivery will be regarded as a timely delivery. If a customer has indicated a delivery tolerance and the actual delivery falls within that tolerance (even if not 100%), then such delivery is also considered on-time delivery.
But if the quantity was to be delivered on a certain date and only 99% of the order was actually delivered on the agreed date, then the cut-to-ship ratio or on-time delivery is zero.
Potential Achievement
Future Plan
Implement floating pieces (limited WIP) system can completely eliminate the feeding loss and accelerate the throughput time of the first piece out with the speed of the total SME of a piece. All innovations and improvements start with everyone in the organization becoming aware of the need for change and the role each will play in realizing this change. To sustain the changes, employee participation in decision making is a must that leads to improving worker morale.
Under the format of team function and task design, this will lead to the maximization of labor and equipment utilization and improve lead time by only working against what is required, when necessary for better balanced activities. Changeover activities must be reanalyzed, redesigned and standardized to eliminate all the delays incurred within the changeover activity, as is the case at the plant. The switching activities are done in an unreliable manner which is unpredictable and affects the flow and the pace of the product.
Stabilizing the position of workers with a short-term development plan to avoid the dislocation of workers through the production cell and facilitate the feeding of the new style. Studies show that organizations that reduce the pay gap between the highest and lowest paid employees do much better. Conventional wisdom says that workers should be evaluated and paid based on results under their control.
When team members play a significant role in achieving the company's goals and perform a complete job, they share the responsibility of producing good quality products within the required time, they should share in any reward or bonus equally.
Conclusion
Non-Value Added: Any activity that absorbs or consumes resources (e.g., material, time, equipment, people, paper, space, etc.) without adding value to the product, which only adds costs that buyers are unwilling to pay. Thus, turnover is the result of the total earned SMV (minutes standard value) produced by the direct labor (sewing machine operators). Lead Time: The amount of time it takes to produce a single product, from the time the customer orders until it is shipped.
Machinery utilization: the utilization of a sewing machine is based on needle dip, so it calculates the time of the time that needle dip functions within a day over the time that sewing machine was available. Team-based module: The arrangement of people, machines, materials and methods so that processing steps are contiguous and in sequential order so that parts can be processed one at a time (or in some cases in a consistent small batch maintained throughout the process) becomes sequence). Daffodil International University 51 inside the cell and materials are presented to them from outside the cell.
Kaizen Event: A time-sensitive, rapidly deployable methodology that uses a focused, team-based approach for small but endless incremental improvements. A reorder card or other method to activate the pull system, based on actual material use. The "map" includes both the flow of material and the flow of information.
Mass Production: Mass production is the name given to a method of producing goods in large quantities at a low cost per unit.